Ремонт ГБЦ, как сделать ремонт головки блока цилиндров своими руками. Ремонт головки блока. Самостоятельный ремонт головки блока цилиндров.
Головка блока цилиндров — один из наиболее важных элементов двигателя внутреннего сгорания. Как правило, это монолитный элемент со сплавов чугуна или алюминия, который формирует верхний отдел камеры сгорания и является корпусом для газораспределительного механизма. Обычно его устанавливают через прокладку на блок цилиндров и крепят с помощью болтов.
ГБЦ, устройство ГБЦ
Головка блока выполняет такие важные функции, как:
- Обеспечивает базировку и размещение элементов газораспределительного механизма, компонентов отвода и подвода горючего.
- Обеспечивает газодинамические характеристики воздушного заряда, отводит продукты горения из камеры сгорания.
- Формирует камеру сгорания и обеспечивает ее герметичность, подводит и отводит масло для элементов газораспределительного механизма.
- Обеспечивает соответствие транспортного средства экологическим стандартам по выбросу в атмосферу вредных веществ.


В состав головки блока цилиндров входят:
- Направляющие втулки.
- Седла клапанов.
- Гидрокомпенсатор (может идти в комплекте с коромыслом).
- Коромысло клапана.
- Траверса.
- Свечи зажигания ( для газовых и бензиновых моторов).
- Пружины для возврата в исходное положение клапанов.
- Топливные форсунки (обычно применяются в дизельных моторах).
- Выпускные и впускные клапана.
Материал с которого изготавливают ГБЦ может быть алюминиевым (к примеру, ГБЦ ВАЗ 2109) или чугунным (дизель). Как правило, для изготовителей в приоритете алюминиевые головки, так как они самые удобные в обработке, производстве и ремонте. Однако на некоторых дизельных моторах применяют чугунные головки, потому что детонационные свойства дизельного горючего превосходят прочностные параметры алюминиевых головок, что способно привести к сокращению срока эксплуатации либо к разрушению ГБЦ.
ГБЦ можно поделить на два типа — моноголовки и индивидуальные головки. Последние имеют ряд преимуществ, которые связаны с ремонтопригодностью, низкими затратами и простотой при обслуживании. Однако большая часть мировых изготовителей транспортных средств и автоэлементов предпочитает моноголовки, также имеющие свои преимущества.
Последние имеют ряд преимуществ, которые связаны с ремонтопригодностью, низкими затратами и простотой при обслуживании. Однако большая часть мировых изготовителей транспортных средств и автоэлементов предпочитает моноголовки, также имеющие свои преимущества.
Принцип работы ГБЦ: распредвал толкает штангу, которая давит на гидрокомпенсатор, а затем и на коромысло, которое оказывает давление на клапан, что открывается и проникает в камеру сгорания, где воспламеняется от искры свечи.
Инструменты помощники в ремонте
- Руководство по обслуживанию и ремонту вашего транспортного средства.
- Динамометрический ключ.
ГБЦ, как снять ГБЦ пошаговая инструкция
- Для начала нужно отсоединить и изъять аккумуляторную батарею, слить моторное масло и охлаждающую жидкость.
- Затем следует провести демонтаж навесного оборудования, в частности, отсоединить провода зажигания, отсоединить все шланги — системы охлаждения, вакуумные. Не забывайте при отсоединении шлангов и проводов производить их маркировку.
- Далее демонтируем топливные магистрали и трос акселератора.
- После этого снимаем остальное навесное оборудование, мешающее демонтировать головку блока.
- Теперь снимаем крышку головки блока цилиндров.
- Затем демонтируем кожух газораспределительного механизма и ремень шкива. Распределительный вал можно не трогать.
- Откручиваем болты крепления ГБЦ и снимаем ее.
 Не забывайте при отсоединении шлангов и проводов производить их маркировку.
Не забывайте при отсоединении шлангов и проводов производить их маркировку.Болты ГБЦ, как снимать болты ГБЦ по схеме
Отворачивать болты крепления ГБЦ следует одновременно при помощи динамометрического ключа, контролируя состояние болтов.
Не забывайте о соблюдении последовательности во время раскрутки, что должна быть обратной затяжке. Снятие болтов ГБЦ необходимо проводить по соответствующей схеме, которая индивидуальна для каждой модели транспотного средства и ее можно найти в руководстве по эксплуатации автомобиля.
Диагностика ГБЦ
- Методом визуального осмотра необходимо обнаружить видимые дефекты — изношенные седла клапанов, раковины от коррозии, обломанные шпильки, видимые невооруженным глазом трещины, нарушение резьбы форсунки, свечи и так далее.
- Герметизируем систему охлаждения ГБЦ, наполняем газом под давлением и погружаем в горячую воду. Трещину находим по появляющимся пузырькам. На данный момент этот метод диагностики ГБЦ является наиболее эффективным. Ультразвук и рентген себя пока не оправдали.

Замена втулки, ремонт втулки клапана, пошаговая инструкция
- Медленно и предельно аккуратно выбиваем втулки.
- Чистим освободившееся место.
- Желательно продуть втулки сжатым воздухом.
- Новые втулки следует около двух суток выдержать в морозилке, что бы они были более сжатыми и плавно разместились в посадочном месте.
- Нагреваем ГБЦ на электроплитке, что бы расширить посадочные места.
- Надеваем стопорные кольца на втулки, вставляем в отверстия и осторожно начинаем их вбивать.
Притирка седел клапанов, задача притирки
На сегодняшний день, фактически не применяют данную операцию. Если фаска клапана и седло точно обработаны, то притирка вовсе не нужна. Другое дело во время ручной обработки элементов резцовыми головками и фрезами. После ремонта поверхности могут иметь небольшую шероховатость.
Если фаска клапана и седло точно обработаны, то притирка вовсе не нужна. Другое дело во время ручной обработки элементов резцовыми головками и фрезами. После ремонта поверхности могут иметь небольшую шероховатость.
Притирка необходима не только для обработки, а и для осуществления контроля качества сопряжения. Если вытереть насухо притертые поверхности и провернуть клапан в обе стороны несколько раз, прижимая к седлу, то на фасках элементов образуется блестящая линия. Если она будет замкнутой и проходить по всей окружности, значить прилегание хорошее и все сделано правильно.
Советы профессионалов
Больше полезной информации о ремонте головки блока вы можете узнать из видео:
Ремонт ГБЦ / Ремонт / DISEL TRUCK
Наша компания имеет богатый опыт ремонта головок блока цилиндров по всему миру. Благодаря высококачественному оборудованию, квалифицированным специалистам и большой базе новых и контрактных запчастей на коммерческую технику мы беремся практически за любые случаи неисправностей головок блока (включая особо сложные случаи).
Благодаря высококачественному оборудованию, квалифицированным специалистам и большой базе новых и контрактных запчастей на коммерческую технику мы беремся практически за любые случаи неисправностей головок блока (включая особо сложные случаи).
Наши мастера способны восстановить ГБЦ практически любой степени изношенности на любую специальную и коммерческую технику от дизельных генераторов до узконаправленной спецтехники для дорожных и бурильных работ. Мы беремся за ремонт головок блока цилиндров Катерпиллер, Коматсу, Дойц, Перкинс, Камминз, Даф, Ивеко, Кубота, МАН, Мерседес, Детройт Дизель, Скания, Вольво, Нью Холланд, Джон Дир, Джей Си Би, ВМ Мотори и других производителей коммерческой техники.
Мы производим весь перечень работ по восстановлению ГБЦ:
- Шлифовка ГБЦ
- Опрессовка ГБЦ
- Дефектовка ГБЦ
- Мойка ГБЦ (химическая)
Шлифовка и фрезеровка Головки Блока Цилиндров
При чересчур длительной или неправильной эксплуатации дизельного двигателя в промышленных условиях или в связи с выходом из строя системы охлаждения (как следствие попадание жидкости в смазку двигателя) возникает выход из строя ГБЦ.
Опрессовка Головки Блока Цилиндров
Необходимым пунктом при ремонте ГБЦ является проверка ее на герметичность, то есть опрессовка головки дизельного двигателя. Ни в коем случае нельзя пренебрегать данной процедурой при ремонте ГБЦ. Процесс опрессовки выявит деформации плоскости и даже мельчайшие трещины которые могут привести к повторному выходу из строя головки и дополнительным затратам. При возникновении деформации проводятся шлифовочные работы, а при возникновении трещин ГБЦ отправляется на сварочные работы для устранения неисправностей.
Дефектовка Механизма Клапана Головки Блока Цилиндров
Первое что необходимо сделать при приеме в работу неисправную головку блока это провести замеры и выявить все неисправные части ГБЦ и составить акт дефектовки. Мы проверим всё на наличие износа постелей, стержней, седел, втулок клапанов и биения распредвалов. При выявлении, каких либо дефектов обязательно будет составлен список процедур по их исправлению. При неисправности втулок клапанов мы заменим вам все направляющие, восстановим при необходимости посадочные отверстия и запрессуем.
Следующая немаловажная процедура по завершению установки механизма клапанов это их притирка. При помощи специальной пасты (абразивного состава) мы добиваемся ровной поверхности для правильной работы клапана. После каждой процедуры необходимо производить новую опрессовку для выявления или исключения трещин и прочих дефектов.
Обязательная процедура при ремонте ГБЦ это установка новых сальников клапанов. Новые маслосъемные колпачки обеспечат правильную работу смазочной системы двигателя и устранят попадание масла в цилиндры двигателя!
Одной из часто встречающихся проблем в работе головки блока цилиндров является выход из строя седел клапанов. В таком случае седла подлежат замене. Этот процесс очень сложен в ремонте головки, но наши мастера имеет большой опыт в данном вопросе. Грамотная замена седел клапанов избавит ваш двигатель от проблем в будущей пост ремонтной эксплуатации двигателя.
При помощи специальной пасты (абразивного состава) мы добиваемся ровной поверхности для правильной работы клапана. После каждой процедуры необходимо производить новую опрессовку для выявления или исключения трещин и прочих дефектов.
Обязательная процедура при ремонте ГБЦ это установка новых сальников клапанов. Новые маслосъемные колпачки обеспечат правильную работу смазочной системы двигателя и устранят попадание масла в цилиндры двигателя!
Одной из часто встречающихся проблем в работе головки блока цилиндров является выход из строя седел клапанов. В таком случае седла подлежат замене. Этот процесс очень сложен в ремонте головки, но наши мастера имеет большой опыт в данном вопросе. Грамотная замена седел клапанов избавит ваш двигатель от проблем в будущей пост ремонтной эксплуатации двигателя.
Так же мы производим ремонт форсуночного отверстия (если вы сорвали форсунку, выкрутили форсунку вместе с резьбой либо форсунка закоксовалась / прикепела) вплоть до нарезки новой резьбы (вставки футорки).
Мойка Головки Блока Цилиндров (химическая)
При приеме в работу неисправной ГБЦ обязательно производится ее химическая мойка. Эта процедура необходима для лучшего понимания и детального исследования неисправных узлов головки.
Ждем Вас в любое время в нашем сервисе по ремонту ГБЦ!
Ремонт головки блока цилиндров — Энциклопедия по машиностроению XXL
Ремонт головки блока цилиндров и клапанных седел. Основными дефектами головок блока цилиндров являются трещины в различных местах, коробление поверхности сопряжения с [c.92]РЕМОНТ ГОЛОВКИ БЛОКА ЦИЛИНДРОВ [c.29]
И, наконец, раз мы говорим о ремонте головки блока цилиндров, нельзя не вспомнить о различных прокладках, у этого узла они особенно ответственные. Заодно стоит рассказать и про другие прокладки, тем более если их придется изготовит самому.
[c.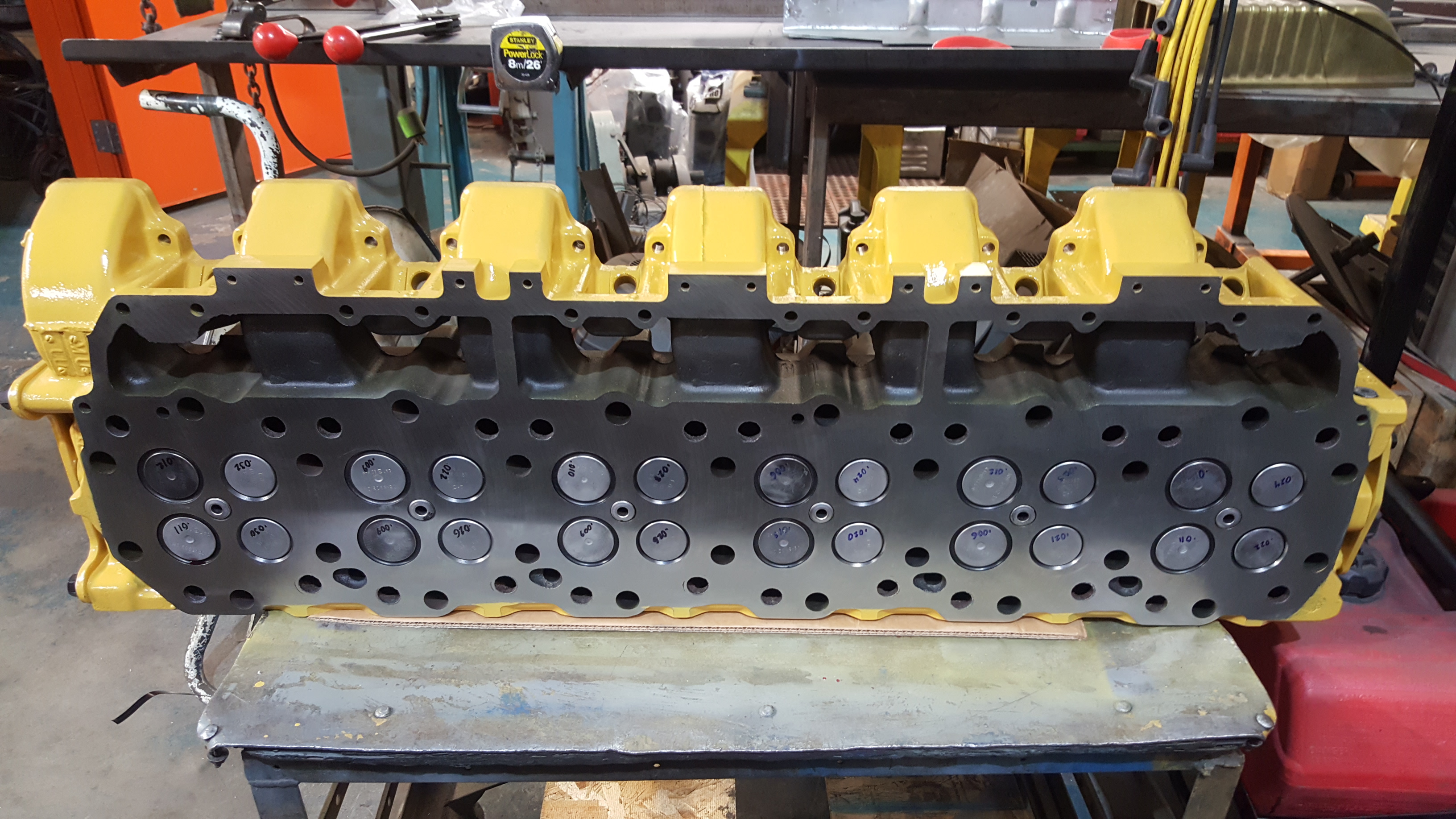 39]
39]
Ремонт головки блока цилиндров Проведите дорожное испытание и убедитесь в отсутствии неисправности. [c.2197]
Ремонт головки блока цилиндров и ГРМ [c.36]
Ремонт деталей заменой изношенной части. В процессе эксплуатации автомобиля происходит неравномерный износ не только всего агрегата, но и каждой отдельной детали. Какая-то рабочая часть детали подвергается наибольшему износу и является причиной ремонта. В блоке цилиндров, например, наибольшему износу подвергаются цилиндры, подшипники коленчатых валов, отверстия под стержень и под головку клапана, толкателя и т. д. Путем расточки под втулку и после- [c.18]
Снимая головку блока цилиндров, следует обязательно проверить состояние пружин, шариков механизма вращения выпускного клапана, а также состояние рабочих поверхностей тарелок и седел клапанов. Одной из причин неплотного закрытия клапанов является образование рисок и раковин на рабочих поверхностях. Если риски и раковины велики, то клапан и его гнездо подлежат ремонту. При незначительных повреждениях клапан притирают к гнезду.
[c.44]
Если риски и раковины велики, то клапан и его гнездо подлежат ремонту. При незначительных повреждениях клапан притирают к гнезду.
[c.44]
Значительный объем ремонта связан со сборкой резьбовых соединений. Качество сборки таких соединений определяется соответствием величины и последовательности затяжки техническим условиям. В них установлены определенные моменты затяжки резьбовых деталей для таких ответственных соединений, как головка — блок цилиндров, постели коренных подшипников, крышка — шатун, подшипники главной передачи и др. Устанавливают также и последовательность затяжки гаек (болтов) данных соединений. [c.146]
Значительный объем работ при ремонте связан со сборкой резьбовых соединений. Качество сборки таких соединений определяют величиной и последовательностью затяжки. Технические условия устанавливают определенные моменты затяжки резьбовых деталей таких ответственных соединений, как головка—блок цилиндров, постели коренных подшипников, крышка—шатун, подшипники главной передачи и др. Устанавливают также и последовательность затяжки гаек (болтов) данных соединений. Собранные детали резьбовым соединением должны обеспечить прочность стыка и исключить возможность произвольного ослабления их при работе
[c.87]
Устанавливают также и последовательность затяжки гаек (болтов) данных соединений. Собранные детали резьбовым соединением должны обеспечить прочность стыка и исключить возможность произвольного ослабления их при работе
[c.87]
Головки блока цилиндров дизельного двигателя — сборка, ремонт, испытание на герметичность, установка и крепление. [c.274]
Перешлифованные головки блока цилиндров необходимо промаркировать буквой К электрическим гравером (см. Руководство по Ремонту Двигателей Серии L для определения места нанесения маркировки). [c.1977]
При наличии точечных раковин, следов коррозии и повреждений на рабочих фасках седел клапанов устранить их зенкерованием (с последующей притиркой), после чего профиль седла клапана должен иметь углы, величина которых указана на рис.2.33 Ширина рабочей фаски впускного клапана должна составлять 1,17.
 1,57 мм, выпускного — 1.07…1.47 мм. После ремонта седла клапана необходимо проверить выступание торца стержня клапана над плоскостью головки блока цилиндров, например, с помощью измерителя расстояния КМ-419 (рис 2 32). щупа Если необходимого размера не удается получить путем замены клапана, заменить головку блока цилиндров
[c.45]
1,57 мм, выпускного — 1.07…1.47 мм. После ремонта седла клапана необходимо проверить выступание торца стержня клапана над плоскостью головки блока цилиндров, например, с помощью измерителя расстояния КМ-419 (рис 2 32). щупа Если необходимого размера не удается получить путем замены клапана, заменить головку блока цилиндров
[c.45]После завершения работ по ремонту и очистке деталей сборку головки блока цилиндров и ГРМ осуществлять в обратной разборке последовательности с затяжкой резьбовых соединений рекомендуемыми моментами. При сборке необходимо [c.45]
Окончательная причина неисправности может быть установлена только при частичной разборке двигателя — демонтаж головки блока цилиндров, а может быть, и поддона — для выемки неисправного поршня. Технология снятия головки блока цилиндров и прочих робот достаточно подробно изложена в соответствующих руководствах по ремонту конкретных моделей автомобилей. [c.37]
Ремонтопригодность конструктивного элемента машины, предусмотренная конструктором (например, блоки цилиндров или гильзы цилиндров двигателя, для которых предусмотрена расточка под ремонтные размеры поршней коленчатые валы, для которых предусмотрена шлифовка под ремонтные размеры вкладышей клапаны и головки цилиндров двигателей, ремонт сопряжения которых предусматривает многократную шлифовку фасок и фрезерование гнезд тормозные барабаны автомобилей, протачиваемые или шлифуемые на новый размер при износе поверхностей под тормозные колодки, и т.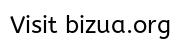 п.), всегда должна учитываться при контроле изменений годности машины и ее конструктивных элементов, а также при соответствующих техникоэкономических расчетах.
[c.122]
п.), всегда должна учитываться при контроле изменений годности машины и ее конструктивных элементов, а также при соответствующих техникоэкономических расчетах.
[c.122]
Весьма актуальной является чистовая и упрочняющая технология ЭМО чугунных цилиндров двигателей внутреннего сгорания, особенно при их ремонте, так как межремонтный период отремонтированных двигателей в 2 раза (и более) меньше, чем у новых. Для электромеханической обработки цилиндров могут быть использованы токарный, сверлильный, расточный и другие станки. В кинематику установки на базе расточного станка 278 (рис. 73) введен понижающий редуктор с передаточным отношением 1 32. Трансформатор 2 позволяет получать рабочий ток силой до 2800 А. В шпинделе станка могут закрепляться различные по конструкции обрабатывающие головки 1. Блок цилиндров 3 изолирован от станка текстолитовой прокладкой 4. [c.96]
Для повышения износостойкости цилиндров, упрощения ремонта и сборки в блок многих двигателей запрессовывают гильзы из серого чугуна. В верхней части гильза уплотняется прокладкой головки блока. Внутренняя поверхность гильзы, называемая зеркалом, тщательно обрабатывается. В блоке цилиндров предусмотрены постели для коренных подшипников коленчатого вала, подшипников распределительного вала и места для крепления различных агрегатов и приборов.
[c.26]
В верхней части гильза уплотняется прокладкой головки блока. Внутренняя поверхность гильзы, называемая зеркалом, тщательно обрабатывается. В блоке цилиндров предусмотрены постели для коренных подшипников коленчатого вала, подшипников распределительного вала и места для крепления различных агрегатов и приборов.
[c.26]
Подтянуть болты крепления головки и при необходимости сменить прокладку при наличии трещины направить головку или блок цилиндров в ремонт [c.119]
Направляющие втулки. Для облегчения ремонта направляющие втулки клапана выполняют вставными (рис. 172, а). Втулки изготовляют из перлитного серого чугуна или алюминиевой бронзы и запрессовывают при подвесных клапанах в отверстия головки цилиндров или (при боковых клапанах) в отверстия блока. В некоторых малолитражных двигателях с боковыми клапанами втулки не применяют. Направляющими клапанов служат в этом случае отверстия в блоке цилиндров. [c.245]
Сварочные (сварочно-наплавочные) участки предназначаются для выполнения операций сварки и наплавки при восстановлении деталей. Подлежащие сварке и наплавке детали поступают на сварочный участок со склада деталей, ожидающих ремонта, или со слесарно-механического участка. Работы по сварке и наплавке выполняют на специализированных (по виду сварки или наплавки) постах. На сварочном участке восстанавливается большинство деталей, в том числе блоки цилиндров, головки блоков, коленчатые и распределительные валы, валы коробок передач, оси и др., за исключением кузовов, кабин и рам, которые восстанавливаются сваркой на участках по их ремонту. После сварки и наплавки детали поступают на участки слесарно-механический, ремонта деталей двигателя, ремонта агрегатов или сборки двигателя.
[c.309]
Подлежащие сварке и наплавке детали поступают на сварочный участок со склада деталей, ожидающих ремонта, или со слесарно-механического участка. Работы по сварке и наплавке выполняют на специализированных (по виду сварки или наплавки) постах. На сварочном участке восстанавливается большинство деталей, в том числе блоки цилиндров, головки блоков, коленчатые и распределительные валы, валы коробок передач, оси и др., за исключением кузовов, кабин и рам, которые восстанавливаются сваркой на участках по их ремонту. После сварки и наплавки детали поступают на участки слесарно-механический, ремонта деталей двигателя, ремонта агрегатов или сборки двигателя.
[c.309]
Головку цилиндров снимают при текущем ремонте для притирки или замены клапанов, очистки камеры сгорания от нагара, замены прокладки головки цилиндров, очистки и промывки рубашки охлаждения блока цилиндров и в случае полной разборки двигателя. Последовательность разборочных операций при снятии головки цилиндров с двигателя, не снятого с автомобиля, следующая открыть краник отопителя на впускном трубопроводе, краник на блоке цилиндров и на подводящем патрубке водяного насоса и слить охлаждающую жидкость из системы охлаждения [c.
 20]
20]РЕМОНТ БЛОКА ЦИЛИНДРОВ И ГОЛОВКИ ЦИЛИНДРОВ [c.239]
Ремонт компрессора автомобиля МАЗ-200. Для определения дефектов и ремонта деталей компрессор необходимо разобрать. Для этого необходимо отвернуть болты и отсоединить фильтр компрессора, затем отвернуть гайки, вынуть болты, снять кронштейн компрессора, расшплинтовать и отвернуть гайку крепления шкива и снять шкив. Не снимая головки с блока цилиндров, нужно произвести ее частичную разборку вывернуть предохранительный клапан из корпуса нагнетательных клапанов, снять коромысло перепускных клапанов, отвернуть винты и снять фланец разгрузочной камеры, вынуть грибок и диафрагму и вывернуть штуцеры трубопроводов. Затем следует отвернуть гайки крепления головки блока, снять головку с прокладкой и окончательно разобрать 296 [c.296]
Ремонт блока. В большинстве двигателей блоки изготовлены из серого и специального легированного чугуна. В процессе их эксплуатации возможны следующие основные дефекты трещины, изломы и пробоины повреждения и износ резьбы в отверстиях и на шпильках износ отверстий во втулках и под втулки распределительного вала износ, овальность, конусность и смещение отверстий в опорах под вкладыши коренных подшипников коробление поверхности прилегания к головке блока износ отверстий под палец промежуточной шестерни, под установочные штифты и втулки износ торцевых поверхностей гнезд под верхние бурты гильз цилиндров износ клапанных гнезд и втулок клапанов износ, овальность, конусность и задиры поверхностей цилиндров или гильз цилиндров. [c.172]
[c.172]
Вследствие высокой точности изготовления шеек коленчатого вала, вкладышей и постелей для них в блоке цилиндров и в нижних головках шатунов вкладыши при ремонте можно заменять, не прибегая к каким-либо подгоночным операциям (шабровке и т. п.). [c.27]
Перед ремонтом головки блока цилиндров и ГРМ, детали которого расположены в ней, необходимо снять ее вместе с впускным и выпускным коллектором (см. раздел -Снятие и установка головки блока цилиндров.. двигателя DDH ). После этого необходимо- [c.44]
При ремонте головки блока цилиндров и ГРМ после очистки и контроля технического состояния их детапей может возникнуть необходимость выполнить следующие работы. [c.45]
Накипь откладывается на стенках неравномерно. Большее отложение наблюдается в местах с более высокой температурой и меньшей скоростью движения воды. Неравномерное отложение накипи затрудняет ее удаление с помощью кислотных или щелочных растворов, тах как одновременно с растворением толстых слоев накипи происходит разъедание металла, покрытого сравнительно тонким слоем накипи, а также разъедание цветных металлов (алюминиевой головки блока цилиндров, латунных трубок радиатора и др. ). Кроме того, возможно засорение трубок радиатора шламом, образующимся в процессе растворения накипи. Поэтому при эксплуатации и техническом обслуживании системы охлаждения двигателя основное внимание должно уделяться предотвращению образования накцпи. Удаление накипи является, по существу, операцией ремонта двигателя.
[c.44]
). Кроме того, возможно засорение трубок радиатора шламом, образующимся в процессе растворения накипи. Поэтому при эксплуатации и техническом обслуживании системы охлаждения двигателя основное внимание должно уделяться предотвращению образования накцпи. Удаление накипи является, по существу, операцией ремонта двигателя.
[c.44]
Головка блока цилиндров с деталями клапанного механизма работает в очень тяжелых условиях — при высоких температурах и воздействии механических и тепловых нагрузок. Поэтому в зависимости от дефекта и места его расположения необходимо правильно установить способ ремонта. Трещины можно заделывать эпоксидными пастами, заваркой с общим подогревом головки, наложением заплат, штифтовкой. [c.153]
Для горячей дуговой сварки (полный нагрев изделия до 4(Ю— 600 ) чугунных изделий, имеющих трещины, отломанные части (блоки или головки блоков цилиндров и пр.), для заварки пороков литья, а также полугорячей сварки (частичный нагрев изделия, главным образом в местах свар ки) при ремонте изделий, нмею щих большие габариты и сравни тельно тонкие стенки (шкивы рамы, станины и пр.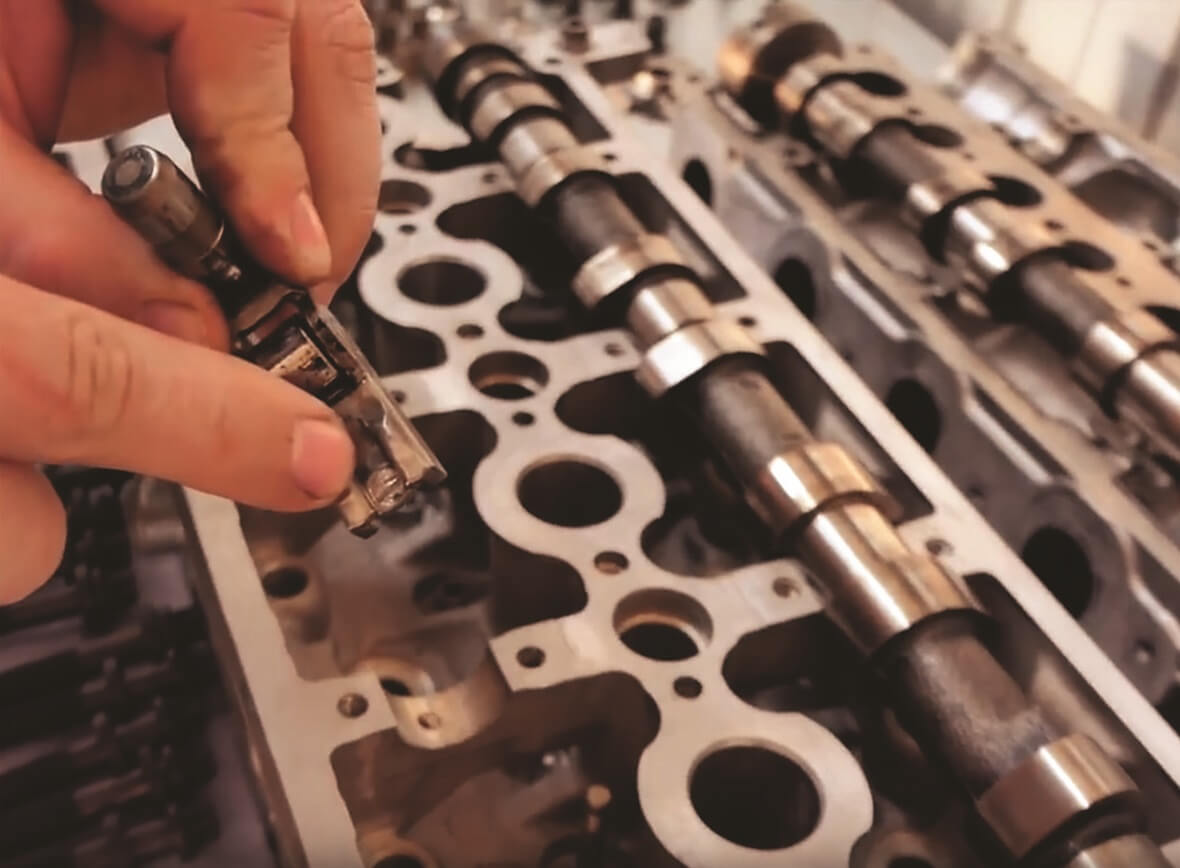 )
[c.208]
)
[c.208]
Обезличенный — это такой метод ремонта, при котором не сохраняется принадлежность восстановленных составных частей к определенному экземпляру изделия. Благодаря взаимо- -1аменяемости деталей и других составных частей автомобилей возможно, например, снятую для притирки клапанов головку блока цилиндров после ее ремонта установить на другой автомобиль — ЭЮ и будет ремонт обезличенным методом. Его преимущество — сокращение вре.мени нахождения в ремонте за счет использования деталей и сборочных единиц оборотного фонда. При больших программах ремонта обезличенный метод экономически эффективен. Обезличенным методом производят капитальный ремонт автомобилей и их составных частей на заводах и в крупных мастерских. [c.132]
| Mitsubishi, MST, Paload / Palazzani, Polar Wolverine, Samsung, SDLG, SEM, Sunward, Takeuchi, Tarsus, Terex | Tatra UDS, Venieri, Volvo Penta, Wacker Neuson, Watermaster, Yanmar, Yuchai, Zeppelin, Aichi, Boschung |
| Horyong, Faun, Fiat, Johnston, Deutz, Foton, Bobcat, Caterpillar, JCB, New Holland, Atlas, Akerman | H, Changlin, ChengGong, Daewoo, Doosan, Fiat Kobelco, Fiat Hitachi, Forway |
| Hanix, Hbm Nobas, Hidromek, Hitachi, Hyundai, IHI | Isuzu, John Deere, Kato, Kobelco, Komatsu, Kubota, Liebherr, Liugon |
| Shaanxi, Dong Feng, Faw, Shacman, Howo, Hania | MAN, Mercedes-Benz, Renault — Volvo Trucks, Iveco, Scania, DAF |
| Прокладка ГБЦ | Замена прокладок крышки клапанов включает в себя чистку и переустановку: верхняя часть клапанной крышки, нижняя часть клапанной крышки, механизм коромысел, верхняя прокладка, нижняя прокладка. |
| Регулировка клапанов | Проверка насос — форсунок, регулировка насос — форсунок, замена прокладок клапанных крышек |
| Втулка форсунки | Замена втулки форсунки на 1 головке блока (ГБЦ) цилиндров дизельного двигателя. |
| Механизм коромысел | Механизмы коромысел двигателя. Снятие и установка деталей газораспределительного механизма. Снятие топливные трубки, прокладки клапанных крышек, регулировка клапанов. |
| Коромысла | Снятие и установка деталей дизильного двигателя. Шлифовка нажимающей поверхности клапана, сборка коромысел, сборка кронштейнов. |
| Клапаны двигателя | При замене клапана на дизельных двигателях производят, чистку клапанов, шлифовку пары клапанов, монтаж крепления клапанов. |
| Втулка клапана | Установка втулок клапанов на 1 головке блока цилиндров (ГБЦ) дизельных двигателей, без снятия и установки клапанов. |
| Ремонт головки блока цилиндров | Замена направляющих втулок клапанов, притирка клапанов,механическая обработка седел, проверка пружин на сжатие, замена втулки форсунки. |
| Головка блока цилиндров | Для с- у- ГБЦ требуется снять: впускной, выпускной коллектор, турбина, фланец с трубкой, глухой флянец, топливная трубка, форсунка, клапанная крышка, масляные трубки, механизмы клапанов, штанги толкателей, регулировка клапанов на гбц, регулировка высоты |
| Седло клапана | Замена седел клапанов в головке блока (ГБЦ) дизельного двигателя. Заменой направляющих без механической обработки посадочных мест, без снятия и установки клапанов. Заменой направляющих без механической обработки посадочных мест, без снятия и установки клапанов. |
пошаговая инструкция с описанием, устройство, принцип работы, советы мастеров
Блок – это основная часть практически любого двигателя внутреннего сгорания. Именно к блоку цилиндров (далее по тексту БЦ) крепятся все прочие детали, начиная от коленвала и заканчивая головкой. Изготавливают БЦ сейчас преимущественно из алюминия, а ранее, в более старых моделях авто, они были чугунными. Поломки блоков цилиндров – отнюдь не редкость. Поэтому начинающим автовладельцам будет интересно узнать о том, как ремонтировать данный узел. Давайте узнаем о типичных поломках, а также о способах и технологиях ремонта блока цилиндров двигателя. Эта информация будет интересна для каждого, кто владеет автомобилем.
Краткое устройство
Непосредственно внутри блока имеются сквозные отверстия со шлифованными стенками – внутри этих отверстий двигаются поршни. В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.
В нижней части БЦ сделана постель, на которой через подшипники закреплены концы коленвала. Там же сделана специальная поверхность для закрепления поддона.
На верхней части блока имеется тоже идеально ровная шлифованная поверхность. К ней при помощи болтов прикрепляется головка. То, что многие сегодня называют цилиндрами, образуется из блока и головки. Сбоку на БЦ имеются кронштейны для крепежа двигателя к кузову автомобиля.
Внутри цилиндра могут быть установлены гильзы. Они широко применяются в алюминиевых блоках. Каждая деталь, которая крепится к мотору, оснащена уплотнительными прокладками, которые не допускают возможные утечки двигателя. Благодаря данным элементам антифриз не смешивается с маслом и наоборот. Прокладки всегда должны быть целыми, иначе это плохо влияет на работу ДВС.
Типичные неисправности
Прежде чем заниматься темой ремонта блока цилиндров двигателя, необходимо ознакомиться с наиболее частыми неполадками данного узла. Какие-то неполадки можно устранить своими силами в гаражных условиях, для устранения других понадобится специальное оборудование.
В процессе работы двигателя в блоке цилиндров ДВС могут образоваться следующие виды дефектов. Это естественный износ стенок цилиндра, задиры и риски на стенках. Также нередко образуются трещины как цилиндров, так и водяной рубашки или ГБЦ. Подвергаются износу и клапанные седла. Также на них могут образоваться трещины или раковины. Ломаются шпильки, а также болты, крепящие головку блока цилиндров к самому блоку.
Есть и менее серьезные проблемы – это накипь в рубашке системы охлаждения, а также нагар в ГБЦ. Из-за коррозионных процессов, работы блока в условиях повышенных температур, трения поршней и коленвала о стенки цилиндра они со временем приобретают эллипсность в плоскости, где качается шатун. Также образуется конусность по длине цилиндров.
Причины износа
Когда топливо сгорает в камере сгорания, газы попадают в канавки поршневых колец и сильно отжимают их к зеркалу цилиндра. Сила давления по мере того, как поршень движется вниз, становится меньше. Поэтому цилиндры изнашиваются в верхней части больше, чем в нижней. Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Что касается смазки, то в верхней части цилиндров она хуже из-за воздействия высоких температур. Сила, которая действует на поршень в двигателе при его рабочем ходе, делится на две важные составляющие.
Первая часть этой силы направлена вдоль шатунов. Вторая часть направлена перпендикулярно оси цилиндров. Она прижимает поршни к левой стороне стенки. Когда сжатие передается от коленвала к шатуну, то сила также разлагается на две части – одна работает вдоль шатунов и сжимает топливную смесь, а вторая жмет поршень к правой стенке цилиндров. Боковые силы работают также на тактах впуска и выпуска, однако в значительно меньшей мере.
В результате действия боковых сил цилиндры имеют износ в плоскости работы шатуна и получается овальность. Значительнее износ левой стенки, так как боковая сила при рабочих ходах поршней самая высокая.
Кроме образования овальности, воздействие боковых сил также вызывает конусность. По мере того как поршень движется вниз, воздействие боковых сил уменьшается.
Задиры на стенках цилиндра образуются из-за перегревов, масляного голодания, загрязненности масла, недостаточных зазоров между стенками цилиндра и поршнем, плохо закрепленных поршневых пальцев, по причинам поломки поршневых колец. То, насколько сильно изношен цилиндр, можно определить при помощи индикатора или нутромера.
Как правильно измерить износ?
Овальность или эллипсность нужно измерять в поясе, который расположен на 40-50 мм ниже от верхней части камеры сгорания. Измерять нужно в плоскостях, которые взаимно перпендикулярны. Износ будет минимальным по оси коленвала, а максимальным – в той плоскости, которая перпендикулярна оси коленвала. Если есть разница размеров, то это и будет величиной овальности.
Чтобы определить конусность, индикатор следует индикатор установить вдоль камеры сгорания. Плоскость выбирают перпендикулярной оси коленвала. Если в показаниях индикатора имеется разность размеров, то это и есть размер конусности. При этом нужно измерять нижнюю и верхнюю часть цилиндра. Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Индикатор опускают строго вертикально, чтобы он не отклонятся ни в одну из сторон.
Если размер эллипсности выше, чем допустимые 0,04 мм, а конусность более 0,06 мм, на стенках имеются задиры и риски, тогда необходим ремонт блока цилиндров двигателя.
Под ремонтом нужно понимать увеличение диаметра до ближайшего ремонтного размера, установку новых поршней и других сопутствующих элементов. В зависимости от того, насколько изношены цилиндры, их шлифуют, растачивают и затем доводят, устанавливают гильзы.
Шлифование БЦ
Эту операцию выполняют преимущественно на внутришлифовальных станках. Камень на этом оборудовании имеет значительно меньший диаметр, чем размер цилиндра. Камень может двигаться вокруг оси, по окружности цилиндра, а также вдоль оси камеры сгорания.
Процесс ремонта блока цилиндров двигателя, таким образом выполняемый, очень длительный и сложный, особенно если нужно снимать большой слой металла. Поверхность камеры сгорания становится волнистой и может забиваться пылью. Последняя проникает в поры в чугуне – после ремонта в дальнейшем это может вызывать интенсивный износ колец и поршней. Шлифовка цилиндров сейчас применяется крайне редко.
Растачивание
Ремонт чугунных блоков цилиндров двигателя может выполняться и таким образом. Используют расточные стационарные и мобильные станки. Мобильные вертикально-расточные агрегаты крепят в процессе непосредственно к блоку. При этом для обработки первого и третьего цилиндров станок закрепляют сверху болтами, которые пропускаются через второй цилиндр. Перед тем как окончательно закрепить станок, шпиндель его тщательно центрируется с помощью кулачков. Резец настраивают на необходимый размер при помощи микрометра или нутромера.
Минусом растачивания считается необходимость последующей доводки – на поверхности без доводки остаются следы работы режущего инструмента. Доводку при ремонте блока цилиндров дизельного двигателя, бензиновых агрегатов выполняют в специальных или сверлильных станках. В более простых случаях можно обойтись электродрелью и доводочной головкой с абразивными камнями. В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В процессе любой доводки обрабатываемый цилиндр обильно поливают керосином.
В конце обработки конусность, а также эллипсность не должны быть более 0,02 мм. Алмазное растачивание выполняют твердосплавными резцами на малых подачах и больших скоростях. Лучше работать на специальных расточных станках.
Гильзование
Такая технология ремонта блока цилиндров двигателя выбирается, когда износ цилиндра больше, чем последний ремонтный размер. Также гильзование выбирают, если на поверхности имеются очень глубокие задиры и риски.
Цилиндр необходимо расточить до такого диаметра, который позволит установить гильзу с толщиной стенок до 2-3 мм после растачивания. В верхней части камеры сгорания нужно сделать специальную выточку под буртик для гильзы.
Гильзу изготавливают из материалов, которые близки по свойствам к материалу цилиндров. Наружный диаметр должен иметь припуск под запрессовку. Гильзу, а также стенки цилиндра смазывают маслом и гидравлическим прессом запрессовывают. Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Если пресса нет, гильзы можно установить при помощи ручного приспособления.
Ремонт седел клапанов
Наряду с БЦ может понадобиться и ремонт головки блока цилиндров двигателя. Если износ седел клапанов небольшой, то это можно устранить простой притиркой клапана к седлу. Если износ значительный, тогда седло фрезеруется конусной фрезой. Первым делом обрабатывают фрезой черновой с углом 45 градусов. Далее выбирают фрезу с углом 75 градусов. После берут деталь углом в 15 градусов. Затем можно обрабатывать седло чистовой фрезой.
Фрезеровка будет эффективная только тогда, если направляющие клапанов имеют минимальный износ или вообще новые.
В процессе ремонта блока цилиндров 406 двигателя после фрезеровки седло шлифуется конусными камнями дрелью и притирается клапан. Если износ седел большой, то гнездо нужно расточить на станке торцевыми фрезами и запрессовать туда чугунное кольцо, которое затем нужно обработать в вышеописанной последовательности.
Если есть возможность замены сменного седла, то для облегчения ремонта головки блока цилиндров 406 двигателя просто меняют старое седло на новое.
Ремонт втулок клапанов
Если изношены направляющие втулки клапанов, тогда их можно восстановить развертыванием длинной разверткой под ремонтный размер. Если износ втулки значительный, то их следует удалять под прессом и менять на новые. При запрессовывании новых втулок натяг должен быть 0,03 м. Затем диаметр втулки развертывают под номинальный размер.
Ремонт направляющих толкателей
Эти элементы, изготовленные в блоке в отдельных частях в процессе ремонта головки блока цилиндров 402 двигателя, обрабатываются развертыванием под ремонтные размеры стержня толкателя или посредством замены стержней толкателей.
Заключение
Как видно, выполнить капитальный ремонт двигателя без специальных станков и специального инструмента нельзя. Но если повреждения незначительные, особо отчаянные мастера растачивают цилиндры обыкновенной электрической дрелью с наждачной бумагой. На самом деле страшного в капитальных ремонтах ничего нет – в большинстве случае цены на расточку и другие операции невысоки. Ремонт головки блока цилиндров дизельного двигателя можно выполнить в гараже своими руками по аналогии с бензиновыми ГБЦ.
Ремонт головки блока цилиндров дизельного двигателя можно выполнить в гараже своими руками по аналогии с бензиновыми ГБЦ.
Ремонт ГБЦ двигателей
ГБЦ – это головка блока цилиндров в двигателе внутреннего сгорания, или важнейший узел, контролирующий процесс расхода топлива и выделяющий в окружающую среду отработанные вещества. Ремонт ГБЦ двигателя может понадобиться по разным причинам: из-за перегрева автомобиля, из-за исчерпания рабочего ресурса либо после неудачной установки. В любом случае, при неисправности машина глохнет, на начальном этапе можно заметить прорыв выхлопных газов через прокладки.
Дефекты ГБЦ
Головка блока цилиндров — это элемент, на который приходится большая нагрузка. Тут находятся и камеры сгорания, и газораспределительная система. Из-за такого активного участия в ходе автомобиля, могут возникать многочисленные дефекты. Ремонт ГБЦ сводится к устранению таких недостатков:
Дефекты одного элемента в последствии ведут к износу остальных частей конструкции. Потому важно вовремя проводить диагностику и исправлять мелкие неполадки. Это экономичнее замены всей системы.
Потому важно вовремя проводить диагностику и исправлять мелкие неполадки. Это экономичнее замены всей системы.
Диагностика ГБЦ
Обнаружить поломки можно при осмотре детали в процессе тихого хода либо при выключенном состоянии. Во время диагностики обращают внимание на ряд признаков:
- Пробой прокладки между цилиндрами;
- Пена поверх щупа прибора с уровнем масла;
- Испарения воды в виде белого пара;
- Прорыввыхлопных отходов через прокладку головки блока;
- Наличие масляной пены поверх охлаждающей жидкости;
- Пузырьки из расширительного бочка.
От мастера требуется опыт и внимание, так как некоторые из перечисленных признаков бывает сложно обнаружить вовремя.
Ремонт ГБЦ
Ремонт детали, которую можно починить, сводится к устранению зазоров между головками и блоком цилиндров. Это можно выполнить несколькими способами:
Это можно выполнить несколькими способами:
- Фрезеровкой
- Шлифовкой
- Заменой клапанов
- Заменой распределительного вала
Более точный результат дает первый метод, второй занимает меньше времени. Фрезеровка и шлифовка в большинстве случаев, это наиболее эффективные и простые способы устранения проблемы. Изменить параметры головки дешевле, чем заменять детали.
Почему стоит обратиться в нашу компанию?
Мы выполняем ремонт ГБЦ двигателей профессионально и в кратчайшие сроки. Команда специалистов проводит подробную диагностику в присутствии клиента, проверяет все элементы на износ. Работа может занять до нескольких часов, если требуется замена изношенных деталей, фрезеровка и отладка. Заказчик в это время ожидает в уютном помещении, и наблюдает за процессом.
ЮТЭК предоставляет высококлассное обслуживание по лучшим ценам. У нас много постоянных клиентов, которые обращаются в компанию за капитальным ремонтом, или рекомендуют нас своим знакомым. По каждой услуге мы публикуем тариф на официальном сайте.
По каждой услуге мы публикуем тариф на официальном сайте.
Ремонт дизельного двигателя Мерседес
Дизельный двигатель самостоятельно ремонтировать сложно. Поэтому настоятельно просим обращаться в наш автосервис, ведь установить точную причину отказа того или иного узла сможет лишь компьютерная проверка. При диагностике исследуется мотор, форсунки, ТНВД и прочее.
Мы ремонтируем все двигатели Мерседес
Наши цены
| Работа | Цена |
| Ремонт дизельного двигателя | от 25000р. |
| Замена дизельного двигателя — снять / поставить двигатель | от 10000р. |
| Замена цепи ГРМ дизельного двигателя без снятия ДВС | от 8000р. |
| Диагностика дизельного двигателя | от 1000р. |
| Ремонт головки блока цилиндров гбц бензинового двигателя | от 5000р. |
| Ремонт дизельного двигателя | от 25000р. |
| Ремонт головки блока цилиндров гбц дизельного двигателя | от 5000р |
| Замена впускных клапанов | от 2300р. |
| Замена выпускных клапанов | от 2300р. |
| Замена направляющих клапанов | от 2700р. |
| Замена седла клапана | от 2700р. |
| Опрессовка головки блока цилиндров гбц | от 1000р. |
| Шлифовка плоскости головки блока цилиндров (гбц) | от 1500р. |
| Замена переднего сальника коленчатого вала (кв) | от 1000р. |
| Замена заднего сальника коленчатого вала (кв) | от 8000р. |
| Замена свечей зажигания бензинового двигателя | от 400р. |
| Замена приводного ремня | от 500р. |
| Замена опоры двигателя (двс) | от 1000р. |
| Замена прокладки впускного коллектора | от 1000р.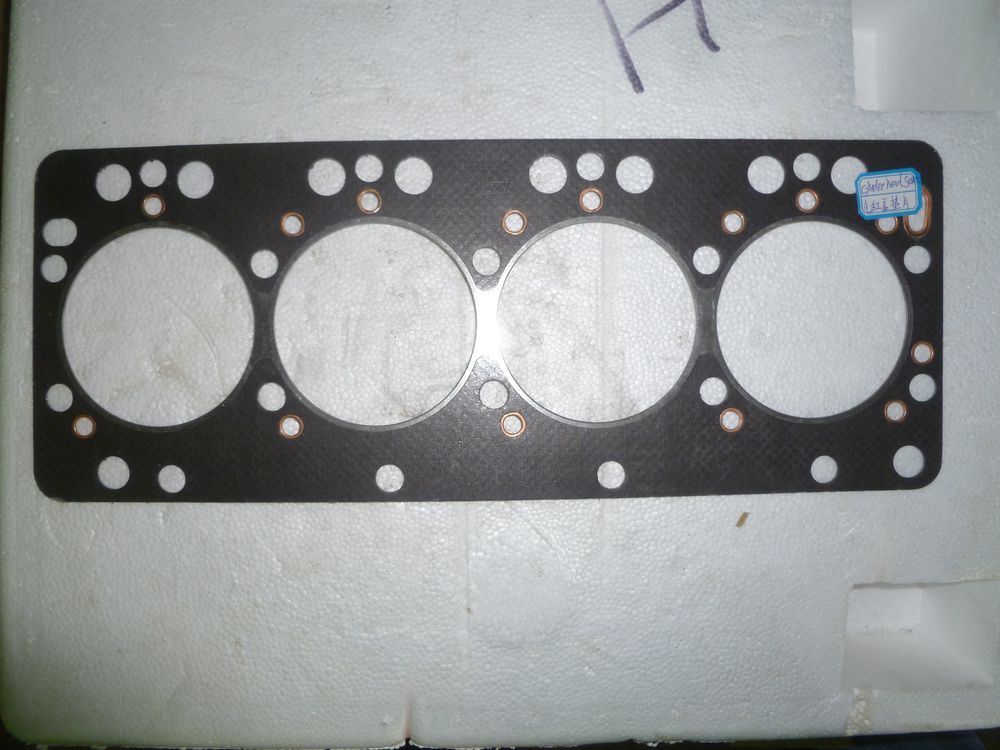 |
| Замена дроссельной заслонки | от 600р. |
| Замена прокладки выпускного коллектора | от 1000р. |
| Замена турбины бензинового / дизельного двигателя | от 3300р. |
| Замена маховика | от 4700р. |
| Замена водяной помпы системы охлаждения двигателя | от 4300р. |
| Замена гбц | от 7000р. |
| Замена прокладки гбц | от 7000р. |
| Замена сальника распределительного вала | от 1000р. |
| Замена прокладки клапанной крышки | от 300р. |
| Замена маслосъемных колпачков клапанов на снятой гбц | от 2200р. |
| Замена клапанов | от 2700р. |
Причины обращения в сервис
Многие владельцы «Мерседес» разных моделей посещают сервис, если самопроизвольно:
- снижается мощность;
- плохо заводится мотор;
- двигатель глохнет;
- меняются (плавают) обороты.

Список проводимых работ
Ремонт дизельного двигателя «Гелендваген» требует особого подхода, поэтому им занимаются опытные специалисты. Сначала проводится диагностика, на основании которой назначаются те или иные работы и операции:
- наладка ТНВД или его замена;
- ремонт ГБЦ дизеля (смена прокладок, выявление трещин, опрессовка)
- замена клапанов, втулок, седел и других элементов;
- проверка поддона картера — по мере надобности;
- проверка и замена поршней и относящихся к ним деталей;
- продувка форсунок и всей подающей системы и ее ремонт;
- шлифовка коленвала.
Кроме этого, проводится расточка, другие токарно-фрезерные и механические работы.
Что делать с трещиной в головке блока цилиндров дизельного двигателя
Мы вернулись с новой информацией о головке блока цилиндров! Недавно мы говорили о том, когда вы можете захотеть восстановить поверхность своей головки, и теперь мы собираемся взглянуть на то, что вы должны делать, если вы обнаружите, что в головке блока цилиндров вашего дизельного двигателя есть трещины между клапанами.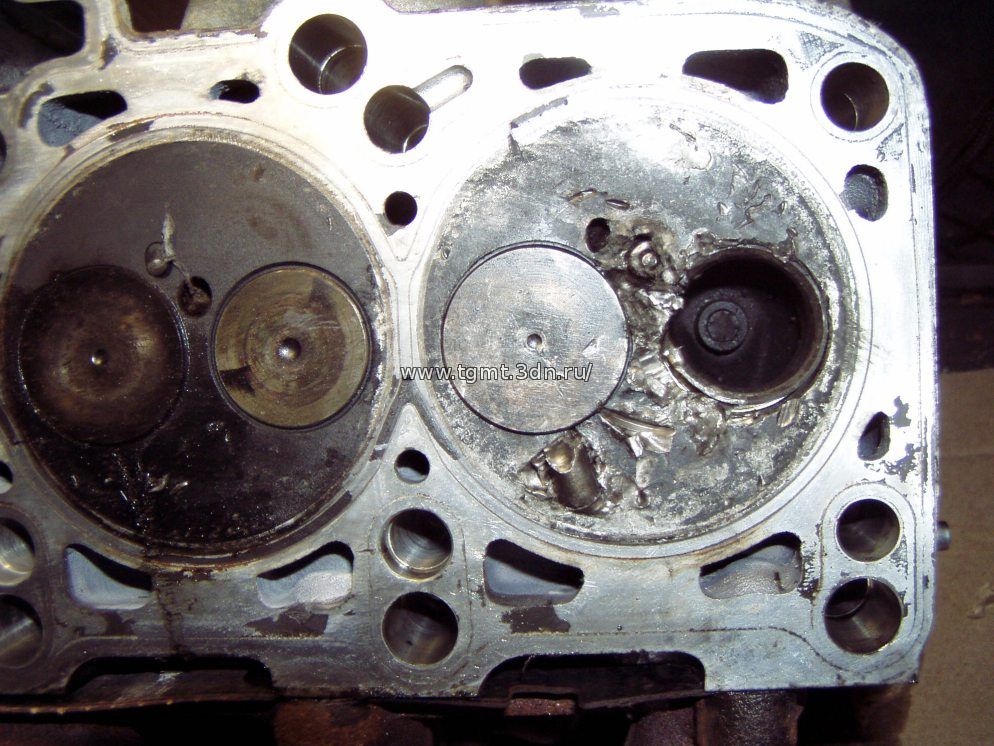
Когда ребята собирают свой двигатель, головка блока цилиндров — это то, о чем часто вспоминают.Читайте дальше, чтобы узнать, что делать, если у вас трещины в голове.
Нужна информация о конкретной головке? Наши сертифицированные специалисты ASE могут помочь!
Позвоните нам!В моей головке цилиндров могут быть трещины?
Трещины между клапанами — это вид неисправности, о котором мы много слышим в головках блока цилиндров. Когда мы говорим о трещинах, мы смотрим на нижнюю часть вашей головы. Вы можете увидеть трещины между седлами клапанов.
Некоторыми распространенными причинами появления трещин в головке блока цилиндров являются перегрев и напряженные условия эксплуатации. Прочтите наш анализ неудач «Почему у меня треснула голова?» чтобы узнать больше об этих причинах.
Эти трещины могут вызвать дополнительные проблемы с двигателем, включая загрязнение масла, точечную коррозию и повреждение блока цилиндров, а также повреждение цилиндров. Это может привести к гораздо более серьезному провалу. Трещины в вашей голове определенно не то, что вы хотите игнорировать. Но что вы можете сделать?
Что делать с трещинами в головке блока цилиндров?
Так у тебя эти трещины в голове.Это заставляет большинство парней говорить: «Чувак, мне нужно купить новый набор головок».
Это вполне понятно. Кто хочет вернуть треснувшую головку двигателю, на который вы только что потратили целую кучу денег?
Но одна из вещей, в которой мы должны убедиться, это то, что вы в первую очередь устраните проблему, которая вызывает трещины.
Когда у вас есть головка блока цилиндров, обычно чугунная, металл не трескается сам по себе. Это не просто так утомляет.Обычно он трескается по какой-то причине.
Возможно, у вас прогорела прокладка ГБЦ, и она наполнила цилиндр горючим газом, который вытеснил охлаждающую жидкость. Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Это означает, что ваша головка блока цилиндров не может рассеивать тепло, поэтому она перегревается в той конкретной области, где образуются эти пузырьки воздуха, и головка трескается.
Какой бы ни была причина, убедитесь, что вы ремонтируете ее, прежде чем заменять головку, чтобы предотвратить повторный отказ ваших новых компонентов.
Можете ли вы устранить трещины в головке блока цилиндров?
Мы поняли. Замена ГБЦ стоит денег. Поэтому некоторые парни говорят: «Эй, как я могу исправить эту трещину на моей головке цилиндров?»
На это мы говорим да, трещины можно исправить, но это гораздо более сложный процесс, чем вы думаете. Чтобы сделать это правильно, требуется много технологий.
Вы не просто хотите заварить трещину. Это не всегда капитальный ремонт.Вместо этого вы хотите использовать процедуру повторной отливки, при которой трещины выдолбляются, а расплавленный материал заливается обратно в эту трещину и повторно отливает эту головку цилиндров. Затем его переделывают для качественного ремонта.
Затем его переделывают для качественного ремонта.
Это не то, что может сделать большинство парней, и это действительно отнимает много времени.
Вот почему мы предлагаем полные головки цилиндров, восстановленные или новые, и это то, что вам понадобится, чтобы восстановить работоспособность вашего двигателя и надежно проехать еще миллион миль. Ознакомьтесь с нашими признаками необходимости замены головки блока цилиндров, чтобы узнать о других причинах, по которым вам может понадобиться новая головка.
Если вам нужна помощь в установке головки блока цилиндров дизельного двигателя, у нас есть несколько полезных советов по установке!
Поэтому, когда вы заменяете головку блока цилиндров, если у вас есть трещины, убедитесь, что вы устраняете общую проблему. Проверьте выступ вкладыша и убедитесь, что вы не собираетесь взорвать еще одну прокладку головки блока цилиндров. Мы хотим, чтобы вы прошли еще миллион миль!
Нужна помощь с головкой блока цилиндров или другим компонентом дизельного двигателя? У нас есть сертифицированные специалисты ASE, которые помогут вам! Позвоните им по телефону 844-304-7688 или запросите расценки онлайн!
Треснутая головка блока цилиндров | Читайте о симптомах трещины в головке цилиндров и замене головки цилиндров на сайте Diesel Pro Power
Головка цилиндра — важная часть двигателя. Это часть камеры сгорания, через которую проходят топливо и воздух, а выхлопные газы выходят. Если проблемы с головкой блока цилиндров не будут устранены, это может привести к треснувшей головке блока цилиндров, что приведет к поломке двигателя. Если это произойдет, часто лучше всего заменить его. На этой странице мы рассмотрим некоторые из симптомов неисправности головки блока цилиндров и как определить, что головка блока цилиндров треснула.
Это часть камеры сгорания, через которую проходят топливо и воздух, а выхлопные газы выходят. Если проблемы с головкой блока цилиндров не будут устранены, это может привести к треснувшей головке блока цилиндров, что приведет к поломке двигателя. Если это произойдет, часто лучше всего заменить его. На этой странице мы рассмотрим некоторые из симптомов неисправности головки блока цилиндров и как определить, что головка блока цилиндров треснула.
Что вызывает выход из строя головки блока цилиндров?
Во-первых, важно понять, что вызывает неисправность ГБЦ.Наиболее частая причина – чрезмерная жара. Слишком сильный нагрев может привести к расширению металлов, что приведет к растрескиванию головки блока цилиндров. Изношенные клапаны — еще одна причина выхода из строя головок цилиндров, что может произойти, если ваш автомобиль много раз использовался. Когда клапаны изношены, масло может просачиваться в камеру сгорания, что снижает эффективность работы двигателя.
Общие признаки неисправной головки блока цилиндров
Вот несколько распространенных симптомов неисправности головки блока цилиндров, на которые следует обратить внимание:
1. Вы используете больше топлива, чем обычно: Иногда клапаны двигателя плохо герметизированы или изнашиваются. Когда это произойдет, цикл сгорания не будет иметь нужного давления, и в результате вам потребуется использовать больше топлива.
Вы используете больше топлива, чем обычно: Иногда клапаны двигателя плохо герметизированы или изнашиваются. Когда это произойдет, цикл сгорания не будет иметь нужного давления, и в результате вам потребуется использовать больше топлива.
2. Вы используете больше масла, чем обычно: Как и в случае с топливом, при износе клапанов и отрыве уплотнений масло может попасть в выпускные и впускные отверстия, что приведет к повышенному расходу масла.
3. Двигатель перегревается: Чрезмерный нагрев может привести к растрескиванию, что может привести к серьезным проблемам.Треснувшая головка блока цилиндров является распространенной и серьезной проблемой, на которую следует обратить внимание.
Симптомы трещины в головке блока цилиндров
Так как же точно узнать, что у вас треснула головка блока цилиндров? Следите за этими симптомами:
1. Плохая работа двигателя: Первое, что вы, вероятно, заметите, если у вас треснула головка блока цилиндров, это плохая работа вашего двигателя. Трещина приводит к утечке давления воздуха, что приводит к низкому сжатию.В этом случае двигатель будет работать намного медленнее и менее плавно.
Трещина приводит к утечке давления воздуха, что приводит к низкому сжатию.В этом случае двигатель будет работать намного медленнее и менее плавно.
2. Утечка масла: Поскольку головка блока цилиндров содержит масло, при наличии трещины масло вытечет. Если масло протекает, должна загореться лампочка проверки двигателя, сигнализируя о том, что вам следует проверить двигатель под капотом.
3. Утечка охлаждающей жидкости: Помимо утечки масла, также будет вытекать охлаждающая жидкость. Без достаточного количества охлаждающей жидкости ваш двигатель начнет перегреваться.
4. Дым : Утечка выхлопных газов иногда может привести к дымлению двигателя.Это более редкое явление, и с ним следует бороться немедленно.
Головка блока цилиндров является важной частью двигателя, которая может быть повреждена. Старайтесь выполнять регулярные проверки и следите за признаками и симптомами, указанными выше, чтобы вы знали, имеете ли вы дело с потенциальной проблемой головки блока цилиндров и когда.
Купить Diesel Pro Power для замены головки блока цилиндров!
Если вы решите, что вам нужна замена головки блока цилиндров, вам может помочь Diesel Pro Power.Если у вас есть Detroit Diesel или Cummins, посетите наш простой в использовании веб-сайт, чтобы найти необходимую замену головки блока цилиндров, а также советы по замене головок блока цилиндров!
Головка блока цилиндров Midwest и машина
Наши услуги
1. Восстановление головки цилиндров2. Блок восстановления
3. Ремонт кастинга
4. Rebuilding Crankshaл
5. Морской ремонт
60122
7.Специальные проекты
1. Восстановление головки блока цилиндров
После 70 лет работы компания MCH предлагает обширные знания почти всех типов головок цилиндров, от одинарных головок до 24-цилиндровых двигателей с дизельным или газовым двигателем. Наше специализированное оборудование означает, что мы можем сваривать и восстанавливать любую алюминиевую или чугунную головку блока цилиндров, даже головку блока цилиндров дизельного двигателя.
Наверх
2. Восстановление блока цилиндров
Наш опыт не ограничивается головками цилиндров.Наше предприятие по восстановлению блоков цилиндров изначально специализировалось на автомобильной промышленности, но теперь основное внимание мы уделяем блокам для тяжелых условий эксплуатации и сельскохозяйственным работам. Мы разработали и изготовили несколько вставок для ремонтных гильз до того, как они поступили в продажу в O.E. С добавлением нашего нового станка с ЧПУ Rottler F99Y возможности безграничны.
Наверх
3. Ремонт литья
В МЧ каждый день ремонтируют то, чего раньше никогда не видели. Наш опыт сварки и ремонта позволяет восстановить антиквариат, уникальный или невозможно заменить.Даже более свежие отливки можно отремонтировать, сэкономив деньги клиента, а иногда и улучшив исходную отливку.
Наверх
4. Восстановление коленчатого вала
В 2005 году MCH приобрел две шлифовальные машины для коленчатых валов и станок для центровки и хонингования. Новая модернизация также включала станок для шатунных пальцев для точной расточки вкладышей шатуна вместо хонингования. У нас также есть машина для сварки коленчатых валов, чтобы сваривать коленчатые валы, когда это разрешено.
Новая модернизация также включала станок для шатунных пальцев для точной расточки вкладышей шатуна вместо хонингования. У нас также есть машина для сварки коленчатых валов, чтобы сваривать коленчатые валы, когда это разрешено.
Чтобы удовлетворить потребности КАЖДОГО клиента, мы также продаем новые автомобильные, промышленные и сельскохозяйственные коленчатые валы, которые соответствуют или превосходят O.Е. спецификации.
Наверх
5. Морской ремонт
Это происходит каждую весну. Кто-то вытаскивает из хранилища свою лодку или другую летнюю игрушку и обнаруживает, что не утеплил ее должным образом. Мы можем помочь вам вернуться к веселью. Мы можем отремонтировать отливки, а также отремонтировать и установить новые выпускные коллекторы с водяным охлаждением для прогулочных и дизельных буксиров, курсирующих вверх и вниз по реке Миссисипи. Стоимость ремонта некоторых дизельных коллекторов с водяным охлаждением может значительно сэкономить по сравнению с новыми.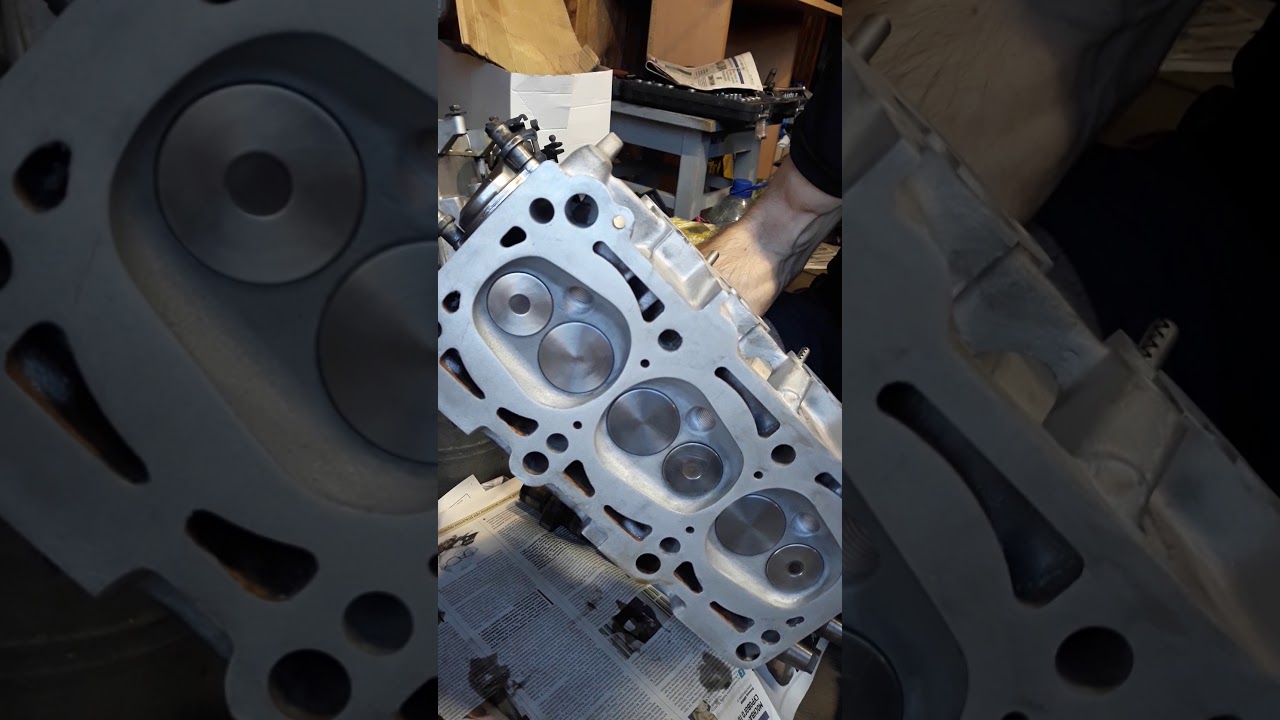
Мы также помогли отреставрировать старые лодки Chris Craft и другие классические модели, когда запчасти больше не доступны
Наверх
6. Тяжелый и сельскохозяйственный ремонт
Механическая обработка и сварка тяжелых промышленных и сельскохозяйственных головок цилиндров, блоков, коленчатых валов, корпусов коренных валов, корпусов бортовых редукторов, корпусов трансмиссии, шарниров или любых чугунных или алюминиевых деталей, которые крепятся болтами к вашему двигателю. или часть оборудования является сердцем и душой нашего бизнеса.
Когда дело доходит до тяжелой работы, мы блистаем, потому что у нас есть люди и инструменты для выполнения этой работы.
Наверх
7. Спецпроекты
Чугун и алюминий можем сварить на чем угодно, даже если это не имеет отношения к двигателю. Наши специализированные инструменты и оборудование постоянно модифицируются для решения новых задач. Наши проекты варьируются от обработки канавок под уплотнительные кольца головки в головке 5. 9 Cummins или головки 466 John Deere до сварки и механической обработки цапфы или мачты листогибочного пресса.Мы сварили и обработали чугунную входную дверь паровой машины и множество корпусов водяных насосов размером от 2 до 6 дюймов для стационарных насосных агрегатов и корпусов буровых насосов.
9 Cummins или головки 466 John Deere до сварки и механической обработки цапфы или мачты листогибочного пресса.Мы сварили и обработали чугунную входную дверь паровой машины и множество корпусов водяных насосов размером от 2 до 6 дюймов для стационарных насосных агрегатов и корпусов буровых насосов.
Если ваш проект зашел в тупик и вы не знаете, что делать, позвоните нам, наши специалисты найдут выход.
Наверх
MA, CT, RI, VT, NH, ME, NY, NJ
Ремонт трещин в головке цилиндров
Ларри Карли
Спросите любого моторостроителя, который снимал головку цилиндра с двигателя последней модели, и он или она согласитесь: трещины сегодня являются серьезной проблемой.
Кажется, что многие головки блока цилиндров обречены на растрескивание с самого начала из-за их легкой конструкции и конструкции. В частности, алюминиевые головки верхних распредвалов (OHC) часто деформируются, а также трескаются. Но то же самое можно сказать и о многих чугунных головках с толкателями.
Одной из причин растрескивания чугунных головок является напряжение, возникающее при индукционной закалке седел клапанов. Концентрированный процесс нагрева, который упрочняет седла клапанов, также создает остаточные напряжения в головке, которые могут привести к ее растрескиванию позже, даже если двигатель никогда не перегревался.Трещины обычно образуются там, где напряжения самые высокие, часто между седлами клапанов.
Некоторые головки, такие как головки Ford 2,9 л V6 и Escort 1,6 л, печально известны трещинами. Другие известные проблемы с растрескиванием включают чугунные головки Ford 2,3 л и 2,5 л «HSC» (с высоким вихревым сгоранием), головки General Motor 2,5 л «Iron Duke», шестицилиндровую головку GM 250 со встроенным выпускным коллектором и 1987 и более поздние модели Chevy с малым блоком V8 «Vortex» с головками.
У Dodge также были проблемы с растрескиванием чугунных головок на двигателях последней модели 318 Magnum.Почти у всех этих головок обнаруживаются трещины между седлами клапанов при переборке двигателей.
Независимо от двигателя трещины часто встречаются между седлами клапанов, в выпускных каналах, между отверстием свечи зажигания и седлами клапанов, вокруг направляющих клапанов, между камерами сгорания и даже на верхней части головки.
Их часто называют причиной поломки головки. Но во многих случаях трещины не являются причиной отказа, а являются признаком другой основной проблемы, такой как перегрев, детонация или неправильная установка (неправильный момент затяжки болтов головки блока цилиндров, грязная резьба болтов и т. д.).).
Почему трескаются головки
Трещины обычно образуются, когда головка блока цилиндров подвергается слишком большой тепловой нагрузке. Потеря охлаждающей жидкости, сильный перегрев, а также внезапные перепады рабочей температуры с горячей на холодную могут создать условия, которые могут привести к образованию трещин.
Проще говоря, при нагревании металл расширяется. Алюминий расширяется почти в два раза быстрее, чем чугун, что создает несоответствие скорости расширения биметаллических двигателей с алюминиевыми головками и чугунными блоками. Хотя головки рассчитаны на некоторое нормальное расширение, повышенные рабочие температуры могут вывести головку за пределы расчетных пределов, что приведет к деформации металла. Это, в свою очередь, может привести к образованию трещин при охлаждении и сжатии металла.
Хотя головки рассчитаны на некоторое нормальное расширение, повышенные рабочие температуры могут вывести головку за пределы расчетных пределов, что приведет к деформации металла. Это, в свою очередь, может привести к образованию трещин при охлаждении и сжатии металла.
Когда головки верхних кулачков нагреваются, они часто набухают и изгибаются посередине. Это может привести к заклиниванию или поломке распределительного вала OHC, а также к образованию трещин на нижней стороне головки. Головки толкателей не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода нагрузок и деформации.Но даже головки толкателей имеют свой предел, и при слишком сильном нажатии они также деформируются и трескаются.
Поиск трещин
Если между рубашкой охлаждения и камерой сгорания, портом или любой другой внешней поверхностью головки образуется трещина, это может привести к утечке охлаждающей жидкости. Если утечка находится в камере сгорания, она может оставаться незамеченной до тех пор, пока двигатель не перегреется из-за потери охлаждающей жидкости. Охлаждающая жидкость в камере сгорания может ускорить износ колец и цилиндров и нанести вред подшипникам.Если утечка достаточно велика, это может даже привести к гидроблокировке цилиндра.
Выхлопные газы, попадающие в систему охлаждения через трещину, также могут ускорить разрушение охлаждающей жидкости и коррозию. Испытание блока и головок под давлением, чтобы увидеть, держат ли они давление, является хорошим методом для обнаружения таких «скрытых» трещин, а также утечек пористости в алюминиевых отливках.
Утечка охлаждающей жидкости в выхлопную систему через трещину в выпускном канале может привести к загрязнению силиконом каталитического нейтрализатора и кислородного датчика.Силикон оказывает такое же обволакивающее действие на эти компоненты, как и свинец, и в конечном итоге испортит датчик и преобразователь кислорода.
Внешние утечки охлаждающей жидкости из-за трещин встречаются не так часто, потому что внешняя поверхность головки намного холоднее, чем поверхность камеры сгорания и выпускного отверстия. Тем не менее, в этих местах иногда образуются трещины, через которые протекает охлаждающая жидкость.
Тем не менее, в этих местах иногда образуются трещины, через которые протекает охлаждающая жидкость.
«Сухие» трещины, через которые не протекает охлаждающая жидкость, могут вызывать или не вызывать проблемы в зависимости от места их образования. Трещины между седлами клапанов или вокруг них в алюминиевой головке могут привести к ослаблению седла и их выпадению.Трещины вокруг направляющих клапанов могут привести к ослаблению направляющих клапанов и повреждению клапанов.
Даже если трещина не вызывает явных проблем, ее не следует игнорировать, поскольку большинство трещин имеет тенденцию распространяться и распространяться со временем. Другими словами, маленькие безобидные трещины могут превратиться в большие неприятные трещины, и невозможно предсказать, когда это может произойти или как далеко зарастет трещина.
Многие трещины видны невооруженным глазом, но другие приходится выискивать различными способами.Магнитопорошковая дефектоскопия уже давно является популярным методом выявления трещин в чугунных головках. Но этот метод не работает с алюминием, потому что алюминий немагнитен. Алюминиевые головки должны быть испытаны под давлением и/или покрыты проникающей краской для обнаружения трещин и утечек пористости. Чугунные головки также должны быть испытаны под давлением, чтобы проверить наличие скрытых трещин в охлаждающих рубашках и портах, которые не видны снаружи.
Но этот метод не работает с алюминием, потому что алюминий немагнитен. Алюминиевые головки должны быть испытаны под давлением и/или покрыты проникающей краской для обнаружения трещин и утечек пористости. Чугунные головки также должны быть испытаны под давлением, чтобы проверить наличие скрытых трещин в охлаждающих рубашках и портах, которые не видны снаружи.
Важным моментом здесь является то, что все головки должны быть тщательно проверены на наличие трещин перед выполнением любых машинных работ.Лучше узнать, что головка треснула, прежде чем переделывать направляющие и седла клапанов, чем потом. Думайте об обнаружении трещин как о своей первой линии защиты от камбэков.
Прогноз
Наличие трещин не обязательно означает необходимость замены головки блока цилиндров. На самом деле, многие треснувшие головки, которые когда-то считались «неремонтопригодными», сейчас чинят. Ремонт треснутой головки блока цилиндров всегда сопряжен с определенным риском, но при правильном выполнении обычно намного дешевле, чем замена треснутой головки на новую или бывшую в употреблении отливку. Большинство мелких трещин в чугунных, а также алюминиевых головках можно устранить с помощью штифтов. Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрам в среде инертного газа). Более крупные трещины в чугунных головках часто можно устранить с помощью сварки в печи или сварки пламенем.
Большинство мелких трещин в чугунных, а также алюминиевых головках можно устранить с помощью штифтов. Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрам в среде инертного газа). Более крупные трещины в чугунных головках часто можно устранить с помощью сварки в печи или сварки пламенем.
Сварка в печи большой чугунной головки дизельного двигателя часто стоит затраченных усилий из-за высокой стоимости отливки, но она также имеет экономический смысл для многих чугунных головок легковых автомобилей последних моделей, если головку можно отремонтировать менее чем за стоимость нового или б/у литья.Многие головки последних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы утилизированы из-за трещин, теперь ремонтируются и возвращаются в эксплуатацию. Все зависит от рыночной стоимости головки и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, а не заменять ее.
Печная сварка трещин в чугуне
Печную сварку чугуна часто называют «черным искусством» ремонта трещин, потому что она требует большого количества тепла и навыков оператора.Научиться сваривать чугун в печи — это не то, что неопытный сварщик может быстро освоить. Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые мастерские создали для себя успешную нишу, специализируясь на печной сварке чугунных головок.
Чтобы сварить чугунную головку в печи, ее сначала предварительно нагревают до 1300°F (вишнево-красный цвет) в печи.Этот шаг абсолютно необходим, чтобы свести к минимуму термический удар и расслабить металл, чтобы он не деформировался при воздействии горелки на отливку.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), кислородно-ацетиленовая горелка с нейтральным пламенем, в которой ацетилена немного больше, чем кислорода, используется для плавления чугуна (который плавится при температуре от 2400° до 2600°F). Затем трещину можно заполнить с помощью чугунного присадочного стержня диаметром 1/4 дюйма и флюса из буры. Хитрость здесь заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх.Затем примеси могут быть удалены из зоны ремонта с помощью факела.
Затем трещину можно заполнить с помощью чугунного присадочного стержня диаметром 1/4 дюйма и флюса из буры. Хитрость здесь заключается в том, чтобы поддерживать чистоту сварного шва, добавляя немного флюса, чтобы примеси поднялись наверх.Затем примеси могут быть удалены из зоны ремонта с помощью факела.
При наращивании изношенного или поврежденного седла клапана в чугунной головке можно использовать угольно-графитовую пробку для заполнения отверстия. Затем вокруг пробки создается сварной шов. Лужа будет примерно полдюйма в глубину и, возможно, два дюйма в диаметре. Для этого требуется много тепла, около 5000°F.
После того, как трещина заполнена, наступает долгое и медленное охлаждение. Этот шаг также важен для предотвращения повторного растрескивания головки.Если чугун остывает слишком быстро, окружающий металл может сжиматься от сварного шва, вызывая появление новых трещин. Углерод в железе также может превращаться в карбид, что делает металл слишком твердым и хрупким для обработки. Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения. Медленное охлаждение можно обеспечить, завернув голову в изолирующее одеяло и поместив голову в термобокс, чтобы она охлаждалась со скоростью не более 200°F в час. При такой скорости медленное охлаждение до комнатной температуры может занять от 8 до 12 часов.После того, как головка остынет, ее можно очистить от накипи, подвергнуть механической обработке и повторно испытать под давлением для повторной проверки на наличие утечек. Если утечек не обнаружено, можно приступить к окончательной обработке и сборке машины. Некоторые мастерские даже испытывают давление в головке в третий раз, если в ней запрессованы седла клапанов, чтобы убедиться, что после установки седел не образовались трещины.
Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения. Медленное охлаждение можно обеспечить, завернув голову в изолирующее одеяло и поместив голову в термобокс, чтобы она охлаждалась со скоростью не более 200°F в час. При такой скорости медленное охлаждение до комнатной температуры может занять от 8 до 12 часов.После того, как головка остынет, ее можно очистить от накипи, подвергнуть механической обработке и повторно испытать под давлением для повторной проверки на наличие утечек. Если утечек не обнаружено, можно приступить к окончательной обработке и сборке машины. Некоторые мастерские даже испытывают давление в головке в третий раз, если в ней запрессованы седла клапанов, чтобы убедиться, что после установки седел не образовались трещины.
Из-за высоких температур при сварке в печи индукционная закалка цельных седел клапанов обычно разрушается.Это может потребовать замены седла выхлопной трубы, чтобы седла не вылетали, когда головка возвращается в эксплуатацию. По этой причине некоторые мастерские предпочитают пропаивать трещины в сварных швах, а не печной шов. При сварке пайкой работа может выполняться при температуре от 800° до 900°F, поэтому головка не нагревается так сильно.
По этой причине некоторые мастерские предпочитают пропаивать трещины в сварных швах, а не печной шов. При сварке пайкой работа может выполняться при температуре от 800° до 900°F, поэтому головка не нагревается так сильно.
Сварка пламенем Трещины
Другим методом ремонта трещин в чугунных головках и блоках является сварка пламенем (порошком). Этот процесс похож на пайку, но для высокопрочного ремонта используется никелевый порошок и специальная горелка.
Основная технология газопламенной сварки чугуна существует уже 40 лет, но только недавно она была адаптирована для применения в автомобилях. Основными преимуществами этого метода является то, что он проще и быстрее, чем печная сварка.
Сварка пламенем может обеспечить прочный и долговечный ремонт, такой же, как сварка в печи, но с меньшим выделением тепла. Голову все еще нужно предварительно и догревать, но не так сильно и не так долго. Для сварки распылением требуется предварительный нагрев от 1000° до 1400°F. Только область сварки нагревается, поэтому риск деформации минимален.
Только область сварки нагревается, поэтому риск деформации минимален.
Для сварки газопламенным распылением используются порошки на основе никеля и требуется специальная горелка. Сварочная горелка с кислородно-ацетиленовым распылением оснащена бункером с триггерным управлением, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и прилипает к краям трещины, заполняя область ремонта. Этот процесс похож на пайку, но приводит к гораздо более прочному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для восстановления изношенных или поврежденных седел клапанов.
Процесс идет очень быстро и может заполнить трехдюймовую дыру менее чем за минуту. При печной сварке может потребоваться в три раза больше времени, чтобы заполнить отверстие того же размера, а затем деталь должна медленно охлаждаться в течение нескольких часов, чтобы она не растрескалась.
Сварке пламенем легче научиться, чем сварке в печи, но все же требуется обучение и время для обучения. Трещины должны быть надлежащим образом подготовлены путем стачивания поврежденных участков V-образной фаской. Обе стороны зоны ремонта должны быть чистыми.Ключом к успеху является правильное нагревание области ремонта. Нужна тусклая вишнево-красная температура от 1300° до 1400°F; в противном случае никелевый порошок может не прилипнуть должным образом.
Трещины должны быть надлежащим образом подготовлены путем стачивания поврежденных участков V-образной фаской. Обе стороны зоны ремонта должны быть чистыми.Ключом к успеху является правильное нагревание области ремонта. Нужна тусклая вишнево-красная температура от 1300° до 1400°F; в противном случае никелевый порошок может не прилипнуть должным образом.
Сварка алюминиевых трещин ВИГ
Трещины в алюминиевых головках чаще всего ремонтируются с помощью сварки ВИГ (хотя расшивка также работает с небольшими доступными трещинами). Первым этапом сварки алюминия является подготовка трещины. Головка должна быть чистой, обезжиренной и сухой перед тем, как зашлифовать трещину.Трещина должна быть зашлифована до конца. Простая шлифовка поверхности и сварка трещины, скорее всего, будут временным решением проблемы, потому что основная трещина все еще существует и будет продолжать расти. После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
При контакте с воздухом алюминий образует оксидное покрытие, которое загрязняет сварной шов и препятствует плавлению. Сварщик TIG предотвращает образование оксидного слоя, промывая сварной шов постоянной подачей инертного газа (обычно аргона).Переменный ток используется для поочередного нагревания металла и выжигания образующегося оксида.
Поскольку алюминий может треснуть при воздействии слишком большого количества тепла в концентрированной области, головку необходимо предварительно нагреть в печи до 450–550 °F для устранения термического напряжения. Дополнительное тепло также облегчает сварку головки, поскольку алюминий быстро отводит тепло от зоны сварки. Поддержание головки в горячем состоянии — один из способов успешной сварки алюминия, который требует работы в месте, защищенном от сквозняков, и периодического повторного нагрева головки.
Методы сварки различаются, но основная идея заключается в расплавлении окружающего металла и заполнении трещины расплавленным металлом и присадочной проволокой. Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае превратилась бы в хлам. Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в сварочном аппарате, также может иметь значение.Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае превратилась бы в хлам. Самые прочные сварные швы получаются при использовании присадочной проволоки из того же сплава, что и головка, или очень близкого к нему. Хорошо работают два присадочных стержня: № 4043 и № 5356 с 5-процентным содержанием магния. Тип электрода, который используется в сварочном аппарате, также может иметь значение.Вольфрамовые ториевые электроды хорошо работают с алюминием, но лучшими считаются циркониевые вольфрамовые электроды (которые намного дороже).
После сварки необходимо дать головке медленно остыть. Это делается путем помещения головы обратно в духовку или заворачивания ее в изолирующее одеяло. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
Штифтование трещин
Штифтование является наиболее часто используемым методом ремонта трещин в чугунных головках, потому что это быстро, надежно и дешево. Его также можно использовать для ремонта алюминиевых отливок. Штифтование — это относительно простой метод для изучения и использования, он не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не использует тепло.
Его также можно использовать для ремонта алюминиевых отливок. Штифтование — это относительно простой метод для изучения и использования, он не требует каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не использует тепло.
Этот метод включает просверливание отверстий в обоих концах трещины, чтобы предотвратить ее распространение, затем сверление отверстий с различными интервалами по длине трещины, установку штифтов внахлест для заполнения трещины, а затем проковку штифтов с помощью пневматического молота. для уплотнения и выравнивания поверхности.Можно использовать конические штифты или прямые штифты.
Конические штифты втягиваются в щель при затягивании для обеспечения герметичности по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Герметик действительно не обязателен, но может быть использован для дополнительной страховки. Отверстия для конических штифтов должны быть тщательно нарезаны вручную коническим метчиком, а штифты затянуты вручную.
Прямые штифты, для сравнения, могут быть установлены с помощью обычного прямого метчика и электродрели.Прямые штифты, однако, должны быть герметизированы коническим выступом на одном конце штифта и/или герметиком.
Если трещина расположена вдоль внешней кромки или угла, которые требуют поддержки для удержания сторон трещины вместе, или если трещина находится в области, которая может открыться или разорваться, когда отливка находится под нагрузкой или нагревается, обычные булавки не подойдут. Одним из решений является использование «замков» для скрепления двух сторон трещины и / или использование специальных штифтов с рисунком резьбы «спиральный крючок» или «обратный шаг».Эти штифты могут на самом деле скрепить трещину, а не просто заполнить ее.
Трещины в тонких участках отливки (тоньше 1/8 дюйма) трудно ремонтировать, так как толщина металла недостаточна для поддержки резьбы на стандартном штифте. В этих случаях необходимо использовать очень маленькие штифты. для заполнения трещины.Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После того, как трещина будет устранена, сиденья можно подвергнуть повторной обработке. Не должно быть необходимости резать головку для установки вставок седла клапана.
для заполнения трещины.Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После того, как трещина будет устранена, сиденья можно подвергнуть повторной обработке. Не должно быть необходимости резать головку для установки вставок седла клапана.
Если седло клапана сильно повреждено или утоплено и необходимо установить новое седло, используйте седло наименьшего диаметра и самое плоское седло, которое подходит для данной области применения. Это снизит риск образования в будущем трещин от перенапряжения головки.
| CATERPILLER | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD100C | СЕРИЯ CAT 1160-3208 НЕ ТУРБО | Позвоните, чтобы узнать о наличии | ||
| HD101C | КАТ 3114 | Позвоните, чтобы узнать о наличии | ||
| HD102C | CAT 3116 Без моторного тормоза | Позвоните, чтобы узнать о наличии | ||
| HD103C | Кат. 3126 12 ВЛВ 3126 12 ВЛВ | Позвоните, чтобы узнать о наличии | ||
| HD104C | КАТ 3126B 18 ВЛВ | Позвоните, чтобы узнать о наличии | ||
| HD105C | КАТ 3176 | Позвоните, чтобы узнать о наличии | ||
| HD106C | CAT 3204 БЕЗ ТУРБО ПК | Позвоните, чтобы узнать о наличии | ||
| HD107C | CAT 3204 ТУРБО DI | Позвоните, чтобы узнать о наличии | ||
| HD108C | КАТ 3304 ДИ | Позвоните, чтобы узнать о наличии | ||
| HD109C | КАТ 3304 ПК | Позвоните, чтобы узнать о наличии | ||
| HD109CNV | CAT 3304 ПК НОВЫЙ | Позвоните, чтобы узнать о наличии | ||
| HD110C | КАТ 3306 ДИ | Позвоните, чтобы узнать о наличии | ||
| HD111C | КАТ 3306 ПК | Позвоните, чтобы узнать о наличии | ||
| HD111CNG | CAT 3306 PC — CNG ИСКЛЮЧАЯ ПЕРЕХОДНИКИ ДЛЯ СВЕЧЕЙ ЗАЖИГАНИЯ | Позвоните, чтобы узнать о наличии | ||
| HD112C | КАТ 3406-А | Позвоните, чтобы узнать о наличии | ||
| HD113C | КАТ 3406-Б | Позвоните, чтобы узнать о наличии | ||
| HD114C | КАТ 3406-С | Позвоните, чтобы узнать о наличии | ||
| HD115C | КАТ 3406Е | Позвоните, чтобы узнать о наличии | ||
| HD116C | КАТ 3408 | Позвоните, чтобы узнать о наличии | ||
| HD117C | КАТ 3408Е | Позвоните, чтобы узнать о наличии | ||
| HD118C | КАТ 3412 | Позвоните, чтобы узнать о наличии | ||
| HD119C | КАТ 3412-Е | Позвоните, чтобы узнать о наличии | ||
| HD120C | CAT C7 18 ВЛВ | Позвоните, чтобы узнать о наличии | ||
| HD121C | КАТ С9 | Позвоните, чтобы узнать о наличии | ||
| HD122C | КАТ С10 | Позвоните, чтобы узнать о наличии | ||
| HD123C | КАТ С11 | Позвоните, чтобы узнать о наличии | ||
| HD124C | КАТ С12 | Позвоните, чтобы узнать о наличии | ||
| HD125C | КАТ С13 А | Позвоните, чтобы узнать о наличии | ||
| HD126C | КАТ С15 | Позвоните, чтобы узнать о наличии | ||
| HD127C | КАТ С16 | Позвоните, чтобы узнать о наличии | ||
| HD128C | КАТ Д342-Д8 | Позвоните, чтобы узнать о наличии | ||
| HD129C | КАТ D343 | Позвоните, чтобы узнать о наличии | ||
| HD130C | КАТ Д353-Д9 | Позвоните, чтобы узнать о наличии | ||
| HD131C | CAT C15 ДВОЙНОЙ ТУРБО | Позвоните, чтобы узнать о наличии | ||
| HD132C | CAT 3208-T TURBO 250 л. с. с. | Позвоните, чтобы узнать о наличии | ||
| HD133C | CAT 3116 с моторным тормозом | Позвоните, чтобы узнать о наличии | ||
| CUMMINS — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD200C | Б СЕРИЯ 3.9 4 ЦИЛИНДР | Позвоните, чтобы узнать о наличии | ||
| HD201C | СЕРИЯ B 5.9 6 ЦИЛИНДРОВ 12 VLV | Позвоните, чтобы узнать о наличии | ||
| HD202C | СЕРИЯ B 5.9 24 ВЛВ ISB-627 | Позвоните, чтобы узнать о наличии | ||
| HD203C | СЕРИЯ B 5.9 24 ВЛН ISB — 647 | Позвоните, чтобы узнать о наличии | ||
| HD204C | Б СЕРИЯ 5.9 24 ВЛВ ИСБ — 999 | Позвоните, чтобы узнать о наличии | ||
| HD205C | СЕРИЯ B 5.9 24 VLV ISB -627 БЕЗ НАСАДОК | Позвоните, чтобы узнать о наличии | ||
| HD206C | СЕРИЯ C 8.3 ТУРБО 12 ВЛВ | Позвоните, чтобы узнать о наличии | ||
| HD207C | СЕРИЯ 8.3 TURBO 24 VLV ISC/ ISL БЕЗ ВЫРЕЗЫ | Позвоните, чтобы узнать о наличии | ||
| HD208C | Л10 | Позвоните, чтобы узнать о наличии | ||
| HD209C | М11 | Позвоните, чтобы узнать о наличии | ||
| HD210C | Н14 | Позвоните, чтобы узнать о наличии | ||
| HD211C | 855 БОЛЬШОЙ КУЛАЧОК I-III | Позвоните, чтобы узнать о наличии | ||
| HD212C | 855 БОЛЬШАЯ КАМЕРА IV | Позвоните, чтобы узнать о наличии | ||
| HD213C | ISX/QSX 15.0 л DOHC | Позвоните, чтобы узнать о наличии | ||
| HD214C | СЕРИЯ B 5.9 24 ВЛН ISB — 670 | Позвоните, чтобы узнать о наличии | ||
| HD215C | ИСМ-2007 УП | Позвоните, чтобы узнать о наличии | ||
| HD216C | СЕРИЯ B 5.9 24 VLV ISB — 383 С НАСАДКАМИ | Позвоните, чтобы узнать о наличии | ||
| HD217C | СЕРИЯ 8.3 TURBO 24 VLV ISC/ISL С ВЫРЕЗОЙ | Позвоните, чтобы узнать о наличии | ||
| HD219C | ISX/QSX 15,0 л SOHC | Позвоните, чтобы узнать о наличии | ||
| HD220C | CUMMINS 6.7 24 КЛАПАН ЛИТЬЕ # 722 С ПАЗОМ | Позвоните, чтобы узнать о наличии | ||
| HD221C | СЕРИЯ 8.3 TURBO 24 VLV ISC/ISL С РЕЗЬБОЙ С ФУНЧАТОЙ КАМЕРОЙ СГОРАНИЯ — ЛИТОЕ # 4942123 | Позвоните, чтобы узнать о наличии | ||
| HD222C | СЕРИЯ C 8.9 TURBO 24 VLV ISC/ISL С ВЫРЕЗОЙ | Позвоните, чтобы узнать о наличии | ||
| HD223C | СЕРИЯ C 8.3 TURBO 12 VLV ISC — НАСТРОЙКА ДЛЯ CNG | Позвоните, чтобы узнать о наличии | ||
| HD224C | СЕРИЯ 8.9 TURBO 12 VLV ISL — НАСТРОЙКА ДЛЯ CNG | Позвоните, чтобы узнать о наличии | ||
| HD225C | CUMMINS 4.5 — 16 КЛАПАН ЛИТЬЕ# 3 | 0 | Позвоните, чтобы узнать о наличии | |
| HD226C | CUMMINS 6.7 24 КЛАПАН Отливка # 298, 999, 221, 647, 722 С ПАЗОМ — с резьбовыми отверстиями корпуса термостата на стороне ВЫПУСКА | Позвоните, чтобы узнать о наличии | ||
| HD227C | ISX/QSX 15.0 л SOHC с ЗУБЧАТОЙ КАМЕРОЙ СГОРАНИЯ CAST # 234 | Позвоните, чтобы узнать о наличии | ||
| HD228C | CUMMINS C SERIES 8.3 TURBO 12 VLV с ВПУСКОМ 16 1/2 ДЮЙМА | Позвоните, чтобы узнать о наличии | ||
| HD229C | CUMMINS 855 BIG CAM IV — УГЛУБЛЕННЫЕ КЛАПАНЫ | Позвоните, чтобы узнать о наличии | ||
| HD230C | CUMMINS N14 С ЗЕРЕБОЙ КАМЕРОЙ СГОРАНИЯ | Позвоните, чтобы узнать о наличии | ||
| HD231C | КУММИНЗ ISX 12 | Позвоните, чтобы узнать о наличии | ||
| HD232CNG | КАММИНЗ 5.9 12VLV СПГ | Позвоните, чтобы узнать о наличии | ||
| ДЕТРОЙТ — Наверх | ||||
| HD300C | 2-53 | Позвоните, чтобы узнать о наличии | ||
| HD301C | 3-53 | Позвоните, чтобы узнать о наличии | ||
| HD302C | 4-53 | Позвоните, чтобы узнать о наличии | ||
| 53 СЕРИЯ 4 КЛАПАН | ||||
| HD303C | 6V53 ИЛИ 3-53 | Позвоните, чтобы узнать о наличии | ||
| HD304C | 8V53 ИЛИ 4-53 | Позвоните, чтобы узнать о наличии | ||
| HD305C | 4-53 ТУРБО | Позвоните, чтобы узнать о наличии | ||
| 71 КЛАПАН СЕРИИ 2 | ||||
| HD306C | 2-71 | Позвоните, чтобы узнать о наличии | ||
| HD307C | 3-71 | Позвоните, чтобы узнать о наличии | ||
| HD308C | 4-71 | Позвоните, чтобы узнать о наличии | ||
| HD309C | 6-71 | Позвоните, чтобы узнать о наличии | ||
| 71 СЕРИЯ 4 КЛАПАН | ||||
| HD310C | 6В71 ОР 3-71 | Позвоните, чтобы узнать о наличии | ||
| HD311C | 8V71 ОР 3-71 | Позвоните, чтобы узнать о наличии | ||
| HD312C | 12В71 ОР 6-71 | Позвоните, чтобы узнать о наличии | ||
| 92 СЕРИЯ | ||||
| HD313C | 6В92 | Позвоните, чтобы узнать о наличии | ||
| HD314C | 8V92 | Позвоните, чтобы узнать о наличии | ||
| HD315C | 8.2 | Позвоните, чтобы узнать о наличии | ||
| HD316C | СЕРИЯ 60 12,7 л с EGR С МЕДНЫМИ ТРУБКАМИ ФОРСУНОК | Позвоните, чтобы узнать о наличии | ||
| HD317C | СЕРИЯ 50 | Позвоните, чтобы узнать о наличии | ||
| HD318C | СЕРИЯ 60 11,1 Л БЕЗ EGR С МЕДНЫМИ ТРУБКАМИ ФОРСУНОК | Позвоните, чтобы узнать о наличии | ||
| HD319C | РЯД 60 14.0 Л С ВИНТОМ В НЕРЖАВЕЮЩИХ ТРУБКАХ ИНЖЕКТОРА D-DECK 5 MOTOR | Позвоните, чтобы узнать о наличии | ||
| HD320C | СЕРИЯ 60 12,7 л с EGR С МЕДНЫМИ ТРУБКАМИ ФОРСУНКИ 12 ОТВЕРСТИЯ ДЛЯ БОЛТОВ ВПУСКНОГО КОЛЛЕКТОРА ДЛЯ ДВИГАТЕЛЯ D-DECK 5 | Позвоните, чтобы узнать о наличии | ||
| HD321C | СЕРИЯ 60 D ПАЛУБА 6 ЛЕТ ’08 — ’10 ТОЛЬКО | Позвоните, чтобы узнать о наличии | ||
| HD322C | DD 15 ОТЛИВКА # 472 «РАННЯЯ ВЕРСИЯ» РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ ДЛЯ БОЛТОВ | Позвоните, чтобы узнать о наличии | ||
| HD323C | DD 15 ОТЛИВКА # 473 «ПОСЛЕДНЯЯ ВЕРСИЯ» РАСПОЛОЖЕНИЕ ОТВЕРСТИЙ ДЛЯ БОЛТОВ | Позвоните, чтобы узнать о наличии | ||
| HD324C | ДД13 | Позвоните, чтобы узнать о наличии | ||
| ФОРД БРАЗИЛЬСКИЙ ДИЗЕЛЬ — наверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD400C | 6.6 | Позвоните, чтобы узнать о наличии | ||
| HD401C | 7,8 | Позвоните, чтобы узнать о наличии | ||
| FORD INDUSTRIAL & TRACTOR — Наверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD450C | 172-192 ГАЗ | Позвоните, чтобы узнать о наличии | ||
| HD451C | 172-192 ДИЗЕЛЬ | Позвоните, чтобы узнать о наличии | ||
| МЕЖДУНАРОДНЫЙ / NAVISTAR — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD500C | ДТ360 | Позвоните, чтобы узнать о наличии | ||
| HD501C | DT466E 2 VLV НА ЦИЛИНДР 1.786 ВПУСК | Позвоните, чтобы узнать о наличии | ||
| HD502C | ДТ466 | Позвоните, чтобы узнать о наличии | ||
| HD503C | ДТ530Е | Позвоните, чтобы узнать о наличии | ||
| HD504C | DT466E 4 VLV НА ЦИЛИНДР | Позвоните, чтобы узнать о наличии | ||
| HD505C | DT466E 2 VLV НА ЦИЛИНДР 1.970 ВПУСК | Позвоните, чтобы узнать о наличии | ||
| HD506C | DT466E MAX FORCE 4 VLV НА ЦИЛИНДР 2007 UP CASTING # 1881851 — 22 ОТВЕРСТИЯ ДЛЯ БОЛТОВ НА СТОРОНЕ ВЫПУСКНОГО КОЛЛЕКТОРА | Позвоните, чтобы узнать о наличии | ||
| HD507C | DT466E MAX FORCE 4 VLV НА ЦИЛИНДР 2007 UP — CASTING # 1882591 — 20 ОТВЕРСТИЙ ДЛЯ БОЛТОВ НА СТОРОНЕ ВЫПУСКНОГО КОЛЛЕКТОРА | Позвоните, чтобы узнать о наличии | ||
| HD508C | DT466E — НЕ ЭЛЕКТРОННЫЙ 1994-1996 2 КЛАПАН НА ЦИЛИНДР | Позвоните, чтобы узнать о наличии | ||
| HD509C | DT570 4 VLV НА ЦИЛИНДР 2007 UP CASTING # 1881851 — 22 ОТВЕРСТИЯ ДЛЯ БОЛТОВ НА СТОРОНЕ ВЫПУСКНОГО КОЛЛЕКТОРА | Позвоните, чтобы узнать о наличии | ||
| HD510C | MAXFORCE 13 Литье # 3005378C20 | Позвоните, чтобы узнать о наличии | ||
| ИСУЗУ — к верхней части | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD550C | 4БДТ | Позвоните, чтобы узнать о наличии | ||
| HD551C | 6БДТ | Позвоните, чтобы узнать о наличии | ||
| HD552C | 4HE1 2 КЛАПАН | Позвоните, чтобы узнать о наличии | ||
| HD553C | 6HE1 | Позвоните, чтобы узнать о наличии | ||
| HD554C | 4HK1 4 КЛАПАН — 18 мм Отверстие датчика кулачка «05 — 07 | Позвоните, чтобы узнать о наличии | ||
| HD555C | 4HK1 4 КЛАПАН — 20 мм отверстие для датчика кулачка | Позвоните, чтобы узнать о наличии | ||
| JOHN DEERE — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| 3 ЦИЛИНДРА | ||||
| HD600C | 179Д/3179 | Позвоните, чтобы узнать о наличии | ||
| HD601C | 2.9 3029 POWERTECH | Позвоните, чтобы узнать о наличии | ||
| 4 ЦИЛИНДРА | ||||
| HD602C | 3,9 4039 POWERTECH | Позвоните, чтобы узнать о наличии | ||
| HD603C | 3.9 239 Д/Т 4239 Д/Т | Позвоните, чтобы узнать о наличии | ||
| HD604C | 4,5 276 Д/Т 4276 Д/Т | Позвоните, чтобы узнать о наличии | ||
| HD605C | 4045 ЭНЕРГЕТИКА | Позвоните, чтобы узнать о наличии | ||
| 6 ЦИЛИНДРОВ | ||||
| HD606C | 5.9 6059 POWERTECH | Позвоните, чтобы узнать о наличии | ||
| HD607C | 5,9 359 Д/Т | Позвоните, чтобы узнать о наличии | ||
| HD608C | 5,9 6359 Д/Т | Позвоните, чтобы узнать о наличии | ||
| HD609C | 6,8 6068 POWER TECH | Позвоните, чтобы узнать о наличии | ||
| HD610C | 6.6 6404 А-Д-Т | Позвоните, чтобы узнать о наличии | ||
| HD611C | 6,8 6414 Д-Т | Позвоните, чтобы узнать о наличии | ||
| HD612C | 8.1 6081 POWER TECH | Позвоните, чтобы узнать о наличии | ||
| HD613C | 10,1 6619 Т | Позвоните, чтобы узнать о наличии | ||
| HD614C | 10.5 6105 POWER TECH | Позвоните, чтобы узнать о наличии | ||
| HD615C | 12,5 6125 POWER TECH | Позвоните, чтобы узнать о наличии | ||
| КУБОТА — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD700C | 2 ЦИЛИНДРА | Позвоните, чтобы узнать о наличии | ||
| HD701C | 3 ЦИЛИНДРА | Позвоните, чтобы узнать о наличии | ||
| HD702C | 4 ЦИЛИНДРА | Позвоните, чтобы узнать о наличии | ||
| HD703C | 6 ЦИЛИНДР | Позвоните, чтобы узнать о наличии | ||
| HD704C | 4 ЦИЛИНДРА — ЛИТОЕ # 2203 | Позвоните, чтобы узнать о наличии | ||
| MACK — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD800C | EM6 350 4 КЛАПАН | Позвоните, чтобы узнать о наличии | ||
| HD801C | EM7 E-TECH 4 КЛАПАН | Позвоните, чтобы узнать о наличии | ||
| HD802C | ЕНДТ 673-675-711 | Позвоните, чтобы узнать о наличии | ||
| HD803C | СРЕДНЯЯ ЛИНИЯ | Позвоните, чтобы узнать о наличии | ||
| PERKINS — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD900C | 3-152 | Позвоните, чтобы узнать о наличии | ||
| HD901C | 4-107-108 | Позвоните, чтобы узнать о наличии | ||
| HD902C | 4-152 | Позвоните, чтобы узнать о наличии | ||
| HD903C | 4-153 | Позвоните, чтобы узнать о наличии | ||
| HD904C | 4-203 | Позвоните, чтобы узнать о наличии | ||
| HD905C | 4-248 | Позвоните, чтобы узнать о наличии | ||
| HD906C | 4-258 4.2л | Позвоните, чтобы узнать о наличии | ||
| HD907C | 4-268 4,4 л | Позвоните, чтобы узнать о наличии | ||
| HD908C | 4-G235 ГАЗ | Позвоните, чтобы узнать о наличии | ||
| HD909C | 6-354 | Позвоните, чтобы узнать о наличии | ||
| VOLVO — Вверх | ||||
| В СБОРЕ С КЛАПАНАМИ И ПРУЖИНАМИ | ||||
| HD950C | D13 с МЕДНЫМИ ТРУБКАМИ ИНЖЕКТОРА | Позвоните, чтобы узнать о наличии | ||
| HD951C | D13 с НЕРЖАВЕЮЩИМИ ИНЖЕКТОРНЫМИ ТРУБКАМИ Отливка 1002120 | Позвоните, чтобы узнать о наличии | ||
| HD952C | D13 с НЕРЖАВЕЮЩИМИ ИНЖЕКТОРНЫМИ ТРУБКАМИ Отливка 1002019 | Позвоните, чтобы узнать о наличии | ||
МАШИННЫЙ МАГАЗИН В ТАМПА, ИЗВЕСТНЫЙ ЗАМЕНОЙ ГОЛОВКИ ЦИЛИНДРОВ, РЕМОНТОМ ГОЛОВКИ ЦИЛИНДРОВ И ПОЛНЫМ УСЛУГ МАШИННОГО ЦЕХА
AMTEX CASTING РЕМОНТНО-МАШИННАЯ МАСТЕРСКАЯ ТАМПА, ФЛОРИДА!
Мы являемся вашим механическим цехом в Центральной Флориде, известным своими качественными отремонтированными головками цилиндров для иностранных и отечественных автомобилей
и грузовиков.Наша специальность является восстановление головы дизельного цилиндра двигателя, и у нас есть огромный запас бензина и дизельного грузовика,
тяжелого оборудования, а также головки тракторных цилиндров на складе. Мы являемся механическим цехом с полным спектром услуг.
(813) 248-9429 | Удобно расположен по адресу |
AMTEX CASTING REPAIR — это семейный бизнес, который |
На AMTEX мы восстанавливаем головки цилиндров НАША СПЕЦИАЛИЗАЦИЯ — ДИЗЕЛЬНЫЕ ДВИГАТЕЛИ Каждая головка блока цилиндров, которую мы восстанавливаем, — это | В НАЛИЧИИ ГОЛОВКИ ЦИЛИНДРОВ ДЛЯ:
У нас также имеется широкий выбор |
Наше предприятие в Тампе является одним из наиболее оснащенных механических цехов в Центральной Флориде |
|
|
Если вам нужна услуга механического цеха, не указанная здесь, ПОЗВОНИТЕ НАМ!
(813) 248-9429
Есть вопрос? Есть фото ваших запчастей? Мы всегда рады услышать от вас.
Отправьте нам электронное письмо: Нажмите здесь, чтобы отправить письмо
Мы открыты для вас
с понедельника по пятницу с 8:00 до 17:00
МАГАЗИН ПО РЕМОНТУ И ПОЛНОМУ ОБСЛУЖИВАНИЮ ОТЛИВКИ AMTEX
1412 N. 22nd St at 4th Avenue, Тампа, Флорида 33605
Повреждение двигателя после ремонта ГБЦ
Toyota Hilux/Hiace 2TR-FE 2.7L 2005-2016
Mazda BT-50/Ford Ranger/WL-C/WE-C 2.5L/3.0L 2006-2011
Если при замене головок цилиндров не будут установлены все колпачки зазоров клапанов, это может привести к дорогостоящему повреждению двигателя.
Концерн
Многие современные двигатели, в частности дизельные, имеют запорный колпачок на конце клапана, на который нажимает коромысло.
Крышки затворов, особенно покрытые маслом для дизельных двигателей, трудно увидеть, и их очень легко не заметить при демонтаже головок цилиндров.
Крышки защелок не поставляются с новой или заменяемой головкой блока цилиндров, за исключением случаев, когда головка представляет собой полностью собранную головку с уже установленными коромыслами и/или распределительным валом.
У нас было несколько случаев, когда клиент покупал головку блока цилиндров и устанавливал ее, не заменяя заглушки с оригинальной головки блока цилиндров, что приводило к катастрофическим последствиям!
Причины
Клиент установил двигатель Toyota Hilux 2TR-FE с переключаемой головкой блока цилиндров. Машина проработала 4 месяца без стуков и стуков. В этих двигателях используются гидравлические подъемники, а подъемники компенсируют зазор, вызванный отсутствием крышек защелок. Таким образом, не было никакого явного грохота или признаков того, что есть какая-либо проблема.
В двигателе упал клапан, и головка блока цилиндров была отправлена на проверку. При осмотре головки блока цилиндров было обнаружено, что заглушки от оригинальной головки не были установлены заказчиком. Клапан и коромысло на пораженном цилиндре были сильно повреждены.
Без колпачков, установленных на наконечниках клапанов, это позволяет коромыслам соскальзывать с центра наконечников клапанов. Затем коромысла нажимают на фиксатор пружины клапана, а не на центр штока клапана, что, в свою очередь, позволяет цанги клапана выскочить.Когда цанги ушли, клапан упал и сломался после удара о поршень.
Service Fix
При демонтаже любой головки блока цилиндров всегда проверяйте концы стержней клапанов, чтобы убедиться в наличии каких-либо заглушек.
В частности, мы видели проблемы с двигателями Toyota 2TR и Ford/Mazda 3.0L WEC, из-за которых опускались клапаны. Поскольку в 2TR зазор поднимается гидравлическим подъемником, и его можно отрегулировать при настройке зазоров клапанов на Ford/Mazda WEC, обычно нет видимых признаков отсутствия колпачков, пока клапан не опустится!
*** Примечание ***
Крышки клапанных зазоров используются на различных двигателях разных производителей, поэтому вам действительно нужно проверить каждую головку цилиндров, чтобы убедиться, что эти крышки установлены на каждом автомобиле, с которого вы снимаете клапанный механизм.