признаки и симптомы трещины в головке блока цилиндров, что делать, как устранить проблему Где
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
[ Скрыть ]
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть.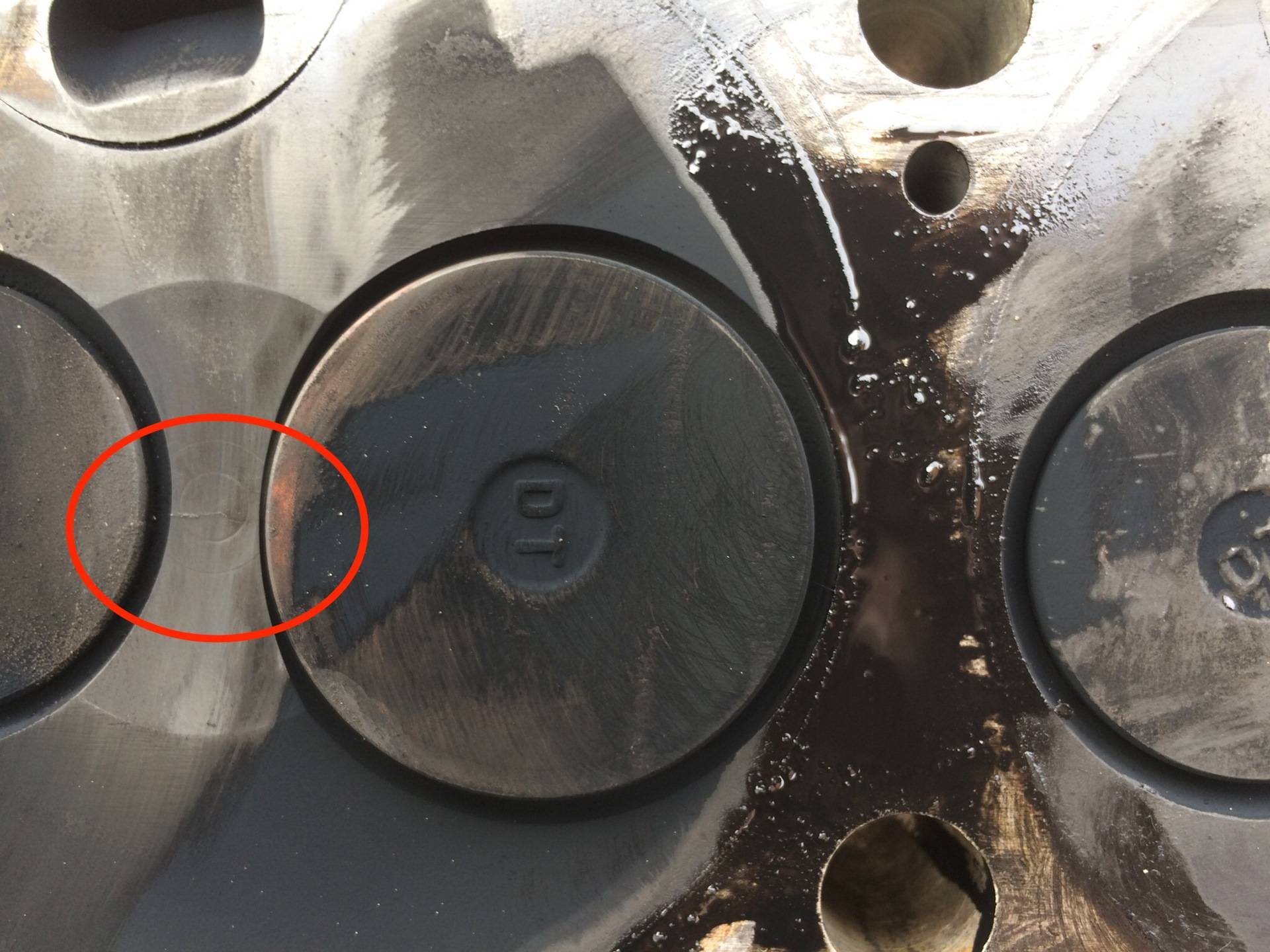
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.
Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.

- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
Видео «Ремонт микротрещин»
Чтобы детали двигателя могли служить долго и в полной мере выполнять свои функции, при ремонте двигателя следует выполнять дефектовку деталей. Для обнаружение микротрещин используют соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных областей в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости, толщины стенок цилиндра.
Звуковые тестеры
Эти приборы хорошо подходят для измерения толщины, а нам пригодится для замера стенки цилиндра, (не все цилиндры можно вынуть из блока) И так тестер состоит из самого прибора и отдельно подключенного зонда, испускающего сигнал, который проходит через материал. Когда сигнал достигает противоположной стороны материала, сигнал возвращается к зонду, тестер основываясь на время за которое сигнал был отражен и вернулся к зонду выводит на дисплее показания толщины.
Проверки измерения зондом проводятся от вершины цилиндра до самого низа и по всему диаметру. Особенно важно проверить области, где есть каналы охлаждения. Возможность измерить толщину стенок цилиндра дает полную картину к расточке, если мы хотим значительно увеличить рабочий объем двигателя. Слишком тонкие стенки образуются из за износа или коррозии со стороны охлаждающих каналов.
Толщина стенок цилиндра не может быть тоньше 3 мм , иначе цилиндр попросту лопнет при эксплуатации.
Для турбированых двигателей минимальная толщина будет несколько больше, все зависит от рабочего давления газа.
Перед использованием звукового тестера он должен быть откалиброван.
Измерения проводятся во всех цилиндрах без исключения, особенно чугунные блоки могут изначально иметь разную толщину стенок. Таким образом можно оценить состояние блока и его пригодность к использованию, стоит ли вкладывать деньги в его ремонт и сможет ли он выдержать нагрузку.
Магнитный тестер микротрещин
Применяется только к чугунным и стальным материалам. Процесс тестирования основан на распределении металлического порошка на поверхности метала имеющего магнитные свойства. То есть деталь подвергают магнитному полю, наносят очень мелкий металлический порошок на подозреваемую область с трещиной и по результатам распределения порошка можно судить о целостности испытуемой детали.
Например, проверим седло клапана на микротрещины, для этого следует очистить поверхность растворителем и тряпкой, ни в коем случае не механическим способом, ножом или наждачной бумагой, это может скрыть трещину и в дальнейшем усложнить ее обнаружение. И так поверхность чистая и сухая, наносим специальный металлический порошок на поверхность седла клапана и подносим магнит, в случае если есть микротрещина, то порошок соберется в нее и это будет заметно, или же наоборот расползется от места трещины, в зависимости от того как расположены полюсы магнита по отношению к испытуемой детали. Поэтому вращаем магнит относительно поверхности головки
И так поверхность чистая и сухая, наносим специальный металлический порошок на поверхность седла клапана и подносим магнит, в случае если есть микротрещина, то порошок соберется в нее и это будет заметно, или же наоборот расползется от места трещины, в зависимости от того как расположены полюсы магнита по отношению к испытуемой детали. Поэтому вращаем магнит относительно поверхности головки
Поиск микротрещин ультрафиолетом
Для диагностики микротрещин применяется намагничивание детали, опять же только сталь или чугун и специальная жидкость, имеющая свойства проникать в мельчайшие трещины, а также светится под действием ультрафиолетовых лучей.
Для начала деталь обливается раствором, на примере коленчатый вал, так же можно диагностировать и шатуны. Второй этап намагничивание детали с помощью специального прибора. После этого в темноте зажигается ультрафиолетовая лампа, любые микротрещины будут показаны как ярко светящаяся линия. Заключительный этап, после выявления дефекта и его обозначения, следует размагнитить деталь обратной полярностью и очистить от раствора.![]()
Проникающая краска
Этот фотохимический процесс выявления микротрещин используется без ультрафиолетового излучения. Применим к любым металлам сталь, железо, медь, алюминий, титан и д.р. Окрашивается деталь специальной краской поскольку нет необходимости в магнитном поле этот процесс можно использовать и для пластиковых деталей.
Набор включает в себя обычно 3 химиката, растворитель, краска и проявитель. Растворитель готовит поверхность, очищая и обезжиривая. Распыляется проникающая краска на поверхность детали. Она просачивается в любые трещины, ямы и дефектные зоны.
Через некоторое время краска пропитывает деталь и подсыхает применяется специальный проявитель, который реагирует с краской и становятся хорошо заметными области с высокой концентрацией краски в таких местах как трещины. Существует два типа этих наборов: Каждый позволяет обнаруживать трещины, второй тип отлично может обозначить трещину под ультрафиолетовым излучением. После выявления трещины используется тот же растворитель чтобы очистить делать от краски.
Существует два типа этих наборов: Каждый позволяет обнаруживать трещины, второй тип отлично может обозначить трещину под ультрафиолетовым излучением. После выявления трещины используется тот же растворитель чтобы очистить делать от краски.
Деформации ключевых элементов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые при несвоевременном устранении могут привести к необходимости капитального ремонта мотора. Образование трещин в блоке цилиндров двигателя и головки блока цилиндров — одна из самых сложных поломок в автомобиле. Возникнуть трещины могут по причине удара (например, при ДТП), из-за высокого износа или производственного брака. В рамках данной статьи рассмотрим, как определить, что треснул блок цилиндров двигателя или ГБЦ, и что с этим можно сделать.
Оглавление:Симптомы образования трещины в блоке цилиндров и головке блока цилиндров
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику.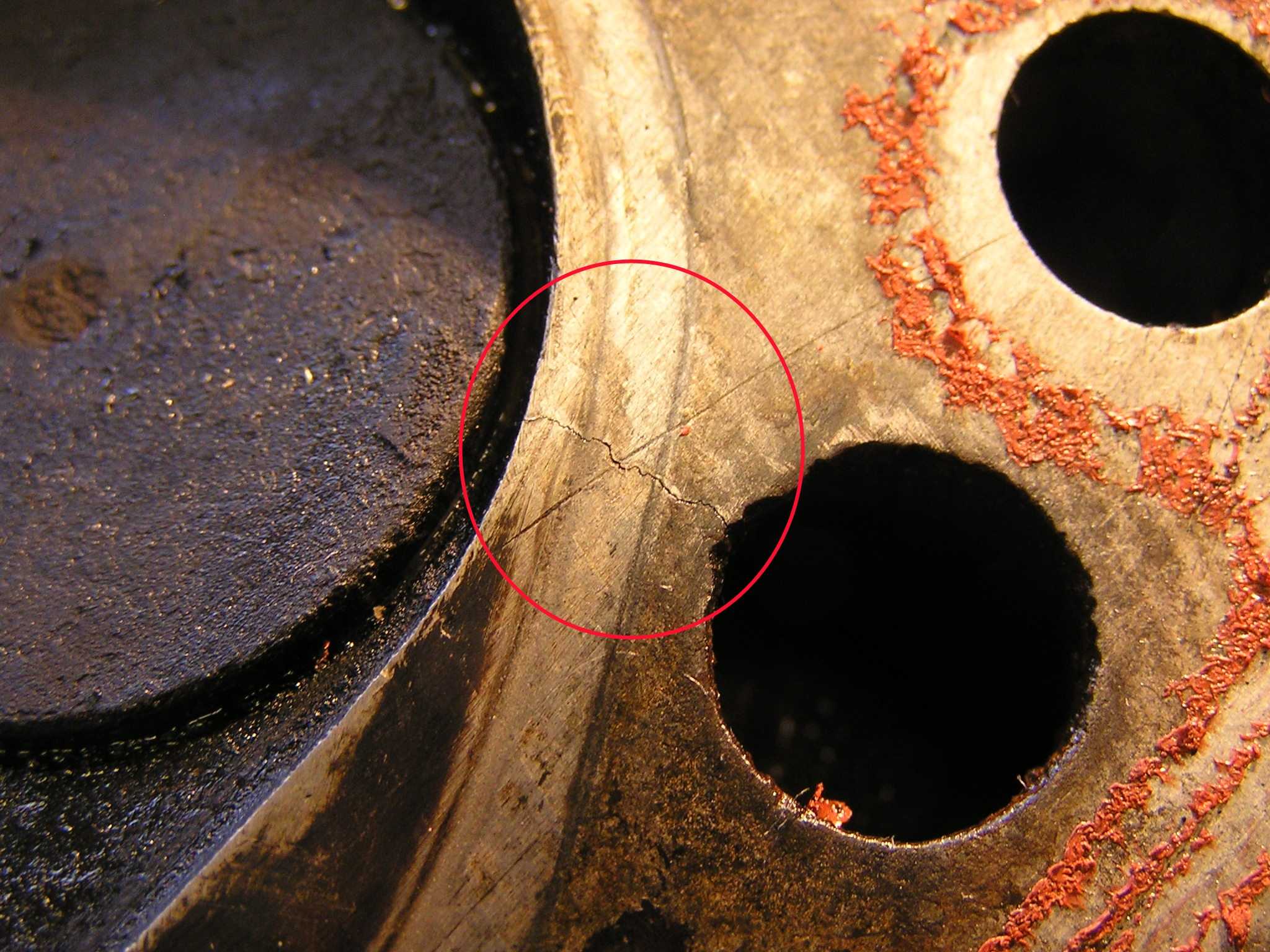 Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
Они могут указывать, как на образование трещин в двигателе, так и на другие неисправности. Наиболее часто о трещинах в блоке цилиндров и ГБЦ свидетельствует:
- Регулярный . Если из-за трещины система перестала быть герметичной, это приведет к вытеканию охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникать из-за прогара или других дефектов ;
- Проблемы с работой прибора для контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- В расширительном бачке не держится давление и образуются воздушные пробки;
- Некорректные показатели . Если стрелка датчика температуры хаотично меняется, то в большую, то в меньшую сторону, это может указывать на резкие скачки температуры самого двигателя при работе;
- Вибрации двигателя. Один из наиболее очевидных признаков наличия трещин в блоке цилиндров. Если двигатель излишне вибрирует или “троит”, особенно при движении в горку, это может указывать на наличие микротрещин в блоке двигателя.

Как обнаружить трещины в блоке цилиндров
Далеко не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный заметный на глаз дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматической опрессовки;
- Использования ультразвукового сканирования;
- Применения специализированного магниточувствительного оборудования;
- Гидроконтроля.
Каждый из этих способов позволяет установить, имеются ли микротрещины в блоке цилиндров, и где они конкретно находятся. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть данного метода проста — внутрь блока цилиндров закачивается вода, и если она просачивается, значит, в этом месте имеется трещина. При использовании воздуха внутрь закачивается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Обратите внимание: Чтобы точно определить место трещины, можно использовать магниты. Они устанавливаются по краям от предполагаемого раскола блока цилиндров, после чего между ними пространство засыпается проводящими опилками. Если трещина имеется, линии магнитного поля разорвутся, и опилки будут собираться в месте, где находится микротрещина.
Как заделать трещину в блоке цилиндров
В зависимости от масштаба повреждения, можно использовать различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее произвести замену блока, а не его ремонт.
Методом сварки
Самый распространенный способ заделывания трещины в блоке цилиндров. При этом сваривание блока цилиндров достаточно сложная работа, поскольку предполагает четкое соблюдение технологического регламента. Если допустить ошибки при сварке, в процессе работы двигателя шов разойдется и проблема вернется.
При сварке изначально происходит засверливание концов трещины на блоке цилиндров. Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Это необходимо сделать, чтобы избежать вероятности распространения трещины. Засверливание и дальнейшая шлифовка проводятся под углом в 90 градусов.
Далее начинается сам процесс сварки. Для этого блок цилиндров нужно разогреть до 650 градусов по Цельсию, после чего с помощью присадочного чугунно-медного прута и флюса накладывается сплошной шов. Далее деталь постепенно охлаждается в термошкафу.
Важно: Нельзя резко охладить деталь, иначе это приведет к разрыву шва.
Стоит отметить, что можно выполнить сварку блока цилиндров не разогревая его. Для этого стоит воспользоваться электрической сваркой и медными электродами в жестяной обертке. По окончанию работ наложенный шов обязательно необходимо обезжирить при помощи ацетона или специальных составов. Поверх шва далее нужно нанести слой эпоксидной пасты шпателем. Далее деталь нужно “подсушить”, оставив ее при комнатной температуре на 24 часа, чтобы эпоксид полностью засох. Завершающая стадия — шлифовка обработанного шва.
Методом наложения эпоксида и стеклоткани
Простой способ, который позволяет устранить незначительные трещины на поверхности блока цилиндров. Метод подразумевает создание на поверхности трещины дополнительного слоя, выполненного из эпоксидной пасты и стеклоткани.
Для заделывания трещины данным способом предварительно нужно хорошо обезжирить поверхность, чтобы накладываемые составы лучше “прижились”. Далее поочередно накладывается несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последним слоем должен быть именно эпоксид.
Методом SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин блока цилиндров. Его явное преимущество — возможность проводить работы без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении имеющихся трещин мягким металлом.
Выполняется работа следующим образом:
В отличие от метода ремонта путем сварки шва, способ SEAL-LOCK позволяет получить более надежный шов, который не восприимчив к температурным перепадам.
Дефекты, которые быстрее всего возникают на головке блока цилиндров, это мельчайшие трещины. Их появление не лучшим образом сказывается на работе блока цилиндров, а следовательно, и двигателя в целом. Какие признаки свидетельствуют о появлении повреждений на головке, как проверить ГБЦ – мы и выясним в данной статье.
Признаки появления микротрещин на головке БЦ следующие:
- Вибрация или, так называемое, троение двигателя, когда автомобиль едет в гору. Данное явление может быть следствием появления микротрещин. Если в блок цилиндров попадает охлаждающая жидкость, то она обязательно будет и на свечах зажигания. Просто открутите одну из свечей, если ее электрод мокрый – попробуйте жидкость на вкус. Если это антифриз или тосол, то привкус будет слегка сладким, и это будет говорить о том, что антифриз попадает в блок цилиндров, через микротрещины в его головке.
- Вспенивание моторного масла тоже должно навести на подозрения о микротрещинах, чтобы проверить головку ГБЦ. Моторное масло пенится, из-за попадания в него антифриза (тосола). При этом, уровень ОЖ в бачке постоянно уменьшается, и требует восполнения до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель тоже реагирует на это, в теплую погоду – то падением температуры, то ее повышением.
- Антифриз кипит. Чтобы констатировать неисправность головки блока цилиндров, нужно открыть расширительный бачок, долить необходимое количество антифриза и завести двигатель. Если ОЖ почти сразу закипела, то ГБЦ не исправна.
- Моторное масло слишком быстро уходит. Если трещина на головке БЦ образовалась около впускного клапана, то, при работающем моторе, масло будет постоянно затягивать в цилиндр. Если через впускной клапан будет затягивать не масло, а антифриз, то поршни цилиндра станут идеально чистыми – проверить это можно, открутив свечи зажигания.
 Моторное масло пенится, из-за попадания в него антифриза (тосола). При этом, уровень ОЖ в бачке постоянно уменьшается, и требует восполнения до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель тоже реагирует на это, в теплую погоду – то падением температуры, то ее повышением.
Моторное масло пенится, из-за попадания в него антифриза (тосола). При этом, уровень ОЖ в бачке постоянно уменьшается, и требует восполнения до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель тоже реагирует на это, в теплую погоду – то падением температуры, то ее повышением.Как проверить ГБЦ
Есть несколько способов проверки. Смотрите видео ниже.
Проверка с помощью магнитов и металлической стружки
Это самый быстрый и простой вариант проверки ГБЦ. Вдоль всей плоскости головки устанавливают магниты, а саму головку посыпают металлической стружкой. Стружка начинает перемещаться по направлению к магнитам, застревая в трещинах, мелких впадинах и делая их, таким образом, очевидными для глаза.
Вдоль всей плоскости головки устанавливают магниты, а саму головку посыпают металлической стружкой. Стружка начинает перемещаться по направлению к магнитам, застревая в трещинах, мелких впадинах и делая их, таким образом, очевидными для глаза.
Проверка с помощью специальной жидкости
- Плоскость головки промыть любым растворителем.
- Нанести на промытую поверхность специальную жидкость и дать ей постоять несколько минут.
- Как только вы удалите, сухой тряпкой, оставшуюся жидкость, имеющиеся на головке дефекты проявятся.
Проверка с помощью давления
Давлением можно проверить ГБЦ, погружая ее под воду или не погружая.
Погружая под воду:
- Перед погружением в воду, нужно закрыть все каналы головки. Затем положить ГБЦ в емкость и наполнить ее горячей водой.
- В контур головки подать сжатый воздух. Если где-то есть мельчайшие трещины, то в этом месте появятся пузырьки.
Не погружая в воду:
- Так же, как и в первом случае, закрыть каналы контура головки.
- Подготовить мыльный раствор, а затем налить его на крышку головки.
- Дать в контур сжатый воздух. Имеющиеся в ГБЦ микротрещины, можно обнаружить по мыльным пузырям.

Проверка с помощью воды
Чтобы проверить ГБЦ, в нее нужно будет залить воду.
- Плотно закрыть все отверстия головки.
- Налить в канал большое количество воды.
- Поднять давление в канале до 0.7 МПа, закачав туда воздуха.
- Оставить ГБЦ на несколько часов. Если, спустя данное время, вода уйдет из головки полностью, то налицо трещины в детали.
Видео: Как проверить ГБЦ на микротрещины
Если видео не показывает, обновите страницу или
Головка блока цилиндров считается очень важной составляющей любого двигателя внутреннего сгорания. Практически весь кривошипно-шатунный механизм располагается в блоке цилиндров, а ГБЦ служит своеобразным плацдармом для размещения отдельных элементов ГРМ. В ней также проходят каналы для смазочной и охлаждающей жидкостей, поэтому любая микротрещина в ГБЦ может привести к печальным последствиям. Ну а микротрещины могут возникать по различным причинам, а наиболее распространенная – это перегрев.
Ну а микротрещины могут возникать по различным причинам, а наиболее распространенная – это перегрев.
Если срок службы ГБЦ солидный и именно это и явилось причиной выхода ее из строя, то можно попытаться произвести ремонт ГБЦ . Но можно и не мучиться, а купить сразу новую головку, либо подобрать подержанную, в более-менее рабочем состоянии.
Если же микротрещины или другие неприятности образовались после перегрева, то первое, что нужно проверить, это плоскость ГБЦ – после перегрева практически всегда она деформируется, это относится почти к 80-ти процентам отечественных и иностранных автомобилей. Деформированную головку, пусть даже там и не обнаружено микротрещин, ставить категорически запрещается. Впрочем, даже если Вы ее и поставите, то далеко на таком двигателе не уедете – прижать как следует прокладку она не сможет, так что из-под ГБЦ будут постоянно сочиться охлаждающая жидкость и масло, а по прошествии некоторое время она и вовсе прогорит, так что выхлопные газы будут выходить не из трубы, а под капот автомобиля.
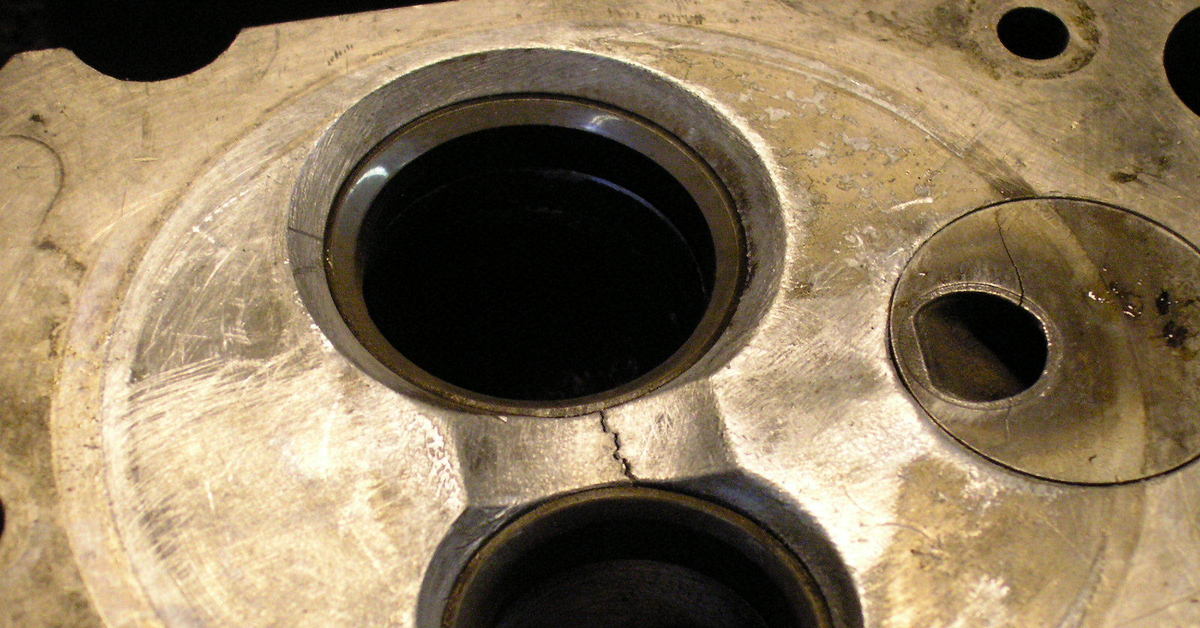
Еще одна распространенная проблема, возникающая вследствие перегрева и влекущая необходимость ремонта двигателя , это образование микротрещин. Но это больше относится к дизельным двигателям. Микротрещина в ГБЦ возникает обычно между клапанами, либо между отверстием для форсунки и клапанным гнездом. Зачастую такую микротрещину при визуальном осмотре обнаружить не удается, поэтому во время проверки головки эти места нужно тщательно осмотреть, предварительно как следует очистив поверхность от нагара. Можно провести по поверхности ГБЦ ногтем – если там имеется трещина, то ноготь за нее зацепится, пусть даже ее и не будет видно.
Еще один признак того, что в наличии имеется микротрещина в ГБЦ, можно обнаружить во время работы двигателя. Нужно просто открыть крышку радиатора и посмотреть внутрь – если микротрещина есть, то в радиаторе будут видны пузырьки воздуха. Находящиеся в камере сгорания газы в момент сжатия подвергаются огромному давлению, так что просачиваются через микротрещину и попадают в магистраль охлаждающей жидкости, ну а уже оттуда в радиатор. Казалось бы, страшного в этом ничего нет, но если газов будет слишком много, то это может повлиять на качество охлаждения и в результате двигатель все равно перегреется.
Казалось бы, страшного в этом ничего нет, но если газов будет слишком много, то это может повлиять на качество охлаждения и в результате двигатель все равно перегреется.
Но есть и хороший момент – любые микротрещины подлежат ремонту, так что отчаиваться не стоит. Главное – это вовремя обнаружить ее, пока процесс не зашел слишком далеко, после чего сразу же отправиться на станцию техобслуживания.
Ремонт ГБЦ
Ремонт головок блока цилиндров
Наиболее часто встречающаяся проблема в головках блока цилиндров (ГБЦ) – выброс газов в расширительный бачок (радиатор), попадающих туда из камеры сгорания через трещины в теле головки. Иначе говоря, двигатель «газит». Явно видимая «своими глазами» или глазами моториста трещина на поверхности ГБЦ (например, трещина от отверстия распылителя к седлу клапана) не означает, что нужно немедленно выкинуть эту головку и купить новую или с разборки, что бывает довольно дорого. Для начала такую головку нужно проверить на герметичность, чтобы убедиться в ее работоспособности. Стоит отметить, что далеко не всегда, когда «газит» двигатель это связано с дефектом головки. Проблема может быть и в гильзах, посадке гильзы, прокладке ГБЦ, да и в самом блоке цилиндров (БЦ) в конце концов. Не все головки можно отремонтировать.
Стоит отметить, что далеко не всегда, когда «газит» двигатель это связано с дефектом головки. Проблема может быть и в гильзах, посадке гильзы, прокладке ГБЦ, да и в самом блоке цилиндров (БЦ) в конце концов. Не все головки можно отремонтировать.
Довольно часто при проверке на герметичность выявляются неустранимые дефекты (трещины):
— трещины в выпускных и впускных каналах головок — в такие места невозможно завести ремонтный инструмент;
— трещины по дну гнезда седла клапана (только для чугунных ГБЦ) – здесь толщина стенки между водяной рубашкой и гнездом седла не более 2 мм и добиться в таких местах полной герметичности практически невозможно;
— некоторые трещины, уходящие с привалочной поверхности головки в форкамеру.
В годных герметичных головках можно устранить такие дефекты:
— замена сёдел;
— замена направляющих втулок;
— шлифовка сёдел; — шлифовка фасок клапанов;
— шлифовка привалочной плоскости;
— восстановление посадочных мест под стаканы форсунок;
— изготовление и замена заглушек;
— удаление из головок оборванных шпилек и болтов, изготовление и установка резьбовых ввёртышей;
— ремонт свечных отверстий.
Итак, рассмотрим более детально процесс ремонт головки блока цилиндров (ГБЦ).
1.Мойка деталей двигателя производится в (Мойка деталей)в автоматической струйной моечной машине для деталей, узлов и агрегатов. Для обеспечения необходимого состояния детали мойка деталей двигателя производится в три этапа:
— предварительная мойка сильных загрязнений перед разборкой узлов;
— предварительная мойка деталей после разборки, перед механической обработкой и ремонтом;
— предварительная мойка деталей после завершения механической обработки и ремонта.
Для головок блока цилиндров (ГБЦ) перед сборкой производится окончательная мойка. Окончательная мойка блоков цилиндров осуществляется механиками непосредственно перед сборкой двигателя.
Мойка деталей двигателя в автоматической моечной машине производится с применением специальных моющих средств, не разрушающих (корродирующих) металл.
Средство Деталан является эффективными, экологически безопасными индустриальными очистителями на водной основе. Может заменять традиционные очищающие средства, химические вещества, такие как кальцинированная и каустическая сода, керосин, бензин, Уайт-спирит, агрессивные растворители, хладоны и т.п. Средства серии «Деталан» обладают следующими свойствами:
Может заменять традиционные очищающие средства, химические вещества, такие как кальцинированная и каустическая сода, керосин, бензин, Уайт-спирит, агрессивные растворители, хладоны и т.п. Средства серии «Деталан» обладают следующими свойствами:
— высокой очищающей способностью;
— отсутствием разрушающего действия на металлы, лакокрасочные материалы, резину, пластмассы, стекло, и другие материалы;
— отсутствием резкого неприятного запаха, раздражающего действия на кожу и токсического воздействия на организм человека;
— химической и физической стабильностью при использовании и хранении;
— пожаро-, взрывобезопасны;
— эффективны в широком диапазоне температур и в воде любой жесткости;
— экономичны в использовании.
2. Перед тем, как приступить к мойке деталей, ГБЦ следует разобрать. Специально для процессов разборки и сборки ГБЦ используется (Агрегатный участок) стенд для разборки-сборки головок блоков цилиндров. Универсальный пневматический с поворотным (360°С) монтажным столом.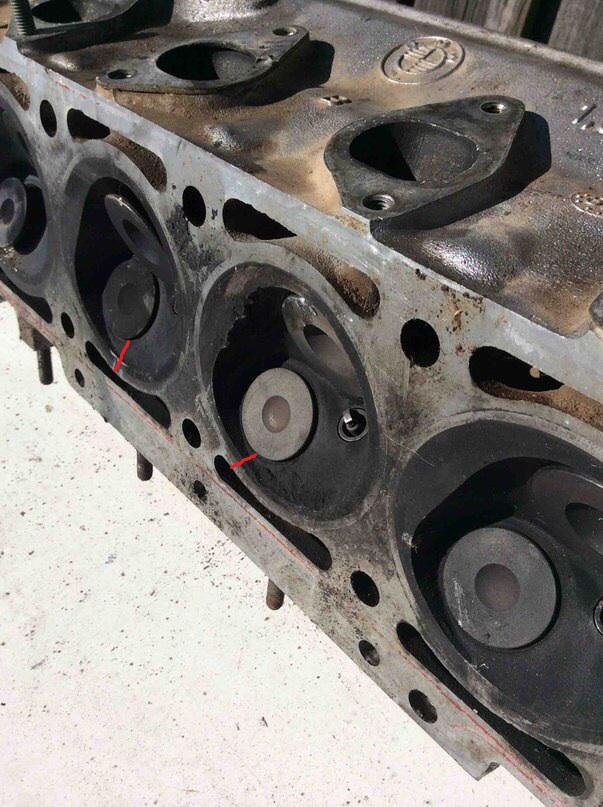 Стенд позволяет быстро, качественно и без физических усилий производить демонтаж и монтаж клапанов в обычных и мультиклапанных головках блока цилиндров легковых и грузовых автомобилей. Стенд является полноценным рабочим местом для ремонта, что позволяет резко повысить эффективность работ по ремонту ГБЦ. Демонтаж и монтаж клапанов, ремонт, становиться возможным, осуществлять за одну операцию базировки ГБЦ, сокращая время ремонта за счет исключения вспомогательных операций. Перед сборкой все детали головки повторно моются в автоматической мойке и ополаскиваются водой.
Стенд позволяет быстро, качественно и без физических усилий производить демонтаж и монтаж клапанов в обычных и мультиклапанных головках блока цилиндров легковых и грузовых автомобилей. Стенд является полноценным рабочим местом для ремонта, что позволяет резко повысить эффективность работ по ремонту ГБЦ. Демонтаж и монтаж клапанов, ремонт, становиться возможным, осуществлять за одну операцию базировки ГБЦ, сокращая время ремонта за счет исключения вспомогательных операций. Перед сборкой все детали головки повторно моются в автоматической мойке и ополаскиваются водой.
3. Ремонт головки блока начинается с её проверки на герметичность в нагретой до 90°C водяной ванне и давлением воздуха внутри головки 2,0-3,0 атм. Только лишь после восстановления герметичности (заделки трещин, ремонта гнезда стакана форсунки и т.п.) выполняются дефектовка всех деталей и тела головки, а, затем, и все остальные необходимые ремонтные операции.
ПРОВЕРКА ГОЛОВКИ БЛОКА ЦИЛИНДРОВ НА ГЕРМЕТИЧНОСТЬ
Когда есть подозрение, что появилась трещина в камере сгорания, то перед ремонтом головку надо проверить на герметичность, иначе весь ремонт может быть впустую.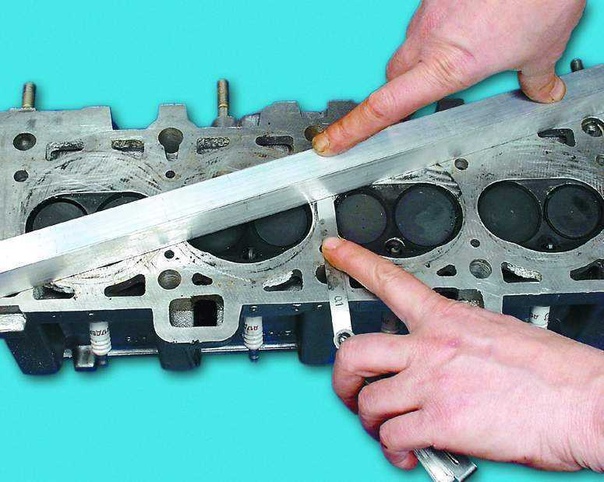 Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи. Менее сложна проверка керосином, хотя требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после в подозрительную камеру наливают керосин. Имея высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень уменьшается (контрольное время 1—3 часа).
Чтобы опрессовать головку блока, надо герметично заглушить все окна рубашки охлаждения, выходящие на нижнюю плоскость, а также все фланцы и патрубки на боковых поверхностях, кроме одного, через который будет поступать жидкость. Опрессовывают головку водой, подаваемой специальным ручным плунжерным насосом под давлением 0,6—0,8 МПа. Трещины выявляются по падению давления в течение контрольного времени (от четверти часа до двух часов) и появлению капель воды или течи. Менее сложна проверка керосином, хотя требует изготовления герметичных заглушек на седла клапанов. Головку переворачивают камерами сгорания вверх, вворачивают в нее свечи, после в подозрительную камеру наливают керосин. Имея высокую текучесть, керосин способен проникать в очень малые трещины. При этом его уровень уменьшается (контрольное время 1—3 часа).
4Головка блока цилиндров такая же важная и не отъемлимая часть двигателя внутреннего сгорания как и остальные. Также как весь кривошипно-шатунный механизм ДВС расположен и работает в блоке цилиндров, головка блока цилиндров служит плацдармом для ГРМ. В ГБЦ также проходят масляные магистрали для смазки элементов газораспределительного механизма которые находятся в головке цилиндров (клапаны, коромысла, распредвал). Каналы для поступления топливно-воздушной смеси и вывода отработавших газов, а также магистрали системы охлаждения. Основными причинами выхода головок цилиндров из строя являются исчерпание рабочего ресурса и более распространенная причина – перегрев. Если головка вышла из строя по причине долгого срока службы, то тут два решения: либо реанимировать ее, заменив все изношенные запчасти, либо не мучиться и приобрести новую или подобрать бу поцелее. Второй вариант быстрее, надежней, а иногда и дешевле.
В ГБЦ также проходят масляные магистрали для смазки элементов газораспределительного механизма которые находятся в головке цилиндров (клапаны, коромысла, распредвал). Каналы для поступления топливно-воздушной смеси и вывода отработавших газов, а также магистрали системы охлаждения. Основными причинами выхода головок цилиндров из строя являются исчерпание рабочего ресурса и более распространенная причина – перегрев. Если головка вышла из строя по причине долгого срока службы, то тут два решения: либо реанимировать ее, заменив все изношенные запчасти, либо не мучиться и приобрести новую или подобрать бу поцелее. Второй вариант быстрее, надежней, а иногда и дешевле.
Если же головка перегрета, то здесь необходимо проверить плоскость ГБЦ. Очень часто при перегреве двигателя головка блока цилиндров искривляется (почти 80% случаев). Ставить головку с искривленной плоскостью нельзя, потому что она просто не зажмет прокладку ГБЦ, из под нее будут постоянно бежать охлаждающая жидкость и масло, а если не сразу, то со временем прокладку пробьют выхлопные газы и будут вылетать не в выхлопной коллектор, а снаружу. Чтобы такого не случилось, при ремонте необходимо убедиться в качестве плоскости ГБЦ. Практически всегда после перегрева на одной или двух головках вылетает клапанное гнездо (седло), после чего появляется звонкий стук в верхней части двигателя. В этом случае двигатель может просто заглохнуть и заклинить (если повезет), а может продолжить тарабанить дальше, разбивая поршень ушатывая гильзу пока не дотарабаница до тех пор что заглохнет сам. В этом случае необходимо будет менять. Есть еще одна проблема при перегреве ГБЦ, больше свойственная дизельным двигателям – это возникновение трещин или микротрещин на плоскости головки между клапанами, или между клапанным гнездом и отверстием для форсунки, как на фото. Часто трещины не удается обнаружить на глаз, поэтому, при осмотре головки, внимательно проверьте эти места, очистите их от нагара проведите ногтем большого пальца по окружности места посадки клапанного гнезда, если есть трещина, то ваш ноготь будет за нее цепляться. Еще один признак наличия микротрещин в ГБЦ можно увидеть при заведенном двигателе.
Чтобы такого не случилось, при ремонте необходимо убедиться в качестве плоскости ГБЦ. Практически всегда после перегрева на одной или двух головках вылетает клапанное гнездо (седло), после чего появляется звонкий стук в верхней части двигателя. В этом случае двигатель может просто заглохнуть и заклинить (если повезет), а может продолжить тарабанить дальше, разбивая поршень ушатывая гильзу пока не дотарабаница до тех пор что заглохнет сам. В этом случае необходимо будет менять. Есть еще одна проблема при перегреве ГБЦ, больше свойственная дизельным двигателям – это возникновение трещин или микротрещин на плоскости головки между клапанами, или между клапанным гнездом и отверстием для форсунки, как на фото. Часто трещины не удается обнаружить на глаз, поэтому, при осмотре головки, внимательно проверьте эти места, очистите их от нагара проведите ногтем большого пальца по окружности места посадки клапанного гнезда, если есть трещина, то ваш ноготь будет за нее цепляться. Еще один признак наличия микротрещин в ГБЦ можно увидеть при заведенном двигателе.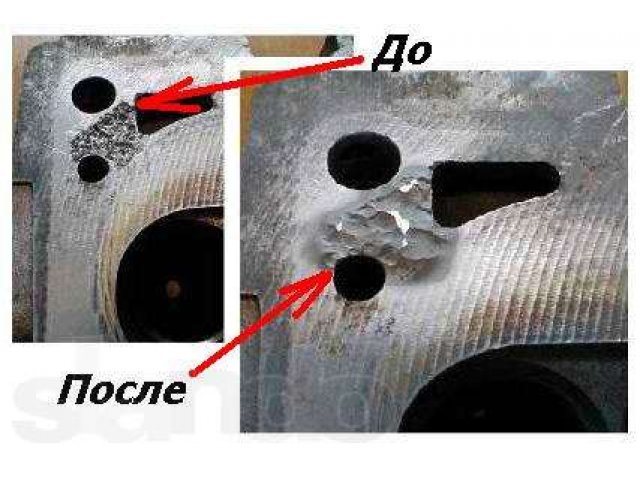 Для этого нужно открыть крышку радиатора, если там увидите стабильно проскакивающие пузырьки воздуха, значит в ГБЦ есть трещина. Воздух, находящийся в камере сгорания в момент такта сжатия под огромным давлением продавливается через трещину в систему охлаждения и пузырьками выходит в радиатор. На первый взгляд ничего страшного, но если в систему будет проходить слишком много газов, то это отрицательно скажется на процессе охлаждения, т.е., двигатель будет греться. Также если двигатель будет некоторое время стоять, то охлаждающая жидкость будет капать в цилиндр, вызывая коррозию стенок гильзы, а затем тосол попадет в поддон, где смешается с моторным маслом.
Для этого нужно открыть крышку радиатора, если там увидите стабильно проскакивающие пузырьки воздуха, значит в ГБЦ есть трещина. Воздух, находящийся в камере сгорания в момент такта сжатия под огромным давлением продавливается через трещину в систему охлаждения и пузырьками выходит в радиатор. На первый взгляд ничего страшного, но если в систему будет проходить слишком много газов, то это отрицательно скажется на процессе охлаждения, т.е., двигатель будет греться. Также если двигатель будет некоторое время стоять, то охлаждающая жидкость будет капать в цилиндр, вызывая коррозию стенок гильзы, а затем тосол попадет в поддон, где смешается с моторным маслом.
Еще стоит обратить внимание на состояние магистралей охлаждающей системы, особенно если в радиаторе вода, а не тосол или антифриз. Жесткая вода взаимодействует с чугуном и алюминием, постепенно размывая металл до дыр. Если есть видимые серьезные дефекты в охлаждающей системе ГБЦ, то лучше заменить головку. Также необходимо проверить состояние направляющих клапанных втулок. Для этого берем не рассухаренный еще клапан за пружину, и пробуем шатать его из стороны в сторону. Если клапан во втулке не болтается, то еще походит, если же есть серьезный люфт, то их лучше заменить. А если по хорошему выработку нужно измерять с помощью щупа и микрометра.
Для этого берем не рассухаренный еще клапан за пружину, и пробуем шатать его из стороны в сторону. Если клапан во втулке не болтается, то еще походит, если же есть серьезный люфт, то их лучше заменить. А если по хорошему выработку нужно измерять с помощью щупа и микрометра.
Проверить обязательно состояние клапанов на износ. Об износе клапана можно судить по выработке на стержне клапана в тех местах, которые работают во втулке. При наличии износа будут ощущаться резкие переходы на стержне клапана. Также выработка клапана определяется по состоянию краев, закрывающих клапанное отверстие. У сильно изношенного клапана в этой области образуется канава по всей окружности рабочей зоны. Изношенные клапана и втулки необходимо заменить, не забыв сделать притирку клапанов.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРесСтенд для опрессовки головок блоков цилиндров
Специально для участков моторного ремонта Компания “Гейзер” выпустила линейку оборудования для опрессовки — Стенды Гидравлических Испытаний (СГИ).
Линейка стендов включает 5 моделей СГИ 800Р, СГИ 1200, СГИ 1400 и СГИ 1600. Модели отличаются по размерам ванны, уровню механизации и автоматизации.
Стенд опрессовки предназначен для проверки герметичности каналов охлаждения и смазки головки блока цилиндров (ГБЦ) и самого блока бензинового двигателя и дизеля.
Профессиональные мотористы знают, что опрессовывать ГБЦ на герметичность нужно при любом ремонте двигателя или головки. Если не выполнять эту операцию можно получить неработающий ДВС даже после капитального ремонта. Другими словами переделывать двигатель заново и за свой счет.
Появление микротрещин в ГБЦ — распространенная проблема. Чаще микротрещины появляются в головках дизельных двигателей, так как они подвергаются большим нагрузкам и головках из чугуна. В алюминиевых ГБЦ трещины тоже не экзотика.
Микротрещины появляются в районе форкамеры, между седлами впускных и выпускных клапанов, направляющими втулками, в каналах охлаждения и смазки.
Найти микротрещины головки или блока двигателя часто невозможно на глазок. Они скрыты под слоем нагара и могут иметь микроскопические размеры. Бывает, что трещины проходят не на внешнюю поверхность головки, а в ее внутренние полости (каналы системы смазки и охлаждения) и могут находиться под седлами клапанов, форкамерами.
Для 100 процентного обнаружения микротрещин ГБЦ используется профессиональное оборудование опрессовки — стенды гидравлических испытаний.
Принцип действия СГИ основан на опрессовке внутренних полостей головки воздухом под давлением.
Процесс проверки ГБЦ на микротрещины занимает не более 10-15 минут.
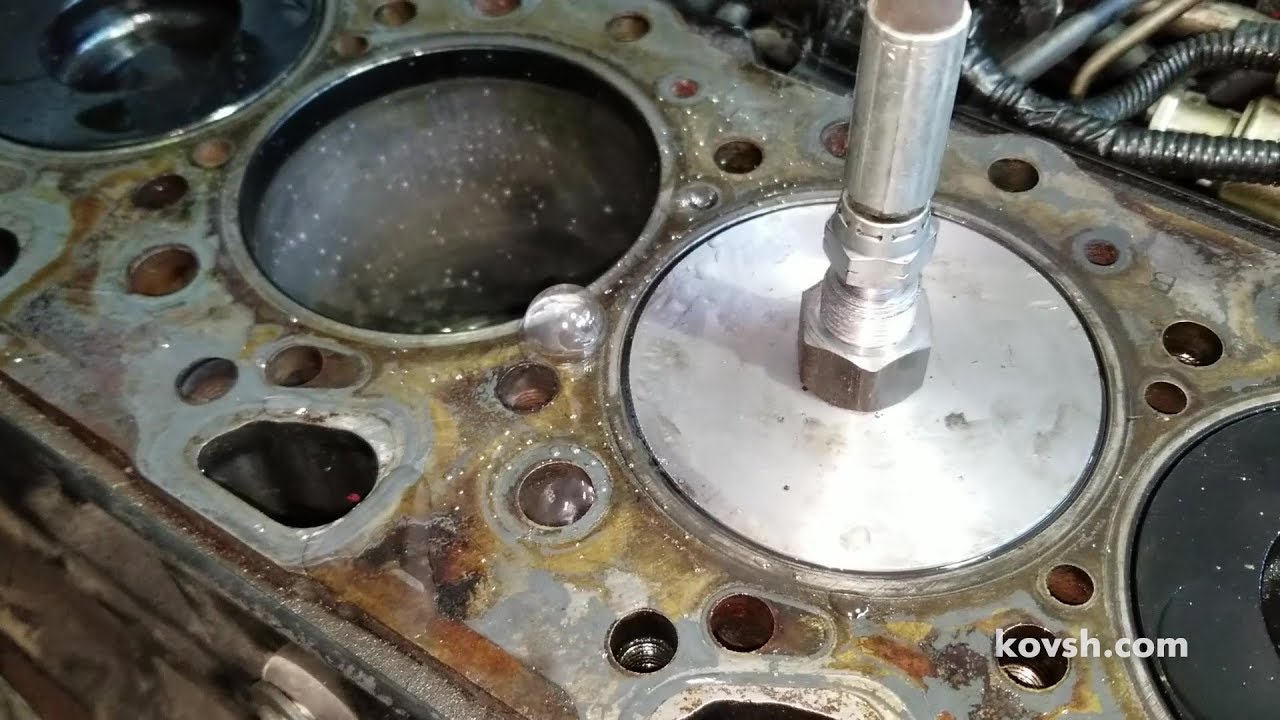
Для опрессовки головку блока цилиндров герметизируют с помощью оргсекла и резиновых прокладок. Отверстия контура охлаждения глушатся, а на одно из них устанавливается штуцер, через который с помощью компрессора подается сжатый воздух 4-6 бар.
Головка помещается в ванну с подогретой водой, где она нагревается до 60-70 градусов Цельсия. Нагретый металл головки блока цилиндров испытывает тепловые расширения и в результате происходит вскрытие микротрещин.
Нагретый металл головки блока цилиндров испытывает тепловые расширения и в результате происходит вскрытие микротрещин.
Трещины начинают ”травить” под давлением воздуха, что хорошо видно. Под оргстеклом в проблемном месте появляются пузырьки.
Платформы крепления ГБЦ на стенде гидравлических испытаний имеют возможность вращения на 360 градусов, что облегчает процесс поиска места трещины в головке или блоке.
Кроме ГБЦ и блоков двигателя на стендах СГИ Гейзер возможно проводить опрессовку радиаторов охлаждения.
В линейку опрессовок ГБЦ Гейзер входят 2 экономичные модели СГИ 800Р. Размер ванн которых составляет 800х260х280 мм и 1000х260х280 мм. Вращение ГБЦ на 360 градусов происходит вручную. Ось вращения имеет 4 положения фиксации.
Ванны стендов термоизолированы для избежания охлаждения жидкости и экономии электроэнергии на нагрев..
Напряжение питания стендов — 220В.
 youtube.com/embed/BpdWJRMQBlE?feature=oembed» frameborder=»0″ allowfullscreen=»»>
youtube.com/embed/BpdWJRMQBlE?feature=oembed» frameborder=»0″ allowfullscreen=»»>
Диагностика ГБЦ — проверяем на микротрещины. Ремонт трещины в головке блока цилиндров Проверка гбц на микротрещины
Трещина в ГБЦ возникает в результате неправильной работы двигателя вследствие перегрева и сдвига напряжений в металле.
Симптомы трещины в головке блока цилиндров
Трещины могут появляться в разных местах, отсюда и разные последствия. В основном бытует мнение, что при пробитой головке из выхлопной трубы идёт белый дым, но это только один частный случай. Трещина в головке может возникнуть между разными каналами, соответственно и признаки наличия трещины в ГБЦ будут разными.
Масляная система — при смешивании масла и тосола в двигателе вместо масла появляется эмульсия, беловатая пена, как у бисквитного теста, а в расширительном бачке системы охлаждения образуется масляная плёнка.
Впускной канал — если в него начинает попадать ОЖ, то в первую очередь она отмоет поршни до блеска, можно посмотреть через свечное отверстие,- поршни будут как новые. И при попадании в камеру сгорания- это как раз то случай, когда может пойти белый дым из выхлопной трубы, хотя не факт, что он пойдёт.
С каналом выпуска — тут ОЖ просто вылетит в трубу в виде пара. Двигатель постоянно выпускает пар и заметить что-либо в данном случае вряд ли получится, проста будет уходить жидкость из бачка. Скорее всего, даже запаха отработавших газов в бачке не будет.
С камерой сгорания — через трещину часть жидкости пойдёт в камеру сгорания, но очень малое количество, всё из-за разницы давления. В двигателе при сгорании топлива образуется большое давление, и выхлопные газы через эту самую трещину попадают в систему охлаждения, повышая давление в ней. Из-за этого раздуваются патрубки, а из бачка воняет выхлопными газами. Но жидкость также может пойти и в камеру сгорания- система охлаждения всё ещё находится под давлением, а в камере сгорания уже пошло разрежение и начал засасываться воздух. Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Из-за разницы в давлении ОЖ начинает просачиваться в камеру сгорания. Признаком такой трещины будут чистые поршни (не всегда), запах в бачке, упругие патрубки и холодный радиатор печки (воздушная пробка).
Типичные места образования трещин в ГБЦ
Автопроизводители допускают образование трещин в головке, и это не будет считаться неисправностью, так как трещина будет неглубокой и она не будет соединять две ёмкости. В дизельных двигателях VW головка с трещиной между клапанами допускается к использованию.
Но найти все трещины- задача проблематичная даже для опытного моториста. Казалось бы, на одних и тех же моторах трещины должны образовываться в одних и тех же местах. Но от этого поиск не упрощается. Есть места, которые можно обнаружить одним взглядом на головку:
—между клапанами — трещина сразу видна, проходит под сёдлами двух соседних клапанов.
—между свечой и клапаном — та же ситуация, опять же, всё на виду и никуда не надо заглядывать
—в дизельном двигателе трещина может пойти от клапана в сторону форкамеры , такую трещину легко заметить, но как её увидеть, если она образуется под форкамерой и не выходит наружу?
—под направляющей клапана — ещё одно злачное место, где не видно трещины, во-первых, в канале и так темно, а во-вторых, трещина прикрыта направляющей втулкой. Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Тут нужен другой подход, а не только визуальный. Да и какая польза от обнаружения трещины между клапанами, если через неё не прорываются газы? Не будем полагаться на случай, тем более метод диагностики придуман давно и зарекомендовал себя с лучшей стороны.
Проверка ГБЦ на трещины
Чтобы проверить ГБЦ на трещины, её надо опрессовать, то есть герметично закрыть все отверстия, и дунуть воздуха в каналы. Если опустить головку в воду, то из трещины пойдут пузырьки. Или наоборот- заглушить все отверстия и налить воды в канал, после чего накачать насосом туда воздуха, создав давление 0,6-0,7МПа, и дать постоять так головке 1=2 часа. Если вода уйдёт- значит головка пробита.
Существуют ещё красители, которыми подкрашивают воду. Их очень хорошо видно на трещине.
А закрываются отверстия в охлаждающей рубашке очень легко: на ник кладётся резиновая прокладка, которая чуть больше отверстия, сверху накладывается металлическая пластина, которая прикручивается болтом к головке. И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
И никакая вода так не пройдёт. А к штуцеру, который будет выступать из головки, подсоединяют насос и накачивают воздух. Такая опрессовка позволяет выявить все трещины.
Ремонт трещин
Качественно заделать трещину получится только с помощью сварки. Никаким клеевым составом не получится качественно заделать трещину в головки, потому что при нагревании до рабочих температур головка будет расширяться и трещина будет становиться больше, то есть нужен состав для заделывания трещины, который имел бы такие же линейные температурные расширения, как и материал головки, к тому же быть устойчивыми к другим нагрузкам. Всего этого возможно добиться только сваркой.
Подготовка головки для сварки
Перед сваркой трещину необходимо разделать, для этого фрезерной машинкой высверливают металл по всей длине трещины. Канавка должна получиться достаточно глубокой, 6-8 мм в глубину и примерно такая же по ширине, по форме желательно сделать клиновидной. Это поможет лучше проварить металл. Для разделки трещины между сёдел, сначала нужно , а только потом разделать трещину.
Для разделки трещины между сёдел, сначала нужно , а только потом разделать трещину.
После разделки трещин головку надо нагреть до температуры 200-250°C, но не выше, чтобы головку не повело. Нагрев позволяет снизить напряжения в металле, возникающие при сварке. Для нагрева лучше всего использовать ацетиленовую горелку либо печь, но нельзя использовать паяльную лампу, потому что её можно легко перегреть ГБЦ.
Сварка ГБЦ
Для сварки головки блока цилиндров можно использовать газовую сварку с использованием присадочного материала, но лучшие результаты даёт аргонно-дуговая сварка (TIG). К головке подключается масса, а дуга горит в среде аргона между вольфрамовым электродом и головкой, куда подсовывают алюминиевую присадочную проволоку.
После сварки шов надо зачистить, повторно опрессовать, и если всё хорошо, то поверхность, прилегающую к блоку, отфрезеровать, чтобы была идеально ровной.
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
После того как детали полностью очищены, необходимо осмотреть их на наличие дефектов. Обнаружить мелкие дефекты помогает увеличительное стекло. Самые ответственные детали должны быть проверены на отсутствие трещин с помощью специальных приборов магнитной и проникающей дефектоскопии. Внутренние детали, такие как поршни, шатуны и коленчатые валы, при обнаружении трещин подлежат замене. Трещины в блоке цилиндров и головке блока цилиндров часто удается отремонтировать. Технологии ремонта таких дефектов описаны в последующих разделах (рис. 10.10).
Обнаружить мелкие дефекты помогает увеличительное стекло. Самые ответственные детали должны быть проверены на отсутствие трещин с помощью специальных приборов магнитной и проникающей дефектоскопии. Внутренние детали, такие как поршни, шатуны и коленчатые валы, при обнаружении трещин подлежат замене. Трещины в блоке цилиндров и головке блока цилиндров часто удается отремонтировать. Технологии ремонта таких дефектов описаны в последующих разделах (рис. 10.10).
Рис. 10.10. Для проверки того, что след на стенке цилиндра представляет собой трещину, в охлаждающую рубашку был подан сжатый воздух и на поверхность цилиндра был нанесен мыльный раствор. Пузырьки воздуха подтвердили, что след на стенке цилиндра, несомненно, является трещиной
МАГНИТНАЯ ДЕФЕКТОСКОПИЯ ТРЕЩИН
Метод проверки на наличие трещины с использованием магнитного поля имеет общепринятое название — магнитопорошковая дефектоскопия. Визуальным осмотром часто бывает невозможно обнаружить трещины в блоке цилиндров, головке блока цилиндров, коленчатом валу и других деталях. Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко используются специальные методы для проверки на отсутствие трещин всех ответственных деталей двигателя.
Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко используются специальные методы для проверки на отсутствие трещин всех ответственных деталей двигателя.
Метод контроля с использованием магнитного поля чаще всего используется для контроля стальных и чугунных деталей. Металлическая деталь двигателя (например, чугунная головка блока цилиндров) вносится в магнитное поле, создаваемое мощным электромагнитом. Силовые линии магнитного поля легко пронизывают чугун. Концентрация силовых линий магнитного поля возрастает на краях трещины. На поверхность проверяемой детали напыляется тонкодисперсный железный порошок, который скапливается в том месте, где концентрация силовых линий магнитного поля выше — по краям трещины (рис. 10.11-10.14).
Рис. 10.11. Эта трещина в блоке цилиндров старого восьмицилиндрового V-образного двигателя Ford 289 была сделана, по-видимому, автомехаником, слишком усердно пытавшимся выкрутить пробку из блока. Он должен был бы прогреть перед этим пробку и пропитать резьбу парафином — не только для того чтобы облегчить себе работу, но и для того, чтобы уберечь двигатель от повреждения
Рис. 10.12. Магнитопорошковый контроль, выполняемый на крупном ремонтном предприятии
10.12. Магнитопорошковый контроль, выполняемый на крупном ремонтном предприятии
Рис. 10.13. Светлый железный порошок концентрируется по краям трещин. На этой фотографии видна трещина в седле выпускного клапана, обнаруженная при проверке головки блока цилиндров
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО КРАСИТЕЛЯ
Контроль методом проникающего красителя используется для дефектоскопии поршней и других деталей, изготовленных из алюминия или другого немагнитного материала. Сначала на проверяемый участок поверхности разбрызгивается темно-красный прони-кающии краситель. После очистки на проверяемый участок поверхности напыляется белый порошок. При наличии трещины сквозь белый слой в месте дефекта проступит след красителя. Хотя этот метод применим также для контроля деталей, изготовленных из чугуна и стали (магнитных материалов), но обычно он применяется для контроля только изделий из немагнитных материалов, потому что методы магнитной дефектоскопии для их контроля непригодны.
КОНТРОЛЬ МЕТОДОМ ПРОНИКАЮЩЕГО ФЛУОРЕСЦЕНТНОГО ВЕЩЕСТВА
Флуоресцентный проникающии состав светится при облучении его ультрафиолетовыми лучами. Этот метод применим для контроля деталей из стали, чугуна и алюминия. Общепринятое название этого метода — Zyglo, является торговой маркой корпорации Magnaflux Corporation При ультрафиолетовом освещении в тех местах, где имеются трещины, видны яркие линии.
Рис. 10.14 . Прибор для магнитопорошковой дефектоскопии (а). Так выглядит трещина в стенке цилиндра после того, как на стенку был нанесен мелкодисперсный железный порошок (публикуется с любезного разрешения компании George Olcott Company) (б)
КОНТРОЛЬ ПОВЫШЕННЫМ ДАВЛЕНИЕМ
Головки блока цилиндров и блоки цилиндров часто испытывают на наличие утечек иод давлением сжатого воздуха. Все каналы охлаждения запечатываются резиновыми пробками или прокладками и в водяную рубашку(и) подается сжатый воздух от компрессора. Проверяемая головка или блок цилиндров погружается в воду и воздушные пузырьки указывают места утечек. Для большей точности результатов контроля вода должна быть горячей. Под воздействием горячей воды отливка расширяется примерно настолько же, как и в работающем двигателе.
Для большей точности результатов контроля вода должна быть горячей. Под воздействием горячей воды отливка расширяется примерно настолько же, как и в работающем двигателе.
Рис. 10.15. Контроль повышенным давлением блока цилиндров восьмицилиндрового V-образного двигателя Chevrolet с использованием горячей воды. Головки блока цилиндров также проверяются под давлением на аналогичном оборудовании. Под действием горячей воды металлические детали расширяются и малеишие утечки обнаруживаются легче, чем в случае, когда при контроле повышенным давлением используется холодная вода
Альтернативный метод заключается в пропускании через цилиндр или блок горячей воды с растворенным в ней красителем. Просочившаяся вода указывает места трещин.
Дефектоскопия трещин
Ил. 19.1. Для проверки чугунной головки блока цилиндров на наличие трещин используется мощный электромагнит. Головка блока цилиндров должна быть тщательно очищена и установлена на рабочем столе, обеспечивающем хорошие условия наблюдения
Ил. 19.2. Электромагнит включается выключателем, расположенным сверху на его корпусе, и между полюсами магнита распыляется мелкодисперсный железный порошок. Концентрация силовых линий магнитного поля на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
19.2. Электромагнит включается выключателем, расположенным сверху на его корпусе, и между полюсами магнита распыляется мелкодисперсный железный порошок. Концентрация силовых линий магнитного поля на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
Ил. 19.3. Особенно тщательно проверяйте участки вокруг и между седлами клапанов
Ил. 19.4. В этой головке блока цилиндров от двух седел клапанов расходятся трещины. Эту головку придется либо заменять, либо ремонтировать
Опытный автомобилист знает, что работа автомобиля зависит от работоспособности двигателя. А одним из основных узлов мотора является головка. Как проверить ГБЦ на микротрещины и каковы признаки появления трещин на головке? Подробнее об этом можно узнать здесь.
[ Скрыть ]
Признаки трещин в головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке. Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Причин, которые влияют на выход из строя блока, множество. Распространенной является перегрев мотора, когда из системы охлаждения полностью вытекает антифриз. Это происходит в результате некорректного затягивания штифтов ГБЦ. Это и неправильная работа устройства регулирования температуры, может стать причиной деформации плоскости ГБЦ.
Рассмотрим признаки и симптомы, которые свидетельствуют о появлении трещин на ГБЦ и необходимости ремонта агрегата:
Варианты диагностики проблемы
Чтобы сделать ремонт и устранить микротрещины, нужно быть полностью уверенным в том, что они есть. Рассмотрим несколько вариантов диагностики, которые можно провести дома.
Магнитно-порошковая диагностика
Метод является самым оперативным видом ремонта в обнаружении микротрещин. Заключается в следующем: со всех сторон установить магниты. ГБЦ сверху обсыпать металлической стружкой, она начнет перемещаться к магнитам, оставаясь на трещинах и вмятинах. Так, заметить трещинки не составит труда.
Диагностика при помощи жидкости
Чтобы проверить ГБЦ на наличие дефектов этим методом, понадобится специальная красящая жидкость.
- Поверхность головки тщательно промыть, для этого использовать ацетон, керосин или другой вид растворителя.
- Специальную жидкость нанести на очищенную поверхность и подождать несколько минут.
- Затем чистой тряпкой смыть остатки жидкости. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Проверка давлением
Способ может быть реализован несколькими методами: с погружением головки цилиндров под воду и без него. Сделать проверку с погружением в воду:
- Если решили произвести диагностику с погружением головки цилиндров в воду, то нужно плотно закрыть все каналы контура верхней части агрегата, после чего поместить его в емкость и налить туда горячую воду.
- Затем в контур ГБЦ подать сжатый воздух и там, где появятся пузырьки, будут находиться микротрещины.
Оборудование для диагностики давлением
Метод без погружения блока в воду осуществляется для поиска дырочек в пробитых шинах:
- необходимо крепко закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур нужно подать воздух. Там, где на поверхности головки будет обнаружен дефект, появятся мыльные пузырьки.

Проверка водой
Метод не отличается от предыдущего. Разница только в том, что головку не нужно опускать в воду, а воду следует залить в нее:
- Все отверстия герметично закрыть.
- В канал налить воды побольше.
- Затем, используя обычный насос, нужно накачать воздуха в канал, чтобы сделать давление не менее 0.7 МПа.
- После необходимо дать постоять головке несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Значит, без ремонта не обойтись.
Аргонная сварка поверхности
Ремонт дефектов
Ремонт трещин блока желательно проводить при помощи сварки, этот метод является наиболее эффективным и надежным.
Видео «Ремонт микротрещин»
Вам понадобится
- — металлическая линейка,
- — отрезок транспортерной ленты – 1 м,
- — компрессор,
- — кусок органического стекла – в соответствии с размером ГБЦ,
- — струбцины – 4-6 шт.

Инструкция
Одним из самых неприятных моментов для автомобилиста считается явление, как открытие пробки расширительного бачка, сопровождающееся кратковременным выбросом , не говоря уже об ее непрекращающемся выдавливании, когда она бурлит продолжительное время, хотя температура двигателя не достигла критической отметки. Данный фактор явно свидетельствует о проникновении газов в водяную рубашку системы .
Чтобы досконально выяснить причину возникновения указанной неисправности, с двигателя демонтируется головка блока цилиндров и помещается на верстак. После чего она разбирается полностью, вплоть до извлечения из нее газораспределительного механизма.
Очищенная поверхность головки проверяется на предмет искривлений ребром металлической линейки. Наложив линейку сверху по длине головки, перемещайте ее руками от одного края к другому, при этом внимательно наблюдайе за нижним краем линейки и плоскостью ГБЦ. Любые просветы, обнаруженные в этот момент, указывают на то, что головка поведена, как правило, из-за перегрева двигателя.
Чтобы выявить микротрещины в исследуемой детали двигателя, потребуется изготовить из куска транспортерной ленты подобие прокладки головки блока, с той лишь разницей, что в ней вырезаются только отверстия для камеры сгорания.
Затем изготовленная прокладка накладывается на рабочую поверхность ГБЦ, поверх нее кладется органическое стекло, вырезанное по форме головки, и весь этот «бутерброд» сжимается струбцинами. После чего наглухо заделываются отверстия в месте, предназначенном для крепления помпы, а на штуцер для выхода на отопитель надевается шланг, подключенный к воздушному компрессору.
Подготовленная подобным образом головка помещается в ванну с чистой водой. Затем включается компрессор и в водяную рубашку проверяемой детали нагнетается сжатый воздух, в пределах 1,6 атмосфер. На данном этапе производится опрессовка ГБЦ. Любое появление пузырьков воздуха укажет на место, в котором образовалась трещина в головке.
Источники:
- Снятие и установка головки блока цилиндров
Ремонтные работы, связанные с двигателем – одна из услуг, оказываемая мастерами на станциях техобслуживания. Для этого они оснащены всем необходимым. Зачастую среди неисправностей встречаются поломки, ремонт которых требует нестандартных подходов. Среди них и трещины в корпусе двигателя. Поэтому решение данной проблемы рекомендуется возлагать только на опытных специалистов.
Для этого они оснащены всем необходимым. Зачастую среди неисправностей встречаются поломки, ремонт которых требует нестандартных подходов. Среди них и трещины в корпусе двигателя. Поэтому решение данной проблемы рекомендуется возлагать только на опытных специалистов.
Есть несколько факторов, способствующих возникновению трещин. Прежде всего,это механические повреждения, образующиеся при ДТП или ударе (к примеру: неудачный демонтаж, падение двигателя). Кроме того, к появлению дефектов приводит перепад температур. Это случается, когда или замерзает охлаждающая жидкость. Случается, что трещины образовываются со временем, от износа металла.
Рассматривая проблему трещин, надо иметь в виду, что они бывают как визуально определяемыми, так и невидимыми (микротрещины). Первые обнаружить не составляет труда, а для выявления вторых существует ряд способов, делается это с использованием специального оборудования.
Первый способ – с помощью звукового тестера. Его работа основана на принципе разницы в скоростях отражения звуковой волны от поверхностей различных по структуре и толщине. Это позволяет возможность дать оценку размерам стенок цилиндров и целостности стенок «рубашки».
Это позволяет возможность дать оценку размерам стенок цилиндров и целостности стенок «рубашки».
Следующий способ – с помощью магнитного тестера. В этом случае на проверяемую деталь наносят металлический порошок, после чего его намагничивают. По рисунку, образованному порошком, можно определить имеются ли повреждения на проверяемой поверхности.
Еще один способ обнаружения микротрещин – с помощью ультрафиолетового излучения. Для этого исследуемая поверхность покрывается специальным раствором, после чего намагничивается. Затем в темноте включается ультрафиолетовый фонарь. В результате микротрещины будут определяться контрастными линиями.
Очередной способ представляет собой фотохимический процесс, при котором микротрещины выявляют посредством проникающей краски. Он включает три стадии обработки проверяемой детали: растворителем, специальной краской и проявителем. После этого трещины становятся видны невооруженным глазом. Поиск микротрещин на некоторых СТО, мастера проводят на специальных стендах, с помощью нагнетания воздуха под большим давлением.
Ну и самый простой способ – это растереть грифельный порошок на изучаемой поверхности, и любая трещинка сразу проявится.
В зависимости от структуры проверяемой поверхности и доступности к ней, механики-профессионалы для обнаружения микротрещин выбирают оптимальный способ исследования.
Чтобы детали двигателя могли служить долго и в полной мере выполнять свои функции, при ремонте двигателя следует выполнять дефектовку деталей. Для обнаружение микротрещин используют соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных областей в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости, толщины стенок цилиндра.
Звуковые тестеры
Эти приборы хорошо подходят для измерения толщины, а нам пригодится для замера стенки цилиндра, (не все цилиндры можно вынуть из блока) И так тестер состоит из самого прибора и отдельно подключенного зонда, испускающего сигнал, который проходит через материал. Когда сигнал достигает противоположной стороны материала, сигнал возвращается к зонду, тестер основываясь на время за которое сигнал был отражен и вернулся к зонду выводит на дисплее показания толщины.
Когда сигнал достигает противоположной стороны материала, сигнал возвращается к зонду, тестер основываясь на время за которое сигнал был отражен и вернулся к зонду выводит на дисплее показания толщины.
Проверки измерения зондом проводятся от вершины цилиндра до самого низа и по всему диаметру. Особенно важно проверить области, где есть каналы охлаждения. Возможность измерить толщину стенок цилиндра дает полную картину к расточке, если мы хотим значительно увеличить рабочий объем двигателя. Слишком тонкие стенки образуются из за износа или коррозии со стороны охлаждающих каналов.
Толщина стенок цилиндра не может быть тоньше 3 мм , иначе цилиндр попросту лопнет при эксплуатации.
Для турбированых двигателей минимальная толщина будет несколько больше, все зависит от рабочего давления газа.
Перед использованием звукового тестера он должен быть откалиброван.
Измерения проводятся во всех цилиндрах без исключения, особенно чугунные блоки могут изначально иметь разную толщину стенок. Таким образом можно оценить состояние блока и его пригодность к использованию, стоит ли вкладывать деньги в его ремонт и сможет ли он выдержать нагрузку.
Таким образом можно оценить состояние блока и его пригодность к использованию, стоит ли вкладывать деньги в его ремонт и сможет ли он выдержать нагрузку.
Магнитный тестер микротрещин
Применяется только к чугунным и стальным материалам. Процесс тестирования основан на распределении металлического порошка на поверхности метала имеющего магнитные свойства. То есть деталь подвергают магнитному полю, наносят очень мелкий металлический порошок на подозреваемую область с трещиной и по результатам распределения порошка можно судить о целостности испытуемой детали.
Например, проверим седло клапана на микротрещины, для этого следует очистить поверхность растворителем и тряпкой, ни в коем случае не механическим способом, ножом или наждачной бумагой, это может скрыть трещину и в дальнейшем усложнить ее обнаружение. И так поверхность чистая и сухая, наносим специальный металлический порошок на поверхность седла клапана и подносим магнит, в случае если есть микротрещина, то порошок соберется в нее и это будет заметно, или же наоборот расползется от места трещины, в зависимости от того как расположены полюсы магнита по отношению к испытуемой детали. Поэтому вращаем магнит относительно поверхности головки
Поэтому вращаем магнит относительно поверхности головки
Поиск микротрещин ультрафиолетом
Для диагностики микротрещин применяется намагничивание детали, опять же только сталь или чугун и специальная жидкость, имеющая свойства проникать в мельчайшие трещины, а также светится под действием ультрафиолетовых лучей.
Для начала деталь обливается раствором, на примере коленчатый вал, так же можно диагностировать и шатуны. Второй этап намагничивание детали с помощью специального прибора. После этого в темноте зажигается ультрафиолетовая лампа, любые микротрещины будут показаны как ярко светящаяся линия. Заключительный этап, после выявления дефекта и его обозначения, следует размагнитить деталь обратной полярностью и очистить от раствора. Не стоит оставлять детали намагниченными так как к ним в дальнейшем будут прилипать металлические частицы, продукты износа из масла и может повлиять на дальнейшую работу двигателя.
Проникающая краска
Этот фотохимический процесс выявления микротрещин используется без ультрафиолетового излучения. Применим к любым металлам сталь, железо, медь, алюминий, титан и д.р. Окрашивается деталь специальной краской поскольку нет необходимости в магнитном поле этот процесс можно использовать и для пластиковых деталей.
Применим к любым металлам сталь, железо, медь, алюминий, титан и д.р. Окрашивается деталь специальной краской поскольку нет необходимости в магнитном поле этот процесс можно использовать и для пластиковых деталей.
Набор включает в себя обычно 3 химиката, растворитель, краска и проявитель. Растворитель готовит поверхность, очищая и обезжиривая. Распыляется проникающая краска на поверхность детали. Она просачивается в любые трещины, ямы и дефектные зоны.
Через некоторое время краска пропитывает деталь и подсыхает применяется специальный проявитель, который реагирует с краской и становятся хорошо заметными области с высокой концентрацией краски в таких местах как трещины. Существует два типа этих наборов: Каждый позволяет обнаруживать трещины, второй тип отлично может обозначить трещину под ультрафиолетовым излучением. После выявления трещины используется тот же растворитель чтобы очистить делать от краски.
Ремонт головки блока цилиндров | Ремонт ГБЦ Механика Санкт-Петербург
Ремонт головки блока цилиндров | Ремонт ГБЦ Механика Санкт-Петербург
Ремонт ГБЦ
✔ Опрессовка ремонт ГБЦ (проверка на микротрещины)
✔ Обработка плоскости головки блока цилиндров ремонт (шлифовка ГБЦ и фрезеровка)
✔ Ремонт клапанного механизма ГБЦ
✔ Замена, правка и изготовление седел ГБЦ
✔ Правка рабочей фаски клапана, торцевание
✔ Замена, изготовление направляющих втулок клапанов
✔ Правка рабочих фасок седел клапанов
✔ Притирка клапанов ГБЦ
✔ Замена маслосъёмных колпачков
✔ Регулировка клапанов
✔ Замена форкамер
✔ Замена стаканов форсунок
✔ Шлифовка, рихтовка и правка распредвала
✔ Ремонт постели распредвала (восстановление)
✔ Восстановление и гильзовка посадочных мест под свечи накаливания и форсунки
✔ Обработка плоскости коллектора
✔ Газодинамическое напыление плоскости ГБЦ
✔ Удаление форсунок и свечей накаливания
#ремонтголовкиблокацилиндров #ремонтгбц #шлифовкагбцпоплоскости #ремонтпостелираспредвала #опрессовкагбц
Почему с нами хотят работать?
Наши специалисты обладают практическим опытом
Группа компаний «Механика» работает на рынке автозапчастей более 24х лет.
Первый технический центр компании был открыт в 1993 году!
Работаем с гарантией
Мы несем ответственность за свою работу. И даем на нее гарантию.
У нас комфортный график работы, принимаем и выдаем заказы с 8.00 до 21.00 ч., работаем в субботу для удобства заказчиков. Бесплатный забор и доставка агрегатов и узлов.
Мы работаем по всей России
Офисы нашей компании расположены в 14-ти крупных городах России.
Работаем по стандарту ISO 9001, мы единственные в отрасли кто работает по данному стандарту в СЗФО.
Быстрый, но качественный подход
Мы ценим Ваше время. И готовы взяться за сложный ремонт, в короткие сроки.!
Прямые поставки комплектующих от производителей
Специальные условия на комплектацию деталями для ремонтников. Работают отделы запчастей ( попутно можно заказать много полезного для авто по комфортной цене).
Специальные предложения
При расточке постелей коленвала у нас, Вы получите скидку на новый коленвал со вкладышами
При проверке головки блока на трещины, получите от нас набор прокладок или новую ГБЦ по специальной цене
При расточке блока цилиндров Вы получите от нас, индивидуальную скидку на поршневую группу
Прямые контракты с производителями и собственный отдел ВЭД, дают нам возможность предлагать детали двигателя по самым оптимальным ценам.
Примеры наших работ
Разрушилось седло клапана
Разрушение седел клапанов – достаточно распространенный дефект головок цилиндров автомобильных двигателей.
Ремонт алюминиевых блоков цилиндров
Причина обращения — задир поверхности одного из цилиндров.
Гильзовка блока цилиндров Subaru Impreza WRX STi
Гильзовка блока цилиндров Subaru «мокрыми» гильзами
Хотите получить консультацию нашего специалиста?
Дефектация ГБЦ
В современных двигателях головка блока цилиндров выполняет сразу несколько важнейших функций: в ней находятся камеры сгорания (в большинстве случаев), в ней же расположены основные элементы газораспределительного механизма, а так же головка вместе с блоком образует водяную рубашку системы охлаждения. Поэтому тщательная дефектовка головки блока очень важна. Все необходимые работы, проведённые внимательно и надлежащим образом, позволят в дальнейшем избежать многих неприятностей при работе двигателя и обеспечат достаточный ресурс. Некоторые упущения при проведении работ могут привести к тяжёлым последствиям — вплоть до разрушения мотора. Итак, на что надо обратить внимание…
Поэтому тщательная дефектовка головки блока очень важна. Все необходимые работы, проведённые внимательно и надлежащим образом, позволят в дальнейшем избежать многих неприятностей при работе двигателя и обеспечат достаточный ресурс. Некоторые упущения при проведении работ могут привести к тяжёлым последствиям — вплоть до разрушения мотора. Итак, на что надо обратить внимание…
Дефект 1. Деформация, коррозия и прогары привалочной плоскости головки блока
Причины:
- Длительная работа двигателя.
- Перегрев двигателя.
- Работа двигателя с некачественной охлаждающей жидкостью или на воде.
Действия:
- Механическая обработка привалочной плоскости.
- Проверка и, при необходимости, ремонт системы охлаждения. Замена охлаждающей жидкости.
Примечание: При любом снятии головки необходимо проверять геометрию привалочной плоскости с помощью лекальной линейки. При прогибе необходима фрезеровка или шлифовка плоскости. Допустимая величина прогиба обычно определяется производителем двигателя и указана в технической литературе. При наличии больших прогаров или глубоких раковин от коррозии, если головка блока алюминиевая, возможна наплавка повреждённых мест, а затем фрезеровка или шлифовка. Если головка блока чугунная, то в этом случае наплавить повреждённые места практически не возможно и рекомендуется замена головки блока.
Допустимая величина прогиба обычно определяется производителем двигателя и указана в технической литературе. При наличии больших прогаров или глубоких раковин от коррозии, если головка блока алюминиевая, возможна наплавка повреждённых мест, а затем фрезеровка или шлифовка. Если головка блока чугунная, то в этом случае наплавить повреждённые места практически не возможно и рекомендуется замена головки блока.
Дефект 2. Трещины головки блока и сопутствующих деталей
Причины:
- Длительная работа двигателя.
- Сильный перегрев двигателя.
- Нарушение порядка и моментов затяжки крепёжных болтов головки блока при её монтаже.
Действия:
- В некоторых случаях, если это оговорено производителем, небольшие трещины допускаются. Во всех остальных случаях ремонт головки блока не возможен — только замена. Обязательна проверка системы охлаждения и при необходимости её ремонт. Строгое соблюдение требований производителя по порядку и моментам затяжки болтов крепления головки блока.

Примечание: Определить наличие трещин можно визуально или с помощью опрессовки.
Дефект 3. Износ направляющих втулок клапанов
Причины:
- Большой пробег двигателя.
- Работа двигателя на некачественном масле или грязном масле.
- Сильный перегрев или попадание топлива в масло, приводящие к разжижению масла.
Действия:
- Замена направляющих втулок.
- Проверка и ремонт системы охлаждения.
- Применение моторного масла надлежащего качества.
Примечание: При замене направляющих втулок обязательной операцией является правка сёдел клапанов для получения необходимой геометрии седла и соосности седла и направляющей втулки.
Дефект 4. Износ сёдел клапанов
Причины:
- Большой пробег двигателя.
- Работа двигателя на некачественном топливе.
- Неправильная установка опережения зажигания или опережения впрыска топлива.
- Работа бензинового мотора на газовом топливе без корректировки опережения зажигания.
Действия:
- Правка сёдел, при необходимости — замена сёдел.
- Проверка и ремонт системы зажигания.
- Проверка и ремонт системы питания.

Примечание: При замене сёдел обязательна проверка и при необходимости замена направляющих втулок клапанов.
Дефект 5. Износ или разрушение резьбы в отверстиях головки блока для монтажа различных элементов
Причины:
- Неправильная затяжка крепёжных болтов или свечей.
- Перегрев двигателя.
Действия:
- Высверливание изношенной резьбы и установка футорок.
- Нарезание ремонтной резьбы увеличенного размера.
- На алюминиевых головках в ряде случаев возможно заваривание отверстий с повреждённой резьбой, а затем сверление нового отверстия и нарезание новой резьбы.
- Строгое соблюдение предписанных величин затяжки резьбовых соединений.

Дефект 6. Износ постелей под распределительный вал (или валы)
Причины:
- Длительная работа двигателя.
- Работа двигателя с недостаточным уровнем масла в картере.
- Работа двигателя с недостаточным давлением масла.
- Работа двигателя на некачественном масле.
- Сильный перегрев или попадание топлива в масло, приводящие к разжижению масла.
- Работа двигателя с засорённым масляным фильтром.
Примечание: Указанные причины влияют на износ как самих постелей, так и опорных шеек распредвалов. Проверить диаметры постелей можно с помощью индикаторного нутромера, настроенного на требуемый размер. Затем необходимо сравнить полученные данные с размерами, предписанными производителем. Если полученный размер выходит за пределы указанных допусков, то в отдельных случаях постель распредвала можно отремонтировать или заменить (на некоторых моторах она представляет собой отдельную деталь). В случае если ремонт невозможен — головка блока подлежит замене.
Затем необходимо сравнить полученные данные с размерами, предписанными производителем. Если полученный размер выходит за пределы указанных допусков, то в отдельных случаях постель распредвала можно отремонтировать или заменить (на некоторых моторах она представляет собой отдельную деталь). В случае если ремонт невозможен — головка блока подлежит замене.
Действия:
- Ремонт постели распредвала. При невозможности ремонта — замена головки блока.
- Проверка системы смазки, масляного насоса и при необходимости ремонт или замена масляного насоса.
- Чистка, промывка и продувка масляных каналов блока цилиндров и головки блока.
- Следует применять моторное масло надлежащего качества и регулярно, в предписанные производителем сроки, менять моторное масло и фильтр.
- Проверка и, при необходимости, ремонт системы охлаждения.
- Проверка и, при необходимости, ремонт системы питания.

Дополнения: После любого ремонта — головка блока должна быть тщательно промыта и продута сжатым воздухом, для удаления металлической стружки и загрязнений.
признаки и симптомы трещины в ГБЦ, что делать, как устранить проблему Где
Опытный автомобилист знает, что от работы двигателя зависит работа автомобиля. И одним из главных компонентов мотора является голова. Как проверить головку блока цилиндров на микротрещины и какие признаки трещин на головке? Вы можете узнать больше об этом здесь.
[Скрыть]
Признаки трещин на головке блока цилиндров
В большинстве случаев износ мотора происходит в его верхней части, то есть на головке.Причин, влияющих на выход из строя блока, множество. Наиболее распространенным является перегрев мотора, когда антифриз полностью вытекает из системы охлаждения. Это происходит в результате неправильной затяжки шпилек головки блока цилиндров. Это и неправильная работа устройства контроля температуры могут вызвать деформацию плоскости ГБЦ.
Это происходит в результате неправильной затяжки шпилек головки блока цилиндров. Это и неправильная работа устройства контроля температуры могут вызвать деформацию плоскости ГБЦ.
Рассмотрим признаки и симптомы, указывающие на появление трещин в ГБЦ и необходимость ремонта блока:
Варианты диагностики проблемы
Для производства ремонта и устранения микротрещин необходимо быть полностью уверенным в том, что они есть.Рассмотрим несколько вариантов диагностики, которые можно провести в домашних условиях.
Магнитопорошковая диагностика
Метод является наиболее эффективным видом ремонта при обнаружении микротрещин. Он заключается в следующем: установить магниты со всех сторон. Сверху посыпьте ГБЦ металлической стружкой, она начнет двигаться в сторону магнитов, оставаясь на трещинах и вмятинах. Так что заметить трещины несложно.
Диагностика жидкости
Для проверки ГБЦ на дефекты этим методом потребуется специальная красящая жидкость.
- Тщательно промойте поверхность головки, для этого используйте ацетон, керосин или другой растворитель.
- Нанесите на очищенную поверхность специальную жидкость и подождите несколько минут.
- Затем смойте остатки жидкости чистой тканью. Если на ГБЦ есть дефекты, то они будут видны невооруженным глазом.
Испытание под давлением
Метод может быть реализован несколькими способами: с погружением ГБЦ под воду и без него.Проведите иммерсионный тест:
- Если вы решили произвести диагностику путем погружения ГБЦ в воду, то вам необходимо плотно закрыть все каналы контура верхней части блока, затем поместить его в емкость и залить в него горячая вода.
- Затем подать сжатый воздух на контур головки блока цилиндров и там, где появятся пузырьки, появятся микротрещины.
Аппаратура диагностики давления
Метод без погружения блока в воду проводится для поиска дырок в проколотых шинах:
- необходимо плотно закрыть все каналы контура ГБЦ.
- После этого на поверхность крышки головки следует налить мыльный раствор.
- В контур должен подаваться воздух. Там, где обнаружен дефект на поверхности головки, появятся мыльные пузыри.

Испытание водой
Метод не отличается от предыдущего. Отличие только в том, что головку не нужно опускать в воду, а нужно наливать в нее воду:
- Плотно закрыть все отверстия.
- Налейте больше воды в канал.
- Затем с помощью обычного насоса нужно накачать воздух в канал, чтобы давление было не менее 0,7 МПа.
- После этого нужно дать голове постоять несколько часов. Если вода ушла, это свидетельствует о дефектах головки. Так что ремонт не нужен.
Аргонная поверхностная сварка
Ремонт дефектов
Трещины в блоках желательно ремонтировать сваркой, этот способ наиболее эффективен и надежен.
Видео «Ремонт микротрещин»
Чтобы детали двигателя служили долго и полностью выполняли свои функции, необходимо при ремонте двигателя проводить дефектовку деталей. Для обнаружения микротрещин используйте соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных мест в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости и толщины стенки цилиндра.
Для обнаружения микротрещин используйте соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных мест в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости и толщины стенки цилиндра.
Звуковые тестеры
Эти приборы хорошо подходят для измерения толщины, но нам пригодится для измерения стенки цилиндра, (не все цилиндры можно снять с блока) И так тестер состоит из самого прибора и отдельно подключенного щупа который излучает сигнал, который проходит через материал.Когда сигнал достигает противоположной стороны материала, сигнал возвращается к датчику, тестер, основываясь на времени, которое потребовалось сигналу для отражения и возврата к датчику, отображает показание толщины.
Щуповые замеры производятся от верха цилиндра до самого низа и по всему диаметру. Особенно важно проверить места, где есть охлаждающие каналы. Возможность измерения толщины стенок цилиндров дает полную картину расточки, если мы хотим значительно увеличить рабочий объем двигателя.Слишком тонкие стенки образуются из-за износа или коррозии со стороны охлаждающих каналов.
Возможность измерения толщины стенок цилиндров дает полную картину расточки, если мы хотим значительно увеличить рабочий объем двигателя.Слишком тонкие стенки образуются из-за износа или коррозии со стороны охлаждающих каналов.
Толщина стенки баллона не может быть тоньше 3мм иначе баллон просто лопнет при работе.
Для двигателей с турбонаддувом минимальная толщина будет несколько больше, все зависит от рабочего давления газа.
Перед использованием звукового тестера его необходимо откалибровать.
Замеры проводятся во всех без исключения цилиндрах, особенно чугунные блоки изначально могут иметь разную толщину стенок.Таким образом можно оценить состояние агрегата и его пригодность к эксплуатации, стоит ли вкладываться в его ремонт и выдержит ли он нагрузку.
Магнитный тестер микротрещин
Применяется только к материалам из чугуна и стали. Процесс испытаний основан на распределении металлического порошка по поверхности металла, обладающего магнитными свойствами. То есть деталь подвергается воздействию магнитного поля, на подозрительный участок с трещиной наносится очень мелкий металлический порошок, и по результатам распределения порошка можно судить о целостности испытуемой детали.
То есть деталь подвергается воздействию магнитного поля, на подозрительный участок с трещиной наносится очень мелкий металлический порошок, и по результатам распределения порошка можно судить о целостности испытуемой детали.
Например, проверим седло клапана на наличие микротрещин, для этого следует очистить поверхность растворителем и тряпкой, ни в коем случае не механически, ножом или наждачной бумагой, это может скрыть трещину и еще больше затруднить ее обнаружение. И так поверхность чистая и сухая, наносим на поверхность седла клапана специальный металлический порошок и подносим магнит, если есть микротрещина то порошок соберется в ней и будет заметно, или наоборот, ее будет распространяться от трещины в зависимости от того, как расположены полюса магнита по отношению к испытуемой детали.Поэтому вращаем магнит относительно поверхности головы
Поиск микротрещин ультрафиолетом
Для диагностики микротрещин используется намагничивание детали, опять же только сталь или чугун и специальная жидкость, которая имеет свойство проникать в мельчайшие трещинки, а также светится под действием ультрафиолетовых лучей.
Для начала деталь заливают раствором, например коленвал, можно так же продиагностировать шатуны.Второй этап – намагничивание детали с помощью специального устройства. После этого в темноте зажигается ультрафиолетовая лампа, любые микротрещины будут показаны ярко светящейся линией. Заключительный этап, после выявления дефекта и его обозначения, заключается в размагничивании детали обратной полярностью и очистке ее от раствора. Не оставляйте детали намагниченными в виде частиц металла, продукты износа от масла в дальнейшем прилипнут к ним и могут повлиять на дальнейшую работу двигателя.
проникающая краска
Этот фотохимический процесс обнаружения микротрещин используется без ультрафиолетового излучения. Применим к любым металлам сталь, железо, медь, алюминий, титан и т.д. Деталь окрашивается специальной краской, так как нет необходимости в магнитном поле, этот процесс можно использовать и для пластиковых деталей.
В набор обычно входят 3 химиката, разбавитель, краска и проявитель.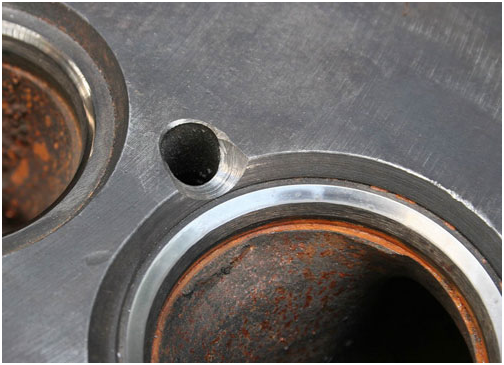 Растворитель подготавливает поверхность путем очистки и обезжиривания.На поверхность детали распыляется проникающая краска. Он просачивается в любые трещины, ямки и дефектные места.
Растворитель подготавливает поверхность путем очистки и обезжиривания.На поверхность детали распыляется проникающая краска. Он просачивается в любые трещины, ямки и дефектные места.
Через некоторое время краска впитывается в деталь и высыхает, наносится специальный проявитель, который вступает в реакцию с краской и становятся хорошо видны участки с повышенной концентрацией краски в местах типа трещин. Существует два типа этих наборов: один позволяет обнаруживать трещины, второй тип может отлично маркировать трещину под воздействием ультрафиолета. Как только трещина обнаружена, тот же растворитель используется для очистки краски.
Деформации основных узлов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые, если их вовремя не устранить, могут привести к необходимости капитального ремонта двигателя. Образование трещин в блоке цилиндров и головке блока цилиндров – одна из самых сложных поломок в автомобиле. Трещины могут возникать из-за удара (например, при аварии), из-за сильного износа или производственного брака. В этой статье мы рассмотрим, как определить, что блок двигателя или ГБЦ треснул, и что с этим можно сделать.
В этой статье мы рассмотрим, как определить, что блок двигателя или ГБЦ треснул, и что с этим можно сделать.
Признаки трещины в блоке цилиндров и ГБЦ
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать как на образование трещин в двигателе, так и на другие неисправности. Чаще всего трещины в блоке цилиндров и ГБЦ обозначают:
- Обычный . Если из-за трещины система перестанет быть герметичной, это приведет к утечке охлаждающей жидкости и постоянному перегреву двигателя.Также такая проблема может возникнуть из-за выгорания или других дефектов;
- Проблемы с работой устройства контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- Не держится давление в расширительном бачке и образуются воздушные пробки;
- Неверные индикаторы. Если стрелка датчика температуры хаотично меняется то вверх, то вниз, это может свидетельствовать о резких скачках температуры самого двигателя во время работы;
- Вибрации двигателя. Один из самых явных признаков трещин в блоке цилиндров. Если двигатель чрезмерно вибрирует или тарахтит, особенно при движении в гору, это может свидетельствовать о наличии микротрещин в блоке цилиндров.
 Один из самых явных признаков трещин в блоке цилиндров. Если двигатель чрезмерно вибрирует или тарахтит, особенно при движении в гору, это может свидетельствовать о наличии микротрещин в блоке цилиндров.
Один из самых явных признаков трещин в блоке цилиндров. Если двигатель чрезмерно вибрирует или тарахтит, особенно при движении в гору, это может свидетельствовать о наличии микротрещин в блоке цилиндров.Как найти трещины в блоке цилиндров
Не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный визуально заметный дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматический обжим;
- Использование ультразвукового сканирования;
- Применение специализированного магниточувствительного оборудования;
- Гидроуправление.
Каждый из этих способов позволяет определить, есть ли микротрещины в блоке цилиндров, и где именно они расположены. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров применяют метод поиска трещин с помощью воды или воздуха.
Суть этого метода проста — в блок цилиндров закачивается вода, и если она просачивается, то в этом месте есть трещина. При использовании воздуха внутрь нагнетается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
При использовании воздуха внутрь нагнетается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Примечание. Для точного определения места трещины можно использовать магниты. Их устанавливают по краям предполагаемого разъема блока цилиндров, после чего пространство между ними заполняют токопроводящими опилками. Если есть трещина, силовые линии магнитного поля разорвутся, и в месте, где находится микротрещина, будут собираться опилки.
Как заделать трещину в блоке цилиндров
В зависимости от степени повреждения можно использовать различные способы ремонта блока цилиндров.Стоит отметить, что в некоторых случаях целесообразнее заменить блок, а не ремонтировать его.
метод сварки
Самый распространенный способ закрытия трещины в блоке цилиндров. В то же время сварка блока цилиндров является довольно сложной работой, так как предполагает строгое соблюдение технологического регламента. Если при сварке будут допущены ошибки, то при работе двигателя шов разойдется и проблема вернется.
Если при сварке будут допущены ошибки, то при работе двигателя шов разойдется и проблема вернется.
При сварке концы трещины на блоке цилиндров изначально засверливаются.Это необходимо сделать, чтобы избежать возможности распространения трещины. Сверление и дальнейшее шлифование осуществляются под углом 90 градусов.
Далее начинается процесс сварки. Для этого блок цилиндров необходимо нагреть до 650 градусов Цельсия, после чего накладывается сплошной шов с использованием чугунно-медного присадочного стержня и флюса. Далее деталь постепенно охлаждают в термошкафу.
Важно: Не охлаждайте деталь резко, иначе это приведет к разрыву шва.
Стоит отметить, что возможна сварка блока цилиндров без его нагрева. Для этого следует использовать электросварку и медные электроды в жестяной обертке. По окончании работы наложенный шов необходимо обезжирить ацетоном или специальными составами. Поверх шва затем нужно нанести шпателем слой эпоксидной пасты. Далее деталь необходимо «высушить», оставив ее при комнатной температуре на 24 часа, чтобы эпоксидка полностью высохла. Заключительный этап – шлифовка обработанного шва.
Заключительный этап – шлифовка обработанного шва.
Метод наложения эпоксидной смолы и стекловолокна
Простой метод, позволяющий устранить мелкие трещины на поверхности блока цилиндров. Метод заключается в создании на поверхности трещины дополнительного слоя из эпоксидной пасты и стекловолокна.
Чтобы заделать трещину таким способом, предварительно нужно хорошо обезжирить поверхность, чтобы нанесенные составы лучше «прижились». Далее поочередно наносится несколько слоев эпоксидной пасты и несколько слоев стеклоткани.Последний слой должен быть эпоксидным.
Метод SEAL-LOCK
Довольно трудоемкий современный способ устранения трещин в блоке цилиндров. Его явным преимуществом является возможность проведения работ без сварки и без демонтажа самого двигателя. Суть метода заключается в заполнении существующих трещин мягким металлом.
Работа выполняется следующим образом:
В отличие от метода ремонта сваркой шва, метод SEAL-LOCK позволяет получить более надежный шов, не восприимчивый к температурным перепадам.
Дефекты, которые быстрее всего проявляются на головке блока цилиндров, — это мельчайшие трещины. Их появление не лучшим образом сказывается на работе блока цилиндров, а значит и двигателя в целом. Какие признаки указывают на появление повреждений головки, как проверить головку блока цилиндров — узнаем в этой статье.
Признаки появления микротрещин на головке БК следующие:
- Вибрация или так называемое троение двигателя при движении автомобиля в гору.Это явление может быть связано с появлением микротрещин. Если охлаждающая жидкость попадет в блок цилиндров, то она обязательно окажется на свечах зажигания. Просто выкрутите одну из свечей, если ее электрод мокрый — попробуйте жидкость на вкус. Если это антифриз или антифриз, то вкус будет слегка сладковатым, а это будет свидетельствовать о том, что антифриз попадает в блок цилиндров через микротрещины в его головке.
- Вспенивание моторного масла также должно вызвать подозрение на наличие микротрещин для проверки ГБЦ. Моторное масло пенится, из-за попадания в него тосола (тосола). При этом уровень охлаждающей жидкости в бачке постоянно снижается, и требует доливки до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель на это тоже реагирует, в теплую погоду — либо понижением температуры, либо ее повышением.
- Антифриз закипает. Чтобы констатировать неисправность ГБЦ, нужно открыть расширительный бачок, долить необходимое количество антифриза и запустить двигатель.Если охлаждающая жидкость практически сразу закипает, значит ГБЦ не работает.
- Моторное масло заканчивается слишком быстро. Если трещина на головке БЦ образовалась возле впускного клапана, то при работающем двигателе масло будет постоянно подсасываться в цилиндр. Если через впускной клапан будет подаваться не масло, а антифриз, то поршни цилиндров станут идеально чистыми – это можно проверить, выкрутив свечи зажигания.
 Моторное масло пенится, из-за попадания в него тосола (тосола). При этом уровень охлаждающей жидкости в бачке постоянно снижается, и требует доливки до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель на это тоже реагирует, в теплую погоду — либо понижением температуры, либо ее повышением.
Моторное масло пенится, из-за попадания в него тосола (тосола). При этом уровень охлаждающей жидкости в бачке постоянно снижается, и требует доливки до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка. Двигатель на это тоже реагирует, в теплую погоду — либо понижением температуры, либо ее повышением.Как проверить головку блока цилиндров
Проверить можно несколькими способами.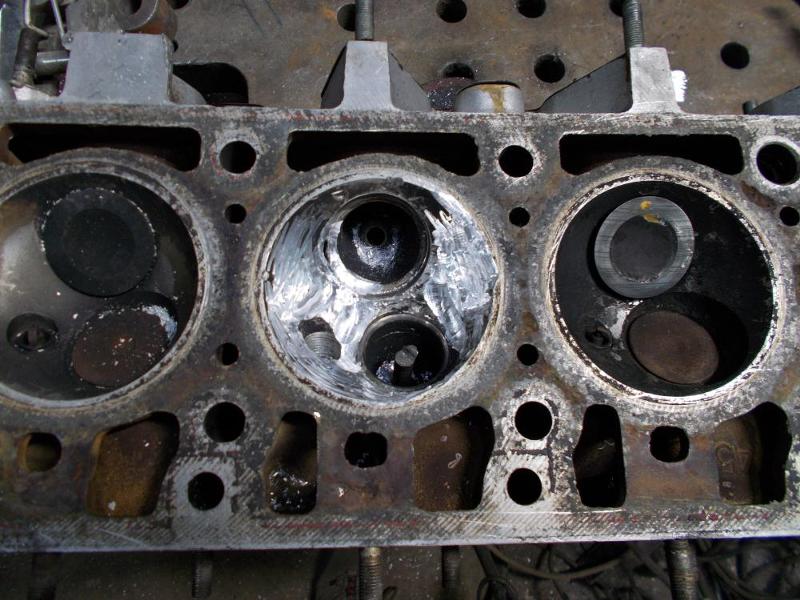 Посмотрите видео ниже.
Посмотрите видео ниже.
Проверка магнитами и металлической стружкой
Это самый быстрый и простой способ проверки ГБЦ. По всей плоскости головки установлены магниты, а сама головка обсыпана металлической стружкой. Стружка начинает двигаться в сторону магнитов, застревая в щелях, мелких углублениях и таким образом делая их заметными для глаза.
Проверка специальной жидкостью
- Промойте плоскость головки любым растворителем.
- Нанесите на вымытую поверхность специальную жидкость и оставьте на несколько минут.
- Как только вы удалите сухой тканью остатки жидкости, дефекты, присутствующие на головке, проявятся.
Испытание под давлением
Давление можно использовать для проверки головки блока цилиндров, погружая ее под воду или не погружая.
Погружение под воду:
- Перед погружением в воду нужно закрыть все каналы головы.Затем поместите головку блока цилиндров в емкость и залейте ее горячей водой.
- Подайте сжатый воздух на контур головки. Если где-то есть крошечные трещинки, то в этом месте появятся пузырьки.

Не погружается в воду:
- Так же, как и в первом случае, закрываем каналы контура головы.
- Приготовьте мыльный раствор и налейте его на крышку головки.
- Подача сжатого воздуха в контур. Микротрещины в ГБЦ можно обнаружить по мыльным пузырям.
Испытание водой
Для проверки головки блока цилиндров вам потребуется заполнить ее водой.
- Плотно закройте все отверстия головки.
- Залить в канал большое количество воды.
- Поднять давление в канале до 0,7 МПа, накачав в него воздух.
- Оставьте головку блока цилиндров на несколько часов. Если по истечении этого времени вода полностью уходит из головки, значит, в детали есть трещины.
Видео: Как проверить ГБЦ на микротрещины
Если видео не отображается, обновите страницу или
Головка блока цилиндров считается очень важным компонентом любого двигателя. внутреннего сгорания. Практически весь кривошипно-шатунный механизм расположен в блоке цилиндров, а головка блока цилиндров служит своеобразным трамплином для размещения отдельных элементов ГРМ. В нем же расположены каналы для смазочных и охлаждающих жидкостей, поэтому любая микротрещина в ГБЦ может привести к печальным последствиям. Ну а микротрещины могут возникать по разным причинам, и самая распространенная – это перегрев.
внутреннего сгорания. Практически весь кривошипно-шатунный механизм расположен в блоке цилиндров, а головка блока цилиндров служит своеобразным трамплином для размещения отдельных элементов ГРМ. В нем же расположены каналы для смазочных и охлаждающих жидкостей, поэтому любая микротрещина в ГБЦ может привести к печальным последствиям. Ну а микротрещины могут возникать по разным причинам, и самая распространенная – это перегрев.
Если срок службы ГБЦ солидный и именно из-за этого она вышла из строя, то можно попробовать отремонтировать ГБЦ.Но можно не мучиться, а купить сразу новую головку, или подобрать б/у, в более-менее рабочем состоянии.
Если после перегрева образовались микротрещины или другие неприятности, то первым делом нужно проверить плоскость ГБЦ — после перегрева она почти всегда деформируется, это касается почти 80 процентов отечественных и иномарок. Категорически запрещается деформированная головка, даже если там не обнаружено микротрещин. Впрочем, даже если ее установить, на таком двигателе далеко не уедешь — прокладку толком прижать не получится, поэтому из-под ГБЦ будет постоянно сочиться охлаждающая жидкость и масло, а через какое-то время и вовсе полностью выгорать, чтобы выхлопные газы выходили не из трубы, а под капот автомобиля.
Еще одной распространенной проблемой, возникающей из-за перегрева и влекущей за собой необходимость ремонта двигателя, является образование микротрещин. Но это больше про дизели. Микротрещина в ГБЦ обычно возникает между клапанами, либо между отверстием форсунки и седлом клапана. Зачастую такую микротрещину невозможно обнаружить при визуальном осмотре, поэтому при проверке головки эти места необходимо тщательно осмотреть, предварительно как следует очистив поверхность от нагара.Можно провести ногтем по поверхности ГБЦ — если там есть трещина, то ноготь за нее зацепится, даже если ее не видно.
Еще один признак наличия микротрещины в головке блока цилиндров можно обнаружить при работающем двигателе. Нужно просто открыть пробку радиатора и заглянуть внутрь – если есть микротрещина, то в радиаторе будут видны пузырьки воздуха. Газы в камере сгорания в момент сжатия подвергаются огромному давлению, благодаря чему просачиваются через микротрещину и попадают в магистраль охлаждающей жидкости, а оттуда в радиатор. Казалось бы, ничего страшного в этом нет, но если газов слишком много, это может сказаться на качестве охлаждения и, как следствие, двигатель все равно будет перегреваться.
Казалось бы, ничего страшного в этом нет, но если газов слишком много, это может сказаться на качестве охлаждения и, как следствие, двигатель все равно будет перегреваться.
Но есть хороший момент — ремонту подлежат любые микротрещины, так что не стоит отчаиваться. Главное вовремя обнаружить, пока процесс не зашел слишком далеко, а потом сразу же ехать на СТО.
Как проверить ГБЦ на наличие микротрещин. Как проверить герметичность клапанов? Устраняем течь клапанов своими руками! Нужно ли протягивать ГБЦ после замены прокладки
Прокладка ГБЦ обеспечивает герметичность блока и гарантирует одностороннее поступление газовоздушной смеси в камеру.В рабочем состоянии он также способствует нормальному смешиванию охлаждающей жидкости, топлива и масла. Пробой прокладки приводит к ряду негативных изменений, связанных как с работой двигателя, так и с функциями других важных механизмов. В данной статье описаны причины и признаки пробитой прокладки ГБЦ, правила диагностики и меры, которые необходимо предпринять при обнаружении поломки.
Как выглядит перфорированная прокладка головки блока цилиндров?
Чаще всего пробивает прокладку ГБЦ из-за перегрева во время эксплуатации автомобиля.Высокие температуры могут привести к тому, что крышка «потеряет» свое рабочее положение. Из-за этого нарушается плотность прилегания к крышке ГБЦ и происходит разгерметизация. Изменение формы при перегреве характерно для алюминиевых крышек. Чугунные крышки такой «болезнью» не страдают, так как устойчивы к высокотемпературному воздействию. Они могут только треснуть, но это случается очень редко. Изменения геометрии из-за перегрева случаются и с железоасбестовыми прокладками ГБЦ.
Неправильная затяжка болтов также может привести к выходу из строя прокладки. Причём плохо влияет, как слишком слабая, так и слишком сильная затяжка. В первом случае из блока вытекают выхлопные газы (а они же губительно воздействуют на саму прокладку, сокращая срок ее службы). Слишком сильное затягивание болтов может привести к повреждению материала прокладки.
Предельная точность при затяжке достигается динамометром и соблюдением порядка затяжки болтов. Подробную информацию по этим вопросам следует найти в руководстве пользователя.
На большинстве автомобилей сначала затягивайте центральные болты, а затем остальные. При этом важно соблюдать поэтапность закручивания. Например, сначала все крепления прижимаются до 3 кгс, затем (опять же от центрального к крайним) — до 6 кгс, следующий виток — до 9 кгс.
Признаки пробитой прокладки ГБЦ
Пробитая прокладка головки блока цилиндров может проявляться множеством признаков и симптомов. Ниже мы рассмотрим самые распространенные из них:
Одним из наиболее явных признаков перегрева двигателя является конденсат на его поверхности.Однако прогар или пробой прокладки ГБЦ – лишь одна из многих причин данной неисправности.
Как проверить прокладку ГБЦ
Для проверки прокладки ГБЦ не требуется специального оборудования или большого опыта автомеханика. Процедура включает:
Процедура включает:
Что делать при пробое прокладки ГБЦ
Наличие перфорированной прокладки ГБЦ не мешает управлять автомобилем, однако делать это крайне нежелательно, т.к. это нарушает работу других функциональных блоков и механизмов, а детали быстрее изнашиваются.По сравнению с другими рабочими частями машины прокладка стоит недорого, а ее замена не занимает много времени. Однако ремонт в мастерской может обойтись дороже, чем покупка самой детали:
- Если при снятии ГБЦ специалисты обнаружат, что болты крепления не соответствуют эксплуатационным характеристикам из-за того, что их «повело», то их также придется заменить. Иногда болты приходится срывать грубо — нарушение геометрии прокладки не позволяет их аккуратно выкрутить.Кроме того, на современных автомобилях часто устанавливаются болты, работающие на пределе текучести, и менять их приходится после снятия ГБЦ.
- Если деформация прокладки привела к перекосу плоскости ГБЦ (такое случается редко), нужна шлифовка. Эта работа выполняется на специальном оборудовании и требует дополнительных затрат. Следует учитывать, что после шлифовки необходимо купить новую прокладку с учетом снятого слоя металла.
 Эта работа выполняется на специальном оборудовании и требует дополнительных затрат. Следует учитывать, что после шлифовки необходимо купить новую прокладку с учетом снятого слоя металла.
Эта работа выполняется на специальном оборудовании и требует дополнительных затрат. Следует учитывать, что после шлифовки необходимо купить новую прокладку с учетом снятого слоя металла.При замене прокладки ГБЦ своими руками необходимо качественно очистить снятую головку от накипи, нагара, потеков и кусков демонтированной прокладки. Затем с помощью измерительной линейки проверяют плоскость головки – перепад по поверхности не должен быть более 1 мм, иначе придется отдавать деталь на шлифовку. Толстое стекло (толщиной 5 мм и более) также подходит для проверки плоскостности. После укладки на поверхность промасленной головки капли становятся видны как воздушные пятна.
Вам потребуется
- — металлическая линейка,
- — отрезок транспортерной ленты — 1 м,
- — компрессор,
- — отрезок оргстекла — в соответствии с размерами ГБЦ,
- — хомуты — 4-6 шт.
Инструкция
Одним из самых неприятных моментов для автолюбителя является явление открытия пробки расширительного бачка, сопровождающееся кратковременным выбросом, не говоря уже о постоянном ее выдавливании при длительном закипании, хотя двигатель температура не достигла критической отметки. Этот фактор однозначно указывает на проникновение газов в водяную рубашку системы.
Этот фактор однозначно указывает на проникновение газов в водяную рубашку системы.
Для досконального выяснения причины данной неисправности головка блока цилиндров демонтируется с двигателя и ставится на верстак. После чего он полностью разбирается, вплоть до снятия с него газораспределительного механизма.
Очищенную поверхность головки проверяют на перекосы краем металлической линейки. Приложив линейку сверху по длине головки, передвигайте ее руками от одного края к другому, при этом внимательно наблюдая за нижним краем линейки и плоскостью головки блока цилиндров.Любые зазоры, обнаруженные в этот момент, указывают на то, что головка ведет себя, как правило, из-за перегрева двигателя.
Для выявления микротрещин в исследуемой детали двигателя потребуется изготовить подобие прокладки головки блока из куска транспортерной ленты, с той лишь разницей, что в ней вырезаны только отверстия для камеры сгорания.
Затем на рабочую поверхность ГБЦ накладывается изготовленная прокладка, поверх нее укладывается органическое стекло, вырезанное по форме головки, и весь этот «сэндвич» сжимается струбцинами. После этого в месте, предназначенном для крепления насоса, наглухо заделывают отверстия, а на штуцер выхода отопителя надевают шланг, подсоединенный к воздушному компрессору.
После этого в месте, предназначенном для крепления насоса, наглухо заделывают отверстия, а на штуцер выхода отопителя надевают шланг, подсоединенный к воздушному компрессору.
Подготовленную таким образом головку помещают в ванну с чистой водой. Затем включают компрессор и в водяную рубашку проверяемой детали нагнетают сжатый воздух, в пределах 1,6 атмосферы. На этом этапе головка блока цилиндров находится под давлением. Любые пузырьки воздуха укажут, где в головке образовалась трещина.
Источники:
- Снятие и установка ГБЦ
Ремонтные работы, связанные с двигателем, являются одной из услуг, предоставляемых мастерами мастерской. Для этого они оборудованы всем необходимым. Часто среди неисправностей встречаются поломки, ремонт которых требует нестандартных подходов. Среди них трещины в корпусе двигателя. Поэтому рекомендуется поручать решение этой проблемы только опытным специалистам.
Существует несколько факторов, способствующих образованию трещин. В первую очередь это механические повреждения в результате аварии или удара (например: неудачный демонтаж, падение двигателя). Кроме того, перепады температур приводят к появлению дефектов. Это происходит при замерзании охлаждающей жидкости. Бывает, что трещины образуются со временем, от износа металла.
В первую очередь это механические повреждения в результате аварии или удара (например: неудачный демонтаж, падение двигателя). Кроме того, перепады температур приводят к появлению дефектов. Это происходит при замерзании охлаждающей жидкости. Бывает, что трещины образуются со временем, от износа металла.
Рассматривая проблему трещин, необходимо иметь в виду, что они могут быть как визуально обнаруживаемыми, так и невидимыми (микротрещины).Первые обнаружить несложно, а выявить вторые можно несколькими способами, делается это с помощью специального оборудования.
Первый способ — звуковой тестер. Его работа основана на принципе различия скорости отражения звуковой волны от поверхностей разной структуры и толщины. Это дает возможность оценить размеры стенок цилиндров и целостность стенок «рубашки».
Следующий способ — магнитным тестером.В этом случае на проверяемую деталь наносится металлический порошок, после чего она намагничивается. По рисунку, сформированному порошком, можно определить, есть ли какие-либо повреждения на тестируемой поверхности.
Другой способ обнаружения микротрещин – ультрафиолетовое излучение. Для этого исследуемая поверхность покрывается специальным раствором, после чего намагничивается. Затем в темноте включается ультрафиолетовая лампа. В результате микротрещины будут определяться контрастными линиями.
Другим методом является фотохимический процесс, при котором микротрещины обнаруживаются с помощью проникающей краски. Он включает в себя три этапа обработки проверяемой детали: растворителем, специальной краской и проявителем. После этого трещины становятся видны невооруженным глазом. Поиск микротрещин на некоторых СТО мастера осуществляют на специальных стендах, используя нагнетание воздуха под высоким давлением.
Ну а проще всего растереть сланцевый порошок на исследуемой поверхности, и любая трещина сразу появится.
В зависимости от структуры контролируемой поверхности и доступности к ней профессиональные механики выбирают оптимальный метод обнаружения микротрещин.
Головка блока цилиндров является основным узлом силового агрегата автомобиля.
 Появление проблем в его работе приведет к серьезным последствиям, вплоть до отказа двигателя и невозможности эксплуатации автомобиля. О том, как определить микротрещину в ГБЦ и как самостоятельно устранить неисправность, будет рассказано ниже.
Появление проблем в его работе приведет к серьезным последствиям, вплоть до отказа двигателя и невозможности эксплуатации автомобиля. О том, как определить микротрещину в ГБЦ и как самостоятельно устранить неисправность, будет рассказано ниже.[Скрыть]
Причины
Определить микротрещину в головке блока цилиндров непросто. Перед диагностикой появления проблем рекомендуем разобраться в причинах, по которым может треснуть головка блока цилиндров.
Превышение допустимого перепада температур
Зачастую трещины и дефекты ГБЦ появляются в результате нарушения процесса сгорания топливовоздушной смеси в камере. Это может произойти из-за некорректной работы топливной составляющей или неправильно установленного зажигания.Такие проблемы приведут к повышению температуры двигателя на 200 и более градусов по сравнению с номинальной. В результате на самых тонких стенках головки блока появятся микротрещины. Это отверстия под форсунки, стаканы форсунок и т.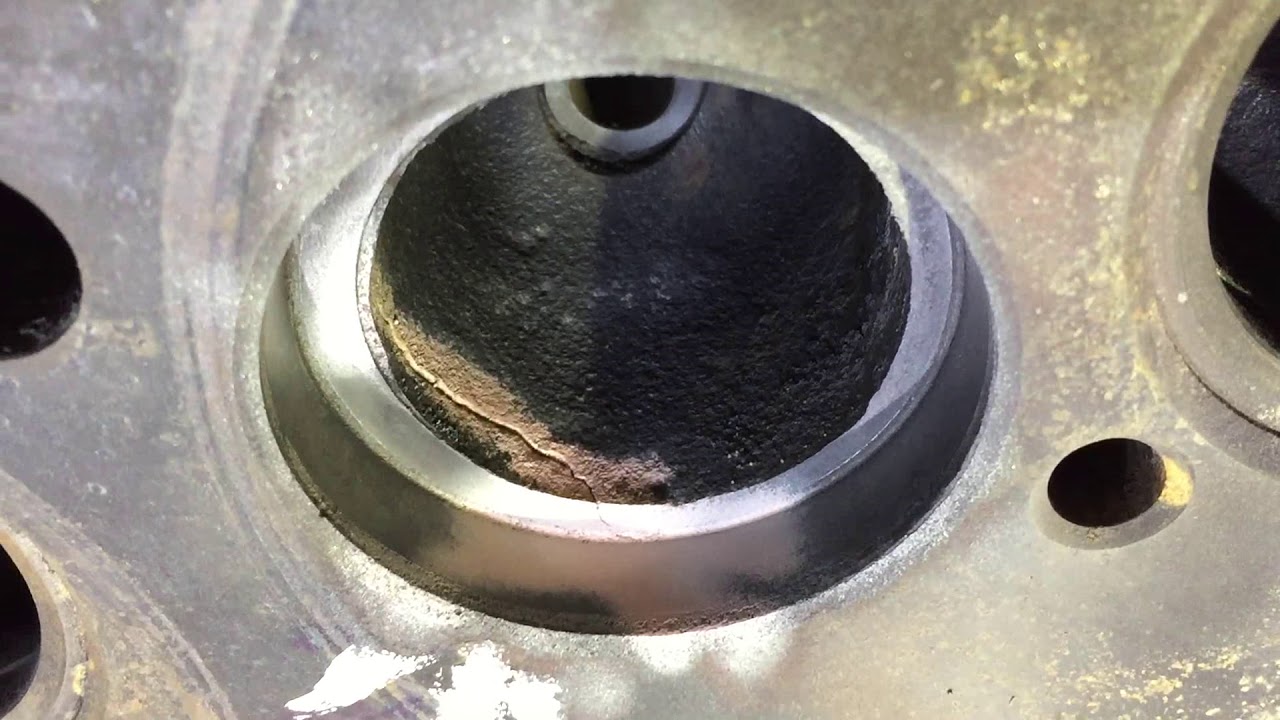 д.
д.
«Искусственное» механическое воздействие
В ГБЦ 406 или другой головке блока проблема может быть из-за механического воздействия. Например, отверстие седла клапана разорвется рядом с седлом форсунки. Это происходит в результате сужения самого сопла.В этот момент толщина металла головки не более 2 мм. Выявить такие микротрещины возможно, но их ремонт обычно нецелесообразен.
Проблем такого рода можно избежать, если учесть следующие нюансы:
- Перед установкой новые шайбы следует прогреть на плите или над газом. Детали нагревают до посинения лица, после чего опускают в холодную воду и охлаждают. Это сделает шайбы мягкими.
- Медные шайбы или другие ранее использовавшиеся уплотнения нельзя размещать под форсунками.
- Перед установкой новых шайб проверьте их состояние с помощью магнита. Есть возможность покупки омедненных деталей.
- После учета этих моментов форсунка может быть затянута, при этом важно соблюдать нормы, установленные производителем автомобиля. Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалисту.
 Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалисту.
Если эти действия не помогли добиться герметичности, рекомендуется обратиться к специалисту.Появление микротрещин в головке блока цилиндров автомобиля ВАЗ или другого автомобиля часто обусловлено установкой направляющих втулок в тонкостенные головки.При установке необходимо тщательно проверить размеры наружного диаметра втулки, а также размеры отверстия для ее фиксации. Технологию установки нарушать нельзя — в нагретую головку блока запрессовываются втулки, охлаждаемые жидким азотом. Несоблюдение этого правила приведет к радиальным дефектам от наружного диаметра направляющей втулки.
Заводской брак
Необходимость определения повреждений головки блока возникает из-за производственного брака.Сама ГБЦ имеет сложную конфигурацию, а стенки в ней отличаются разной толщиной. При изготовлении могут быть допущены ошибки, которые приведут к непробитию металла в определенных местах и нарушению его структуры. В результате это приводит к появлению мелких пустот и повышенной скорости образования в них ржавчины.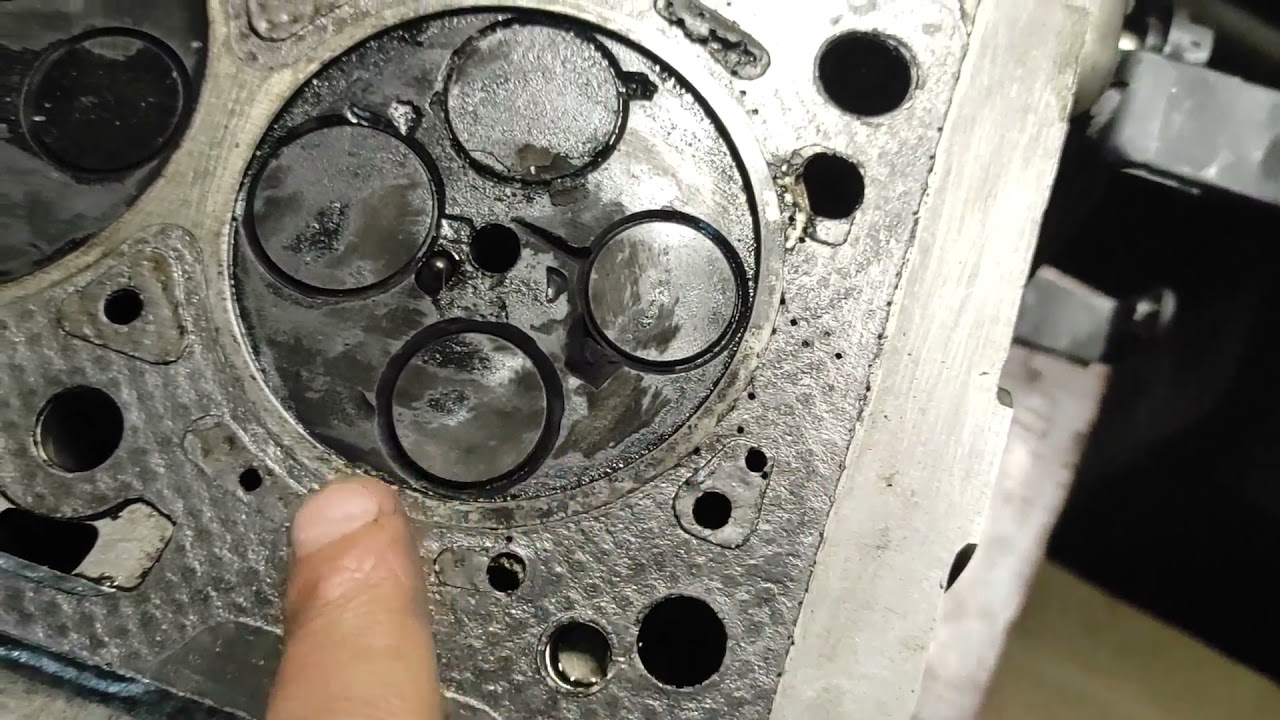 При последующей эксплуатации поверхности водяной рубашки и камеры сгорания будут стыковаться или трескаться из-за сильного ослабления в тонких участках.
При последующей эксплуатации поверхности водяной рубашки и камеры сгорания будут стыковаться или трескаться из-за сильного ослабления в тонких участках.
При нарушении структуры металла межмолекулярные связи ГБЦ будут сильно ослаблены. Это сделает материал более хрупким, что приведет к дефектам. На практике неисправности такого рода обычно обнаруживаются в перемычках между седлом и отверстиями сопла. В каналах за клапанами появляются трещины.
Типичные места образования трещин в головке блока цилиндров
Определение микротрещины в головке блока цилиндров является сложной задачей для опытного специалиста.Ведь порча не образуется в одном и том же месте. Впрочем, найти их на самом деле не так уж и сложно. Особенно, если у вас есть список мест, которые можно увидеть визуально:
- Между клапанами двигателя. Дефект будет виден сразу. Обычно он появляется под соседними седлами клапанов.
- В дизельных силовых агрегатах микротрещины могут идти от клапана к форкамере. Найти такой изъян несложно, а вот увидеть проблематично, так как он появляется прямо под форкамерой и не выходит наружу.
- Между клапанами и плунжерами часто образуются трещины. Увидеть такую неисправность можно без проблем.
- Иногда под направляющими клапанов образуются повреждения. Ошибка здесь не видна. В клапанном канале достаточно темно, а сам дефект обычно прикрыт направляющей втулкой. Поэтому визуальная диагностика здесь не подходит.
 Найти такой изъян несложно, а вот увидеть проблематично, так как он появляется прямо под форкамерой и не выходит наружу.
Найти такой изъян несложно, а вот увидеть проблематично, так как он появляется прямо под форкамерой и не выходит наружу.Признаки трещин
Выявление повреждений корпуса головки блока цилиндров можно проводить в соответствии с симптомами.Рассмотрим подробно симптомы, которые позволят проверить и определить наличие микротрещин.
Масляная система
Первым признаком является смешивание моторной и охлаждающей жидкостей. В результате в силовом агрегате образуется эмульсия. На поверхности масла появляется белая пена. В расширительном бачке охлаждающей жидкости образуется пленка смазки. Эти же признаки свидетельствуют о повреждении прокладки головки блока цилиндров.
Утечка жидкости через трещину в головке блока цилиндров
Впускной канал
При появлении трещин в головке блока охлаждающая жидкость будет поступать во впуск.Из-за этого поршни силового агрегата будут вымыты практически до блеска. Их можно увидеть, заглянув в свечное отверстие. При попадании антифриза во впускной канал из глушителя пойдет белый дым. Но этот признак наблюдается не всегда.
Выпускной канал
Если в выпускном отверстии появится трещина, хладагент будет проходить по трубе в виде пара. После прогрева и ранее силовой агрегат будет выпускать пар, но визуально увидеть это не удастся.Расходный материал выходит из расширительного бачка. От выхлопных газов запаха не будет.
Камера сгорания
Через появившийся дефект часть расходного материала попадет в камеру сгорания, но его объем обычно незначителен. Это связано с большой разницей в давлении. Во время работы двигателя происходит сгорание топливовоздушной смеси. Это способствует развитию высокого давления. Это приведет к попаданию выхлопных газов в систему охлаждения.В результате давление будет выше.
Это способствует развитию высокого давления. Это приведет к попаданию выхлопных газов в систему охлаждения.В результате давление будет выше.
Это увеличит объем магистралей системы охлаждения. А из расширительного бачка начнет исходить запах выхлопных газов. Пока в системе охлаждения высокое давление, расходный материал может попасть в камеру сгорания. Произойдет разрежение и подсос воздуха. В результате большой разницы давлений охлаждающая жидкость поступает в камеру сгорания. Основной симптом – очищенные поршни, запах в расширительном бачке, увеличение объема шлангов.В этом случае радиатор системы отопления будет холодным из-за появления в нем воздушной пробки.
Как проверить?
Перед ремонтом или заменой ГБЦ ее необходимо проверить. Ниже мы рассмотрим методы, которые позволят выявить наличие повреждений ГБЦ в домашних условиях. Видео о диагностике ГБЦ на микротрещины снял канал Ремонт Гидравлика.
Магнитопорошковая диагностика
Этот метод является самым быстрым способом выявления дефектов.Суть метода заключается в установке магнитов со всех сторон ГБЦ. После их установки головку блока следует посыпать металлической стружкой. Это заставит его двигаться к магнитам. А на дефектах останутся сколы, что позволит выявить повреждения.
Испытание под давлением
Существует несколько способов обнаружения трещины в головке блока цилиндров: погружать головку под воду или нет. Метод диагностики погружением ГБЦ:
- Снять ГБЦ с двигателя.Процесс снятия описывать не будем, так как он индивидуален для каждого автомобиля.
- Плотно закройте все петлевые каналы в верхней части устройства.
- Погрузите головку блока в контейнер. Налейте в нее горячую воду. Емкость должна быть большой, чтобы головка блока цилиндров была полностью погружена в нее.
- Затем подайте сжатый воздух в контур устройства. В месте, где появились пузыри, имеются дефекты и трещины.
Головку блока цилиндров погружать в воду не нужно:
- Надежно закройте все каналы контура устройства.
- Приготовьте мыльный раствор, смешав мыло и воду.
- Залить полученным раствором плоскость крышки ГБЦ.
- Подача сжатого воздуха в контур. В месте появления мыльных пузырей есть микротрещины. Видео о диагностике ГБЦ под давлением снял Павел Шилин.
Испытание водой
Этот метод проводится с водой. Только ГБЦ в него опускать не нужно, жидкость заливается прямо внутрь.Для диагностики нужен насос:
- Плотно закрыть все отверстия.
- Залить жидкость в канал устройства.
- Возьмите насос и накачайте воздух в канал. Желательно, чтобы прибор был оснащен манометром. Давление подачи воздуха должно быть не менее 0,7 МПа.
- После этого ГБЦ должна постоять 2-3 часа. Если из него уходит вода, это говорит о наличии микротрещин на корпусе. Соответственно, потребуется более детальная диагностика и ремонт.
Диагностика жидкостью
Как проверить ГБЦ на наличие микротрещин с помощью красящей жидкости:
- Сначала поверхность прибора необходимо полностью промыть. Для очистки используйте ацетон или другой растворитель. Также можно использовать керосин.
- После этого нужно приготовить красящую жидкость. Его наносят на поверхность головки блока, затем выжидают 3-5 минут.
- Затем нужно тряпкой смыть остатки жидкости. Нужно смотреть на корпус ГБЦ — если есть трещины, то видны повреждения.
Ремонт повреждений своими руками
Серьезной проблемой является появление дефектов на головке блока цилиндров двигателя. Но это можно решить, если повреждение незначительное.
Когда нужна замена?
Замена ГБЦ необходима при серьезных повреждениях. Если трещины большие и не подлежат ремонту, то ГБЦ подлежит замене. Но перед этим можно попробовать отремонтировать устройство.
Подготовка головки к сварке
Очистка поверхности для ремонта ГБЦ силового агрегата
Перед сваркой дефект должен быть отделен.С помощью фрезерного станка металл на конструкции ГБЦ сверлится по длине повреждения. В результате у вас должна получиться канавка, глубина которой будет 6-8 мм. Его ширина должна быть примерно одинаковой. Что касается формы, то ее лучше сделать клиновидной, это позволит эффективнее варить металл. Чтобы вырезать щели между седлами, их необходимо демонтировать, а затем вырезать.
Когда процесс подготовки завершен, ГБЦ силового агрегата нагревают до температуры около 230 градусов, но не более 250.В противном случае устройство может повести. Нагрев производится для уменьшения напряжения в стали, возникающего при сварке. Для выполнения этой задачи целесообразно использовать духовку или горелку. Не допускается использование паяльной лампы, так как она быстро перегреет конструкцию.
Сварка ГБЦ
Процесс сварки осуществляется следующим образом:
- Подготавливается металлическая деталь, соответствующая размерам повреждения головки блока.
- Процедура сварки осуществляется с помощью газовой установки.Также у вас должны быть под рукой наполнители. Практика показывает, что наилучший эффект дает аргонно-дуговая сварка. Подключите землю к конструкции устройства. Необходимо обеспечить горение дуги между головкой блока цилиндров и электродом, сюда же поместите вырезанную металлическую деталь, используемую для заделки дефекта. Процесс сварки головки блока силового агрегата сваркой подробно описан в видео (автор — YouTube канал YouTube).
После завершения процесса рабочая поверхность должна быть очищена и обжата.При отсутствии повреждений на плоскости, которая будет примыкать к головке блока цилиндров, необходимо произвести фрезерование. Необходимо следить за тем, чтобы поверхность была максимально ровной.
Альтернативные методы
Существуют альтернативные методы ремонта головки блока цилиндров. Рассмотрим их подробно.
Эпоксидная паста
При использовании этого метода головку блока цилиндров необходимо зачистить с обеих сторон. Для этого используется металлическая щетка. В месте повреждения необходимо просверлить отверстия диаметром 3-4 мм.В них нарезаются нитки. Заглушки из меди или алюминия вкручиваются заподлицо. Повреждение необходимо обработать по всему периметру стамеской или абразивным кругом. Инструмент используют под углом от 60 до 90 градусов, глубина должна быть не более 70% толщины стенки.
- Зубилом вокруг повреждения делаются насечки. Их делают стамеской на расстоянии до 3 см, это обеспечит шероховатость поверхности. Самолет обезжиривается; для этого используется топливо или ацетон.
- Готовится эпоксидная паста. С помощью шпателя нанесите первый слой вещества и сразу второй, толщина каждого должна быть не менее 2 мм.
После этого ждать сутки, не более 28 часов. За это время вещество затвердеет. Если вы хотите добиться быстрого эффекта, конструкцию ГБЦ можно нагреть до 100 градусов. Тогда на застывание уйдет три часа. Когда головка блока будет готова, ее поверхность следует зачистить напильником.
Сверление отверстий вокруг повреждения в головке блока
Эпоксидная паста и заплата из стекловолокна
Толщина заплаты 3 мм. Процесс приготовления осуществляется так же, как и в вышеописанном способе. Отличие в том, что на каждый слой вещества необходимо накладывать заплатку из стекловолокна. Заранее пропитывается пастой, для лучшей фиксации прокатывается валиком. Общее расстояние от крайней части заплаты до края повреждения или дефекта должно быть не менее 15 мм.После фиксации укладывается следующий слой. Он должен перекрывать установленную ранее заплатку не менее чем на 10 мм с каждой стороны. Допускается не более восьми слоев. После установки последней поверхность покрывается пастой.
Позиционирование штифтов
- Для их установки на концах повреждения на головке блока цилиндров силового агрегата сверлятся отверстия диаметром 4-5 мм. С каждой стороны дефекта.
- Сверлом того же диаметра просверливают отверстия по всей длине повреждения.Расстояние между ними будет 7-8 мм.
- Нарезана резьба и установлены медные стержни. Глубина их установки соответствует толщине поверхности стенки ГБЦ. После установки веточки следует обрезать ножовкой. Концы оставляют на 2 мм выше плоскости головки блока.
- На следующем этапе просверливаются отверстия между установленными штифтами. Они должны перекрывать предыдущие на 1/4 диаметра.
- Выполнена резьба, установлены и обрезаны стержни.В итоге у вас получится полоска из штифтов, вкрученных друг в друга.
- Концы веточек забивают молотком, удары не сильные. Это проколет булавки и сделает большой шов. Для надежности поверхность покрыта эпоксидной смолой.
- По окончании ремонта ГБЦ герметизируется.
Фотогалерея
Фотографии микротрещин представлены ниже.
Видео «Ремонт трещин ГБЦ своими руками»
На примере автомобиля Nissan Sunny 1991 года ознакомьтесь с процессом ремонта повреждений и дефектов ГБЦ силового агрегата (материал снят и опубликован Русская Смекалка, канал l Русская смекалка).
Была ли эта статья полезной?
Спасибо за ваше мнение!
Статья была полезнаПоделитесь информацией с друзьями
Оцените пользу статьи:
Комментарии и обратная связь
Анатолий
Александр
Avtodvig специалист
Avtodvig специалист
Avtodvig специалист
Avtodvig специалист
Александр
Александр
Владимир
ВИЗУАЛЬНЫЙ КОНТРОЛЬ
После полной очистки деталей необходимо осмотреть их на наличие дефектов.Увеличительное стекло помогает обнаружить мелкие дефекты. Наиболее ответственные детали следует проверять на наличие трещин с помощью специальных магнитных и проникающих дефектоскопов. Внутренние детали, такие как поршни, шатуны и коленчатые валы, должны быть заменены при наличии трещин. Трещины в блоке цилиндров и головке цилиндров часто поддаются ремонту. Технологии ремонта таких дефектов описаны в следующих разделах (рис. 10.10).
Рис. 10.10. Для проверки того, что метка на стенке цилиндра является трещиной, в рубашку охлаждения подавался сжатый воздух и на поверхность цилиндра наносился мыльный раствор.Пузырьки воздуха подтвердили, что метка на стенке цилиндра, несомненно, трещина
.МАГНИТНАЯ ДЕФЕКТОСКОПИЯ
Метод проверки на наличие трещин с помощью магнитного поля имеет общее название — магнитопорошковая дефектоскопия. Трещины в блоке цилиндров, головке блока цилиндров, коленчатом валу и других деталях зачастую невозможно обнаружить при визуальном осмотре. Именно по этой причине на ремонтных предприятиях и моторостроительных заводах широко применяются специальные методы проверки на наличие трещин во всех ответственных деталях двигателя.
Метод контроля магнитным полем чаще всего используется для контроля деталей из стали и чугуна. Металлическая часть двигателя (например, чугунная ГБЦ) вводится в магнитное поле, создаваемое мощным электромагнитом. Силовые линии магнитного поля легко проникают в чугун. Концентрация силовых линий магнитного поля увеличивается на краях трещины. На поверхность проверяемой детали напыляют мелкодисперсный железный порошок, который скапливается в том месте, где концентрация силовых линий магнитного поля выше – по краям трещины (рис.10.11-10.14).
Рис. 10.11. Эта трещина в блоке старого Ford 289 V-8, по-видимому, была сделана автомехаником, который слишком сильно пытался выкрутить пробку из блока. Ему бы перед этим прогреть свечу и пропитать резьбу парафином — не только для того, чтобы облегчить себе работу, но и для того, чтобы уберечь двигатель от поломки
Рис. 10.12. Магнитопорошковая дефектоскопия на крупном ремонтном предприятии
Рис.10.13. Легкий железный порошок концентрируется по краям трещин. На этом фото видна трещина в седле выпускного клапана, обнаруженная при проверке ГБЦ.
КОНТРОЛЬ ПРОНИКАЮЩЕГО КРАСИТЕЛЯ
Капиллярная дефектоскопия применяется для дефектоскопии поршней и других деталей из алюминия или другого немагнитного материала. Сначала на исследуемую поверхность распыляют темно-красный проникающий краситель. После очистки на проверяемую поверхность распыляют белый порошок.Если есть трещина, сквозь белый слой в месте дефекта проступит след красителя. Хотя этот метод применим и для контроля деталей из чугуна и стали (магнитных материалов), его обычно применяют для контроля только изделий из немагнитных материалов, так как магнитные методы дефектоскопии для их контроля непригодны.
ФЛУОРЕСЦЕНТНЫЙ КОНТРОЛЬ ПРОНИКНОВЕНИЯ
Флуоресцентный проникающий состав светится при облучении ультрафиолетовыми лучами.Этот метод применим для контроля деталей из стали, чугуна и алюминия. Общепринятое название этого метода — Zyglo, — торговая марка корпорации Magnaflux. Под действием УФ-излучения на местах трещин появляются яркие линии.
Рис. 10.14 … Устройство магнитопорошковой дефектоскопии (а). Так выглядит трещина в стенке цилиндра после нанесения на стенку мелкого железного порошка. (опубликовано с любезного разрешения компании George Olcott) (b)
РЕГУЛЯТОР ВЫСОКОГО ДАВЛЕНИЯ
Головки цилиндров и блоки цилиндров часто проверяют на наличие утечек йода под давлением сжатого воздуха.Все каналы охлаждения герметизируются резиновыми пробками или прокладками, а сжатый воздух от компрессора подается в водяную рубашку (рубашки). Испытываемая головка цилиндра или блок погружаются в воду, и пузырьки воздуха указывают на наличие утечек. Для более точных результатов контроля вода должна быть горячей. Горячая вода расширяет отливку примерно так же, как и при работающем двигателе.
Рис. 10.15. Контроль высокого давления блока цилиндров двигателя Chevrolet V-8 с помощью горячей воды. Головки цилиндров также испытываются под давлением на аналогичном оборудовании.Горячая вода расширяет металлические детали, и небольшие утечки обнаруживаются легче, чем при использовании холодной воды для регулирования высокого давления
Альтернативным методом является пропускание горячей воды с растворенным в ней красителем через цилиндр или блок. Вытекшая вода указывает на местонахождение трещин.
Дефектоскопия Трещины
Ил. 19.1. Для проверки чугунной головки блока цилиндров на наличие трещин используется мощный электромагнит. Головка блока цилиндров должна быть тщательно очищена и помещена на рабочий стол с хорошими условиями для наблюдения
Ил.19.2. Электромагнит включается выключателем, расположенным в верхней части его корпуса, и между полюсами магнита распыляется мелкий железный порошок. Концентрация магнитных силовых линий на краях трещины выше, и в этом месте, вокруг трещины, концентрация железного порошка также будет выше
Ил. 19.3. Особенно тщательно проверьте участки вокруг и между седлами клапанов.
Ил. 19.4. В этой ГБЦ трещины распространяются от двух седел клапанов.Эту головку придется либо заменить, либо отремонтировать.
Проверка герметичности клапанов — важное мероприятие, так как от него во многом зависит плотность прилегания впускных и выпускных клапанов к седлам. Сегодня вы узнаете как проверить герметичность клапанов, и как притереть клапана в домашних условиях с помощью специальных щупов и набора принадлежностей.
Без правильной и слаженной работы ГРМ (газораспределительного механизма) бесперебойная работа двигателя невозможна, необходимо понимать и своевременно выявлять все имеющиеся проблемы в работе этой системы.Ключевую роль в ГРМ играют клапан впускной и выпускной, как уже понятно из названия, допускают одни выпускные, а другие… Герметичность клапанов важный момент, на который, как уже было сказано выше, зависит многое, иначе в камере сгорания не будет создано нужное давление и работа ДВС будет малоэффективна, а возможно и вовсе невозможна.
Для проверки герметичности клапана необходимо иметь:
- Широкую слесарную линейку или специальный шаблон;
- Паста для притирки;
- Керосин;
- Специальное приспособление для притирки клапанов.
Как проверить герметичность клапанов?
Проверить герметичность клапана и седла следующим образом:
1. Снять головку блока цилиндров (ГБЦ).
2. Головка блока цилиндров и корпус подшипника очищаются от грязи, нагара и других масляных отложений.
4. После осмотра рабочих поверхностей корпусов подшипников, подшипников распределительных валов, а также стенок посадочных отверстий гидротолкателей на них не должно быть следов наплывов металла или задиров.
5. Направляющие и седла клапанов должны плотно прилегать и прилегать к корпусу ГБЦ. На седлах и клапанах не должно быть трещин и следов пригара.
6. С помощью шаблона сделать проверку плоскостности ГБЦ, при отсутствии таковой, это можно сделать с помощью широкой слесарной линейки. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте наличие зазора между головкой блока цилиндров и краем линейки. Как правило, его можно увидеть в центре или по краям.Измерьте зазор с обеих сторон с помощью плоских щупов, максимально допустимый зазор составляет 0,1 мм. Если получится больше, потребуется фрезеровать привалочную плоскость или заменить ее полностью.
7. Далее необходимо проверить герметичность ГБЦ … Для проведения такой проверки необходимо перекрыть окошко подачи к термостату на торцевой поверхности головки блока. Затем переверните головку и залейте керосин в ее рубашку охлаждения. Убедиться, что нигде нет течи, при обнаружении ГБЦ следует отремонтировать или заменить полностью.
8. Теперь очередь клапанов. К проверить герметичность клапанов Положить ГБЦ на ровный стол привалочной плоскостью вверх, затем залить в камеры сгорания головки керосин и подождать пару минут. Эту процедуру также называют «заливкой». Если вы заметили, что уровень керосина в камере сгорания начал снижаться, или на столе появилась лужа, это означает, что один из клапанов или оба клапана в этой камере негерметичны, а значит, клапаны необходимо притертый.
Как устранить течь клапанов? Притирка клапанов
1. Устранение негерметичности клапанов осуществляется притиркой их к седлам, при отсутствии трещин и повреждений на диске и клапане его можно восстановить притиркой. Для выполнения данной процедуры необходимо:
2. Снять маслосъемный колпачок с клапана.
3. Снимите клапан, который плохо подходит к направляющей втулке.
5. Клапан устанавливается в головку блока цилиндров и крепится к ее штоку «Приспособлен» для притирки клапанов .
6. Прижимая клапан к седлу, притирку производят вращением клапана из стороны в сторону, совершая 10-15 таких движений, поворачивают его на 90° и снова продолжают притирку. Притирку следует проводить до тех пор, пока на пластине и посадочном месте не образуется однородная ровная поверхность, а сами детали идеально прилегают друг к другу.
7. По завершении остатки притирочной пасты удаляются, и устанавливается клапан с новыми маслосъемными колпачками.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, скоро увидимся!
Alexey76
признаки и симптомы трещины в ГБЦ, что делать, как устранить проблему.Методы обнаружения дефектов ГБЦ
Чтобы детали двигателя служили долго и полностью выполняли свои функции, необходимо при ремонте двигателя проводить дефектовку деталей. Для обнаружения микротрещин используйте соответствующее оборудование, многие повреждения невозможно обнаружить невооруженным глазом. Некоторое оборудование отлично подходит для выявления скрытых проблемных мест в детали, о таком инструменте мы поговорим ниже. Существует несколько методов обнаружения микротрещин, пористости и толщины стенки цилиндра.
Звуковые тестеры
Эти приборы хорошо подходят для измерения толщины, но нам пригодится для измерения стенки цилиндра, (не все цилиндры можно снять с блока) И так тестер состоит из самого прибора и отдельно подключенного щупа который излучает сигнал, который проходит через материал. Когда сигнал достигает противоположной стороны материала, сигнал возвращается к щупу, тестер, исходя из времени, за которое сигнал отразился и вернулся к щупу, отображает показание толщины.
Щуповые замеры производятся от верха цилиндра до самого низа и по всему диаметру. Особенно важно проверить места, где есть охлаждающие каналы. Возможность измерения толщины стенок цилиндров дает полную картину диаметра цилиндра, если мы хотим значительно увеличить рабочий объем двигателя. Слишком тонкие стенки образуются из-за износа или коррозии со стороны охлаждающих каналов.
Толщина стенки баллона не может быть тоньше 3мм иначе баллон просто лопнет при работе.
Для двигателей с турбонаддувом минимальная толщина будет несколько больше, все зависит от рабочего давления газа.
Перед использованием звукового тестера его необходимо откалибровать.
Замеры проводятся во всех без исключения цилиндрах, особенно чугунные блоки изначально могут иметь разную толщину стенок. Таким образом можно оценить состояние агрегата и его пригодность к эксплуатации, стоит ли вкладываться в его ремонт и выдержит ли он нагрузку.
Магнитный тестер микротрещин
Применяется только к материалам из чугуна и стали. Процесс испытаний основан на распределении металлического порошка по поверхности металла, обладающего магнитными свойствами. То есть деталь подвергается воздействию магнитного поля, на подозрительный участок с трещиной наносится очень мелкий металлический порошок, и по результатам распределения порошка можно судить о целостности испытуемой детали.
Например, проверим седло клапана на наличие микротрещин, для этого следует очистить поверхность растворителем и тряпкой, ни в коем случае не механически, ножом или наждачной бумагой, это может скрыть трещину и еще больше затруднить ее обнаружение.И так поверхность чистая и сухая, наносим на поверхность седла клапана специальный металлический порошок и подносим магнит, если есть микротрещина то порошок соберется в ней и будет заметно, или наоборот, ее будет распространяться от трещины в зависимости от того, как расположены полюса магнита по отношению к испытуемой детали. Поэтому вращаем магнит относительно поверхности головы
Поиск микротрещин ультрафиолетом
Для диагностики микротрещин используется намагничивание детали, опять же только сталь или чугун и специальная жидкость, которая имеет свойство проникать в мельчайшие трещинки, а также светится под действием ультрафиолетовых лучей.
Для начала деталь заливают раствором, на примере коленчатого вала также можно провести диагностику шатунов. Второй этап – намагничивание детали с помощью специального устройства. После этого в темноте зажигается ультрафиолетовая лампа, любые микротрещины будут показаны ярко светящейся линией. Заключительный этап, после выявления дефекта и его обозначения, заключается в размагничивании детали обратной полярностью и очистке ее от раствора. Не оставляйте детали намагниченными в виде частиц металла, продукты износа от масла в дальнейшем прилипнут к ним и могут повлиять на дальнейшую работу двигателя.
проникающая краска
Этот фотохимический процесс обнаружения микротрещин используется без ультрафиолетового излучения. Применим к любым металлам сталь, железо, медь, алюминий, титан и т.д. Деталь окрашивается специальной краской, так как нет необходимости в магнитном поле, этот процесс можно использовать и для пластиковых деталей.
В набор обычно входят 3 химиката, разбавитель, краска и проявитель. Растворитель подготавливает поверхность путем очистки и обезжиривания.На поверхность детали распыляется проникающая краска. Он просачивается в любые трещины, ямки и дефектные места.
Через некоторое время краска впитывается в деталь и высыхает, наносится специальный проявитель, который вступает в реакцию с краской и становятся хорошо видны участки с повышенной концентрацией краски в местах типа трещин. Существует два типа этих наборов: один позволяет обнаруживать трещины, второй тип может отлично маркировать трещину под воздействием ультрафиолета. Как только трещина обнаружена, тот же растворитель используется для очистки краски.
Проверка герметичности клапанов — важное мероприятие, так как от него во многом зависит прилегание впускных и выпускных клапанов к седлам. Сегодня вы узнаете как проверить герметичность клапанов, а так же как притереть клапана в домашних условиях используя специальные щупы и набор принадлежностей.
Без правильной и слаженной работы ГРМ (газораспределительного механизма) — бесперебойная работа двигателя невозможна, это необходимо понимать и своевременно выявлять все имеющиеся проблемы в работе этой системы.Играют ключевую роль в ГРМ клапан впускной и выпускной, как уже понятно из названия, одни выпускают, а другие впускают… Герметичность клапанов важный момент, от которого как уже было сказано выше многое зависит , иначе в камере сгорания не будет создано необходимое давление и работа ДВС будет неэффективной, а возможно и вовсе невозможной.
Для проверки герметичности клапана необходимо иметь:
- Широкую слесарную линейку или специальный шаблон;
- Паста для притирки;
- Керосин;
- Специальное приспособление для притирки клапанов.
Как проверить герметичность клапана?
Проверка герметичности клапана и седла осуществляется следующим образом:
1. Снимается ГБЦ (ГБЦ).
2. Головка блока цилиндров и корпус подшипника очищаются от грязи, нагара и других масляных отложений.
4. После осмотра рабочих поверхностей корпусов подшипников, подшипников распределительных валов, а также стенок отверстий крепления гидротолкателей на них не должно быть следов наплывов металла или заусенцев.
5. Направляющие и седла клапанов должны плотно прилегать к «телу» ГБЦ. Седла и клапаны не должны иметь трещин или следов прогара.
6. Используя шаблон выполнить проверку плоскостности ГБЦ, при отсутствии такового это можно сделать с помощью широкой слесарной линии. Приложите линейку ребром к нижней привалочной плоскости головки по диагонали, проверьте, нет ли зазора между головкой блока цилиндров и краем линейки. Как правило, его можно увидеть в центральной части или по краям.Измерьте зазор с обеих сторон с помощью щупа, максимально допустимый зазор составляет 0,1 мм. Если получится больше, придется фрезеровать привалочную плоскость или полностью заменить.
7. Далее необходимо проверить герметичность ГБЦ . Для выполнения такой проверки необходимо заткнуть подводящее окно к термостату на торцевой поверхности головки блока. Затем переверните головку и залейте керосин в ее рубашку охлаждения. Убедитесь, что нигде нет протечек, при их обнаружении следует отремонтировать или полностью заменить головку блока цилиндров.
8. Теперь очередь клапанов. К Проверка герметичности клапанов Положите головку блока цилиндров на ровный стол привалочной плоскостью вверх, затем залейте керосин в камеры сгорания головки и подождите пару минут. Эту процедуру также называют «заливкой». Если вы заметили, что уровень керосина в камере сгорания стал снижаться, или на столе появилась лужа, это означает, что один из клапанов в этой камере или оба клапана негерметичны, а значит, клапана необходимо притереть.
Как починить негерметичные клапаны? Притирка клапанов
1. Негерметичность клапанов устраняется притиркой их к седлам; при отсутствии трещин и повреждений на тарелке и клапане ее можно восстановить притиркой. Для выполнения данной процедуры необходимо:
2. Снять маслосъемный колпачок с клапана.
3. Снимите клапан, который плохо подходит к направляющей втулке.
5. Клапан устанавливается в головку блока цилиндров, а «адаптируется» для притирки клапанов .
6. Прижимая клапан к седлу, притирку производят вращением клапана из стороны в сторону, совершая 10-15 таких движений, поворачивают его на 90° и снова продолжают притирку. Притирку следует производить до тех пор, пока на пластине и посадочном месте не образуется однородная ровная поверхность, а сами детали идеально прилегают друг к другу.
7. По завершении остатки притирочной пасты удаляются, и на место устанавливается клапан с новыми маслосъемными колпачками.
На этом у меня все, желаю удачи в работе! Спасибо, что читаете нас, до скорой встречи!
Дефекты, которые быстрее всего проявляются на головке блока цилиндров, — это мельчайшие трещины.Их появление не лучшим образом сказывается на работе блока цилиндров, а значит и двигателя в целом. Какие признаки указывают на появление повреждений головки, как проверить головку блока цилиндров — узнаем в этой статье.
Признаки появления микротрещин на головке БК следующие:
- Вибрация или так называемое троение двигателя при движении автомобиля в гору. Это явление может быть связано с появлением микротрещин. Если охлаждающая жидкость попадет в блок цилиндров, то она обязательно окажется на свечах зажигания.Просто выкрутите одну из свечей, если ее электрод мокрый — попробуйте жидкость на вкус. Если это антифриз или антифриз, то вкус будет слегка сладковатым, а это будет свидетельствовать о том, что антифриз попадает в блок цилиндров через микротрещины в его головке.
- Вспенивание моторного масла также должно наводить на подозрение на микротрещины для проверки ГБЦ. Моторное масло пенится из-за попадания в него тосола (тосола). При этом уровень охлаждающей жидкости в бачке постоянно снижается, и требует доливки до нормального уровня, а на поверхности антифриза в бачке образуется масляная пленка.Двигатель на это тоже реагирует, в теплую погоду — либо понижением температуры, либо ее повышением.
- Антифриз закипает. Чтобы констатировать неисправность ГБЦ, нужно открыть расширительный бачок, долить необходимое количество антифриза и запустить двигатель. Если охлаждающая жидкость практически сразу закипает, значит ГБЦ не работает.
- Моторное масло заканчивается слишком быстро. Если трещина на головке БЦ образовалась возле впускного клапана, то при работающем двигателе масло будет постоянно подсасываться в цилиндр.Если через впускной клапан будет втягиваться не масло, а антифриз, то поршни цилиндра станут идеально чистыми – это можно проверить, выкрутив свечи зажигания.
Как проверить головку блока цилиндров
Проверить можно несколькими способами. Посмотрите видео ниже.
Проверка магнитами и металлической стружкой
Это самый быстрый и простой способ проверки ГБЦ. По всей плоскости головки установлены магниты, а сама головка обсыпана металлической стружкой.Стружка начинает двигаться в сторону магнитов, застревая в щелях, мелких углублениях и таким образом делая их заметными для глаза.
Проверка специальной жидкостью
- Промойте плоскость головки любым растворителем.
- Нанесите на вымытую поверхность специальную жидкость и оставьте на несколько минут.
- Как только вы удалите сухой тканью остатки жидкости, дефекты, присутствующие на головке, проявятся.
Испытание под давлением
Давление можно использовать для проверки головки блока цилиндров, погружая ее под воду или не погружая.
Погружение под воду:
- Перед погружением в воду нужно закрыть все каналы головы. Затем поместите головку блока цилиндров в емкость и залейте ее горячей водой.
- Подайте сжатый воздух на контур головки. Если где-то есть крошечные трещинки, то в этом месте появятся пузырьки.
Не погружается в воду:
- Так же, как и в первом случае, закрываем каналы контура головы.
- Приготовьте мыльный раствор и налейте его на крышку головки.
- Подача сжатого воздуха в контур. Микротрещины в ГБЦ можно обнаружить по мыльным пузырям.
Испытание водой
Для проверки головки блока цилиндров вам потребуется заполнить ее водой.
- Плотно закройте все отверстия головки.
- Залить в канал большое количество воды.
- Поднять давление в канале до 0,7 МПа, накачав в него воздух.
- Оставьте головку блока цилиндров на несколько часов. Если по истечении этого времени вода полностью уходит из головки, значит, в детали есть трещины.
Видео: Как проверить ГБЦ на микротрещины
Если видео не отображается, обновите страницу или
Деформации ключевых элементов двигателя, таких как блок цилиндров и головка блока цилиндров, являются серьезными неисправностями, которые при несвоевременном устранении могут привести к необходимости капитального ремонта двигателя. Образование трещин в блоке цилиндров и головке блока цилиндров – одна из самых сложных поломок в автомобиле.Трещины могут возникать из-за удара (например, при аварии), из-за сильного износа или производственного брака. В этой статье мы рассмотрим, как определить, что блок двигателя или ГБЦ треснул, и что с этим можно сделать.
Содержание:Признаки трещины в блоке цилиндров и ГБЦ
Есть несколько признаков, при обнаружении которых стоит бить тревогу и отправлять двигатель на диагностику. Они могут указывать как на образование трещин в двигателе, так и на другие неисправности.Чаще всего трещины в блоке цилиндров и ГБЦ обозначают:
- Обычный . Если из-за трещины система перестанет быть герметичной, это приведет к утечке охлаждающей жидкости и постоянному перегреву двигателя. Также такая проблема может возникнуть из-за выгорания или других дефектов;
- Проблемы с работой устройства контроля температуры (термопары). Это чревато сильным перегревом двигателя и его деформацией;
- Не держится давление в расширительном бачке и образуются воздушные пробки;
- Неверные индикаторы.Если стрелка датчика температуры хаотично меняется то вверх, то вниз, это может свидетельствовать о резких скачках температуры самого двигателя во время работы;
- Вибрации двигателя. Один из самых явных признаков трещин в блоке цилиндров. Если двигатель чрезмерно вибрирует или тарахтит, особенно при движении в гору, это может свидетельствовать о наличии микротрещин в блоке цилиндров.
Как найти трещины в блоке цилиндров
Не всегда, когда речь идет о трещине в блоке цилиндров, подразумевается серьезный визуально заметный дефект. Довольно часто это микротрещины, которые можно определить одним из следующих методов:
- Пневматический обжим;
- Использование ультразвукового сканирования;
- Применение специализированного магниточувствительного оборудования;
- Гидроуправление.
Каждый из этих способов позволяет определить, есть ли микротрещины в блоке цилиндров, и где именно они расположены. Чаще всего в сервисных центрах при отсутствии специализированного оборудования для диагностики блока цилиндров используют метод поиска трещины с помощью воды или воздуха.
Суть этого метода проста — в блок цилиндров закачивается вода, и если она просачивается, то в этом месте есть трещина. При использовании воздуха внутрь нагнетается воздух, а сама деталь погружается под воду, тем самым по наличию пузырьков на поверхности воды можно будет понять, есть ли трещина.
Примечание. Для точного определения места трещины можно использовать магниты. Их устанавливают по краям предполагаемого разъема блока цилиндров, после чего пространство между ними заполняют токопроводящими опилками.Если есть трещина, силовые линии магнитного поля разорвутся, и в месте, где находится микротрещина, будут собираться опилки.
Как заделать трещину в блоке цилиндров
В зависимости от степени повреждения могут применяться различные способы ремонта блока цилиндров. Стоит отметить, что в некоторых случаях целесообразнее заменить блок, а не ремонтировать его.
метод сварки
Самый распространенный способ закрытия трещины в блоке цилиндров.В то же время сварка блока цилиндров является довольно сложной работой, так как предполагает строгое соблюдение технологического регламента. Если при сварке будут допущены ошибки, то при работе двигателя шов разойдется и проблема вернется.
При сварке концы трещины на блоке цилиндров изначально засверливаются. Это необходимо сделать, чтобы избежать возможности распространения трещины. Сверление и дальнейшее шлифование осуществляются под углом 90 градусов.
Далее начинается процесс сварки.Для этого блок цилиндров необходимо нагреть до 650 градусов Цельсия, после чего накладывается сплошной шов с использованием чугунно-медного присадочного стержня и флюса. Далее деталь постепенно охлаждают в термошкафу.
Важно: Не охлаждайте деталь резко, иначе это приведет к разрыву шва.
Стоит отметить, что возможна сварка блока цилиндров без его нагрева. Для этого следует использовать электросварку и медные электроды в жестяной обертке.По окончании работы наложенный шов необходимо обезжирить ацетоном или специальными составами. Поверх шва затем нужно нанести шпателем слой эпоксидной пасты. Далее деталь необходимо «высушить», оставив ее при комнатной температуре на 24 часа, чтобы эпоксидка полностью высохла. Заключительный этап – шлифовка обработанного шва.
Метод наложения эпоксидной смолы и стекловолокна
Простой метод, позволяющий устранить мелкие трещины на поверхности блока цилиндров. Метод заключается в создании на поверхности трещины дополнительного слоя из эпоксидной пасты и стекловолокна.
Чтобы заделать трещину таким способом, предварительно нужно хорошо обезжирить поверхность, чтобы нанесенные составы лучше «прижились». Далее поочередно наносится несколько слоев эпоксидной пасты и несколько слоев стеклоткани. Последний слой должен быть эпоксидным.
Метод SEAL-LOCK
Достаточно трудоемкий современный способ устранения трещин в блоке цилиндров. Его явным преимуществом является возможность проведения работ без сварки и без демонтажа самого двигателя.Суть метода заключается в заполнении существующих трещин мягким металлом.
Работа выполняется следующим образом:
В отличие от метода ремонта сваркой шва, метод SEAL-LOCK позволяет получить более надежный шов, не восприимчивый к температурным перепадам.
Ремонт ГБЦ, как вы понимаете, долгая кропотливая работа, требующая особой внимательности. Если вы думаете, что это все равно, что поссать на два пальца, то сильно ошибаетесь. Я скажу вам, почему.Для начала нужно снять головку, на некоторых автомобилях проще снять весь двигатель, чем снимать только головку. Снятую головку необходимо тщательно промыть соляркой, а лучше бензином, и очень хорошо было бы опустить ее в ванночку с едким натром.
Дальнейший визуальный осмотр и диагностика. Алюминиевые головки имеют такую особенность или свойство — после перегрева плоскость ГБЦ немного искривляется, после чего прокладка ГБЦ (ГБЦ) начинает пропускать масло и воду в малых или больших количествах.Масло и охлаждающая жидкость могут просачиваться как наружу (в результате двигатель загрязняется и выглядит как требующий ремонта), так и внутрь двигателя, где охлаждающая жидкость будет попадать в поддон и смешиваться с моторным маслом, превращаясь в моторный яд, от которого шатается двигатель. двигатель вашего автомобиля очень быстро.
Нужно проверить плоскость, для этого у меня есть специальная линейка, идеально ровная, изготовленная на заводе сверхточных приборов специально для измерения неровностей плоских поверхностей. Как человек, не имеющий такого прибора, может измерить плоскость ГБЦ, я даже не знаю… Но если все-таки найдете что-то подходящее с идеально ровной поверхностью, то сделайте следующее: 1. Очистите плоскость головки от нагара, накипи и остатков старой прокладки ГБЦ. 2. На зачищенную плоскость ГБЦ расположите свой «измеритель» по длине головки и посмотрите на зазор между прибором и плоскостью ГБЦ, переместите прибор по всей плоскости, установите его по диагонали и снова искать пробел. Если зазора нет, то плоскость ГБЦ в порядке; если есть зазор 0.5-1мм, то голову лучше подрезать или, если позволяют финансы, поставить новую. если зазор больше 2мм, то головку нужно восстанавливать, то есть надо подрезать. При облицовке ГБЦ снимается криволинейный слой плоскости, после чего ГБЦ снова можно использовать. P.S. Водитель, который хотя бы раз в неделю проверяет масло в двигателе, видя, что масло увеличилось вдвое, а радиатор наполовину пуст, просто заливает в радиатор побольше антифриза и едет дальше, через несколько дней попадет в ремонт и запасные части.
yamotorist.ru
Как проверить ГБЦ на ваз 2114 — Ремонт 2114
Для выполнения работ по проверке ГБЦ потребуются:
- набор плоских щупов
- специальный шаблон или широкая слесарная линейка
Видео по теме:
Remont2114.ru
Проверка ГБЦ
Удалите все отложения со стенок камер сгорания (рис. 2.121). Проверьте головку блока цилиндров на наличие трещин во впускных и выпускных отверстиях, камерах сгорания и на поверхности головки.Используя поверочную линейку и щуп, проверьте плоскостность стыка головки цилиндров и блока цилиндров в общей сложности в 6 местах. Если деформация превышает предел, откорректируйте поверхность уплотнения с помощью пластины и наждачной бумаги № 400 (водостойкая наждачная бумага из карбида кремния): оберните пластину наждачной бумагой и отшлифуйте поверхность уплотнения, чтобы удалить выпуклости. Если после этого результаты измерения не соответствуют действительности (превышают предельное значение), замените головку блока цилиндров. Утечка продуктов сгорания через плоскость головки и блока цилиндров часто является следствием деформации уплотняющих поверхностей: такая утечка приводит к снижению мощности двигателя (рис.2.122). Предельное значение отклонения уплотняемой поверхности головки блока цилиндров от плоскости: 0,03 мм. Деформация привалочных поверхностей коллекторов: Проверьте привалочные поверхности коллекторов на головке блока цилиндров с помощью поверочной линейки и щупа, чтобы определить, можно ли исправить поверхности или требуется замена головки блока цилиндров (рис. 2.123). Предельное значение деформации посадочных поверхностей впускного и выпускного коллекторов на головке блока цилиндров: 0,05 мм.карманц.com
Как проверить ГБЦ после шлифовки?
Проверить ГБЦ, в принципе, не так уж и сложно.
Очистить ГБЦ от грязи, масла, стружки. Внимательно осмотрите головку со всех сторон, чтобы убедиться в отсутствии раковин и трещин.
В специализированных мастерских плоскость головки блока проверяется специальным шаблоном.
В домашних условиях, когда этого шаблона нет, плоскостность можно проверить металлической широкой длинной линейкой.Его необходимо нанести на плоскость головки ребром, на рисунке показано в каких местах наносить
И проверить зазоры щупом. Зазор проверяют по всему периметру. В идеале не должно быть зазоров. Но если зазор не более 0,01 мм, то это допускается.
Подчеркиваю и выделяю: ГБЦ новая или полированная, зазор НЕ БОЛЕЕ 0,01 мм.
Т.к. при оставленных зазорах в 0,1 мм (в некоторых инструкциях по ремонту допущена именно эта опечатка) будет большая вероятность пробития прокладки ГБЦ.А это опять же разбор и ремонт ГБЦ, а то и всего двигателя, вплоть до его замены.
Головку блока цилиндров также необходимо проверить на герметичность. Это можно сделать, например, залив в охлаждающую полость керосин, закупорив отверстие подачи жидкости. Опрессовку тоже делают сжатым воздухом около 1,5 — 2 атмосфер, но для этого, конечно, нужен компрессор, ванна, то есть определенные условия.
Когда головка проверена, отшлифована и еще раз проверена на плоскостность, на герметичность, то можно устанавливать клапаны, после притирки, а после сборки также проверить их на герметичность керосином.Если керосин не течет около получаса, то это хороший признак того, что клапана притерты.
Блок цилиндров, естественно, тоже не забудьте почистить от нагара, промыть от грязи, почистить и продуть все каналы. Промойте картер, приемную сетку масляного насоса, убедитесь в работоспособности самого масляного насоса. Ну что же, можно переходить к окончательной сборке мотора.
(PDF) Анализ усталостных трещин головок цилиндров дизельных двигателей
382 H.Ашури и др.
15. Киченин Дж., Данг ван К., Бойтард К., 1996, Конечно-элементное моделирование новой модели двух-
-диссипативных механизмов для сыпучего полиэтилена средней плотности, Journal of Material Science,
32, 1653-1661
16. Кох Ф., Массан Ф., Деустер У., Лоепрехт М., Марквард Х., 1999, Малоцикловая усталость
алюминиевых головок цилиндров – расчет и измерение деформации при работе с огнем, SAE
International Paper, № 1999-01-0645
17.Lemaitre J., Chaboche J., 1990, Механика твердых материалов, Cambridge University Press,
Cambridge
18. Li J., Wang P., Cui X., Li K., Yi R., 2013, Gray cast железная головка блока цилиндров, термомеханический
анализ усталости, Труды Всемирного автомобильного конгресса FISITA 2012. Конспект лекций по
Электротехника, 189, 243-257
19. Метцегер М., Лейденфрост М., Вернер Э., Ридель Х. , Seifert T., 2014, Прогноз срока службы головок цилиндров из чугуна EN-GJV 450 при комбинированной термомеханической и усталостной нагрузке
, SAE International Paper, No.2014-01-9047
20. Мирсалим С.М., Чамани Х.Р., Резалоо Ю., Кешаварз М., Джафарабади М., 2009, Ана-
лизис треснувшей головки блока цилиндров дизельного двигателя из-за усталости и улучшения его конструкции, 6-я Международная конференция по двигателям внутреннего сгорания
, Тегеран
21. Мориди А., Азади М., Фаррахи Г.Х., 2011a, Толщина покрытия и влияние шероховатости на напряжение
Распределение A356.0 под термомеханической нагрузкой, Журнал Procedia Engineering, 10,
1372-1378
22.Мориди А., Азади М., Фаррахи Г.Х., 2011b, Численное моделирование системы термобарьерного покрытия
при термомеханической нагрузке, Всемирный инженерный конгресс, Лондон
23. Мориди А., Азади М., Фаррахи Г.Х., 2014 , Анализ термомеханического напряжения системы теплозащитного покрытия
с учетом влияния толщины и шероховатости, Journal of Surface and Coating, 243,
91-99
24. Рахман М.М., Арффин А.К., Абдулла С., Нур М.М., Бейкер Р.А., Малек М.A.,
2008, Прогноз усталостного ресурса головки блока цилиндров для двухтактного линейного двигателя с использованием подхода «напряжение-ресурс»,
Journal of Applied Science, 8, 3316-3327
25. Remy L., Petit J., 2001, Взаимодействие температуры и усталости, Elsevier
26. Shoja’efard MH, Ghaffarpour MR, Nourpour AR, Alizadenia S., 2006, Thermo-
— механический анализ головки блока цилиндров двигателя, Journal of Automotive Engineering, 220, 627-636
27. Су Х., Зубек М., Ласецкий Дж., Engler-Pinto Jr CC, Tang C., Sehitoglu H., Allison
J., 2002, Анализ термической усталости головок цилиндров из литого алюминия, SAE International Paper,
№ 2002-01-0657
28. Sun GQ, Шанг Д.Г., 2010, Прогнозирование усталостной долговечности при многоосевой циклической нагрузке с использованием анализа методом конечных элементов
, Journal of Material and Design, 31, 126-133
29. Такахаси Т.И., Нагаёси Т., Кумано М., Сасаки К. ., 2002, Анализ термопластически-упругой ползучести
головки блока цилиндров двигателя, SAE International Paper, No.2002-01-585
30. Takahashi TI, Sasaki K., 2010, Малоцикловая усталость головки блока цилиндров из алюминиевого сплава с учетом изменения метрологической микроструктуры, Journal of Procedia Engineering, 2, 767-776
31 Thalmair S., Thiele J., Fishersworring-Bunk A., Ehart R., Guillou M., 2006, Головки цилиндров
для прогнозирования термомеханической усталостной долговечности мощных бензиновых двигателей, SAE International
Paper No. 2006- 01-0655
32. Томас Дж.J., Vergner L., Bignonnet A., Borret SM, 2002, Термомеханический дизайн в автомобильной промышленности
, SAE International Paper, № 2002-01-0659
33. Thomas JJ, Vergner L., Bignonnet А., Чаркалюк Е., 2004, Термомеханическое проектирование
в автомобильной промышленности, Журнал усталости и разрушения инженерных материалов и конструкций,
27, 887-895
6 наиболее важных методов испытаний на трещины в не -разрушающий контроль материалов
6 наиболее важных методов испытаний на трещины при неразрушающем контроле материалов
В последние годы неразрушающий контроль материалов прочно закрепился в мониторинге технологических процессов.Благодаря своей эффективной работе эта процедура проверки стала решающей для всестороннего контроля процесса. В то же время во многих отраслях уже недостаточно проверять только геометрические размеры компонента. Это связано с тем, что все чаще предъявляются повышенные требования к тестированию компонентов параллельно с непрерывной работой. Поэтому необходимы гораздо более обширные испытания, чтобы подтвердить соответствующие свойства в течение всего срока службы.
Почему необходимы неразрушающие испытания материалов?
Существует множество критически важных для безопасности применений или серьезных косвенных экономических убытков, когда компоненты выходят из строя или не соответствуют их требованиям.Если, например, американские горки разваливаются во время работы, человеческая жизнь подвергается немедленной опасности. Если трубопроводы здания выходят из строя, может последовать значительный ущерб от воды с последующими высокими затратами на ремонт.
В соответствии с этим определяются стандарты в автомобильной и многих других отраслях. Они обеспечивают непрерывный и тщательный контроль важных для безопасности компонентов в процессе производства и перед установкой.
Какие дефекты могут быть обнаружены в компонентах?
Каталог дефектов от клиентов разнообразен.Например, решающими факторами влияния являются область применения компонента, материал, из которого он изготовлен, и его размеры. Наиболее распространенные типы дефектов, обнаруживаемые при осмотре поверхности:
- Трещины
- Полости
- Вмятины
- Шлифовальный ожог
- Твердые участки
- Мягкие места
- Магнитные включения (остатки)
Классические дефекты компонентов представляют собой трещины, обнаруженные на поверхности материала. Здесь обычно используется вихретоковый контроль.Это связано с тем, что даже самые маленькие трещины, которые изначально не представляют проблемы, могут увеличиваться и расширяться под постоянной нагрузкой. В худшем случае это может привести к выходу из строя компонента. Вспомните трещину в тормозном диске: есть вероятность, что после определенного периода эксплуатации тормозной диск сильно порвется при торможении. В дорожном движении такой неисправный компонент может быстро привести к опасным для жизни ситуациям.
По этой причине клиенты ожидают, что даже самые мелкие дефекты глубиной всего в несколько микрометров будут обнаружены и надежно отображены в процессе контроля.Например, для проверки этого обычно используется контрольно-измерительный прибор STATOGRAPH от FOERSTER. Размер дефекта, который еще можно устранить с помощью STATOGRAPH, зависит от компонента и его материала, а также от частоты тестирования и используемого датчика. Благодаря оптимальной конструкции можно обнаружить даже трещины глубиной всего 30 мкм.
Какие существуют методы обнаружения трещин в литых компонентах?
Существует несколько методов тестирования компонентов.Различают два классических подхода:
- Разрушающие испытания
- Неразрушающий контроль
Компоненты из партий, которые впоследствии перепродаются и устанавливаются, могут быть проверены только случайным и разрушающим образом. По мере увеличения потребности в тестировании стоимость брака, вызванного тестом, возрастает. В результате полная проверка методологически невозможна.
На этой ноте получила развитие область неразрушающего контроля. Исходя из этого, в зависимости от задачи тестирования доступны различные методы:
- Визуальный осмотр (VT)
- Испытания на проникающие красители (PT)
- Вихретоковый контроль (ET)
- Термографические испытания (ТТ)
- Магнитопорошковый контроль (МТ)
- Ультразвуковой контроль (УЗК)
В зависимости от применения используются разные методы испытаний.Существенными влияющими факторами являются тестовый материал, размер, структура дефектов и тестовое задание, а также необходимое время цикла и доступный бюджет.
1. Испытание на трещины с визуальным контролем (ВТ)
Во время процедур визуального контроля характеристики качества поверхности, такие как отклонения формы, дефекты или состояние поверхности компонента, просматриваются и оцениваются невооруженным глазом или с использованием оптических устройств (например,увеличительные стекла, микроскопы или эндоскопы). Перед всеми другими методами разрушающего и неразрушающего контроля визуальный контроль первоначально проводится в комплексном тесте и используется для различных форм продукта в соответствии с указанными инструкциями по тестированию.
Процедура испытаний реализуется как прямой и косвенный визуальный осмотр в рамках производственного контроля, осмотра и исследования повреждений компонентов, систем или других объектов испытаний. Результаты тестирования сильно зависят от опыта и субъективной оценки тестировщика.Поэтому трудно добиться сопоставимости.
2. Испытание на трещины методом капиллярного контроля (ПТ)
Испытание на проникновение красителя — еще один метод неразрушающего контроля поверхностей материалов. В основе этого процесса лежит капиллярное действие. Процесс проникновения используется как визуальное свидетельство поверхностных дефектов, таких как трещины или поры.
Процесс в основном используется для металлов. При необходимости испытание на проникновение красителя также может выявить дефекты пластика и керамики.Как и в случае визуального контроля, контроль проникновения цвета является субъективным методом, который зависит от опыта инспектора.
3. Испытание на трещины вихретоковыми приборами (ET)
Для контроля поверхности токопроводящих изделий вихретоковый метод (англ. «вихретоковый контроль», сокращенно ECT) зарекомендовал себя как доминирующая технология. Системы вихретокового контроля состоят из испытательного прибора с соответствующим щупом и, при необходимости, дополнительных программных модулей.Испытательный щуп содержит катушку возбуждения (первичную катушку) и дифференциальную катушку (вторичную катушку). Испытательный щуп подключается к испытательному прибору, например, STATOGRAPH CM для испытаний на трещины.
Катушка возбуждения работает с переменным полем и индуцирует вторичное поле в дифференциальной катушке, которое изменяет амплитуду и фазу сигнала при изменении поверхности. Это изменение сигнала регистрируется тестовым прибором с очень высокой скоростью передачи данных.Позже эта информация передается на завод-изготовитель. В результате неисправная часть может быть распознана и отсортирована.
В зависимости от характера неисправности и материала тестируемого объекта необходимо выбрать правильную конфигурацию тестового прибора и тестового щупа. Существуют различные способы настройки параметров теста, чтобы они максимально оптимально реагировали на определенные шаблоны ошибок. В то же время это способствует тому, что нерелевантные ошибки могут быть найдены хуже. Последующие программы также могут помочь в оценке тестовых данных.Одни и те же данные оцениваются с помощью разных методов фильтрации и, таким образом, оптимизируются для множественных шаблонов ошибок.
STATOVision является примером такого программного обеспечения, способного улучшать качество сигнала. После сбора необработанных данных программное обеспечение использует методы цифровой фильтрации. Это особенно необходимо, если требования к размеру обнаруживаемой ошибки очень высоки. Типичные глубины ошибок, которые, как ожидается, будут обнаружены с помощью вихретокового метода, находятся в диапазоне от 30 мкм до 1 мм.
Обязательными условиями проведения вихретокового контроля дефектов поверхности являются, с одной стороны, общепроводящие компоненты, с другой — вращательная симметрия объектов контроля. Вращательная симметрия необходима для максимально эффективного выполнения теста. Компонент поворачивается для тестирования, и датчик параллельно сканирует его поверхность. Если нет симметрии, возможно, придется использовать другой метод испытаний.
4. Испытание на трещины на термографическом оборудовании (ТТ)
Вихретоковый контроль всегда является предпочтительным методом, когда речь идет о проводящих и осесимметричных материалах.Кроме того, эти компоненты должны иметь как можно более гладкие поверхности, чтобы их можно было сканировать датчиком. Если эти условия не выполняются, используются дополнительные методы испытаний. Обнаружение трещин с помощью термографии неуклонно растет в промышленности. Термографические испытания на трещины обычно проводят импульсным термографическим методом или термографическим методом Lock-In. Здесь компонент локально нагревается короткими импульсами с источником энергии (например, индукцией, оптическим путем с помощью ламп или лазера).Поверхность фиксируется термографической камерой. Трещины и другие локальные различия на поверхности по-разному реагируют на прикладываемое тепло. Трещина аккумулирует меньше тепла и четко выделяется на термографическом изображении из своего окружения.
Различные источники тепла также оказывают разное воздействие. Если, например, проводящий компонент возбуждается индуктором, на концах трещины выделяется больше тепла, чем в других точках испытуемой детали. Вихревые токи здесь сконденсировались и погонная энергия выше.Изображения, записанные с помощью термографической камеры, поступают в качестве входных данных в программное обеспечение для обработки данных. Для оценки изображения используются специальные алгоритмы обработки. Несколько последовательных снимков показывают, помимо прочего, изменение теплового потока во времени и предоставляют дополнительную информацию. Основное преимущество термографического метода обнаружения трещин заключается в том, что компоненты могут иметь высокую степень свободы в отношении их размеров и геометрии. Кроме того, метод может быть применен к непроводящим компонентам. В этих случаях для ввода энергии обычно необходим оптический метод.
Кроме того, метод относительно устойчив к воздействиям окружающей среды. Однако испытуемая поверхность по возможности должна быть свободна от загрязнений. Измененные свойства поверхности могут привести к различным тепловым потокам, которые могут проявляться как псевдоошибки при оценке. Автоматизированные процессы с обработкой компонентов сегодня могут быть достигнуты относительно легко. Сейчас также доступны хорошие термографические камеры, поэтому этот процесс постепенно внедряется в производственные линии. Эта технология может заменить магнитопорошковую дефектоскопию, которая до сих пор широко распространена.
5. Испытание на трещины с помощью оборудования для магнитопорошкового контроля (МТ)
Вероятно, самым старым методом обнаружения трещин в материалах является магнитопорошковая дефектоскопия. Согласно этому методу ферромагнитные компоненты намагничиваются и напыляются магнитным порошком. Дефекты в контрольной детали по-разному реагируют на намагничивание. В этот момент магнитное поле проявляется сильнее на поверхности. Соответственно, магнитный порошок может лучше прилипать.При добавлении в магнитный порошок флуоресцентного материала дефекты «светятся» по-разному при определенных условиях освещения. Основным недостатком этой процедуры является то, что сортировка испытуемой части на хорошие или плохие результаты осуществляется на основе субъективной оценки инженера-испытателя. Только опыт инспектора определяет, будет ли трещина оценена как большая или маленькая, или степень ошибки будет такой величины, которая может быть оценена как серьезная. Кроме того, очистка компонентов после теста требует больших усилий, так как магнитный порошок прилипает к тестируемым деталям.Автоматизация систем магнитопорошкового тестирования может быть довольно сложной. Таким образом, процедура тестирования полезна только в том случае, если количество тестовых заданий не слишком велико.
6. Испытание на трещины ультразвуковыми приборами (UT)
Вихретоковый контроль является предпочтительным методом обнаружения открытых трещин в проводящих компонентах. Однако этот метод достигает своих пределов в случае трещин или аномалий материала, расположенных внутри испытуемого образца. Это связано с тем, что глубина проникновения этого метода зависит от используемой частоты.Если это в диапазоне кГц, глубина проникновения уменьшается относительно быстро до нескольких миллиметров. Поэтому еще одним общепринятым методом испытаний является испытание на трещины с помощью ультразвуковых устройств. Ультразвуковой метод подходит для проверки компонентов на глубину. С помощью этого метода любой материал может быть полностью «просвечен». Для этого на исследуемую деталь помещают измерительную головку с ультразвуковым излучателем и приемником. Ультразвук, генерируемый в измерительной головке, передается в испытуемую деталь через связующую среду, обычно типа воды.Хорошая связь важна для эффективного тестирования.
Ультразвук проникает в образец, и эхо ультразвуковых волн создается отражениями от задней стенки. Дефекты, такие как трещины или включения, приводят к дополнительному отражению ультразвука. Они записываются в поисковый блок. Тип и размер рефлексов позволяют сделать выводы о том, где в образце расположена обнаруженная аномалия. Производство ультразвуковых поисковых установок очень сложное.Кроме того, из-за связующей среды требуются закрытые системы. Кроме того, связующая среда должна быть как можно более свободной от примесей и образования пузырьков, поскольку они мешают ультразвуковому пути и действуют как дефект материала.
Какой кряк — какой процесс?
Заголовки
A = Лучше всего подходит
B = Можно использовать
C = Не очень хорошо
D = Совсем не подходит
Заключение
Все показанные здесь неразрушающие методы испытаний на трещины являются обоснованными.Подходящий метод испытаний определяется на основе типа ошибки и используемого материала. Также возможно использовать комбинацию различных методов испытаний, которые могут быть объединены в одну испытательную линию.
Головки цилиндров для бензиновых двигателей большой мощности
АбстрактныйРастущие требования к КПД двигателя и удельной мощности привели к постоянному увеличению нагрузки на внутренние компоненты двигателей внутреннего сгорания. Поэтому оценка долговечности таких компонентов становится все более востребованной, что обусловлено как надежностью, так и экономическими требованиями.В этом контексте процесс моделирования головки блока цилиндров TMF, установленный в BMW, представлен в следующей статье. Численная модель способна учитывать историю термомеханического нагружения. Это приводит к временной эволюции характеристик материала в течение срока службы из-за старения алюминиевых сплавов. Таким образом, вязкопластическая конститутивная модель сочетается с моделью старения, чтобы учесть изменение структуры осадков и влияние на свойства материала, особенно для нетермообработанных вторичных алюминиевых сплавов.Развитие локальных повреждений моделируется на основе роста микротрещин. Для калибровки модели срока службы были проведены циклические изотермические и анизотермические испытания на усталость. Анализ сопряженной теплопередачи используется для расчета распределения температуры, которое проверяется с помощью измерений переходных тепловых испытаний двигателя. Прогнозы модели старения были подтверждены с помощью микроструктурных исследований и измерений твердости головок цилиндров, работающих в различных условиях испытаний.Показаны примеры хорошего совпадения измеренных и расчетных сроков службы для различных двигателей.
Информация об издателеSAE International — это глобальная ассоциация, объединяющая более 128 000 инженеров и соответствующих технических экспертов в аэрокосмической, автомобильной и коммерческой отраслях промышленности. Основными компетенциями SAE International являются обучение на протяжении всей жизни и добровольная разработка согласованных стандартов. Благотворительным подразделением SAE International является Фонд SAE, который поддерживает множество программ, в том числе A World In Motion® и серию Collegiate Design Series.
Обнаружение трещин — BTI
Что такое обнаружение трещин?Обнаружение трещин — это процесс обнаружения дефектов в непористых материалах или поверхностях, таких как металлы, керамика и пластмассы. Без эффективного обнаружения трещин методы ремонта будут ошибочными.
Что такое обнаружение поверхностных трещин?Это измерение степени трещин на поверхности материала (обычно твердого материала, такого как металлы, пластмассы и керамика.
Как работает обнаружение трещин?методы обнаружения трещин в металлах; он просто включает в себя возбуждение электрических токов внутри тестируемого объекта, а затем наблюдение за электромагнитным откликом. Когда этот тест настроен правильно, дефект в металле или другом твердом объекте, который тестируется, создаст реакцию, которую можно будет измерить немедленно.
Метод обнаружения трещин переменным током в основном используется в черных и цветных металлах; его можно использовать для обнаружения ржавчины.Этот простой процесс включает в себя прохождение через объект невозмущенного тока,
Каковы методы обнаружения трещин?Существует три метода обнаружения трещин, особенно для углеродистой стали:
- Магнитопорошковый контроль или проверка,
- Контроль проникновения жидкости,
- Метод вихретокового контроля и
- Вихретоковая решетка (ECA).
Магнитопорошковая дефектоскопия или дефектоскопия — это разновидность метода обнаружения трещин, который заключается в простом намагничивании проверяемой области с последующим нанесением влажной суспензии или твердых частиц железа.Магнитный поток будет просто просачиваться, потому что воздух не будет поддерживать магнитное поле, а присутствие воздуха также предполагает, что в проверяемой области происходит поверхностная или подповерхностная неоднородность.
Капиллярная дефектоскопия обычно включает использование красителя, и это очень недорогой метод проверки поверхностных дефектов разрушения, особенно в непористых материалах. Этот метод обнаружения трещин можно использовать для обнаружения микротрещин, пористости на поверхности материала, утечек в новых продуктах и усталостных трещин, присутствующих в компонентах, находящихся в эксплуатации.При проверке проникающей жидкостью используется жидкость с низким поверхностным/натяжением для проникновения в сухие поверхности для обнаружения дефектов.
Вихретоковый контроль — это метод обнаружения трещин, применимый к поверхностным и подповерхностным дефектам. Этот процесс использует электромагнитную индукцию для обнаружения поверхностных дефектов. Массив вихревых токов — это еще одна форма обнаружения трещин, которая включает использование мультиплексных катушек для проверки большей площади. Эта версия вихретокового контроля предназначена для минимизации контакта между испытательными катушками и последующего охвата гораздо больших площадей поверхности во время испытаний.Этот метод тестирования требуется в основном, когда требуется более высокая скорость тестирования.
Приложения для обнаружения трещинОбнаружение трещин применимо во многих отношениях, в том числе;
- Поверхностные дефекты литья
- Поверхностные дефекты в поковке
- Поверхностные дефекты Сварка
Обнаружение трещин можно использовать многими способами, наиболее распространенными из которых являются;
- Для обнаружения причин пористости на поверхности новых непористых материалов, таких как пластик, металлы и керамика.
- Для обнаружения усталостных трещин, которые в будущем могут привести к образованию более крупных трещин в твердом материале.
- Для обнаружения утечек в новых продуктах.
- Может использоваться для определения эффективности покрытий и красок на твердом материале.
- Его можно использовать для создания компьютеризированных записей о наземных и подповерхностных разрушениях.
- Может использоваться как метод очистки поверхности материала.
- Может использоваться при проведении постинспекционного анализа.
Простейшая форма обнаружения трещин Эдди включает использование намотанной медной проволоки, которая может возбуждаться пропусканием переменного тока для создания магнитного поля вокруг катушки. Когда катушка приближается к тестируемому проводящему материалу, в катушке будет индуцироваться ток, противоположный току в материале, и любой дефект в тестируемом проводящем материале будет создавать помехи на пути вихревых токов.Нарушение путей вихревого тока, вызванное дефектами на поверхности оцениваемого материала, можно измерить по изменениям импеданса в медной катушке.
Обнаружение трещин в металле:Типичное обнаружение трещин в металле необходимо для обнаружения дефектов в металлах, например, типичный дефект сварки может быть вызван отсутствием полного сплавления сварного шва с основным металлом, что в конечном итоге приведет к образованию трещин и пористых условий внутри сварного шва.Использование дефектоскопии металлов связано с неразрушающими методами оценки геометрии дефектов в металлах. Без надлежащего обнаружения трещин в металле большие нагрузки плюс непрерывный изгиб и изгиб могут вызвать усталость металла, что в конечном итоге может привести к катастрофическим авариям.
.