Многоточечная форсунка впрыска топлива — расположение, устройство
LCMS ELECTUDE позволяет получить комплексные знания и навыки для работы с бензиновыми, дизельными топливными системами. Большое внимание уделяется как исполнительным механизмам, так и управлению впрыском топлива. Среди новых переведённых модулей LCMS раздела «Автомобильные основы» — модуль, посвящённый многоточечной форсунке впрыска топлива.С каждым тактом впуска двигатель всасывает воздух. Путём добавления в воздух топлива формируется горючая смесь. Управление впрыском топлива происходит при помощью форсунки, которая является исполнительным механизмом. В системе впрыска используется одна форсунка на цилиндр.
Расположение
В случае бензинового двигателя с системой непосредственного впрыска форсунки размещаются во впускном коллекторе или непосредственно во впускных отверстиях головки цилиндров. Таким образом, форсунки могут распылять бензин в направлении впускных клапанов. Топливоподкачивающий насос откачивает бензин из топливного бака и подаёт его под давлением через фильтр к топливной рампе.
Форсунки подключены к топливной рампе, в которой регулируется давление топлива до требуемого значения с помощью регулятора давления. Избыток топлива (давления) подаётся в топливный бак по обратному топливопроводу.
Устройство многоточечной форсунки впрыска
Форсунка часто имеет пластиковый корпус, в котором находится штекерное соединение, которое подключено к катушке форсунки.
В сердечнике катушки расположен поршень, который соединен с иглой впрыска. За поршнем находится пружина, которая вдавливает его и иглу впрыска в гнездо клапана. В результате данного вдавливания игла впрыска закрывает отверстие для впрыска.
Обычно отверстие для впрыска состоит из нескольких отверстий. Поскольку данные отверстия очень маленькие, топливо выходит из форсунки в виде мелкодисперсного тумана. В топливоснабжении, в верхней части форсунки размещен фильтр, который предотвращает попадание загрязнений в форсунку. Резиновые кольца обеспечивают герметичное соединение между топливной рампой, форсункой и впускным отверстием/трубой.
Принцип действия
При открытии форсунки через катушку начинает проходить ток. Магнитное поле в катушке подтягивает поршень и вместе с ним иглу впрыска. Если игла впрыска перемещается вверх, открывается отверстие для впрыска, и форсунка впрыскивает мелкодисперсный бензиновый туман. Чем мельче этот туман, тем легче он испаряется. Если через катушку не проходит ток, то магнитное поле исчезает. Возвратная пружина толкает поршень и иглу впрыска вниз: отверстие для впрыска закрывается. Форсунка осуществляет впрыск топлива, когда подключены её положительная и отрицательная клеммы. Положительная клемма подключена постоянно, а отрицательное подключение создает блок управления, когда активирует транзистор. Таким образом, можно сделать вывод, что форсунки приводит в действие блок управления.Управление двигателем
Самописец показывает напряжение в точке подключения 4 блока управления (относительно заземления).
Как только форсунка включена, блок управления заземляет клемму 4, что понижает напряжение до 0 V.
Электрические свойства
Когда включается форсунка, через катушку перестает проходить электрический ток. Это означает, что магнитное поле исчезает и форсунка закрывается.Когда магнитное поле исчезает, катушка форсунки начинает генерировать индукционное напряжение.
Длительность импульса форсунки
Каждый раз форсунка впрыскивает необходимое количество топлива. Период, во время которого форсунка открыта, называется временем впрыска.
Реальное значение времени впрыска составляет от 1 до 25 ms. Вы можете измерить время впрыска с помощью специального тестера или осциллографа.
Кстати, один из наших более ранних дайджестов был полностью посвящён измерительному оборудованию: «Как обучиться работать со штангенциркулем и другим измерительным оборудованием».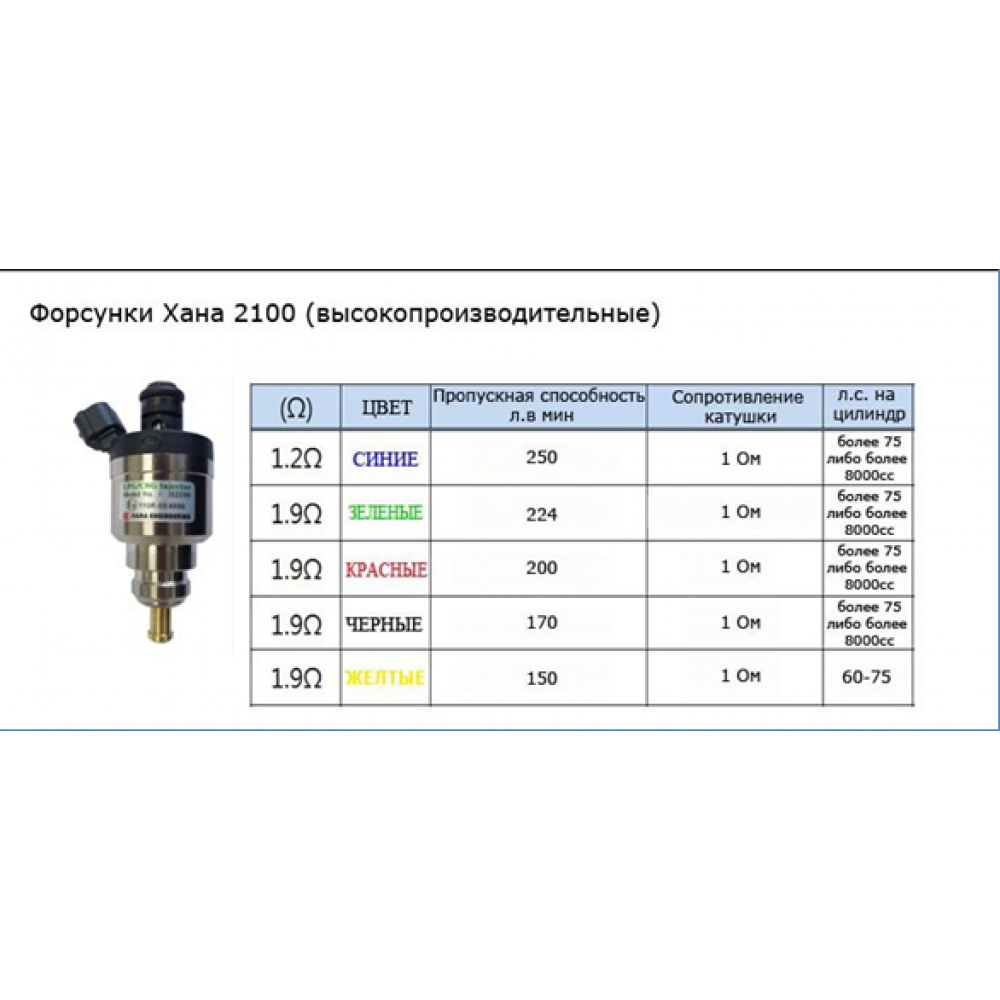 Изучите, пожалуйста, этот материал, если не сделали это раньше.
Изучите, пожалуйста, этот материал, если не сделали это раньше.
Открытые форсунки — Энциклопедия по машиностроению XXL
Характерная особенность открытых форсунок заключается в том, что при их применении трубопровод высокого давления, по которому топливо подается к форсунке, в течение работы двигателя не разобщается с полостью цилиндра. В связи с отсутствием подвижных частей такие форсунки просты по конструкции.Ответственной деталью открытой форсунки является распылитель, имеющий одно или несколько сопловых отверстий. [c.428]
Необходимое давление распыла в открытых форсунках достигается интенсивной подачей топлива с помощью насоса при наличии определенного гидравлического сопротивления отверстия распылителя. Суще- ственным недостатком открытых форсунок является большое изменение давления впрыска при изменении числа оборотов коленчатого вала двигателя. [c.428]
В корпусе этого агрегата размещены элементы насоса гильза 1 и плунжер 2.
 Распылитель открытой форсунки 3 притягивается к корпусу 4 с помощью специальной гайки 5. В кольцевое пространство ff, с которым внутренняя полость гильзы соединена двумя всасывающими отверстиями 7 и фильтрующий элемент S с помощью подкачивающей помпы.
[c.266]
Распылитель открытой форсунки 3 притягивается к корпусу 4 с помощью специальной гайки 5. В кольцевое пространство ff, с которым внутренняя полость гильзы соединена двумя всасывающими отверстиями 7 и фильтрующий элемент S с помощью подкачивающей помпы.
[c.266]К торцу топливного насоса крепится гайкой 5 распылитель S открытой форсунки (см. фиг. 1С 6). В корпусе распылителя размещён плоский пластинчатый клапан 11 для предохранения от попадания газов в топливную камеру 12 и клапан 73, прижимаемо й пружиной 14, обеспечивающий при впрыске топлива минимальное давление, равное 115 кг/см В корпусе распылителя установлен ограничитель хода клапана /5, являющийся одновременно и вытеснителем объёма. [c.268]
Гидравлическая пружина» частично исправляет основной недостаток, заключающийся в растягивании процесса впрыска и в соответствующем увеличении времени сгорания с повышением числа оборотов. Отмеченные выше недостатки обусловили малое распространение насосов этого типа. Вследствие резкой отсечки в конце впрыска и повышенного начального давления подачи работа этого типа насоса возможна с открытой форсункой.
Вследствие резкой отсечки в конце впрыска и повышенного начального давления подачи работа этого типа насоса возможна с открытой форсункой.
Открытые форсунки имеют постоянное или переменное выходное сечение. У них отсутствует запорный орган между сопловыми отверстиями и топливопроводом и в некоторых случаях ставятся небольшие обратные клапаны. Закрытые форсунки имеют запорный орган — иглу — и разделяются по способу подъёма иглы а) на автоматические (с гидравлическим управлением под давлением топлива) и б) с механическим подъёмом иглы. Открытые форсунки проще по конструкции, чем закрытые форсунки. [c.276]
Открытые форсунки (фиг. 124) применяют для стационарных и транспортных дизелей. На схеме а изображена открытая форсунка бескомпрессорного дизеля форсунка имеет регулируемое выходное отверстие. Стопорным винтом 1 можно регулировать величину кольцевого зазора для прохода топлива в седле обратного конуса иглы 2, показанного
[c.
| Фиг. 124. Схемы открытых форсунок бескомпрессорных дизелей. |
Распылитель открытой форсунки двигателя 6ЧР 34,5/50 мощностью 4оО л. с. при 240 об/мин изображён на фиг. 125. Распыливающий наконечник изготовляется из стали ХН-23. В нижней части наконечника просверливают сопловые отверстия, количество, размер и расположение которых зависят от размера и типа двигателя. Для указанного двигателя принимают пять отверстий диаметром 0,3 мм, расположенных под углом 150°. Наконечник прижимается к форсунке крышкой сопла (гайкой), которая изображена рядом Гайка изготовляется из стали 35 (реже из бронзы). [c.276]
На фиг. 126 изображена открытая форсунка с распыливающим наконечником и охлаждением. Вдоль центрального канала корпуса форсунки проходит стержень, имеющий четыре продольные канавки. По двум из них подводится охлаждающая жидкость для охлаждения гайки соплового наконечника, а по другим отводится обратно.
| Фиг. 125. Распылитель открытой форсунки бескомпрессорного дизеля. |
Гидравлическая характеристика открытой форсунки может быть определена опытным или расчётным путём. Так как у форсунки выходное отверстие неизменно, то гидравлическая характеристика является параболой.
[c.278]В момент открытия форсунки кольцевое выходное сечение образуется цилиндрическим отверстием в корпусе распылителя и хвосто- [c.279]
Последовательное включение групп форсунок с повышением давления воды приводит к увеличению производительности деаэратора как за счет увеличения числа действующих форсунок, так и за счет увеличения перепада давления на ранее включенные форсунки. Это наглядно видно из графиков рис. 184, где при увеличении перепада давления с 5 до 7 ж вод. ст. производительность форсунки 1-й группы увеличивается с 0,48 до 5,25 м /час при перепаде давления 7 м вод. ст. начинает включаться в работу форсунка 2-й группы, у которой производительность увеличивается с 0,65 до 6,33 м /час при перепаде давления 10 м вод. ст. Во время открытия форсунки 2-й группы производительность форсунки 1-й группы продолжает увеличиваться из-за увеличения перепада давления с 7 до 10 вод. ст., достигая той же величины, что и для форсунки 2-й группы, т. е. 6,33 м /час.
Это наглядно видно из графиков рис. 184, где при увеличении перепада давления с 5 до 7 ж вод. ст. производительность форсунки 1-й группы увеличивается с 0,48 до 5,25 м /час при перепаде давления 7 м вод. ст. начинает включаться в работу форсунка 2-й группы, у которой производительность увеличивается с 0,65 до 6,33 м /час при перепаде давления 10 м вод. ст. Во время открытия форсунки 2-й группы производительность форсунки 1-й группы продолжает увеличиваться из-за увеличения перепада давления с 7 до 10 вод. ст., достигая той же величины, что и для форсунки 2-й группы, т. е. 6,33 м /час.
| Фиг. 23. Открытая форсунка двигателя Ч 42,5/60. |
Рассмотрим устройство открытой форсунки (фиг. 131). Канал а этой форсунки оканчивается двумя сверлениями, направленными под углом 90° друг к другу и выходящими на коническую поверхность в конце трубы. Эта поверхность притерта к седлу и имеет два прореза шириной 0,5 мм, идущих от сверлений к вершине. Вытекаюш.ие по этим прорезам струи пересекаются у выходного отверстия и образуют плоский веер.
[c.298]
131). Канал а этой форсунки оканчивается двумя сверлениями, направленными под углом 90° друг к другу и выходящими на коническую поверхность в конце трубы. Эта поверхность притерта к седлу и имеет два прореза шириной 0,5 мм, идущих от сверлений к вершине. Вытекаюш.ие по этим прорезам струи пересекаются у выходного отверстия и образуют плоский веер.
[c.298]
Преимущества открытых форсунок — простота конструкции, небольшие размеры и ьес, отсутствие опасности заедания иглы. [c.298]
Недостатки открытых форсунок — плохое распыливание и подтекание топлива на малых числах оборотов большая чувствительность к длине трубопровода, так как отсутствие иглы сказывается на увеличении продолжительности подачи, особенно при длинных трубках между насосом и форсункой. [c.298]
На фиг. 144 показан общий вид открытой форсунки двигателя 442,5/60, а на фиг. 145 показан отдельно распылитель форсунки того же двигателя.
[c. 146]
146]
Момент открытия форсунок и подача топлива в цилиндр в бескомпрессорных двигателях осуществляются непосредственно топливными насосами. Регулировка момента подачи топлива в бескомпрессорных двигателях, в связи с этим, производится у насоса и обычно является предварительной, требующей дальнейшего уточнения момента воспламенения по индикаторным диаграммам. [c.158]
| Рис. 11.110. Схема открытой форсунки |
 Это приводит к подтеканию топлива после прекращения его впрыска, что ухудшает работу двигателя.
[c.251]
Это приводит к подтеканию топлива после прекращения его впрыска, что ухудшает работу двигателя.
[c.251]Подтекание в открытых форсунках уменьшается при уменьшении объема топлива между топливным насосом и распыливающими отверстиями форсунки. Это достигается, в частности, объединением насоса и форсунки в едином агрегате под названием насос-форсунка. [c.251]
На свободнопоршневых дизель-компрессорах, работа-ющ их в узкой области числа рабочих циклов в минуту и имеющих короткий нагнетательный трубопровод, применяются открытые форсунки. Пример такой форсунки с пересекающимися каналами прямоугольного [c.335]
Простейшим по конструкции является шариковый нагнетательный клапан, применяющийся преимущественно в открытых форсунках и нередко в сдвоенном варианте. [c.355]
Нагнетательные клапаны в системах с открытыми форсунками препятствуют проникновению газов из рабочего цилиндра в форсунку, а в системах с закрытыми форсунками стабилизируют процесс топливоподачи. [c.355]
[c.355]
Стремление упростить и улучшить работу таких двигателей привело к созданию бескомпрессорных двигателей, в которых производится механическое распыление топлива при давлениях 500— 700 бар. Проект бескомпрессорного двигателя высокого сжатия со смешанным подводом теплоты разработал русский инженер Г. В. Тринклер. Этот двигатель лишен недостатков обоих разобранных типов двигателей. Жидкое топливо топлив1[ым насосом подается через топливную форсунку в головку цилиндра в виде мельчайших капелек. Попадая в раскаленный воздух, топливо самовоспламеняется и горит в течение всего периода, пока открыта форсунка вначале при постоянном объеме, а затем при постоянном давлении. [c.268]
Регулирование открытой форсунки бескомирессорного двигателя сводится к правильному и целесообразному подбору формы соила, числа и диаметра отверстий и определению угла сверления последних. Необходимо правильно расположить форсунку в стакане крышки цилиндра, так как при высоком положении форсунок струя топлива будет попадать в край крышки, что ухудшит рас-пыливание топлива и вызовет дымное сгорание. [c.407]
[c.407]
В представленных камерах непосредственного впрыска применяются несколько повышенные давления распыливания рф = = 130-г200 кг1см ). В двухтактных двигателях завода Юнкере и ОМС применены открытые форсунки, максимальные давления впрыска в которых (При нормальных оборотах) дости- [c.246]
Изменение давлений в системе зависит от диапазона изменения скоростного режима двигателя. Размер сопловых отверстий в открытых форсунках подбирают таким, чтобы на малых оборотах получить хорошее распы-ливание топлива. Вследствие этого на номинальном скоростном режиме давления в системе сильно повышаются и, например, в топливной системе двухтактного дизеля автомобиля Ярославского завода достигают 1500 am. [c.278]Калиша [5], возрастание давления в корпусе форсунки происходит при возрастании се-кундного расхода топлива. Начало характеристики соответствует давлению открытия форсунки. [c.281]
[c.281]
Минимуму кривой р=/ У соответствует так называемый критический расход топлива Укрит[c.282]
При низких оборотах в период пуска рас-пыливание топлива ухудшается. В случае применения открытой форсунки максимальное давление распыливаиия в период пуска резко падает и качество распыливания снижается. [c.331]
Площадь проходного сечения каждой полностью открытой форсунки при спецификационной нагрузке [c.332]
Форсунки бескомпрессорных двигателей с насосным распыливанием разделяются на открытые и закрытые. В открытых форсунках отсутствует запорный орган между сопловыми отверстиями и топливоподводом. На фиг. 23 показан разрез открытой форсунки, а на фиг. 24 распылитель. На фиг. 25 показан разрез закрытой форсунки и деталь распылителя и иглы. [c.369]
Экстракция, промывка и реэкстракция производятся в колоннах открытыми форсунками. Исходный водный солянокислый раствор, поступающий в экстракционные колонны, содержит цирконий и гафний в виде тиоцианатных комплексов. Органическая смесь поступает в нижнюю часть четвертой экстракционной колонны. Водный рафинат, содержащий хлорид цирконила, выходящий из четвертой колонны, практически не содержит гафния ([c.303]
Органическая смесь поступает в нижнюю часть четвертой экстракционной колонны. Водный рафинат, содержащий хлорид цирконила, выходящий из четвертой колонны, практически не содержит гафния ([c.303]
В форсунках открытого типа отверстие распылителя не закрывается иглой. Разобщение кaмep J сгорания с насосом после окончания подачи топлива осуществляется при помощи контрольного и пластинчатого клапанов. Открытые форсунки обычно применяются в топливной аппаратуре при быстром и резком нарастании давления и малой продолжительности впрыска. Такая форсунка установлена в насосе-форсунке двигателя ЯАЗ-204 и ЯАЗ-206. [c.78]
Калиш Г, Г., Исследование процесса впрыска с учетом упругих колебаний при работе с открытой форсункой, Известия НАТИ, № 3, 1934. [c.496]
Момент начала подачи топлива в цилиндр в миллиметрах до в. м. т. (или до центра машины) находится при совместном рассмотрении диаграммы хода поршня и момента начала подъема давления в топллвопро1воде (при открытой форсунке). [c.184]
[c.184]
Из чего состоит форсунка электронного впрыска. Форсунки для дизельных двигателей – ухаживаем за ними правильно
Изображение уменьшено. Щелкните, чтобы увидеть оригинал.
Форсунка является основным исполнительным устройством в любой системе впрыска. Ее главная задача — распылять топливо на мелкие частицы в нужном месте впускного воздушного тракта или непосредственно в цилиндрах двигателя. Форсунки бензиновых и дизельных двигателей выполняют одинаковые функции, но по принципу действия и конструкции — это совершенно разные устройства. В данной главе описываются форсунки только для бензиновых двигателей.
Общие сведения
Форсунки впрыска бензина (ФВБ) по конструктивному устройству и по типу реализованного в них способа управления подразделяют на гидромеханические, электромагнитные, магнитоэлектрические и электрогидравлические. В современных системах впрыска бензина используются в основном первые два вида.
По назначению в системе впрыска форсунки бывают пусковыми и рабочими. Рабочие форсунки делят на два вида: центральные форсунки для одноточечного импульсного впрыска и клапанные форсунки для впрыска топлива с распределением по цилиндрам. Разрабатываются рабочие форсунки для впрыска бензина под высоким давлением непосредственно в цилиндры двигателя внутреннего сгорания (ДВС).
Рабочие форсунки делят на два вида: центральные форсунки для одноточечного импульсного впрыска и клапанные форсунки для впрыска топлива с распределением по цилиндрам. Разрабатываются рабочие форсунки для впрыска бензина под высоким давлением непосредственно в цилиндры двигателя внутреннего сгорания (ДВС).
Следует отметить, что форсунки впрыска бензина изготовляются под каждый тип двигателя индивидуально, т.е. форсунки впрыска не унифицируются и, как правило, не могут переставляться с одного типа двигателя на другой. Исключение составляют универсальные гидромеханические форсунки фирмы BOSCH для механических систем непрерывного впрыска бензина, которые широко применялись на различных двигателях в составе системы «K-Jetronic». Но и эти форсунки имеют несколько невзаимозаменяемых модификаций.
Почти все форсунки впрыска бензина содержат внутри корпуса мелкосетчатый фильтр тонкой очистки топлива, который часто является причиной нарушения работоспособности форсунки. Восстановить нормальную работу форсунки с загрязненным фильтром можно принудительной промывкой всей системы впрыска специальным многокомпонентным растворителем, который добавляют в моторное топливо (в бензин), и двигатель включают в работу на холостом ходу на 30-40 мин. В настоящее время для этой цели продаются специальные промывочные установки и растворитель. Промывка форсунки вне двигателя путем «отмачивания» в ацетоне или продувкой воздухом не эффективна.
В настоящее время для этой цели продаются специальные промывочные установки и растворитель. Промывка форсунки вне двигателя путем «отмачивания» в ацетоне или продувкой воздухом не эффективна.
Следует также заметить, что современные форсунки впрыска бензина неразборные и ремонту с демонтажом на детали не подлежат.
Гидромеханические форсунки
Гидромеханические форсунки (ГМ-форсунки) бывают открытого и закрытого типов. Первый тип ГМ-форсунок представляет собой жиклерные форсунки и в современных системах впрыска бензина не используется. ГМ-форсунки закрытого типа предназначены для применения в механических системах непрерывного распределенного по цилиндрам впрыска топлива на бензиновых ДВС. Такие форсунки не имеют электрического управления. Они открываются под напором бензина, а закрываются возвратной пружиной. Давление напора бензина, при котором закрытая форсунка открывается, называется начальным рабочим давлением (НРД) форсунки и обозначается как Рфн. ГМ-форсунки закрытого типа устанавливаются в предклапанных зонах впускного коллектора для каждого цилиндра в отдельности.
По конструкции закрытые форсунки могут различаться устройством запорного клапана и способом крепления в литом корпусе впускного коллектора. По типу запорного устройства закрытые форсунки подразделяют на форсунки со сферическим, дисковым и штифтовым клапаном; по способу крепления — на вставные и резьбовые.
Закрытые ГМ-форсунки в дозировании топлива участия не принимают. Их главная функция — распылять бензин на горячие впускные клапаны двигателя. При этом распыленные частицы бензина переходят в парообразное состояние, а впускной клапан охлаждается. Чтобы не было соприкосновения струи бензина со стенками предклапанной зоны впускного коллектора, бензин распыляется с раскрывом на угол не более 35е, а форсунка по отношению к клапану устанавливается по строго заданной геометрии.
Дозирование топлива в механической системе впрыска производится изменением напора бензина у постоянно открытого распылительного сопла форсунки. При этом давление напора формируется давлением вне форсунки — в дифференциальном клапане дозатора-распределителя механической системы впрыска.
Для того чтобы клапан форсунки закрытого типа находился в состоянии «открыто», давление бензина в клапанной полости 6 должно быть все время несколько выше усилия Рп возвратной пружины 10 (Рфн > Р„).
Это достигается заданием достаточно высокого (не менее 6 бар) рабочего давления Ps (РДС) в системе (в топливоподающей магистрали до дозатора-распределителя) и поддержанием РДС на постоянном уровне.
Основными параметрами закрытой форсунки являются пять показателей.
1. Начальное рабочее давление Рфн (НРД) форсунки сразу после ее сборки на заводе-изготовителе (давление открывания новой форсунки). НРД для закрытых форсунок разных модификаций лежит в пределах 2,7…5,2 кг/см2. Для новых форсунок из одного типоразмерного ряда НРД может отличаться не более чем на ±20%. При подборе комплекта форсунок на двигатель различие НРД не должно превышать ±4%. В продажу (как запчасти) форсунки поступают с одинаковым НРД в упаковке. Замена форсунок неполным комплектом может стать причиной нарушения нормальной работы двигателя.
2. Минимальное рабочее давление Рф т|„ (МРД) форсунки после ее приработки на двигателе (после 5000 км пробега). Это давление становится меньше НРД новой форсунки на 15…20% и стабилизируется (за 5 лет нормальной эксплуатации изменяется не более чем на 5%).
3. Рабочее давление Рф форсунки после ее приработки. Это изменяющееся во время работы двигателя давление во внутренней полости форсунки от минимального рабочего давления Рф min (МРД) до максимального значения рабочего давления Ps max(РДС)в механической системе впрыска.
4. Давление отсечки форсунки Р0 (ДОТ). Это давление, ниже которого форсунка надежно закрытаиногда называется давлением слива). Давление отсечки всегда меньше Рф min на 1,0…1,5 кг/см2, но несколько больше остаточного давления Рост в системе впрыска сразу после выключения двигателя.
5. Производительность Пф форсунки. Это количество бензина, которое распыляется через постоянно открытую форсунку за единицу времени при определенном рабочем давлении Рф в полости форсунки. Обычно Пф закрытой форсунки задается для двух крайних значений рабочего давления: Рф min и Ps max. Этим двум значениям соответствуют два режима работы двигателя: Рф m,n — холостому ходу, Ps m8K — полной нагрузке. Производительность Пф задается в см3/мин или в гр/с. Например, для закрытых форсунок 5-ти цилиндрового ДВС автомобиля AUDI-1O0 (2,2 л, 140 л/с) показатели производительности соответственно равны 30 и 90 см3/мин (при работе в системе «K-Jetronic»).
Обычно Пф закрытой форсунки задается для двух крайних значений рабочего давления: Рф min и Ps max. Этим двум значениям соответствуют два режима работы двигателя: Рф m,n — холостому ходу, Ps m8K — полной нагрузке. Производительность Пф задается в см3/мин или в гр/с. Например, для закрытых форсунок 5-ти цилиндрового ДВС автомобиля AUDI-1O0 (2,2 л, 140 л/с) показатели производительности соответственно равны 30 и 90 см3/мин (при работе в системе «K-Jetronic»).
Вышедшие из строя форсунки закрытого типа ремонту не подлежат, но, как и любые другие, могут быть «промыты» в составе системы впрыска на работающем двигателе.
Электромагнитные форсунки
Электромагнитные форсунки применяются в современных системах впрыска бензина в качестве клапанных рабочих и пусковых форсунок (для систем распределенного по цилиндрам впрыска с электронным управлением), а также в качестве центральных форсунок впрыска (в системах питания с моновпрыском). Центральная форсунка наиболее распространенной конструкции для систем впрыска бензина группы «Mono».
Современные ЭМ-форсунки способны надежно срабатывать со скважностью* S = 0,5 и при этом устойчиво (управляемо) удерживать открытое состояние в течение 2…2,5 мс. Разброс этого параметра в конкретном типоразмерном ряде форсунок не более ±5%. Такой быстроте срабатывания ЭМ-форсунки отвечает частота возвратно-поступательного движения подвижного стержня электромагнита форсунки в 200…250 с-1. Это является пределом возможного для данного типа электроуправляемых форсунок.
При применении ЭМ-форсунок в качестве клапанных рабочее давление Ps в системе впрыска может быть понижено с 6,5 бар (в механических системах) до 4,8…5 бар, что повышает надежность работы электробензонасоса и понижает вероятность протечек топлива в уплотнительных соединениях бензома-гистралей.
При электронном управлении форсунками точность дозирования впрыснутого бензина значительно повышается. Это становится возможным потому, что давление внутри ЭМ-форсунки поддерживается постоянным, и количество впрыснутого топлива определяется только временем открытого состояния форсунки..jpg)
Основными параметрами ЭМ-форсунки являются:
1. Постоянное рабочее давление в полости форсунки (РДФ), равное рабочему давлению Ps системы, выраженное в бар.
2. Производительность форсунки (пропускная СПОСОбнОСТЬ В ОТКРЫТОМ СОСТОЯНИИ — В СМ3/МИН или в г/с при заданном Ps РДС).
3. Минимальное напряжение надежного срабатывания форсунки (постоянное напряжение в вольтах).
4. Минимальное время цикловой подачи топлива (минимальное надежно управляемое время продолжительности открытого состояния форсунки — в мс).
5. Внутреннее омическое сопротивление Нф форсунки (сопротивление катушки соленоида — в омах).
На корпусе форсунки набивается цифровой код, по которому в справочном каталоге можно определить все вышеперечисленные параметры. На корпусе выбивается также торговый знак или название фирмы-изготовителя.
О внутреннем омическом сопротивлении Нф форсунки следует сказать отдельно. Если катушка соленоида намотана медным проводом, то получить величину Нф более 2. ..3 Ом невозможно (накладывается требование минимизации индуктивности Ls катушки). В таком случае для ограничения величины рабочего тока 1ф форсунки последовательно с катушкой соленоида включают дополнительный резистор. Применяют также обмоточный провод с высоким удельным сопротивлением (для катушки соленоида), что исключает необходимость установки дополнительных резисторов. Но в любом случае общий средний ток управления сразу всеми форсунками (или группой форсунок) впрыска на двигателе не должен превышать значения 3…5 А. В некоторых случаях на многоцилиндровых двигателях применяют «групповое» управление форсунками. Это когда форсунки объединены в группы, а каждая группа управляется от отдельного электронного блока. Но наиболее эффективной является система впрыска бензина, в которой каждая рабочая клапанная ЭМ-форсунка управляется независимо от других (последовательный синхронизированный распределенный по цилиндрам импульсный впрыск бензина с управлением от многоканального ЭБУ впрыском).
..3 Ом невозможно (накладывается требование минимизации индуктивности Ls катушки). В таком случае для ограничения величины рабочего тока 1ф форсунки последовательно с катушкой соленоида включают дополнительный резистор. Применяют также обмоточный провод с высоким удельным сопротивлением (для катушки соленоида), что исключает необходимость установки дополнительных резисторов. Но в любом случае общий средний ток управления сразу всеми форсунками (или группой форсунок) впрыска на двигателе не должен превышать значения 3…5 А. В некоторых случаях на многоцилиндровых двигателях применяют «групповое» управление форсунками. Это когда форсунки объединены в группы, а каждая группа управляется от отдельного электронного блока. Но наиболее эффективной является система впрыска бензина, в которой каждая рабочая клапанная ЭМ-форсунка управляется независимо от других (последовательный синхронизированный распределенный по цилиндрам импульсный впрыск бензина с управлением от многоканального ЭБУ впрыском).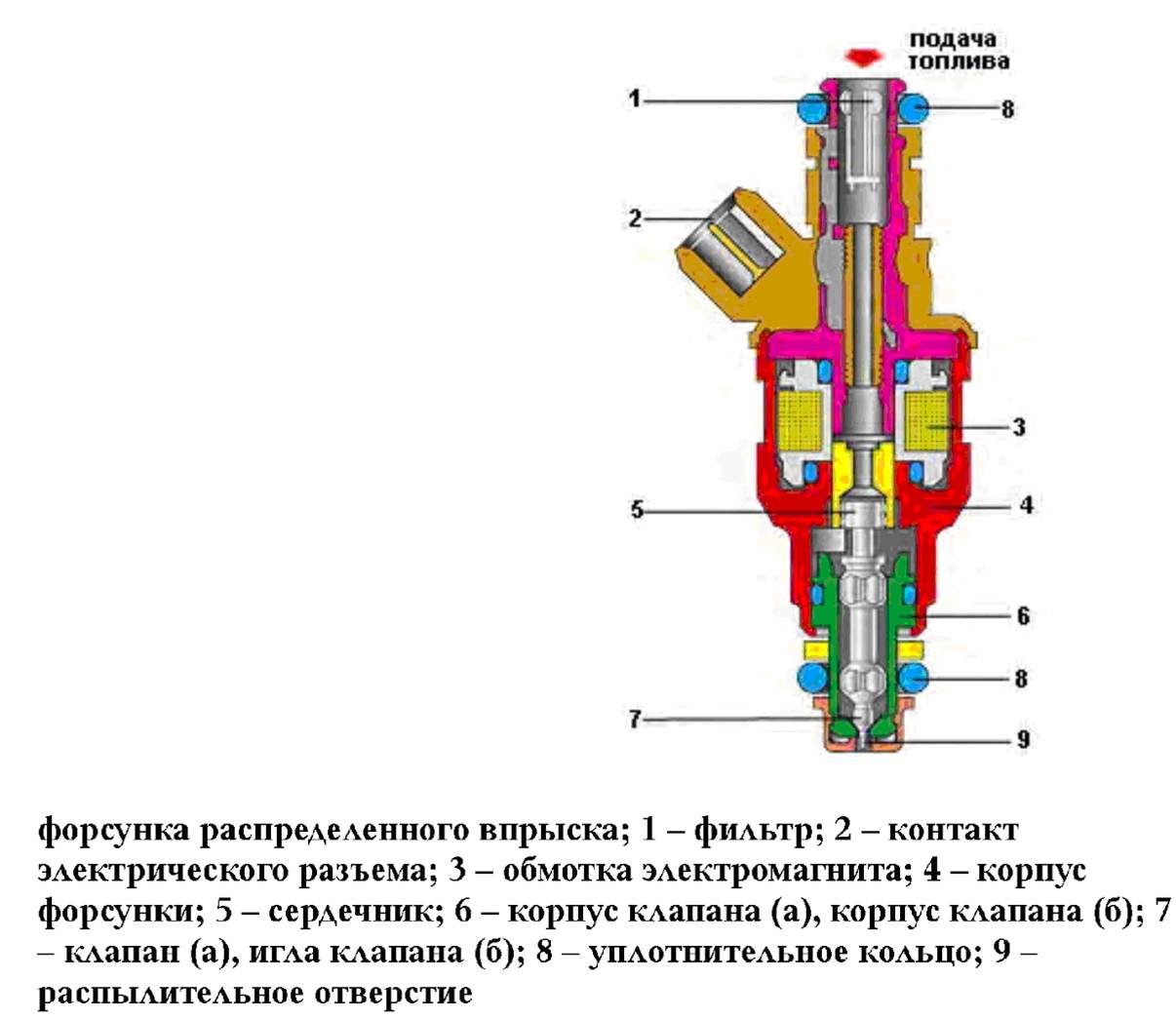
По типу запирающего клапана ЭМ-форсунки, как и гидромеханические, подразделяют на три вида:
Форсунки со сферическим профилем запорного элемента:
Форсунки с штифтовым клапаном (с конусным или игольчатым запорным стержнем):
Форсунки с дисковым клапаном (с плоским или тарельчатым запорным элементом).
Выпускаются форсунки с внутренним электрическим сопротивлением 2,4 Ом: 12,5 Ом; 16 Ом. Малое сопротивление связано с применением обмоточного провода из меди и с необходимостью иметь малую величину индуктивности L соленоида, которая прямо зависит от числа витков Wc обмотки соленоида.
Низкое сопротивление форсунки увеличивают дополнительным сопротивлением в 6…8 Ом, что уменьшает потрябляемый ток. Обмотки высокоомной форсунки выполнены из провода с большим удельным сопротивлением (например, из латуни), что позволяет иметь малое L и большое R.
По производительности П впрыска форсунки подбирают по типам и мощности тех двигателей, на которые эти форсунки устанавливаются. Производительность форсунки определяется под рабочим давлением системы, как количество Кв бензина, прошедшего через форсунку за единицу времени t, если она постоянно открыта.
Производительность форсунки определяется под рабочим давлением системы, как количество Кв бензина, прошедшего через форсунку за единицу времени t, если она постоянно открыта.
Пусковые электромагнитные форсунки
К электромагнитным форсункам относятся и пусковые гидроклапаны с электромагнитным управлением, которые по принципу действия мало чем отличаются от ЭМ-форсунок. Именно поэтому пусковые гидроклапаны чаще называют пусковыми форсунками.
Основное назначение пусковой форсунки (ПС-форсунки) — это работа в механической системе непрерывного распределенного впрыска во время запуска холодного двигателя. Иногда ПС-форсунка используется как форсажное устройство, наподобие ускоритвльного насоса в карбюраторе, или как устройство для запуска перегретого двигателя с турбонаддувом. Пусковая форсунка применяется и в некоторых системах впрыска группы «L». В любом случае ПС-форсунка работает непосредственно от бортсети автомобиля, а в систему электронного управления двигателем включается опосредовано через специальное электронное реле управления.
К ПС-форсункам требования высокой скорости срабатывания не предъявляются, что значительно упрощает конструктивное исполнение ее составных компонентов. Так, масса якоря электромагнита, который (якорь) одновременно является и запирающим элементом клапана форсунки, число витков катушки электромагнита, сечение распылительного сопла, упругость возвратной пружины — все это заметно увеличено по сравнению с рабочей клапанной ЭМ-форсункой.
Форсунка закрытого типа с плунжерным насосом
Ведутся исследования в направлении поиска принципиально новых способов впрыска бензина с помощью форсунок. Испытаны так называемые магнитоэлектрические форсунки, которые отличаются высоким быстродействием (0,5 мс), так как работают с принудительным высокочастотным (до 1000 с»1) переключением полярности магнитного поля в катушке соленоида.
Перспективными считаются также форсунки закрытого типа с дополнительным электромагнитным управлением (электрогидравлические).
В системах впрыска бензина группы «Д» (впрыск в камеру сгорания) используется насос-форсунка закрытого типа с плунжерным насосом высокого давления, который приводится в действие от кулачка распредвала.
Насос-форсунка оснащен сливным каналом с быстродействующим электрогидравлическим клапаном. Комбинация — плунжерный насос, закрытая гидромеханическая форсунка, электроуправляемый от электронной автоматики сливной канал — дает возможность реализовать так называемый «послойный впрыск бензина» непосредственно в камеру сгорания ДВС. Это обеспечивает значительную экономию топлива за счет работы двигателя на очень бедных ТВ-смесях (а = 2,0), а также повышает ряд его эксплуатационных показателей.
При послойном впрыске цикловая подача бензина непрерывно дифференцируется по времени посредством управления давлением в рабочей полости насос-форсунки (под плунжером). Давление регулируется электроуправляемым гидроклапаном в сливном канале. Суть послойного впрыска топлива состоит в его подаче отдельными, строго дозированными порциями. Получается так: за один цикл впрыска бензин подается прямо в цилиндр не сплошной однородной струей, а несколькими частями, каждая из которых образует «свой» коэффициент избытка воздуха а. В объеме цилиндра образуется «послойный пирог» из ТВ-смеси разной концентрации. Преимущество послойного впрыска бензина состоит в том, что в первый момент воспламенения в зону центрального электрода свечи зажигания подается нормальная (стехиометрическая) ТВ-смесь с а = 1, которая легко возгорается. Далее процесс горения топлива в очень бедной ТВ-смеси (а = 2.0) поддерживается за счет «открытого огня», образовавшегося в первый момент воспламенения. Однако система впрыска бензина с насос-форсунками обладает двумя существенными недостатками: она содержит дорогостоящие и очень сложные механические устройства, а также способствует появлению значительных количеств оксидов азота (N0X) в выхлопных отработавших газах двигателя, бороться с которыми крайне сложно. Тем не менее система выпускается фирмой TOYOTA для двигателей TD4 легковых автомобилей.
В объеме цилиндра образуется «послойный пирог» из ТВ-смеси разной концентрации. Преимущество послойного впрыска бензина состоит в том, что в первый момент воспламенения в зону центрального электрода свечи зажигания подается нормальная (стехиометрическая) ТВ-смесь с а = 1, которая легко возгорается. Далее процесс горения топлива в очень бедной ТВ-смеси (а = 2.0) поддерживается за счет «открытого огня», образовавшегося в первый момент воспламенения. Однако система впрыска бензина с насос-форсунками обладает двумя существенными недостатками: она содержит дорогостоящие и очень сложные механические устройства, а также способствует появлению значительных количеств оксидов азота (N0X) в выхлопных отработавших газах двигателя, бороться с которыми крайне сложно. Тем не менее система выпускается фирмой TOYOTA для двигателей TD4 легковых автомобилей.
Обслуживание форсунок (инжектора) бензиновых двигателей
Многие современные автомобили оснащаются системами впрыска топлива. Состояние форсунок — неотъемлемой части системы впрыска — во многом определяет эффективность работы двигателя. Впрыск топлива имеет неоспоримые преимущества по сравнению с карбюраторным принципом смесеобразования. В первую очередь, это более точное дозирование топлива, а следовательно, большая экономичность и приемистость автомобиля и меньшая токсичность отработавших газов. Однако основная исполнительная деталь системы впрыска — форсунка — работает в тяжелых условиях и поэтому весьма требовательна к обслуживанию.
Впрыск топлива имеет неоспоримые преимущества по сравнению с карбюраторным принципом смесеобразования. В первую очередь, это более точное дозирование топлива, а следовательно, большая экономичность и приемистость автомобиля и меньшая токсичность отработавших газов. Однако основная исполнительная деталь системы впрыска — форсунка — работает в тяжелых условиях и поэтому весьма требовательна к обслуживанию.
Общие понятия
Форсунка (инжектор) — управляемый электромагнитный клапан, обеспечивающий дозированную подачу топлива в цилиндры двигателя. Существуют форсунки для центрального (одноточечного, моно) и для распределённого (многоточечного) впрыска. Блок управления — электронный блок, управляющий системой впрыска, в частности работой форсунок.
Устройство и принцип работы
Топливо подаётся к форсунке под определённым (зависящим от режима работы двигателя) давлением. Электрические импульсы, поступающие на электромагнит форсунки от блока управления, приводят в действие игольчатый клапан, открывающий и закрывающий канал форсунки. Количество распыляемого топлива пропорционально длительности импульса, задаваемой блоком управления. Форма и направление распыляемого факела играют существенную роль в процессе смесеобразования и определяются количеством и расположением распылительных отверстий.
Количество распыляемого топлива пропорционально длительности импульса, задаваемой блоком управления. Форма и направление распыляемого факела играют существенную роль в процессе смесеобразования и определяются количеством и расположением распылительных отверстий.
Расположение, классификация и маркировка форсунок
Центральный впрыск — В общий впускной трубопровод топливо впрыскивается одной форсункой (или двумя как на Хонде), которая устанавливается перед дроссельной заслонкой, в месте, где «должен стоять карбюратор», и характеризуется низким сопротивлением обмотки электромагнита (до 4-5 Ом).Распределённый впрыск — Отдельные форсунки осуществляют впрыск топлива во впускные трубопроводы каждого цилиндра. Они располагаются у основания впускных трубопроводов (у корпуса головки блока цилиндров) и отличаются относительно высоким сопротивлением обмоток электромагнитов (до 12-16 Ом). Или меньшим, но с дополнительным блоком сопротивлений. На некоторых автомобилях последнего поколения топливо подаётся непосредственно в камеру сгорания (непосредственный впрыск). Форсунки таких двигателей отличаются высоким рабочим напряжением электромагнита (до 100 В).В маркировке форсунок может отражаться фабричная (торговая) марка или название; каталожный номер или наименование; номер серии.
Форсунки таких двигателей отличаются высоким рабочим напряжением электромагнита (до 100 В).В маркировке форсунок может отражаться фабричная (торговая) марка или название; каталожный номер или наименование; номер серии.
Основные признаки и причины неисправности форсунок
Состояние форсунок существенно влияет на работу двигателя. Основными признаками их неисправности бывают: недостаточная мощность, развиваемая двигателем; рывки и провалы при увеличении нагрузки на двигатель; неустойчивая работа на малых оборотах; повышенная токсичность отработавших газов. Наиболее распространенной неисправностью форсунок является их загрязнение. Они расположены в зоне воздействия высоких температур. Следствие этого — закоксовывание содержащимися в топливе (особенно низкокачественном) смолами, образование на форсунке твердых отложений, перекрывающих (частично или полностью) распылительные отверстия и нарушающих герметичность игольчатого клапана. Кроме того, общее загрязнение элементов топливной системы (бака, трубопроводов, фильтра и т. д.) приводит к засорению частичками шлама каналов и фильтра форсунки. Основным способом восстановления нормальной работоспособности форсунок является их промывка.
д.) приводит к засорению частичками шлама каналов и фильтра форсунки. Основным способом восстановления нормальной работоспособности форсунок является их промывка.
Промывка форсунок
Эта операция подразумевает удаление (вымывание) накопившихся загрязнений из системы. К основным способам промывки форсунок относятся: промывка специальными присадками к топливу; промывка без демонтажа форсунок с двигателя с помощью специальной установки; промывка на ультразвуковом стенде с демонтажом форсунок с двигателя. Промывка с помощью присадок к топливу отличается простотой и заключается в периодическом (каждые 2-3 тыс.км) добавлении в топливо специальных препаратов. Это позволяет промывать не только сами форсунки, но и всю топливную систему. Данный способ эффективен при регулярном удалении небольших загрязнений и носит, скорее, профилактический характер. Внимание! Удаление застарелых отложений подобным методом может привести к прямо противоположному результату: большое количество шлама, смытого моющей присадкой со стенок топливной системы, засоряет трубопровод, топливный фильтр, а иногда и сами форсунки, окончательно выводя их из строя. Промывка форсунок с помощью специальной установки без их демонтажа заключается в работе двигателя на специальном промывающем топливе (сольвенте). Для этого отключается штатный топливный насос автомобиля и магистраль слива топлива в бак (обратка), а топливопровод системы впрыска соединяется с установкой, имеющей резервуар с сольвентом, который под давлением подаётся на форсунки. Процесс делится на несколько этапов. Сначала двигатель работает в течении 15 минут в режиме холостого хода. Затем его останавливают на 15 минут для размягчения особо стойких отложений. Потом двигатель снова запускается и работает 15 минут в режиме периодического увеличения оборотов до их максимального числа. Заключительным этапом промывки является восстановление соединений штатных топливопроводов и работа двигателя на бензине в течении 30 минут. Подобную промывку рекомендуется проводить через каждые 15-20 тыс. км пробега. Промывка на ультразвуковом стенде с демонтажом форсунок применяется в качестве крайней меры для удаления больших затвердевших отложений, когда первые два способа не приводят к желаемым результатам. Принцип действия таких стендов основан на разрушении отложений погруженной в специальный моющий состав форсунки с помощью ультразвука. Кроме того, стенды, как правило, позволяют точно оценить производительность и качество распыла форсунки.
Принцип действия таких стендов основан на разрушении отложений погруженной в специальный моющий состав форсунки с помощью ультразвука. Кроме того, стенды, как правило, позволяют точно оценить производительность и качество распыла форсунки.
Старайтесь избегать заправок топливом на сомнительных АЗС. Использование качественного бензина продлит срок службы инжектора. Соблюдайте рекомендуемые сроки замены топливного фильтра
23.01.2013 в 03:01
Форсунка имеет еще одно название– инжектор. Предназначена она для подачи топлива определенными дозами, распыления топлива в камере, осуществляющей сгорание и образование топливно-воздушной смеси.
Форсунка устанавливается на бензиновых и дизельных двигателях. В данный момент используются форсунки с электронным управлением впрыска.
Конструкция и принцип работы
Форсунки различаются по способу впрыска и делятся на:
– электромагнитные;
– электрогидравлические;
– пьезоэлектрические.
Электромагнитная форсунка устанавливается на бензиновые двигатели, не является исключением и двигатель с непосредственным впрыском. Конструктивно форсунка достаточно проста и состоит из электромагнитного клапана с иглой и сопла.
Данный тип форсунки осуществляет начало работы с поступлением напряжения на обмотку возбуждения клапана согласно заложенному алгоритму в электронный блок управления. При наличии напряжения создается электромагнитное поле, преодолевающее усилие пружины, и затягивает якорь с иглой, тем самым освобождает сопло. Осуществляется впрыск топлива. После исчезновения напряжения пружинный механизм возвращает иглу форсунки на место.
Электрогидравлическая форсунка устанавливается на дизельные двигатели, не является исключением и двигатель с впрыском Common Rail. В конструкцию данного типа форсунки входит камера управления, электромагнитный клапан, сливной и впускной дроссели.
Принцип, при котором осуществляется работа данной форсунки, – использование давления топлива. Исходное положение форсунки: электромагнитный клапан обесточен и является закрытым, игла форсунки прижимается к седлу силой, равной давлению топлива на поршень, который находится в камере управления. Электронный блок управления дает команду, срабатывает электромагнитный клапан и открывается сливной дроссель. Топливо, которое находилось в камере управления, через дроссель вытекает в сливную магистраль. Но впускной дроссель не позволяет выровнять быстро давление во впускной магистрали и камере управления. При неизменном давлении топлива на иглу и уменьшаемом давлении на поршень осуществляется поднятие иглы, после чего происходит впрыск топлива.
Исходное положение форсунки: электромагнитный клапан обесточен и является закрытым, игла форсунки прижимается к седлу силой, равной давлению топлива на поршень, который находится в камере управления. Электронный блок управления дает команду, срабатывает электромагнитный клапан и открывается сливной дроссель. Топливо, которое находилось в камере управления, через дроссель вытекает в сливную магистраль. Но впускной дроссель не позволяет выровнять быстро давление во впускной магистрали и камере управления. При неизменном давлении топлива на иглу и уменьшаемом давлении на поршень осуществляется поднятие иглы, после чего происходит впрыск топлива.
Пьезофорсунка устанавливается на дизельные двигатели с Common Rail. Данный тип форсунки является самым совершенным устройством.
Главными преимуществами данного типа форсунки является: быстрота срабатывания, которая быстрее в 4 раза, чем электромагнитный клапан, что дает возможность использовать многократный впрыск за один цикл, и при этом сохраняется точная дозировка топлива.
Данные преимущества перед другими видами форсунок появились благодаря пьезоэффекту в управлении форсунки, который основан на изменении длины пьезокристалла под воздействием напряжения. Конструкция пьезофорсунки основана на пьезоэлементе, толкателе, переключателе клапана и игле.
Форсунка — это элемент системы впрыска, предназначенный для дозированной подачи топлива, его распыления в камере сгорания (впускном коллекторе) и образования топливно-воздушной смеси.
Форсунки используются в системах впрыска как бензиновых, так и дизельных двигателей. На современных двигателях устанавливаются форсунки с электронным управлением впрыска.
В зависимости от способа осуществления впрыска различают:
- электромагнитные форсунки
- электрогидравлические форсунки
- пьезоэлектрические
Общий вид форсунки системы «коммон рейл» фирмы «Бош» показан на рисунке.
Рис. Разрез электрогидравлической форсунки фирмы Бош:
1 – отводящий дроссель; 2 – игла; 3 – распылитель; 4 – пружина запирания иглы; 5 – поршень управляющего клапана; 6 – втулка поршня; 7 – подводящий дроссель; 8 – шариковый управляющий клапан; 9 – шток; 10 – якорь; 11 – электромагнит; 12 – пружина клапана
Форсунка состоит из:
- электромагнита 11
- якоря электромагнита 10
- маленького шарикового управляющего клапана 8
- запорной иглы 2
- распылителя 3
- поршня управляющего клапана 5
- подпружиненного штока 9
Шарик клапана прижимается к седлу с усилием пружины и электромагнита. Сила пружины рассчитана на давление до 100 кг/см2, что значительно ниже давления в линии высокого давления (250…1800 кг/см2), поэтому только при приложении усилия электромагнита шариковый клапан не отойдет от седла, отделяя аккумулятор от линии слива. Игла распылителя форсунки в нерабочем состоянии прижимается к седлу пружиной распылителя – это предотвращает попадание воздуха в форсунку при пуске двигателя.
Сила пружины рассчитана на давление до 100 кг/см2, что значительно ниже давления в линии высокого давления (250…1800 кг/см2), поэтому только при приложении усилия электромагнита шариковый клапан не отойдет от седла, отделяя аккумулятор от линии слива. Игла распылителя форсунки в нерабочем состоянии прижимается к седлу пружиной распылителя – это предотвращает попадание воздуха в форсунку при пуске двигателя.
В отличие от бензиновых электромеханических форсунок, в форсунках «Коммон Рейл» электромагнит при давлении 1350 … 1800 кгс/см2 не в состоянии поднять запорную иглу, поэтому используется принцип гидроусиления.
Рис. Принцип действия электрогидравлической форсунки:
а – форсунка в закрытом состоянии; b – форсунка в открытом состоянии; c – фаза закрытия форсунки
При создании давления в аккумуляторе, оно действует как на конусную поверхность иглы, так и на поршень управляющего клапана 5. Поскольку площадь рабочей поверхности поршня на 50% больше площади конусной поверхности иглы, игла распылителя продолжает прижиматься к седлу.
При подаче напряжения от блока управления на электромагнит 11, шток 9 якоря штока поднимается и открывается шариковый управляющий клапан 8. Давление в камере управления 7 падает в результате открытия дроссельного отверстия и топливо пропускается из зоны над поршнем управляющего клапана в зону слива. Давление на поршень управляющего клапана падает, так как подводящее дроссельное отверстие управляющего клапана имеет меньшее сечение чем отводящее. Запорная игла 2 при этом под действием высокого давления в кармане распылителя 3 открывается. Количество подаваемого топлива зависит от времени подачи напряжения в электромагнит 11, а значит от времени открытия шарикового управляющего клапана 8. При прекращении подачи напряжения на электромагнит 11, якорь под действием пружины опускается вниз, при этом шариковый управляющий клапан закрывается, давление в камере управления восстанавливается через специальный жиклер. Под действием давления топлива на поршень управляющего клапана 5, имеющего диаметр больше диаметра иглы, последняя закрывается.
На входе топлива в форсунку установлен аварийный ограничитель подачи топлива. Он предотвращает опорожнение аккумулятора через форсунку с зависшей иглой или клапаном управления, а также повреждение соответствующего цилиндра дизеля. В нем используется принцип возникновения разницы давлений по обе стороны от клапана 1 при прохождении топлива через его жиклеры 2. Сечение жиклеров, затяжка пружины 3 и диаметр клапана подобраны по максимальной продолжительности и расходу, т.е. подаче топлива.
Рис. Аварийный ограничитель подачи топлива через форсунку
В системах «коммон рейл» первых поколений общее количество горючей смеси, впрыскиваемой в цилиндр, разделялось на предварительное и основное. Однако более гармоничной является такая схема сгорания, когда во время одного рабочего такта горючая смесь будет разделена на возможно большее количество частей. До сих пор добиться этого было невозможно по причине инерционности традиционных форсунок с электромагнитным управлением.
Одним из путей совершенствования системы «коммон рейл» является увеличение быстродействия открытия форсунки. Минимальное время открытия форсунки для электромагнита с подвижным сердечником составляет 0,5 мс, что не позволяет оперативно изменять подачу топлива. Для более быстрого срабатывания форсунки в настоящее время применяется пьезокерамическая форсунка, которая работает вчетверо быстрее.
Известно, что при подаче электрического напряжения на пьезокерамическую пластинку она на несколько микрон изменяет свою толщину.
Пьезоэлемент, являющийся исполнительным элементом форсунки, представляет собой параллелепипед длиной 30…40 мм, состоящий из спеченных между собой 300 керамических пластинок (кристаллов), расширяющийся на 80 мкм всего за 0,1 мс, чего достаточно чтобы воздействовать на иглу форсунки с усилием 6300 Н. При этом для управления пьезоэлементом используют напряжение бортовой сети автомобиля.
Рис. Пьезоэлемент
Для усиления пьезоэффекта в керамику добавляют палладиум и цирконий. Пьезоэлемент потребляет энергию только при подаче напряжения и регенерирует ее при выключении напряжения, таким образом, являясь регенератором энергии.
Пьезоэлемент потребляет энергию только при подаче напряжения и регенерирует ее при выключении напряжения, таким образом, являясь регенератором энергии.
Использование пьезоэлемента, кроме быстроты срабатывания, обеспечивает большую силу открытия клапана сброса давления над иглой форсунки и высокую точность хода для быстрого сброса давления подачи топлива.
Электрогидравлическая форсунка с пьезоэлементом показана на. Основными составляющими форсунки являются модуль исполнительного элемента, состоящего из пьезоэлектрического элемента и его составляющих, модуль плунжера, состоящего из поршней, амортизатора давления и пружины, клапан переключения, игла. Для окончательной очистки топлива применяется специальный стержневой фильтр.
Рис. Разрез пьезоэлектрогидравлической форсунки:
1 – патрубок рециркуляции; 2 – электрический разъем; 3 – стержневой фильтр; 4 – корпус форсунки; 5 – пьезоэлектричесий элемент; 6 – сопряженный поршень; 7 – поршень клапана; 8 – клапан переключения; 9 – игла форсунки; 10 – амортизатор давления
Увеличение длины модуля исполнительного элемента преобразуется модулем соединителя в гидравлическое давление и перемещение, воздействующие на клапан переключения. Модуль плунжера действует как гидравлический цилиндр. На него постоянно воздействует давление подачи топлива 10 кгс/ см2 через редукционный клапан в обратной магистрали.
Модуль плунжера действует как гидравлический цилиндр. На него постоянно воздействует давление подачи топлива 10 кгс/ см2 через редукционный клапан в обратной магистрали.
Топливо выполняет роль амортизатора давления между плунжером соединителя выпускного дросселя 8 и плунжером клапана 5 в модуле плунжера. Из пустого закрытого инжектора (присутствует воздух) воздух удаляется при стартерном пуске двигателя (с частотой вращения вала стартера). Помимо этого, инжектор наполняется топливом, подаваемым погруженным в топливном баке насосом, проходящим через управляемый обратный клапан против направления потока топлива.
Клапан переключения состоит из пластины клапана, плунжера клапана 5, пружины клапана и пластины дросселя 3. Топливо под давлением протекает через впускной дроссель 4 в пластине дросселя к игле форсунки и в камеру над иглой форсунки. Благодаря этому происходит выравнивание давления над и под иглой форсунки. Игла форсунки удерживается в закрытом положении силой пружины форсунки. При нажиме плунжера клапана 5 открывается канал выпускного дросселя и топливо под давлением вытекает через выпускной дроссель 8 большего размера, расположенный над иглой форсунки. Топливо под давлением поднимает иглу форсунки, в результате чего происходит впрыск. Благодаря быстрым командам на переключение пьезо-электрического элемента за один рабочий такт друг за другом производятся несколько впрысков.
При нажиме плунжера клапана 5 открывается канал выпускного дросселя и топливо под давлением вытекает через выпускной дроссель 8 большего размера, расположенный над иглой форсунки. Топливо под давлением поднимает иглу форсунки, в результате чего происходит впрыск. Благодаря быстрым командам на переключение пьезо-электрического элемента за один рабочий такт друг за другом производятся несколько впрысков.
Рис. Принцип работы пьезофорсунки:
1 – игла форсунки; 2 – пружина форсунки; 3 – пластина дросселя; 4 — впускной дроссель; 5 – плунжер клапана; 6 – линия высокого давления; 7 – соединительный элемент; 8 – выпускной дроссель; а – форсунка закрыта; б — форсунка открыта
Из-за особенностей процесса сгорания, присущих дизельным двигателям с турбонаддувом, для уменьшения шума и снижения выброса оксидов азота в цилиндры двигателя перед впрыском основной дозы топлива подается небольшая капля топлива (1…2 мм3) «пилотный впрыск», которая плавно перетекает в распыление остальной части топлива. Предварительный впрыск позволяет топливу воспламеняться быстрее. Давление и температура при этом возрастают медленнее чем при обычном впрыске, что уменьшает «жесткость» работы двигателя и его шум с одновременным снижением выбросов окислов азота. Характер процесса двойного впрыска показан на рисунке:
Предварительный впрыск позволяет топливу воспламеняться быстрее. Давление и температура при этом возрастают медленнее чем при обычном впрыске, что уменьшает «жесткость» работы двигателя и его шум с одновременным снижением выбросов окислов азота. Характер процесса двойного впрыска показан на рисунке:
Рис. График процесса двойного впрыска и характер распыления топлива
При холодном двигателе и в режиме, приближенном к холостому ходу, происходит два предварительных впрыска. При увеличении нагрузки предварительные впрыски один за одним прекращаются, пока при полной нагрузке двигатель не перейдет в режим основного впрыска. Оба дополнительных впрыска необходимы для регенерации сажевого фильтра.
Благодаря тому, что пьезофорсунки имеют намного меньшее время срабатывания, чем традиционные электромагнитные, стало возможным разделение горючей смеси на несколько отдельных микродоз: после многократных предварительных впрыскиваний очень небольших количеств горючей смеси следуют либо основное впрыскивание, либо при необходимости многие так называемые «послевпрыскивания».
Рис. Характер протекания процесса многоступенчатого впрыска
Время между предварительным впрыскиванием и основным впрыскиванием составляет 100 мс. Объем топлива, попадающего в цилиндр в момент каждого предварительного впрыскивания, составляет 1,5 мм3. Это делается для равномерного распределения давления в камере сгорания и, соответственно, уменьшения шума, создаваемого в процессе сгорания. После впрыскивания, в свою очередь, служат для снижения токсичности отработавших газов. Если в конце цикла сгорания произвести еще одно впрыскивание в цилиндр, то оставшиеся частицы сгорают лучше. Кроме того, в случае, когда во впускной системе установлен фильтр для улавливания несгоревших частиц, такая технология за счет высокой температуры способствует его очистке. Это особенно актуально для двигателей с большим рабочим объемом.
Более того, сейчас стало возможным использовать до семи тактов впрыска вместо трех за один рабочий процесс. Благодаря этому появляются новые возможности для увеличения номинальной мощности двигателя и еще более точного контроля за составом отработавших газов.
Новое поколение форсунок позволяет регулировать не только количество впрыска по времени и его фазы, но и управлять подъемом иглы, что позволяет более четко управлять процессом впрыска.
В настоящее время производители дизельной топливной аппаратуры, например фирма Бош, разработала системы Common Rail с давлением впрыска до 2500 кгс/см2. В этих системах форсунка отличается от традиционной тем, что максимальное давление создается не гидроаккумуляторе, а в самой форсунке. Она снабжена миниатюрным гидроусилителем давления и двумя электромагнитными клапанами, позволяющими варьировать момент впрыска и количество топлива в пределах одного рабочего цикла. Таким образом, здесь совмещены принципы работы Common Rail и форсунки.
Топливная форсунка сейчас стала неотъемлемой частью топливной системы многих современных автомобилей. Подобные приспособления начали ставить в 30-х годах 20 века на авиамоторы, а позже на гоночные автомобили.
Более широкое распространение в автомобилестроении они получили не так давно, только в 70-80-х годах 20 века. Причиной широкого использования форсунок стали топливный кризис и повышенное внимание к сохранению окружающей среды.
Причиной широкого использования форсунок стали топливный кризис и повышенное внимание к сохранению окружающей среды.
До 70-80-х годов 20 века для достижения большей мощности двигателей транспортных средств распространено было преднамеренное переобогащение воздушно-топливной смеси. Конечно, это имело свой эффект и транспортные средства становились более шустрыми. Но эта шустрость увеличивала расход топлива и приводила к избытку продуктов горения в выхлопных газах. Чтобы решить эти проблемы, нужно было доработать конструкцию топливной автомобильной системы. Это и привело к использованию топливных форсунок в автомобилестроении. Сначала начали ставить системы с одной форсункой (моновпрыск), а позже – системы распределённого впрыска топлива. Первая электромагнитная форсунка с электронный управлением впрыска появилась в 1967 году. Она производила подачу топлива в камеру сгорания через равные промежутки времени.
1. Что такое электромагнитная форсунка.
Форсунка или, как её иногда называют, – это элемент двигательной системы автомобиля, который предназначается для дозировки подачи и распыления топлива в камеру сгорания двигателя, а также для формирования воздушно-топливной смеси
. Кроме того, форсунки выполняют функцию герметизации камеры сгорания двигателя.
Кроме того, форсунки выполняют функцию герметизации камеры сгорания двигателя.
Форсунки ставят в большей степени на бензиновые двигатели (даже на те, что оборудованы системой непосредственного впрыска). Но встречаются и дизельные двигатели с Распыление топлива происходит за счёт высокого уровня давления, создаваемого форсунками. Для бензина достаточно нескольких атмосфер, а для дизельного топлива необходимы сотни и тысячи атмосфер (только при таком давлении дизельное топливо приобретает нужные характеристики).
Различают три основных вида топливных форсунок:
— Электромагнитные форсунки.
Пьезоэлектрические форсунки.
Электрогидравлические форсунки.
Остановимся на первом типе форсунок.
Электромагнитная форсунка основана на работе электромагнита. Она начинает действовать во время поступления на обмотку возбуждения клапана некоторого напряжения в соответствии с заложенным алгоритмом в Эта обмотка возбуждения и представляет собой некую копию электромагнита.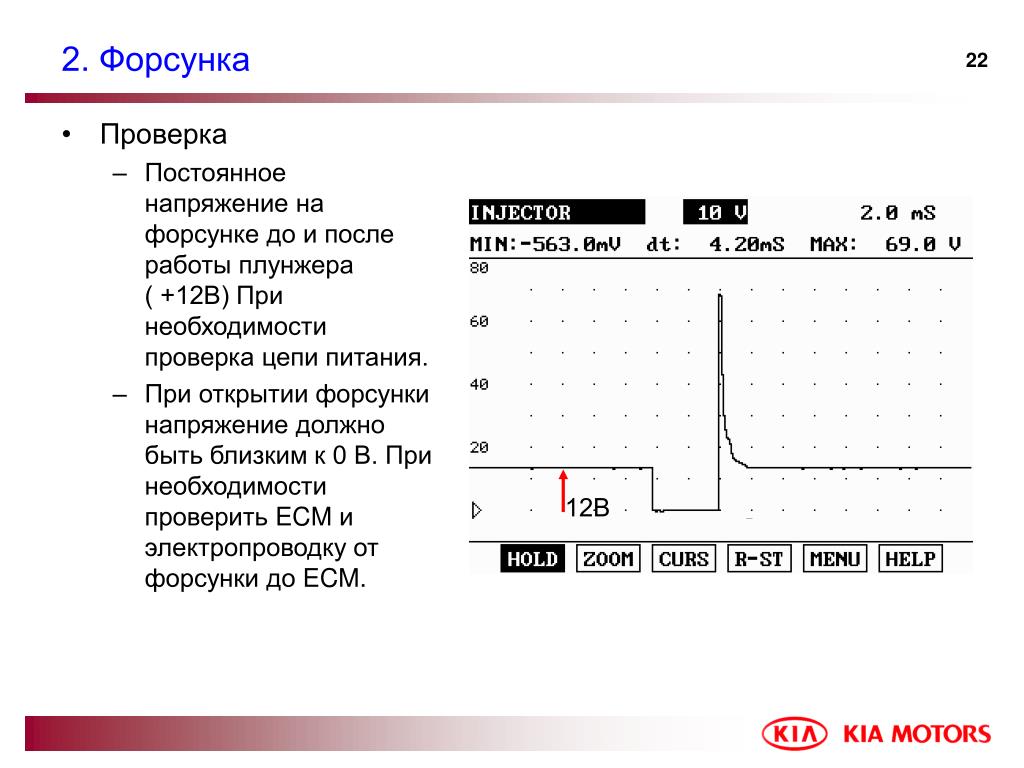 Если сравнивать топливные системы с форсунками и карбюраторные топливные системы, то первые имеют как достоинства, так и недостатки перед вторыми.
Если сравнивать топливные системы с форсунками и карбюраторные топливные системы, то первые имеют как достоинства, так и недостатки перед вторыми.
Достоинства топливных форсунок по сравнению с карбюраторными системами:
1. Точная дозировка топлива, благодаря чему обеспечивается его экономный расход.
2. Токсичность отработанных газов сводиться к минимуму.
3. Мощность автомобильного двигателя с форсунками возрастает на 10%.
4. Запустить двигатель с форсунками намного легче вне зависимости от погоды на улице.
5. Форсунки улучшают динамические свойства автомобиля.
6. Чистить и менять форсунки и другие элементы двигательной системы необходимо заметно реже, чем в карбюраторных двигателях.
Недостатки топливных форсунок по сравнению с карбюраторными системами:
1. Для нормальной работы форсунок топливо должно быть очень качественным. Если состав топлива нарушается, то форсунки быстрой выйдут из строя.
2. Стоимость ремонта или замены топливных форсунок очень высокая.
Учитывая все достоинства, двигатели с форсунками и получили такую популярность среди автопроизводителей.
2. Устройство электромагнитной форсунки.
Обычно, форсунка состоит из одного канала. Но встречаются варианты и с двумя каналами, когда по одному каналу выбрасывается топливо, а по второму – состав, необходимый для распыления топлива (жидкость, газ, пар). Устройство электромагнитной форсунки предельно простое. Она состоит из таких компонентов:
1. Фильтр в виде сетки.
2. Электрический разъём.
3. Электромагнитная обмотка возбуждения.
4. Специальная пружина.
5. Якорь от электромагнита.
6. Корпус форсунки.
7. Уплотнение на корпусе.
8. Игла форсунки.
9. Сопло форсунки.
Сопло предназначается для осуществления разбрызгивания топлива. От качества исполнения данного элемента зависит работа всего прибора. Фильтр сеточного типа необходим для фильтрации топлива, которое будет проходить через форсунку. Фильтр нужен, так как форсунки очень чувствительны к наличию сторонних элементов в топливе.
Через электрический разъём на форсунки поступает электроэнергия, которая потом переходит на электромагнитную обмотку возбуждения. Пружина предназначается для возвращения иглы форсунки в исходную позицию после впрыска. Якорь электромагнита производит управление, и осуществляет движение иглы форсунки. Игла форсунки производит открытие и закрытие сопла, благодаря чему происходит управление впрыском топлива. Все конструктивные элементы форсунки располагаются в определённом порядке в её корпусе. Уплотнение на корпусе необходимо для более качественной и надёжной установки прибора в топливную систему.
3. Принцип работы электромагнитной форсунки.
Принцип работы электромагнитной форсунки состоит в следующем.
После включения зажигания, электромагнитные форсунки получают от блока управления команды с определённой частотой. Под воздействием этих команд они принимают два возможных положения: открытое или закрытое. Если на форсунку напряжение не подаётся, то игла под воздействием пружинного механизма и давления топлива прижимается к седлу клапана и форсунка в это время не обеспечивает подачу топлива в коллектор.
Под воздействием этих команд они принимают два возможных положения: открытое или закрытое. Если на форсунку напряжение не подаётся, то игла под воздействием пружинного механизма и давления топлива прижимается к седлу клапана и форсунка в это время не обеспечивает подачу топлива в коллектор.
Когда электронный управляющий блок по заложенному алгоритму подаёт на электромагнитную обмотку возбуждения необходимое напряжение, создаётся электромагнитное поле, которое провоцирует втягивание якоря с иглой и освобождение сопла форсунки, преодолевая силу пружины. Через сопло и производиться впрыскивание топлива в камеру сгорания. Когда напряжение исчезает, игла форсунки под воздействием пружины возвращается в исходное положение.
Все современный форсунки оснащаются электронной системой контроля впрыска топлива. Электронная система контроля впрыска топлива принимает команды от датчиков в двигателе, на основе которых определяет нужное количество топлива для двигателя в данный момент и отправляет сигналы форсункам. А форсунки открываются в нужное время и производят впрыск необходимого количества топлива. То есть они дают возможность довольно точно дозировать впрыск топлива в коллектор.
А форсунки открываются в нужное время и производят впрыск необходимого количества топлива. То есть они дают возможность довольно точно дозировать впрыск топлива в коллектор.
Впрыскивание топлива осуществляется сверху вниз через распылительную пластину, от формы и конструкции которой зависит форма струи. Качество работы форсунки определяется по характеру распыления топлива, который она способна обеспечить. Форсунка должна давать конусообразное распыления с ровный и непрерывным факелом.
Работу форсунок определяют по таким характеристикам:
1. Динамический диапазон функционирования.
2. Минимальная подача топлива за один цикл.
3. Время на открытие форсунки.
4. Время на закрытие форсунки.
5. Угол распыления.
6. Дальность топливного факела.
7. Мелкость и зернистость распыления.
8. Характер распределения топлива в факеле.
4. Игла форсунки.
Распылитель – это одна из основных частей форсунки, которая состоит из двух элементов:
1. Иглы.
Иглы.
2. Корпуса.
Игла форсунки изготавливается из легированной стали, очень тщательно обрабатывается и имеет высокую степень твёрдости поверхности. Высокая твёрдость поверхности просто необходима для обеспечения работы форсунки в условиях высокой температуры и высокого давления. Качество функционирования иглы форсунки зависит от зазора между ней и корпусом распылителя. Поэтому иглу и корпус форсунки всегда выбирают попарно. Заменить только одну из этих деталей нельзя. Если менять, то сразу две.
Положение иглы внутри форсунки контролируется при помощи специальной пружины, которая регулируется винтом, вкрученном в дно корпуса.
Рассмотрим, каким образом происходит работа иглы форсунки.
Когда двигатель работает, топливо проходит из топливного насоса в камеру через канал. Как только давления топлива превысит силу пружины, игла приподнимается, а топливо проходит к отверстиям распыления и впрыскивается в камеру сгорания. После впрыска, давление топлива резко падает, и игла форсунки под действием пружины возвращается в начальную позицию, закрывая входное отверстие. А потом всё повторяется заново.
А потом всё повторяется заново.
Подписывайтесь на наши ленты в
_______________________________________________________________
Виды и конструкция форсунок систем впрыска
Форсунка (или инжектор), являясь конструктивным элементом системы впрыска, предназначена для дозированной подачи топлива, его распыления в камере сгорания (впускном коллекторе) и образования топливно-воздушной смеси.
Форсунка используется в системах впрыска как бензиновых, так и дизельных двигателей. На современных двигателях устанавливаются форсунки с электронным управлением впрыска.
В зависимости от способа осуществления впрыска различают следующие виды форсунок: электромагнитная, электрогидравлическая и пьезоэлектрическая.
Электромагнитная форсунка
Электромагнитная форсунка устанавливается, как правило, на
бензиновых двигателях, в т.ч. оборудованных системой
непосредственного впрыска. Форсунка имеет достаточно простое
устройство, включающее электромагнитный клапан с иглой и сопло.
Её работа осуществляется следующим образом. В соответствии с заложенным алгоритмом электронный блок управления обеспечивает в нужный момент подачу напряжения на обмотку возбуждения клапана.
При этом создается электромагнитное поле, которое преодолевая усилие пружины, втягивает якорь с иглой и освобождает сопло. Производится впрыск топлива. С исчезновением напряжения, пружина возвращает иглу форсунки на седло.
Электрогидравлическая форсунка bosch
Рис.4. Устройство и компоненты электрогидравлической форсунки Бош
1 – отводящий дроссель; 2 – игла; 3 – распылитель; 4 – пружина запирания иглы; 5 – поршень управляющего клапана; 6 – втулка поршня; 7 – подводящий дроссель; 8 – шариковый управляющий клапан; 9 – шток; 10 – якорь; 11 – электромагнит; 12 – пружина клапана
Электрогидравлическая форсунка используется на дизельных двигателях,
в т.ч. оборудованных системой впрыска Common Rail. Конструкция
данной модели объединяет электромагнитный клапан, камеру управления,
впускной и сливной дроссели.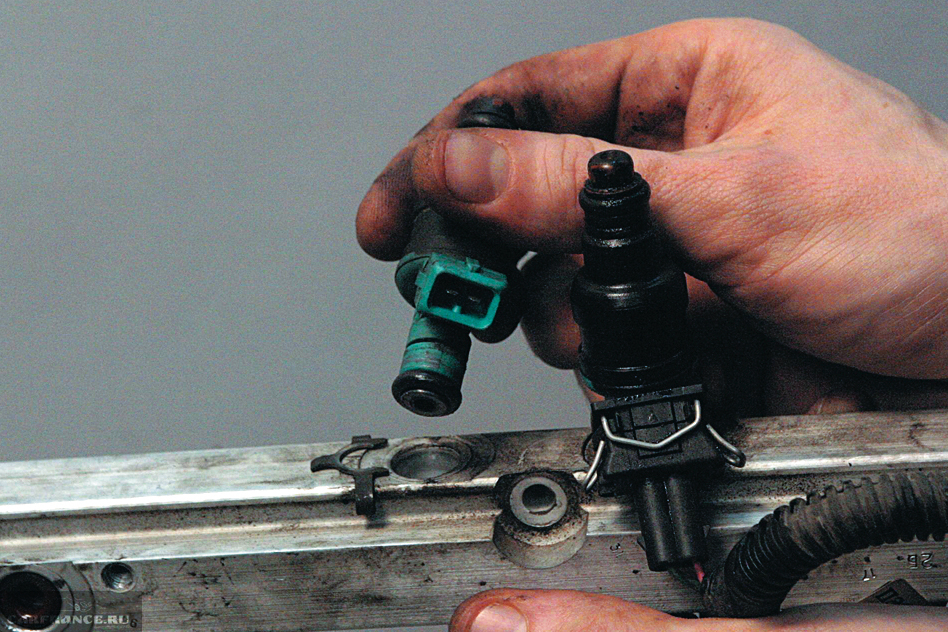
Принцип работы электрогидравлической форсунки bosch основан на использовании давления топлива, как при впрыске, так и при его прекращении.
В исходном положении электромагнитный клапан обесточен и закрыт, игла форсунки прижата к седлу силой давления топлива на поршень в камере управления.
Впрыск топлива не происходит. При этом давление топлива на иглу ввиду разности площадей контакта меньше давления на поршень.
По команде электронного блока управления срабатывает электромагнитный клапан, открывая сливной дроссель. Топливо из камеры управления вытекает через дроссель в сливную магистраль.
При этом впускной дроссель препятствует быстрому выравниванию давлений в камере управления и впускной магистрали. Давление на поршень снижается, а давление топлива на иглу не изменяется, под действием которого игла поднимается и происходит впрыск топлива.
Общий вид форсунки системы Бош Комон Рейл показан на рисунке 4.
Форсунка состоит из: электромагнита, якоря электромагнита,
маленького шарикового управляющего клапана, запорной иглы,
распылителя, поршня управляющего клапана и подпружиненного штока.
Шарик клапана прижимается к седлу с усилием пружины и электромагнита. Сила пружины рассчитана на давление до 100 кг/см2, что значительно ниже давления в линии высокого давления (250…1800 кг/см2), поэтому только при приложении усилия электромагнита шариковый клапан не отойдет от седла, отделяя аккумулятор от линии слива.
Игла распылителя форсунки в нерабочем состоянии прижимается к седлу пружиной распылителя – это предотвращает попадание воздуха в форсунку при пуске двигателя.
В отличие от бензиновых электромеханических форсунок, в форсунках
Common Rail электромагнит при давлении 1350-1800 кгс/см2 не в
состоянии поднять запорную иглу, поэтому используется принцип
гидроусиления.
Принцип действия электрогидравлической
форсунки bosch
При создании давления в аккумуляторе, оно действует как на конусную
поверхность иглы, так и на поршень управляющего клапана 5. Поскольку
площадь рабочей поверхности поршня на 50% больше площади конусной
поверхности иглы, игла распылителя продолжает прижиматься к седлу.
При подаче напряжения от блока управления на электромагнит 11, шток 9 якоря штока поднимается и открывается шариковый управляющий клапан 8.
Давление в камере управления 7 падает в результате открытия дроссельного отверстия и топливо пропускается из зоны над поршнем управляющего клапана в зону слива.
Давление на поршень управляющего клапана падает, так как подводящее дроссельное отверстие управляющего клапана имеет меньшее сечение, чем отводящее.
Запорная игла 2 при этом под действием высокого давления в кармане распылителя 3 открывается. Количество подаваемого топлива зависит от времени подачи напряжения в электромагнит 11, а значит от времени открытия шарикового управляющего клапана 8.
При прекращении подачи напряжения на электромагнит 11, якорь под действием пружины опускается вниз, при этом шариковый управляющий клапан закрывается, давление в камере управления восстанавливается через специальный жиклер.
Под действием давления топлива на поршень управляющего клапана 5,
имеющего диаметр больше диаметра иглы, последняя закрывается.
На входе топлива в форсунку Бош установлен аварийный ограничитель подачи топлива. Он предотвращает опорожнение аккумулятора через форсунку с зависшей иглой или клапаном управления, а также повреждение соответствующего цилиндра дизеля.
В нем используется принцип возникновения разницы давлений по обе стороны от клапана 1 при прохождении топлива через его жиклеры 2. Сечение жиклеров, затяжка пружины 3 и диаметр клапана подобраны по максимальной продолжительности и расходу, т.е. подаче топлива.
Пьезоэлектрическая форсунка
Самым совершенным устройством, обеспечивающим впрыск топлива, является пьезоэлектрическая форсунка (пьезофорсунка). Форсунка устанавливается на дизельных двигателях, оборудованных системой впрыска Common Rail.
Преимуществами пьезофорсунки являются быстрота срабатывания (в 4
раза быстрее электромагнитного клапана), и как следствие возможность
многократного впрыска топлива в течение одного цикла, а также точная
дозировка впрыскиваемого топлива.
Это стало возможным благодаря использованию пьезоэффекта в управлении форсункой, основанного на изменении длины пьезокристалла под действием напряжения. Конструкция пьезоэлектрической форсунки включает пьезоэлемент, толкатель, переключающий клапан и иглу, помещенные в корпусе.
В работе этой модели, также как и электрогидравлической форсунки, используется гидравлический принцип. В исходном положении игла посажена на седло за счет высокого давления топлива. При подаче электрического сигнала на пьезоэлемент, увеличивается его длина, которая передает усилие на поршень толкателя.
Открывается переключающий клапан, топливо поступает в сливную магистраль. Давление выше иглы падает. Игла за счет давления в нижней части поднимается и производится впрыск топлива.
Количество впрыскиваемого топлива определяется: длительностью воздействия на пьезоэлемент; давлением топлива в топливной рампе.
Пьезоэлемент, являющийся исполнительным элементом форсунки bosch,
представляет собой параллелепипед длиной 30…40 мм, состоящий из
спеченных между собой 300 керамических пластинок (кристаллов),
расширяющийся на 80 мкм всего за 0,1 мс, чего достаточно чтобы
воздействовать на иглу форсунки с усилием 6300 Н. При этом для
управления пьезоэлементом используют напряжение бортовой сети
автомобиля.
При этом для
управления пьезоэлементом используют напряжение бортовой сети
автомобиля.
Пьезоэлемент
Для усиления пьезоэффекта в керамику добавляют палладиум и цирконий. Пьезоэлемент потребляет энергию только при подаче напряжения и регенерирует ее при выключении напряжения, таким образом, являясь регенератором энергии.
Использование пьезоэлемента, кроме быстроты срабатывания, обеспечивает большую силу открытия клапана сброса давления над иглой форсунки и высокую точность хода для быстрого сброса давления подачи топлива.
Основными составляющими форсунки являются модуль исполнительного элемента, состоящего из пьезоэлектрического элемента и его составляющих, модуль плунжера, состоящего из поршней, амортизатора давления и пружины, клапан переключения, игла. Для окончательной очистки топлива применяется специальный стержневой фильтр.
Рис.5. Компоненты пьезоэлектрогидравлической форсунки bosch
1 – патрубок рециркуляции; 2 – электрический разъем; 3 – стержневой фильтр; 4 – корпус форсунки; 5 – пьезоэлектричесий элемент; 6 – сопряженный поршень; 7 – поршень клапана; 8 – клапан переключения; 9 – игла форсунки; 10 – амортизатор давления
Увеличение длины модуля исполнительного элемента преобразуется
модулем соединителя в гидравлическое давление и перемещение,
воздействующие на клапан переключения.
Модуль плунжера действует как гидравлический цилиндр. На него постоянно воздействует давление подачи топлива 10 кгс/см2 через редукционный клапан в обратной магистрали.
Топливо выполняет роль амортизатора давления между плунжером соединителя выпускного дросселя 8 и плунжером клапана 5 в модуле плунжера. Из пустого закрытого инжектора (присутствует воздух) воздух удаляется при стартерном пуске двигателя (с частотой вращения вала стартера).
Помимо этого, инжектор наполняется топливом, подаваемым погруженным в топливном баке насосом, проходящим через управляемый обратный клапан против направления потока топлива.
Клапан переключения состоит из пластины клапана, плунжера клапана 5, пружины клапана и пластины дросселя 3. Топливо под давлением протекает через впускной дроссель 4 в пластине дросселя к игле форсунки и в камеру над иглой форсунки.
Благодаря этому происходит выравнивание давления над и под иглой
форсунки. Игла форсунки удерживается в закрытом положении силой
пружины форсунки.
При нажиме плунжера клапана 5 открывается канал выпускного дросселя и топливо под давлением вытекает через выпускной дроссель 8 большего размера, расположенный над иглой форсунки.
Топливо под давлением поднимает иглу форсунки, в результате чего происходит впрыск. Благодаря быстрым командам на переключение пьезоэлектрического элемента за один рабочий такт друг за другом производятся несколько впрысков.
Принцип работы пьезофорсунки
Рис.6. Принцип действия пьезофорсунки
1 – игла форсунки; 2 – пружина форсунки; 3 – пластина дросселя; 4 — впускной дроссель; 5 – плунжер клапана; 6 – линия высокого давления; 7 – соединительный элемент; 8 – выпускной дроссель; а – форсунка закрыта; б — форсунка открыта
Из-за особенностей процесса сгорания, присущих дизельным двигателям
с турбонаддувом, для уменьшения шума и снижения выброса оксидов
азота в цилиндры двигателя перед впрыском основной дозы топлива
подается небольшая капля топлива (1…2 мм3) «пилотный впрыск»,
которая плавно перетекает в распыление остальной части топлива.
Предварительный впрыск позволяет топливу воспламеняться быстрее. Давление и температура при этом возрастают медленнее чем при обычном впрыске, что уменьшает «жесткость» работы двигателя и его шум с одновременным снижением выбросов окислов азота.
При холодном двигателе и в режиме, приближенном к холостому ходу, происходит два предварительных впрыска. При увеличении нагрузки предварительные впрыски один за одним прекращаются, пока при полной нагрузке двигатель не перейдет в режим основного впрыска. Оба дополнительных впрыска необходимы для регенерации сажевого фильтра.
Благодаря тому, что пьезофорсунки имеют намного меньшее время срабатывания, чем традиционные электромагнитные, стало возможным разделение горючей смеси на несколько отдельных микродоз: после многократных предварительных впрыскиваний очень небольших количеств горючей смеси следуют либо основное впрыскивание, либо при необходимости многие так называемые «после впрыскивания».
Время между предварительным впрыскиванием и основным впрыскиванием
составляет 100 мс. Объем топлива, попадающего в цилиндр в момент
каждого предварительного впрыскивания, составляет 1,5 мм3. Это
делается для равномерного распределения давления в камере сгорания
и, соответственно, уменьшения шума, создаваемого в процессе
сгорания.
Объем топлива, попадающего в цилиндр в момент
каждого предварительного впрыскивания, составляет 1,5 мм3. Это
делается для равномерного распределения давления в камере сгорания
и, соответственно, уменьшения шума, создаваемого в процессе
сгорания.
После впрыскивания, в свою очередь, служат для снижения токсичности отработавших газов. Если в конце цикла сгорания произвести еще одно впрыскивание в цилиндр, то оставшиеся частицы сгорают лучше.
Кроме того, в случае, когда во впускной системе установлен фильтр для улавливания несгоревших частиц, такая технология за счет высокой температуры способствует его очистке. Это особенно актуально для двигателей с большим рабочим объемом.
Более того, сейчас стало возможным использовать до семи тактов впрыска вместо трех за один рабочий процесс. Благодаря этому появляются новые возможности для увеличения номинальной мощности двигателя и еще более точного контроля за составом отработавших газов.
Новое поколение форсунок позволяет регулировать не только количество
впрыска по времени и его фазы, но и управлять подъемом иглы, что
позволяет более четко управлять процессом впрыска.
В настоящее время производители дизельной топливной аппаратуры, например фирма Бош, разработала системы Common Rail с давлением впрыска до 2500 кгс/см2. В этих системах форсунка отличается от традиционной тем, что максимальное давление создается не гидроаккумуляторе, а в самой форсунке.
Она снабжена миниатюрным гидроусилителем давления и двумя электромагнитными клапанами, позволяющими варьировать момент впрыска и количество топлива в пределах одного рабочего цикла. Таким образом, здесь совмещены принципы работы Комон Рейл и форсунки.
Другим направлением форсунок Bosch является устройство в форсунках небольшого напорного резервуара, сокращающего обратный ход к циклу низкого давления. Это позволяет увеличить давление впрыска и КПД системы.
Форсунки с повышенным давлением впрыска соответствуют нормам Евро-6.
Что делать, если сопло вашего 3D-принтера засоряется
3D Insider поддерживается рекламой и зарабатывает деньги за клики, комиссионные от продаж и другими способами.
Мы уже много раз говорили: 3D-печать — это бесконечный процесс устранения неполадок. Так много всего может пойти не так, особенно если вы пробуете новую нить или когда некоторые части вашего 3D-принтера нуждаются в обслуживании.
Сопло — одна из самых важных частей вашего принтера.Ведь он выступает переходом между хотэндом и печатной платформой — тем самым, что превращает филамент в объект в 3D-пространстве. Таким образом, засорение сопла в середине печати может быть очень неприятным. Если это продолжает происходить с вами, то это руководство поможет вам докопаться до сути дела и найти пути его решения.
Что происходит в экструдере?
Сопло — это последний компонент узла экструдера 3D-принтера.Чтобы понять, почему происходит засорение сопла, нам лучше понять, что именно происходит внутри экструдера.
Узел экструдера состоит из трех основных компонентов: экструдера, горячей части и сопла. Успешная печать зависит от идеально синхронизированной работы этих трех компонентов. Любой просчет или несоответствие настроек могут привести к ряду проблем, таких как засорение сопла.
Любой просчет или несоответствие настроек могут привести к ряду проблем, таких как засорение сопла.
Экструдер представляет собой набор шестерен, которые «захватывают» нить и толкают ее вперед контролируемым и последовательным образом.Увеличение скорости печати заставляет шаговый двигатель экструдера вращаться быстрее. Это увеличивает скорость доставки филамента к следующему этапу, то есть к горячему концу.
Горячий конец представляет собой нагревательный элемент, объединенный с радиатором, терморазрывом и термистором. Этот компонент экструдера отвечает за плавление нити, чтобы ее можно было протолкнуть через узкое отверстие сопла. Температура печати — один из самых важных параметров в 3D-печати, особенно при переходе с одного типа филамента на другой.
Под давлением, создаваемым непрерывным вращением шестерен экструдера, расплавленная нить проталкивается через сопло. Отверстие сопла намного меньше диаметра нити. Это помогает поддерживать постоянное давление в узле экструдера, чтобы расплавленная нить вытекала из сопла с постоянной скоростью.
Что вызывает засорение сопла?
1. Слишком низкая температура горячего конца
Если температура печати слишком низкая для используемой нити, нить может не полностью расплавиться в горячем конце.Это приводит к повышению давления в узле экструдера, поскольку нить не может свободно вытекать из отверстия сопла. Помимо того, что ваш отпечаток, вероятно, страдает из-за недостаточной экструзии, нарастание давления может стать настолько сильным, что шестерни экструдера в конечном итоге обнажают нить. Когда это происходит, вам почти наверняка нужно разобрать узел экструдера и вычистить зачищенный пластик с шестерен экструдера.
2. Слишком высокая температура горячего конца
Как ни странно, установка слишком высокой температуры печати также может привести к проблемам с засорением.Хотя у вас не должно быть проблем с плавлением нити накала, избыточное тепло может фактически начать ползти назад и размягчать нить накала до того, как она попадет в горячий конец. Это явление называется «тепловой ползучести» и может сильно затруднить сцепление шестерен экструдера с нитью.
Это явление называется «тепловой ползучести» и может сильно затруднить сцепление шестерен экструдера с нитью.
Обычно вы можете услышать, когда это начинает происходить, когда шаговый двигатель начинает издавать щелкающий звук. В конце концов, экструдер больше не справляется и полностью выходит из строя, что приводит к засорению сопла.Когда происходит замятие такого рода, вам обычно приходится проталкивать забитую нить вручную.
3. Сопло расположено слишком близко к станине
Наиболее распространенной причиной заедания сопел является установка сопла слишком близко к станине, что может помешать свободному вытеканию нити. Помимо того, что качество печати почти наверняка пострадает из-за того, что расплавленная нить размазывается и тянется печатающей головкой, это также может привести к «ретроградной экструзии». Когда это происходит, нить начинает подниматься вверх по соплу.Повышение давления из-за ретроградной экструзии может очень легко привести к засорению сопла.
4. Пыль или грязь в нити накала
Любой материал на нити, который не плавится, например, пыль или частицы, почти наверняка сгорит при прохождении через горячий конец. В виде этих мелких частиц обугленные остатки могут прилипать ко всем поверхностям внутри узла экструдера. В конце концов, скопление сгоревших частиц может увеличить давление и вызвать заклинивание в какой-то точке узла экструдера.При застревании такого характера обязательно нужно разбирать узел и вручную счищать пригоревшие частички.
5. Непостоянный диаметр нити
Даже если диаметр вашей нити выглядит одинаковым по всей длине нити, незначительные изменения диаметра нити могут серьезно испортить установившийся поток, которого вы хотите достичь в вашей экструдер. Слишком тонкие участки нити могут быть трудны для захвата экструдером, в то время как более толстые участки могут привести к скоплению нити в сопле.В любом случае у вас засорится сопло.
Меры по предотвращению засорения сопла
1.
 Очищайте сопло при переключении между нитями накала
Очищайте сопло при переключении между нитями накалаКогда дело доходит до засорения сопел, любые остатки – ваши враги. В большинстве случаев на сопле всегда остается небольшое количество нити, которую вы не можете вытащить после завершения печати. К счастью, остатки нити можно легко удалить, почистив сопло снаружи проволочной щеткой. Вы также можете использовать щетку с латунной щетиной, если не хотите повредить насадку.
2. Используйте чистую и высококачественную нить
Всегда храните катушки с нитью в герметичных пакетах. Это не только предотвратит скопление пыли, но и предотвратит впитывание влаги. Влияние влаги в нити на процесс 3D-печати заслуживает отдельной статьи. А пока просто поверьте нам на слово — влажность — это плохая новость.
Что еще более важно, покупайте нить только у проверенных продавцов. Проблемы с постоянством диаметра обычно возникают только тогда, когда вы покупаете действительно дешевые нити у неизвестных продавцов.
Вы можете легко проверить постоянство диаметра, используя штангенциркуль для измерения в нескольких точках нити. Более толстые нити — диаметром 3 миллиметра — менее подвержены изменениям диаметра. Например, погрешность в 0,0 миллиметра приемлема для нити диаметром 3 миллиметра, но ее должно быть достаточно, чтобы отклонить нить диаметром 1,75 миллиметра.
Более толстые нити — диаметром 3 миллиметра — менее подвержены изменениям диаметра. Например, погрешность в 0,0 миллиметра приемлема для нити диаметром 3 миллиметра, но ее должно быть достаточно, чтобы отклонить нить диаметром 1,75 миллиметра.
3. Печатайте при правильной температуре
Получение оптимальной температуры печати для нити, особенно той, с которой вы раньше не работали, может потребовать много проб и ошибок.Установка слишком высокой или слишком низкой температуры печати может привести к множеству проблем, включая засорение сопла.
Всегда обращайте внимание на рекомендуемую производителем температуру печати. Мы рекомендуем начинать с наименьшего значения и повышать его с шагом 5 °C, пока вы не будете удовлетворены качеством печати.
4. Выровняйте печатную платформу
Если вы все еще сталкиваетесь с проблемой засорения сопла, несмотря на все необходимые настройки и использование наилучшей нити накаливания, возможно, пришло время откалибровать вашу печатную платформу. Это связано с тем, что не выровненный слой почти наверняка приведет к неоптимальной высоте сопла.
Это связано с тем, что не выровненный слой почти наверняка приведет к неоптимальной высоте сопла.
Выравнивание высоты сборки — это встроенная функция большинства 3D-принтеров. Скорее всего, вам придется делать это вручную, а программное обеспечение поможет вам с пошаговыми инструкциями. Если у вас действительно дорогая модель, она может иметь функцию автоматического выравнивания. В любом случае выравнивание кровати — это то, чем вы должны заниматься регулярно.
5. Установите оптимальную высоту насадки
После того, как вы убедитесь, что ваша кровать выровнена, вы можете легко установить первоначальную Z-установку насадки на оптимальной высоте.Установка слишком высокого значения может привести к ухудшению адгезии к платформе, поскольку нить остывает до того, как попадет на печатную платформу, а слишком низкая установка значительно увеличивает вероятность засорения сопла.
Определение оптимальной высоты зависит от диаметра насадки. Как правило, сопло должно быть установлено на высоте от 50% до 70% диаметра сопла. Это позволяет соплу оказывать достаточное давление на нить, чтобы способствовать адгезии к слою, и в то же время не слишком близко, чтобы привести к ретроградной экструзии.Мы рекомендуем установить его на 70% и постепенно снижать, если у вас возникнут проблемы с прилипанием к кровати.
Это позволяет соплу оказывать достаточное давление на нить, чтобы способствовать адгезии к слою, и в то же время не слишком близко, чтобы привести к ретроградной экструзии.Мы рекомендуем установить его на 70% и постепенно снижать, если у вас возникнут проблемы с прилипанием к кровати.
Заключительные мысли
Засорение сопла может быть одной из самых неприятных проблем, с которыми вы можете столкнуться при 3D-печати. Мало того, что вы вынуждены остановить текущую печать и начать заново, вам, скорее всего, также потребуется разобрать узел экструдера, чтобы удалить нить или частицы, вызвавшие засорение.
Лучшая мера предосторожности против засорения состоит в том, чтобы купить нить хорошего качества, убедиться, что нить и сопло чистые, а также дважды проверить оптимальные настройки принтера для вашей нити.Вы также должны включить выравнивание кровати в свой регулярный контрольный список перед печатью.
Несмотря на эти меры предосторожности, засорение форсунок может случиться даже с лучшими из нас. Если проблема уже существует, ознакомьтесь с нашей статьей о том, как прочистить забитую форсунку. Были ли у вас проблемы с забитыми форсунками? Расскажите нам обо всех них в разделе комментариев.
Если проблема уже существует, ознакомьтесь с нашей статьей о том, как прочистить забитую форсунку. Были ли у вас проблемы с забитыми форсунками? Расскажите нам обо всех них в разделе комментариев.
Предупреждение; Никогда не оставляйте 3D-принтеры без присмотра. Они могут представлять угрозу пожарной безопасности.
Сопло 3D-принтера засоряется? Окончательное решение!
Не очень приятно, когда печать останавливается на полпути.Казалось бы, все идет гладко, но вдруг вы слышите стук или щелкающий звук. Всякий раз, когда это происходит, мое сердцебиение учащается, потому что это признак забитого сопла. Разблокировать 3D-принтер очень просто. И, если это то, что вам нужно сделать, то не волнуйтесь! Я помогу вам прочистить 3D-принтер и поделюсь некоторыми советами, чтобы предотвратить засорение в будущем.
Чтобы прочистить ваш 3D-принтер, вы можете попробовать вручную протолкнуть нить внутри экструдера или попробовать «холодное вытягивание» или «атомный метод», который представляет собой простой процесс, в котором вы выгружаете и снова загружаете нить после нагрева и надлежащей очистки. сопло.
сопло.
Было бы лучше, если бы вы также установили высоту сопла на оптимальном уровне, сделали печатную платформу однородной и выровняли ее, всегда печатали при правильной температуре и использовали чистую и высококачественную нить, чтобы гарантировать, что вы не забиваетесь ваш 3D-принтер в будущем.
Распространенные причины засорения сопла 3D-принтера
- Головка экструдера расположена слишком близко к станине
- Частицы пыли на нити
- Диаметр нити очень непостоянен Несоответствующая температура горячего конца; я.e, слишком высокая или низкая
Как определить, что сопло 3D-принтера забито?
Наиболее очевидным признаком засорения 3D-принтера является то, что нить не выходит из сопла . Однако обратите внимание, что есть изменения, когда хот-энд засоряется лишь частично.
Частичные засоры в основном проявляются в середине печати, хотя вы могли загрузить или выгрузить материал для печати. Примитивные признаки того, что форсунка начала забиваться, это то, что нить не выдавливается из форсунки равномерно, неравномерно или скручивается, а иногда и прилипает к форсунке.
Примитивные признаки того, что форсунка начала забиваться, это то, что нить не выдавливается из форсунки равномерно, неравномерно или скручивается, а иногда и прилипает к форсунке.
Другим наиболее распространенным признаком является тиканье или щелчки головки экструдера. Этот шум экструдера означает, что шаговый двигатель оказывает большее усилие, чем определенный предопределенный порог.
И теперь он отскакивает на один или несколько шагов назад и пропускает, чтобы уменьшить давление. Это может быть связано с проблемами с электричеством, механическими проблемами, проблемами с программным обеспечением, заеданием горячего конца или сочетанием любых из вышеперечисленных факторов.
Как прочистить сопло 3D-принтера? Общие решения
1.
 Попробуйте вручную протолкнуть нить в экструдер
Попробуйте вручную протолкнуть нить в экструдер Одно из первых решений, которое вы, возможно, захотите попробовать, — вручную протолкнуть нить в экструдер. Откройте панель управления машины и нагрейте экструдер до температуры, соответствующей вашему материалу.
Когда двигатель экструдера вращается, легкими движениями рук помогите протолкнуть нить в экструдер. В некоторых случаях этой дополнительной силы будет более чем достаточно, чтобы очистить ваш 3D-принтер.
2. Атомный или холодный метод: прочистите 3D-принтер
Атомный или холодный метод заключается в простой выгрузке и повторной загрузке нити после того, как вы нагрели и очистили сопло. Этот метод хорошо работает, если в вашем экструдере скопился обугленный материал, который вызывает засорение вокруг сопла.
Также прекрасно работает, если засорение произошло из-за переключения с высокотемпературной на низкотемпературную печатную нить. Обязательно дайте ему остыть, прежде чем заправлять чистый материал для печати.
Обязательно дайте ему остыть, прежде чем заправлять чистый материал для печати.
3. Правильно загрузите нить накаливания
Когда нить не движется, ее следует выгрузить. Убедитесь, что экструдер нагрет до соответствующей температуры, а затем с помощью панели управления машины извлеките нить из экструдера принтера.
Вам также может понадобиться приложить дополнительное усилие, если нить все еще не движется. Как только нить удалена, отрежьте расплавившуюся или поврежденную часть нити ножницами, ножом или зубами (я делаю это, но вы не должны! Она может быть все еще горячей).Затем снова загрузите нить и посмотрите, сможете ли вы выдавить нить.
4. Очистка сопла очень важна
Необходимо правильно очистить сопло, чтобы выдавить новый участок нити через сопло. Мне удалось нагреть экструдер до 100°C, а затем вручную вытащить печатный материал (надеюсь, вместе со всем мусором внутри!).
Вы также можете использовать струну E от гитары, чтобы протолкнуть материал назад через головку сопла. Существует довольно много других методов, и каждый экструдер индивидуален. Поэтому обратитесь к производителю принтера за точными инструкциями.
Существует довольно много других методов, и каждый экструдер индивидуален. Поэтому обратитесь к производителю принтера за точными инструкциями.
5. Метод растворителя также творит чудеса
Если нить, вызывающая засорение, легко растворяется, то снятие головки экструдера и замачивание ее в растворителе может обеспечить решение некоторых сложных засоров. У каждого 3D-принтера есть немного другая техника снятия сопла принтера, поэтому убедитесь, что делаете это правильно и ничего не сломаете!
- Я предлагаю вам посмотреть в руководстве к вашему 3D-принтеру конкретные способы, применимые к вашему принтеру.После безопасного извлечения насадки поместите ее в контейнер и заполните соответствующим растворителем.
- Например, если вы пытаетесь устранить засор, вызванный ABS.
- Было бы лучше, если бы вы использовали ацетон в качестве растворителя в стеклянной емкости. Теперь оставьте насадку в растворителе на сутки и перемешивайте ее каждые несколько часов.

- Через 24 часа извлеките насадку из растворителя с помощью стальной гитарной струны, стеклянной или иглы из нержавеющей стали.Удалить засор материала ; При необходимости повторите ванну с растворителем еще на один день и снова попытайтесь прочистить 3D-принтер.

Советы по предотвращению засорения головки экструдера
Лучшая мера предосторожности против засорения сопла — это покупка качественной нити, обеспечение чистоты материала и сопла, а также перепроверка оптимальных настроек принтера для вашего печатного материала. Вы также должны убедиться, что кровать выровнена. Все это должно быть частью вашего регулярного контрольного списка перед печатью.
1. Очистите сопло при переключении между нитями
Когда дело доходит до заклинивания форсунок, любой остаток внутри экструдера – ваш враг. В большинстве случаев на сопле и внутри него всегда остается небольшое количество нити, которую невозможно вытащить после завершения печати.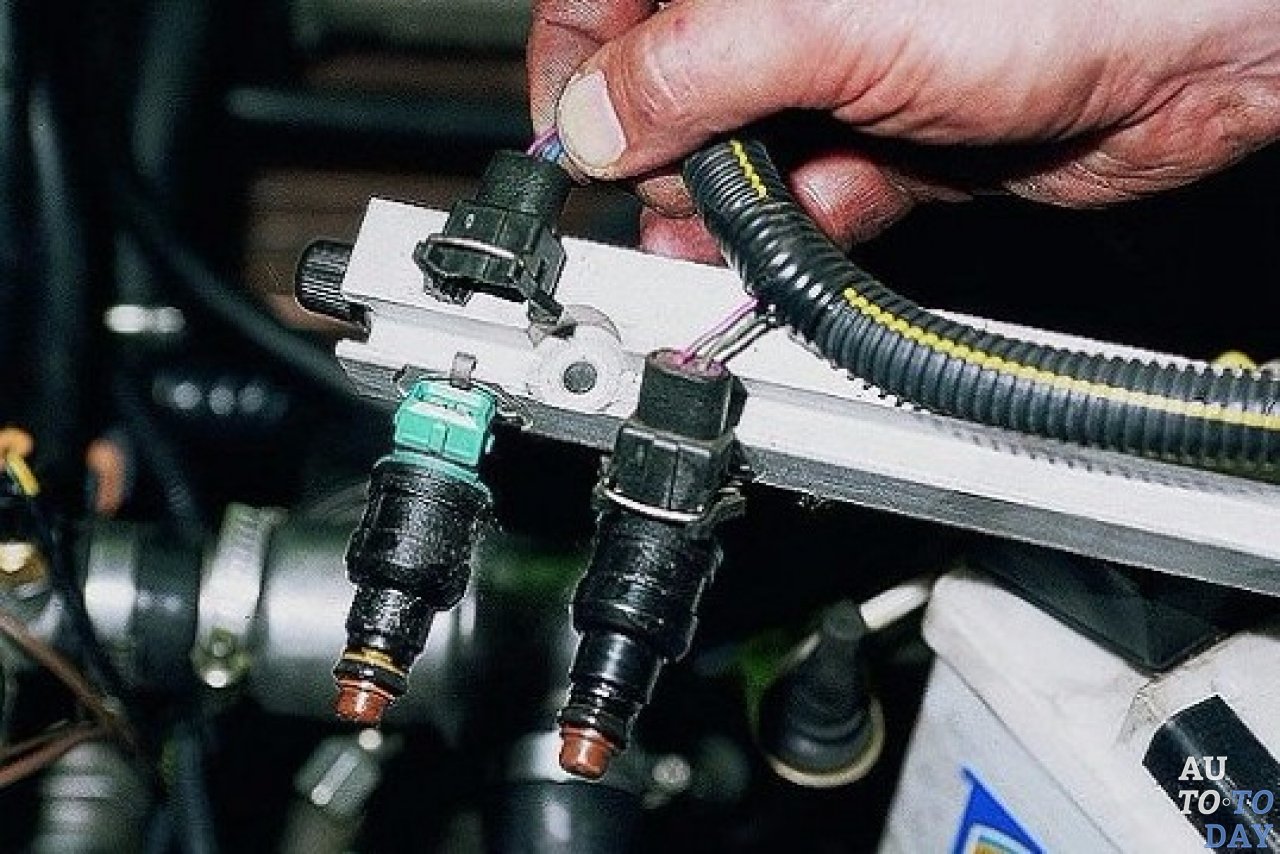
К счастью, вы можете удалить остатки нити, почистив сопло снаружи с помощью простой дешевой проволочной щетки, которую можно купить в Gearbest.Вы также можете использовать щетку с мягкой металлической щетиной, чтобы не повредить насадку.
2. Всегда используйте чистую и высококачественную нить
.I Рекомендуется хранить катушки с нитями в чистых герметичных пакетах. Это не только предотвращает скопление грязи или пыли, но и препятствует поглощению влаги. О влиянии влаги в материале на процесс 3D-печати есть отдельная статья. Проверьте это, но пока поверьте нам на слово — влажность — ужасная новость.
Что еще более важно, выбирайте нить только у проверенных продавцов. Проблемы с постоянством диаметра часто возникают, когда вы покупаете эти дешевые материалы для печати или нити у неизвестных розничных продавцов.
3. Печать при оптимальной температуре
Получение правильной точки температуры печати для нити, особенно той, с которой вы раньше не работали, может быть головной болью и требует множества проб и ошибок. Установка слишком высокой или слишком низкой температуры печати может привести к различным проблемам, включая засорение сопла в вашем 3D-принтере.
Установка слишком высокой или слишком низкой температуры печати может привести к различным проблемам, включая засорение сопла в вашем 3D-принтере.
Всегда обращайте внимание на рекомендуемую температуру печати из руководства или производителя. Я предлагаю вам использовать наименьшее значение и повышать его с шагом 3-5 °C, пока вы не будете удовлетворены текстурой на выходе.
4. Выровняйте платформу печати
Если вы по-прежнему сталкиваетесь с проблемой засорения сопла, несмотря на все необходимые настройки и использование нити наилучшего качества, возможно, пришло время повторно откалибровать печатную платформу.Это может быть связано с неровным слоем и почти наверняка приведет к неоптимальной высоте сопла.
Выравнивание высоты сборки — это встроенная функция большинства 3D-принтеров. Но вам, скорее всего, придется делать это вручную, а программное обеспечение поможет вам с пошаговыми инструкциями. Если у вас топовая модель, она может поставляться с функцией самовыравнивания. В любом случае выравнивание кровати — это то, что вы должны делать время от времени.
В любом случае выравнивание кровати — это то, что вы должны делать время от времени.
5. Установите оптимальную высоту патрубка
После того, как вы убедились, что кровать выровнена, вы можете легко установить Z-образную настройку насадки на нужной высоте. Установка слишком высокого значения может привести к ухудшению сцепления с платформой, поскольку нить остывает до того, как коснется печатной платформы. Но слишком низкое значение увеличивает вероятность засорения сопла.
Определение оптимальной высоты зависит от диаметра головки вашего экструдера. Кроме того, размер сопла должен составлять от 55% до 75% диаметра сопла. Это позволит соплу оказывать достаточное давление на нить, чтобы способствовать прилипанию к слою, но не слишком близко; это может привести к ретроградной экструзии.
Я рекомендую установить его на уровне 75%, а его понижение избавит вас от проблем с прилипанием к кровати.
Надеюсь, вы смогли прочистить 3D-принтер!
Ваш 3D-принтер расплавит и выдавит много килограммов нити за весь срок службы. Чтобы усложнить ситуацию, весь этот пластик выходит через экструдер через крошечное отверстие шириной всего в одну песчинку.
Чтобы усложнить ситуацию, весь этот пластик выходит через экструдер через крошечное отверстие шириной всего в одну песчинку.
В какой-то момент неизбежно может наступить момент, когда что-то пойдет не так с этим процессом, и экструдер больше не сможет проталкивать материал через сопло.Эти застревания или засоры в первую очередь возникают из-за того, что что-то внутри сопла препятствует его прохождению и блокирует свободное выдавливание пластика.
Хотя в первый раз это может показаться ошеломляющим, это случается. Но я уже провел вас через множество простых шагов по устранению неполадок. Вы можете починить застрявшее сопло и прочистить 3D-принтер.
Сопло, номер по каталогу I218884, Viper® Blue Devil® 1 1/2 дюйма с поворотным входом и расходом 30, 60, 95, 125, 150 галлонов в минуту Пожарное сопло высшего качества с возможностью выбора в галлонах
Настройки расхода — удобное кольцо для захвата с предустановленными положениями.Кольцо потока имеет приподнятый выступ для определения настройки максимального потока в условиях плохой видимости.
Режим FLUSH используется для того, чтобы убедиться, что любой мусор вымыт из сопла, чтобы избежать нарушения распыления или снижения расхода.
Схема струи — Струя сопла регулируется путем поворота бампера, что позволяет пожарному получить от самой широкой струи тумана (полный туман — защита) до самой узкой струи тумана (узкий туман и прямой поток). Бампер имеет приподнятый выступ для идентификации узкого тумана в условиях плохой видимости.
Запатентованная система RYLSTATIC® — Серия VIPER® BLUE DEVIL® стандартно поставляется с инновационным запатентованным рисунком тумана под названием RYLSTATIC®. RYLSTATIC® — это система, которая обеспечивает равномерный водяной туман с меньшими каплями воды и меньшими потерями на трение, чем другие традиционные системы. Форсунки VIPER® BLUE DEVIL® были разработаны для обеспечения более широкой защиты от тумана для пожарных. Традиционные вращающиеся зубья доступны в качестве опции для всех насадок VIPER® BLUE DEVIL®.
Запорный клапан — Работа плавная и постоянная, что позволяет пожарным легко открывать и закрывать клапан. Клапан имеет двойное седло и двойной ведомый вал, что обеспечивает лучшую защиту от гидравлических ударов и повышает его долговечность.
Клапан имеет двойное седло и двойной ведомый вал, что обеспечивает лучшую защиту от гидравлических ударов и повышает его долговечность.
Использование пены — Насадку VIPER® BLUE DEVIL® можно использовать в качестве насадки для пены с добавлением дополнительной трубки для пены. Форсунка хорошо работает с предварительно смешанными растворами или встроенными эдукторами.
Кольцевая маркировка — Маркировка на кольце выбора потока и на кольце модели выгравированы лазером на анодированном алюминии, чтобы их было легко читать и они не выцветали.
Номер партии — Каждая форсунка перед отправкой с завода маркируется номером партии. Этот номер можно использовать для отслеживания.
Входная решетка из нержавеющей стали — Во входной части установлена решетка из нержавеющей стали для предотвращения попадания материала в сопло, что снижает риск повреждения или отказа во время работы.
Варианты впуска — Выбираемые форсунки VIPER® BLUE DEVIL® доступны со следующими стандартными резьбами:
- NST/NH с внутренней резьбой
- NPSH/IPT с внутренней резьбой
- BSP с внутренней резьбой

Разрешения и стандарты — Форсунка VIPER® BLUE DEVIL® соответствует требованиям Национальной ассоциации противопожарной защиты (NFPA) 1964 года и производится на предприятии, аккредитованном по стандарту ISO 9001. Европейские стандарты (EN) 15182-1 и EN15182-2 тип 3 Сертификаты доступны по запросу.
Сервисное и техническое обслуживание — Форсунка VIPER® BLUE DEVIL® требует минимального обслуживания во время работы при условии регулярной промывки устройства чистой водой после использования с пеной или загрязненной водой.Также доступны сервисные наборы.
Как правильно очистить сопло и горячую часть 3D-принтера — 3D Printerly
Сопло и горячая насадка на вашем 3D-принтере проходят через многое, когда дело доходит до 3D-печати, поэтому их правильная очистка очень важна. Если вы не очистите их должным образом, вы можете столкнуться с проблемами качества и неравномерной экструзией.
Лучший способ очистки сопла и хотэнда 3D-принтера — это разобрать хотэнд и использовать набор для чистки сопла, чтобы прочистить сопла. Затем очистите застрявшую нить вокруг сопла латунной проволочной щеткой. Вы также можете использовать чистящую нить, чтобы протолкнуть сопло.
Затем очистите застрявшую нить вокруг сопла латунной проволочной щеткой. Вы также можете использовать чистящую нить, чтобы протолкнуть сопло.
Есть более подробная информация и другие методы, которые вы можете использовать для правильной очистки сопла и горячего конца вашего 3D-принтера, поэтому продолжайте читать, чтобы узнать, как это сделать.
Симптомы засорения сопла 3D-принтера
Теперь есть явные признаки того, что форсунки забиты или забиты из-за того, что они грязные.
Непрерывная регулировка скорости подачи
Вам придется снова и снова регулировать скорость подачи или параметры потока, чего вы никогда не делали до этого раза. Это говорит о том, что ваша насадка начала забиваться, и в ней скапливаются частицы.
Проблема экструзии
Экструзия, самый первый слой печати, начнет выглядеть неравномерно и не будет оставаться стабильным на протяжении всего процесса печати.
Стук двигателя
Другим симптомом является то, что двигатель, который приводит в движение экструдер, начинает стучать, что означает, что вы увидите, как он отскакивает назад, потому что он не успевает за другими частями, которые заставляют его вращаться.
Пыль
Вы увидите больше пыли, чем обычно, вокруг экструдера и двигателя, что является явным признаком того, что вам нужно очистить все, начиная с сопла.
Странный царапающий звук
Одна вещь, которую вы можете заметить в отношении шумов, это странный царапающий звук, который издает экструдер, потому что он измельчает пластик, и теперь он не может толкать шестерню достаточно быстро.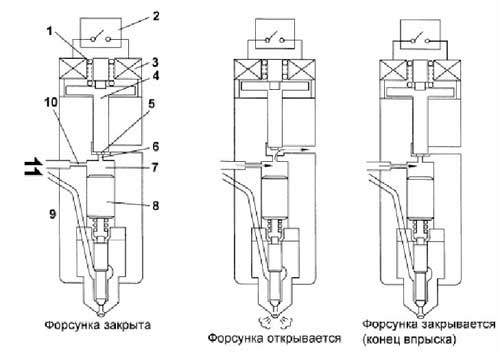
Другие симптомы
На принтере появляются пятна при печати, неравномерная или грубая печать, а также плохая адгезия слоев.
Как очистить сопло
Есть несколько методов, которые люди используют для очистки своих форсунок, но в основном все сводится к нагреву форсунки до довольно высокой температуры и ручному проталкиванию нити.
Обычно это делается иглой из хорошего набора для чистки форсунок.
Хорошим набором для чистки сопла, который вы можете приобрести на Amazon по отличной цене, является набор инструментов для чистки сопла MIKA3D. Это набор из 27 предметов с большим количеством игл и двумя типами точных пинцетов для очистки сопел.
Когда у продукта высокие рейтинги на Amazon, это всегда хорошая новость, поэтому я бы обязательно его выбрал. У вас есть 100% гарантия удовлетворения и быстрое время отклика, если это когда-либо понадобится.
После нагрева материала использование высококачественной иглы творит чудеса.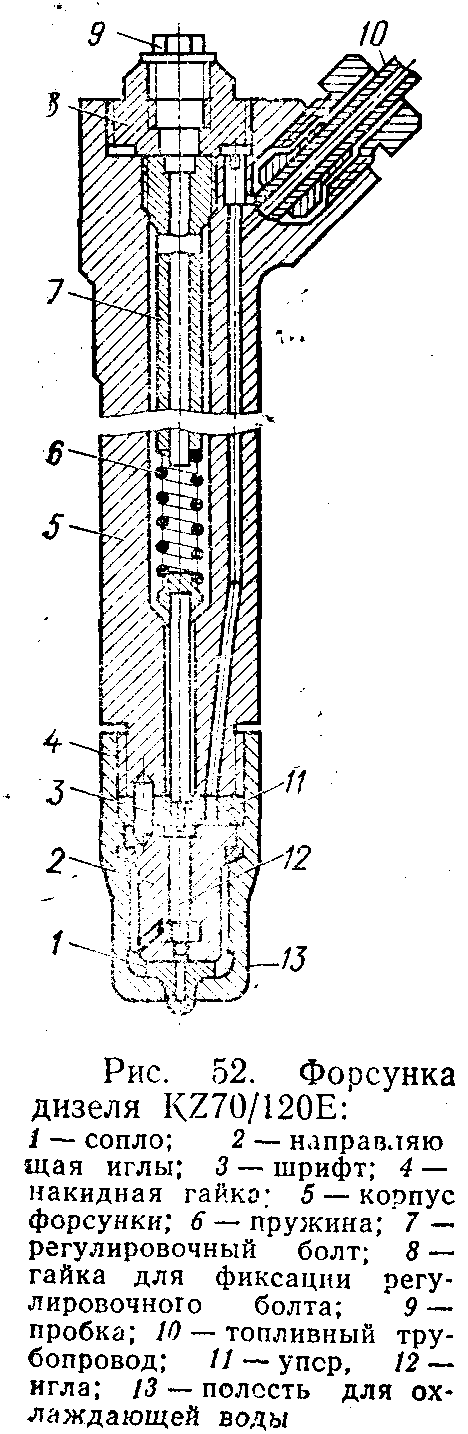
Что это такое: он нагревает любые отложения, пыль и грязь внутри сопла, а затем выталкивает их прямо через сопло. Вы, скорее всего, получите скопление грязи, если будете печатать разными материалами с разной температурой печати.
Если вы печатаете из ABS, а часть нити остается внутри сопла, а затем вы переключаетесь на PLA, эту оставшуюся нить будет трудно вытолкнуть при более низких температурах.
Как очистить сопла 3D-принтера снаружи
Метод 1
Вы можете просто использовать бумажное полотенце или салфетку, чтобы очистить сопло, когда оно остынет. Обычно этого достаточно для очистки сопла снаружи.
Метод 2
Если на внешней стороне сопла вашего 3D-принтера есть более крупные стойкие остатки, я бы порекомендовал нагреть сопло примерно до 200°C, а затем с помощью острогубцев снять пластик.
Щетка для очистки сопла 3D-принтера
Для тщательной очистки сопла я бы посоветовал вам купить зубную щетку из медной проволоки хорошего качества, которая поможет вам удалить все частицы пыли и другие загрязнения с сопла.
Но помните, перед использованием кисти всегда нагревайте сопло, чтобы оно достигло температуры, при которой оно было во время последнего сеанса печати.
Твердая щетка для чистки сопел от Amazon — это зубная щетка из медной проволоки BCZAMD, специально созданная для сопел 3D-принтеров.
Вы можете использовать инструмент, даже если провода деформируются. Самое лучшее в этом инструменте то, что он очень удобен, и вы можете легко держать щетку во время очистки поверхности и боковых сторон насадок.
Лучшая нить для очистки 3D-принтеров
Чистящая нить NovaMaker
Одной из лучших чистящих нитей является чистящая нить для 3D-принтеров NovaMaker, которая поставляется в вакуумной упаковке с осушителем, чтобы поддерживать ее в оптимальных условиях. Он делает потрясающую работу по очистке вашего 3D-принтера.
Вы получаете 0,1 кг чистящей нити. Он обладает отличной термостойкостью, что позволяет ему иметь широкий спектр моющих способностей. Он работает где угодно от 150-260 ° C, не доставляя вам проблем.
Он работает где угодно от 150-260 ° C, не доставляя вам проблем.
Небольшая вязкость этой чистящей нити означает, что вы можете легко удалить остатки материала из сопла, не забивая его внутри.
Использование чистящих игл вместе с этим — отличное решение для предотвращения засорения сопла при переходе от низкотемпературных материалов к более высокотемпературным.
Рекомендуется использовать чистящую нить не реже одного раза в 3 месяца для регулярного обслуживания и очистки.
Чистящая нить eSun
Вы можете использовать чистящую нить для принтера eSUN 3D 2,85 мм, которая имеет размер 3 мм и легко проникает в сопло.
Его преимущество в том, что он обладает определенным уровнем адгезионного качества, которое все очищает и не засоряет экструдер во время очистки. Вы можете использовать его для очистки сопла и экструдера как до, так и после печати.
Он имеет широкий диапазон очистки от почти 150 до 260 градусов по Цельсию, что позволяет вам поднимать температуру до хорошего уровня, чтобы позволить частицам внутри принтера смягчиться для удаления.
Как использовать чистящую нить для 3D-принтеров
Чистящая нитьможет использоваться в вашем 3D-принтере для выполнения холодных и горячих протяжек, которые являются популярными методами, широко используемыми пользователями 3D-принтеров.
Горячее вытягивание идеально подходит для извлечения крупных обугленных материалов из сопла в случае серьезной закупорки.Холодная тяга — это когда вы удаляете оставшийся меньший остаток, чтобы ваше сопло было полностью очищено.
Чтобы использовать чистящую нить для 3D-принтера, загружайте нить, как обычно, в 3D-принтер, пока она не заменит старую нить и не выйдет из сопла.
Измените температуру экструдера, чтобы он оставался горячим, в диапазоне 200-230°C. Затем выдавите несколько сантиметров нити, подождите, затем выдавите еще несколько раз.
После этого вы можете удалить чистящую нить, загрузить нить, которой вы хотите печатать, а затем убедиться, что чистящая нить полностью смещена после начала следующей печати.
Этот филамент можно использовать для очистки печатного сердечника принтера путем горячего и холодного вытягивания. Горячее вытягивание используется для извлечения больших частей обугленного материала из печатного сердечника и настоятельно рекомендуется, когда печатный сердечник засорен.
При холодном вытягивании оставшиеся мелкие частицы удаляются, обеспечивая полную чистоту печатного сердечника.
Как очистить насадку Hotend, покрытую PLA или ABS?
Вы можете использовать неудачную печать из АБС-пластика, надавить на наконечник и подтолкнуть прямо вверх.Но сначала вы должны нагреть хотэнд почти до 240°C, а затем, когда вы нанесли неудачную печать ABS, дайте хотэнду остыть в течение минуты.
После этого потяните или открутите кусок ABS, и вы получите чистый хотэнд.
Если у вас возникли проблемы с очисткой хотэнда, покрытого PLA, вы можете выполнить эту процедуру, которую я объясню.
Сначала нужно нагреть хотэнд до температуры 70°C, а затем нужно захватить PLA с любой стороны пинцетом, либо плоскогубцами, но осторожно.
Самое лучшее в PLA то, что он становится мягким при высокой температуре и его легко снимать, оставляя хотэнд чистым.
Правильная очистка сопла Ender 3
Метод 1
Очистка сопла Ender 3 потребует, чтобы вы открыли кожух вентилятора и сняли его со своего места, чтобы получить более четкое представление о сопле. Затем вы можете использовать иглу для акупунктуры, чтобы разбить частицы, застрявшие в насадке.
Затем вы можете использовать иглу для акупунктуры, чтобы разбить частицы, застрявшие в насадке.
Это поможет вам разбить частицу на мелкие кусочки. Затем вы можете использовать нить от верхнего размера сопла из части экструдера и вводить ее оттуда, пока она не выйдет со всеми этими частицами.
Метод 2
Вы также можете полностью снять сопло с принтера, а затем очистить его, нагрев его при высокой температуре с помощью горячего пистолета, чтобы частицы размягчились, а затем использовать нить, оставить ее внутри на некоторое время, а затем выполнить холодную тягу. .
Продолжайте делать это холодное протягивание до тех пор, пока нить не начнет выходить чистой.
Как часто нужно чистить сопло 3D-принтера?
Вы должны очищать сопло по мере его загрязнения или не реже одного раза в 3 месяца для регулярного технического обслуживания. Если вы не будете чистить сопло слишком часто, это не конец света, но это поможет продлить срок службы и долговечность вашего сопла.
Я уверен, что есть много людей, которые редко чистят свои форсунки, и все еще работает нормально.
Это зависит от того, как часто вы печатаете на своем 3D-принтере, какой материал сопла у вас есть, какими материалами для 3D-принтера вы печатаете, а также от вашего другого обслуживания.
Латунные сопламогут прослужить очень долго, если вы печатаете исключительно PLA при низких температурах и используете идеальные методы выравнивания платформы.
Причина, по которой форсунка бензонасоса всегда отключается у вас
Прекрасный день. Вы вышли за руль.Ваш топливный бак становится низким. Вы подъезжаете к заправочной станции и выбираете неэтилированный бензин. Периодически перестает работать бензонасос, отключаясь с хрипом. Вы начинаете это снова. Это происходит снова. Вы продаете свою машину. Вы начинаете ходить повсюду.
На самом деле есть причина, по которой бензонасосы имеют раздражающую привычку отключаться без видимой причины.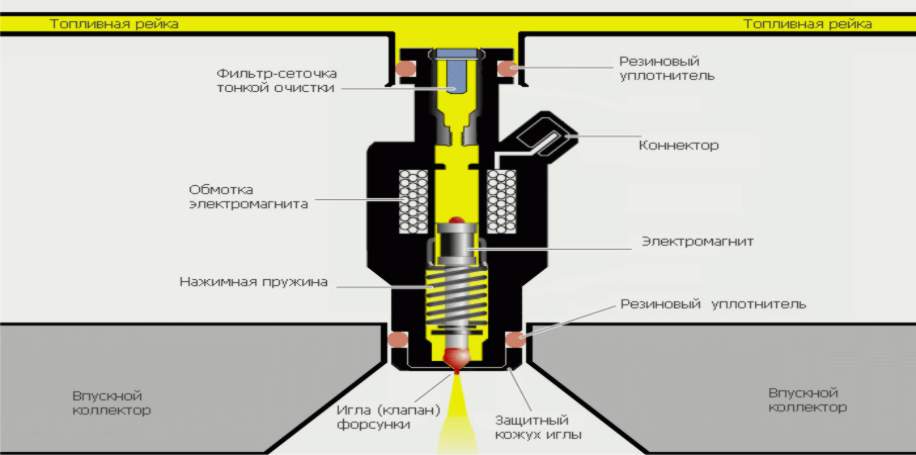 По словам Ялопника, это связано с большой осторожностью.
По словам Ялопника, это связано с большой осторожностью.
На самом конце газового сопла находится порт датчика отключения. Отверстие соединено с патрубком внутри топливной форсунки.Трубка набирает воздух. Если он перестает «дышать», возникающий в результате вакуум перекрывает подачу топлива, чтобы предотвратить скопление газа. Таким образом, ваши усилия по дозаправке прерываются.
Отверстие может быть заблокировано при повышении уровня газа в вашем баке или даже при небольшом обратном всплеске. Жидкость блокирует воздушный поток, насос останавливается, препятствие устраняется, и насос возобновляет работу после повторного нажатия на ручку.
Вероятно, некоторые автомобили более склонны к этому, чем другие.Это связано с тем, что более короткая трубка, ведущая от крышки топливного бака к баку, может легче засориться, тогда как более длинная трубка обеспечивает лучший поток. Если топливный насос, который вы используете, выбрасывает газ, как Super Soaker, то датчик отключения подвергается повышенному риску срабатывания. Форсунки топливного насоса также могут со временем изнашиваться, что приводит к неравномерному распределению газа и проблемам с отверстием датчика.
В этом случае вам нужно отрегулировать зажим на помпе, чтобы замедлить скорость потока. Вы также можете перестать так сильно нажимать на спусковой крючок или, может быть, отрегулировать кончик сопла, чтобы у него было немного больше места для дыхания.
Если ничего из этого не работает, а насос по-прежнему работает рывками, возможно, пора вызвать механика для проверки топливного бака на предмет засорения линии. Это также может быть неисправность вентиляционного клапана, когда система вентиляции автомобиля влияет на выхлопные газы и вызывает повышение давления воздуха, что может привести к отключению насоса.
Хотя это, безусловно, неприятно, конечная цель — убедиться, что клиенты заправочных станций не залиты бензином. Для этого стоит терпеть случайный чок.
[ч/т Jalopnik]
Динамическая модель для текущего контроля состояния сопла при моделировании наплавления
Теоретическое моделирование процесса FDM
Одной из основных проблем при разработке 3D-печати FDM является ограниченное понимание физики процесса [34]. Модели процесса FDM, описывающие динамику экструзии и плавления материала, необходимы для интеллектуального мониторинга и управления машинами аддитивного производства.Вывод взаимосвязей между параметрами процесса FDM и условиями засорения сопла важен для контроля качества 3D-печатных деталей с точки зрения геометрической точности и механической прочности. Для моделирования технологических взаимосвязей рассмотрим экструдер прямого FDM 3D-принтера Makerbot Replicator 1, представленный на рис. 1. Как видно, он состоит из двух основных блоков, а именно механизма подачи нити и механизма плавления нити. Механизм подачи нити имеет шестерню и ролик, подталкиваемый к шестерне с помощью подпружиненного рычага.Механизм плавления нити состоит из нагревательного блока и сопла. Таким образом, двумя основными элементами процесса FDM являются динамика подачи нити и динамика расплава нити. Силы, действующие на нить в вертикальном направлении, равны:
$$F_{y} = F_{\text{GF}} — F_{\text{R}} — F_{\text{BP}} ,$$
(1)
где \(F_{\text{GF}}\) — сила подачи зубчатого колеса, \(F_{\text{R}}\) — трение качения между роликом и нитью, \(F_{\text{BP} }\) — сила противодавления.Вывод этих сил обсуждается в следующем подразделе.
Рис. 1Экструдер FDM с пружинно-рычажным механизмом
Динамика экструзии нитей
Имеющиеся в продаже механизмы экструзии в 3D-принтерах FDM предназначены для подачи термопластичных полимерных нитей диаметром от 1,5 до 3 мм через нагретый разжижитель и затем выдавливайте на платформу сборки. Нить вставляется в направляющую трубку и проталкивается к нагревателю с помощью зубчато-роликового экструзионного механизма, как показано на рис.1 и 2. Экструзионная шестерня приводится в действие шаговым двигателем, а ролик толкается пружиной через рычаг, чтобы создать давление на нить, чтобы избежать проскальзывания. Нить находится в натяжении над зубчато-роликовым механизмом и стягивает материал с катушки. После того, как нить попадает в зубчато-роликовый механизм, она подвергается сжатию и проталкивается через нагретый ожижитель к соплу. Скорость подачи зубчато-роликовой экструзии контролируется для поддержания постоянной объемной скорости потока нити. Сила подачи зубчатого колеса и трение качения между роликом и нитью противоположны друг другу, и результирующая этих двух сил толкает нить в разжижитель.Вывод этих двух сил представлен следующим образом. Во-первых, сила подачи зубчатого колеса зависит от крутящего момента шагового двигателя экструдера:
$$F_{\text{GF}} = \frac{{T_{\text{extr}} }}{{r_{\text{ шестерня}} }},$$
(2)
где \(T_{\text{extr}}\) — крутящий момент выдавливания, \(r_{\text{шестерня}}\) — радиус выдавливания шестерни. Во-вторых, сила трения между роликом и нитью представляет собой трение качения:
$$F_{\text{R}} = \mu_{\text{R}} N_{\text{R}} ,$$
(3)
где \(\mu_{\text{R}}\) — коэффициент трения качения между роликом и нитью, \(N_{\text{R}}\) — нормальная сила между роликом и нитью.Нормальная сила \(N_{\text{R}}\) зависит от характеристик пружины и геометрии рычага экструдера:
$$N_{\text{R}} = F_{C} \cos \delta = F_{A} \frac{AB}{BC}\cos \delta = F_{A} \frac{AB}{BC}\cos \left( {90 — \beta } \right),$$
(4)
или
$$F_{\text{R}} = \mu_{\text{R}} F_{A} \frac{AB}{BC}\cos \left( {90 — \beta } \right ),$$
(5)
где \(F_{C}\) — сила, действующая на пружину через рычаг в точке \(C\) и перпендикулярная \(BC\), \(\delta\) — угол между \(F_ {C}\) и \(N_{\text{R}}\), \(F_{A}\) — вертикальная сила, действующая на пружину в точках \(A\), \(AB\) и \ (BC\) геометрические расстояния рычага, показанные на рис.2, \(\beta\) — угол между \(AB\) и \(BC\). Таким образом, динамика экструзии нити включает:
- 1.
Сила подачи зубчатого колеса, которая зависит от шагового двигателя и параметра зубчатого колеса экструдера; и
- 2.
Сила трения качения, которая зависит от коэффициента трения роликов и характеристик пружины рычага.
Компоновка и технологические силы в экструдере FDM
Динамика расплава нити
В 3D-принтерах на основе FDM нить плавится в нагретом ожижительном аппарате перед тем, как она выдавливается из сопла. Разжижитель с подогревом обычно представляет собой блок, выточенный из металла, с направляющим каналом, через который проходит нить. Нагрев ожижителя осуществляется резистивным патронным нагревателем, вставленным в металлический блок для поддержания определенной температуры.Температура контролируется с помощью термопары/термистора, которая также вставляется в нагретый ожижитель. Тепловой поток создается за счет повышения температуры, что приводит к уменьшению вязкости расплава нити. Это позволяет расплавленной части нити выталкиваться твердой частью нити сверху и течь через сопло. Скорость потока через ожижитель и сопло ограничивается перепадом давления. Падение давления внутри сопла FDM можно оценить по его форме, представленной на рис.3, такие как: цилиндрический, конический, а затем цилиндрический, разделенный на области \(L_{1}\), \(L_{2}\) и \(L_{3}\) соответственно. Несколько допущений, сделанных в текущем моделировании: (а) расплав несжимаем; (б) течение полностью развито и ламинарно; в) стенки сопла имеют краевое условие прилипания. Отсюда перепад давления в сопле можно определить как сумму всех трех перепадов давления в сопле [35, 36, 37]:
$$\Delta P = \Delta P_{1} + \Delta P_{2} + \Дельта P_{3} ,$$
(6)
где \(\Delta P\) — общий перепад давления в форсунке, \(\Delta P_{1}\), \(\Delta P_{2}\), \(\Delta P_{3}\) три перепада давления по трем областям в сопле \(L_{1}\), \(L_{2}\), \(L_{3}\) соответственно.{{\psi \left( { \frac{1}{T} — \frac{1}{{T_{0} }}} \right)}} \cdot A_{\text{fil}} } \right\ }.$$
(14)
Взаимосвязь между крутящим моментом выдавливания и эффективным диаметром сопла
Чтобы определить взаимосвязь между крутящим моментом выдавливания и эффективным диаметром сопла, уравнение. (1) было записано как:
$$F_{\text{GF}} — F_{E} = F_{\text{BP}} ,$$
(15)
где \(F_{\text{GF}}\) — функция момента выдавливания \(T_{\text{extr}}\), а \(F_{\text{BP}}\) — функция эффективного радиуса сопла \(R_{2}\) или диаметра \(D_{2}\).Поскольку крутящий момент выдавливания является функцией тока шагового двигателя:
$$T_{\text{extr}} = k_{t} I,$$
(16)
где \(k_{t}\) — постоянный крутящий момент шагового двигателя, \(I\) — ток шагового двигателя. После записи крутящего момента выдавливания, как в уравнении. (16) с точки зрения тока шагового двигателя и заменив уравнения.{{\frac{ — q — 1}{q}}} .{{\ frac { — q — 1} {q}}} , $ $
(23)
, который представляет собой соотношение между током экструзионного шагового двигателя \(I\) и эффективным диаметром сопла \(D_{2}\). Как видно, изменения эффективного диаметра сопла \(D_{2}\) влияют на ток шагового двигателя экструдера, поэтому можно отслеживать любые условия засорения сопла, контролируя ток шагового двигателя экструдера.
Мониторинг состояния сопла на основе тока
Для проверки вышеупомянутой теоретической модели был разработан метод мониторинга состояния сопла на основе тока в 3D-печати.Согласно предложенной модели, когда во время 3D-печати сопло начинает засоряться, его эффективный диаметр сопла уменьшается, а также изменяется ток экструдирующего двигателя. Таким образом, метод мониторинга был необходим для отслеживания тока экструдирующего двигателя в 3D-принтере FDM во время изготовления для определения условий засорения сопла. Блок-схема платы контроля технологического процесса, используемой для данного исследования, представлена на рис. 4. Как видно, она состоит из:
Рис. 4Блок-схема платы контроля технологического процесса
Микроконтроллер ATSAMD21G18A-MF, процессор ARM Cortex-M0 + с тактовой частотой до 48 МГц, до 256 КБ флэш-памяти и 32 КБ SRAM;
Драйвер шагового двигателя A4954 Двойной полномостовой драйвер DMOS PWM с измерением тока;
Энкодер AS5047D магнитный поворотный датчик положения.
Сборка вышеупомянутых элементов на печатной плате показана на рис. 5. Плата NEMA17 Nano Zero Stepper была изготовлена компанией The Island of Misfit Electronics. Диаметрально намагниченный магнит NdFeBr был приклеен к задней части вала выдавливающего двигателя. Магнит был установлен точно по центру и позже откалиброван для исправления незначительных несоосностей. Далее плата контроля процесса крепилась болтами к задней части двигателя экструдера так, чтобы магнит находился прямо под энкодером на расстоянии 1–2 мм.Кроме того, стандартный драйвер шагового двигателя, используемый для экструзионного двигателя FDM 3D-принтера, был удален с платы контроллера, а вместо этого драйвер двигателя A4954 был подключен к плате управления. Крепление платы контроля процесса к двигателю экструдера 3D-принтера FDM показано на рис. 6.
Рис. 5Передняя и задняя сторона платы контроля процесса
Рис. 6Крепление контроля процесса плата к экструзионному двигателю 3D-принтера FDM
Принцип работы метода контроля состояния сопла на основе тока заключается в следующем.Скорость подачи экструзии обычно устанавливается пользователем перед любой операцией 3D-печати FDM и остается постоянной до тех пор, пока деталь не будет полностью изготовлена. Поэтому щит контроля технологических процессов был настроен на работу в скоростном режиме. В то время как экструдер поддерживал постоянную скорость подачи, установленную пользователем, положение вала двигателя экструдера отслеживалось энкодером. Когда сопло начало забиваться, экструзия нити стала более сложной, что привело к ошибке положения вала экструдирующего двигателя.Далее ошибка положения вала двигателя была отправлена на микроконтроллер. Чтобы поддерживать постоянную скорость подачи, микроконтроллер отправлял корректирующие сигналы на драйвер двигателя, увеличивая ток, чтобы преодолеть трудности при экструзии. Это увеличение тока контролировалось токоизмерительным резистором Yageo PT1206FR-070R2L, а данные в реальном времени отправлялись на компьютер через порт USB.
Экспериментальная установка, материалы и параметры процесса
Makerbot Replicator 1 3D-принтер FDM и нить из полимолочной кислоты (PLA) диаметром 1.75 мм и допуски ± 0,05 мм использовались для экспериментов в настоящем исследовании. Нить хранилась в сухом контейнере после вскрытия упаковки для минимизации эффекта поглощения влаги. Платформа для печати была нагрета до 50°C и покрыта каптоновой лентой. Параметры печати контролировались с помощью программного обеспечения MakerWare. Основные параметры процесса перечислены в таблице 1.
Таблица 1. Параметры процессаЭкспериментальная и теоретическая методология контроля состояния форсунки выполнялась в четыре основных этапа, которые обсуждаются следующим образом:
- 1.
Экспериментальный: 3D-печать с использованием сопел 3 разных размеров: 0,4 мм, 0,3 мм, 0,2 мм в диаметре. Это был начальный этап моделирования засорения форсунки в целях проверки концепции. Теоретически: вычисление тока экструдирующего двигателя \(I\) по уравнению. (23) с использованием трех различных значений эффективного диаметра сопла \(D_{2}\): 0,4 мм, 0,3 мм, 0,2 мм в соответствии с тремя различными размерами сопла.
- 2.
Экспериментальный: 3D-печать во время сильной деформации детали, из-за которой не осталось места для экструзии и полностью забилось сопло. Теоретически: вычисление тока экструдирующего двигателя \(I\) по уравнению. (23) с использованием двух разных значений эффективного диаметра сопла \(D_{2}\): 0,4 мм и 0 мм в соответствии с обычной 3D-печатью и 3D-печатью с полностью заблокированным экструдером из-за деформации детали.
- 3.
Экспериментальный: снижение температуры в камере с 25 до 15 °C, что вызвало частичное засорение сопла, путем размещения вентилятора рядом с соплом во время 3D-печати. Теоретическая оценка: оценка тока экструзионного двигателя \(I\) по уравнению. (23) с использованием двух различных значений температуры камеры из уравнения. (10): 25 °C и 15 °C по данным 3D-печати с частично забитым соплом из-за снижения температуры в камере.
- 4.
Экспериментальный: 3D-печать в течение длительного периода времени, пока сопло не засорится. Процесс экструзии 3D-печати фиксировали видеокамерой JVC TK-C1480BE с объективом Navitar 121-50504 при высоте слоя 0,2 мм. Изображения экструзии нити были извлечены из видео с частотой 25 кадров в секунду, размером 1280 × 720 пикселей и разрешением 3 микрона на пиксель. После обработки записанных изображений с помощью программного обеспечения MATLAB было проведено 50 измерений для каждого из 6 условий частичного засорения сопла.Далее оценивались средние значения для каждого из 50 измерений эффективного диаметра сопла. В частности, было выявлено 6 стадий условий частичного засорения сопла со значениями эффективного диаметра сопла \(D_{2}\) как: 0,4 мм, 0,396 мм, 0,390 мм, 0,381 мм, 0,365 мм, 0,345 мм. Теоретически: вычисление тока экструдирующего двигателя \(I\) по уравнению. (23) с использованием 6 различных значений эффективного диаметра сопла \(D_{2}\): 0,4 мм, 0,396 мм, 0,390 мм, 0,381 мм, 0,365 мм, 0,345 мм в соответствии с 6 этапами измерения частичного засорения сопла от видеокамера.
Теоретические значения тока двигателя экструдера при засорении сопла были рассчитаны с использованием параметров процесса, перечисленных в таблице 1.
Поиск и устранение неисправностей
Поиск и устранение неисправностей Epson Stylus Pro 4800 |
Решение проблем
Принтер неожиданно прекращает печатьПринтер неожиданно прекращает печать Выполняется очистка печатающей головки, заправка или сушка чернил
Принтер не включается или продолжает работать
Принтер ничего не печатает
Распечатки не такие, как вы ожидали
Качество печати могло бы быть лучше
Цветные документы печатаются только черным цветом
Печать может быть быстрее
Рулонную бумагу нельзя обрезать
Часто возникают проблемы с подачей или замятием бумаги
Рулонная бумага не выталкивается должным образом
Устранение замятий бумаги
Обращение в службу поддержки клиентов
Проверьте, не мигает ли индикатор паузы.Если это так, принтер находится в процессе очистки головки, заправки или высыхания чернил. Во время очистки печатающей головки, заправки и высыхания чернил на ЖК-дисплее отображается ПОЖАЛУЙСТА, ПОДОЖДИТЕ. Подождите, пока принтер возобновит печать.
произошла ошибкаМногие распространенные проблемы с принтером можно определить по сообщениям на ЖК-дисплее.
Вы также можете проверить индикаторы на панели управления на наличие ошибок. См. Огни.
Другие сообщения, не включенные в следующую таблицу, см. в разделе Сообщения.
Сообщения об ошибкахСообщение | Описание | Что делать |
НЕВОЗМОЖНО ПЕЧАТЬ | Ошибка может возникнуть при попытке распечатать шаблоны, такие как проверка сопел или выравнивание головок. | Сначала закройте МЕНЮ ПРОБНОЙ ПЕЧАТИ и устраните ошибку, отображаемую на ЖК-дисплее. Затем попробуйте снова распечатать шаблоны. |
MNT TK ПОЧТИ ПОЛНЫЙ | Резервуар для техобслуживания почти полный. | Замените бак обслуживания на новый. См. раздел «Замена бака для обслуживания». |
ЗАКОНЧИЛИСЬ ЧЕРНИЛА | Чернильный картридж почти пуст. | Почти необходима замена чернильного картриджа. |
MNT ЗАПРОС nnnn | Срок службы детали, используемой в принтере, почти истек.»nnnn» показывает код детали. | Запишите код и обратитесь к своему дилеру. См. Обращение в службу поддержки. |
УДАЛИТЬ БУМАГУ | Очистка не может быть выполнена, так как загружена толстая бумага. | Удалите толстую бумагу и переместите рычаг бумаги в фиксированное положение. |
Принтер не может подать распечатку. | Удалите распечатку. | |
ФОРСУНКИ ЕЩЕ ЗАБИТЫ | Форсунки все равно забиты. | Запустите утилиту очистки головок. Для Windows см. Очистка печатающей головки.Для Mac OS X см. Очистка печатающей головки. |
ИЗМЕНИТЬ ТИП БУМАГИ | Загруженная бумага не соответствует выбранному типу бумаги. | Сопоставьте загруженную бумагу с типом бумаги. См. Кнопки. |
НЕПРАВИЛЬНЫЙ ФОРМАТ БУМАГИ | Размер загруженной бумаги не соответствует размеру данных. | Сопоставьте размер загруженной бумаги с размером данных. |
БУМАГА КОНЧИЛАСЬ | В принтер не загружена бумага. | Загрузите бумагу правильно. |
Рулонная бумага закончилась во время печати. | Загрузите новую рулонную бумагу. | |
БЕЗ ГРАНИЦ С ЭТИМ РАЗМЕРОМ ПЕРЕЗАГРУЗИТЕ БУМАГУ Примечание. | Для печати без полей был установлен листовой носитель формата A2. | Установите листовой носитель или рулонную бумагу другого размера.См. Установка параметра «Без полей» для Windows или Выполнение печати без полей для Mac OS X. |
ПЕРЕЗАГРУЗИТЕ БУМАГУ | Принтер не может обнаружить загруженный листовой носитель, так как он волнистый или скрученный. | Разровняйте вырезанный листовой носитель. |
Принтер не может обнаружить загруженную бумагу. | Переместите рычаг бумаги. | |
ПЕРЕЗАГРУЗИТЕ БУМАГУ ВСТАВЬТЕ ГЛУБОКО | Форматные листы, вставленные из переднего слота для ручной подачи, вставлены недостаточно глубоко. | Вставьте бумагу глубже. См. Загрузка бумаги в передний слот для ручной подачи. |
НЕ ПРЯМО ПЕРЕЗАГРУЗИТЬ | Форматные листы загружаются неровно, и их необходимо выровнять. | Загрузите листовой носитель правильно. См. Загрузка форматных листов. |
БУМАГА НЕ ПРЯМАЯ | Бумага загружена не ровно. | Загрузите бумагу ровно. |
БУМАГА НЕ ОБРЕЗАНА | Бумага обрезается неправильно, если выбрано значение Roll Auto Cut On. | Откройте верхнюю крышку и удалите неразрезанную бумагу. Если на ЖК-дисплее появляется сообщение RELOAD PAPER, перезагрузите бумагу. |
Возможно, нож для бумаги установлен неправильно. См. Замена резака для бумаги. | ||
Резак для бумаги может быть тупым. Замените нож для бумаги. См. Замена резака для бумаги. | ||
ОШИБКА КОМАНДЫ | Поврежденные данные отправляются на принтер. | Остановите печать и нажмите кнопку Пауза на 3 секунды. |
Принтер получает данные с неправильной командой. | ||
Установленный драйвер принтера не подходит для данного принтера. | Остановите печать и нажмите кнопку Пауза на 3 секунды.Затем убедитесь, что установленный драйвер принтера подходит для данного принтера. | |
НЕПРАВИЛЬНАЯ НАСТРОЙКА ЧЕРНИЛ ДРАЙВЕРА НЕСООТВЕТСТВИЕ ОШИБКА Примечание: | Опция картриджа драйвера принтера пока не изменена. | Остановите печать, а затем нажмите и удерживайте кнопку Пауза в течение 3 секунд.Наконец, выберите правильный чернильный картридж в драйвере принтера в соответствии с фактически установленным чернильным картриджем в принтере. См. Обновление информации о драйвере принтера. Если вы хотите продолжить печать, нажмите кнопку Пауза. |
Установлен оригинальный картридж стороннего производителя. | Нажмите кнопку Пауза в течение 3 секунд, чтобы отменить печать. Если вы хотите продолжить печать, нажмите кнопку Пауза. | |
ЗАГРУЗИТЕ РУЛОННУЮ БУМАГУ | Рулонная бумага установлена неправильно. | Правильно загрузите рулонную бумагу и выберите или . См. Загрузка рулонной бумаги. |
ЗАГРУЗИТЕ ЛИСТОВУЮ БУМАГУ В ЛОТОК ДЛЯ ФОРМЫ | Форматный лист неправильно установлен в лотке для бумаги. | Правильно установите листовой носитель в лоток для бумаги и выберите . См. Загрузка форматных листов. |
ПОДАЧА ЛИСТОВОЙ БУМАГИ | Форматные листы необходимо загружать вручную. | Загрузите листовой носитель. |
ЗАПРЕЩЕННЫЕ СМИ ОТ П.ПОДНОС | Листовой носитель, загружаемый через передний или задний слот для ручной подачи, загружается из лотка для бумаги. | Извлеките листовой носитель из лотка для бумаги и загрузите его из соответствующего слота подачи бумаги. См. раздел Проверка тракта бумаги. |
ПОДАЧА ЛИСТОВОЙ БУМАГИ ВРУЧНУЮ | Форматные листы необходимо загружать вручную. | Загрузите форматные листы вручную из переднего или заднего слота для ручной подачи. См. раздел Проверка тракта бумаги. |
ВРЕМЯ ОСТАЛОСЬ | В ближайшее время необходимо заменить конверсионный картридж. (На ЖК-дисплее отображается оставшееся время использования конверсионного картриджа.) | Почти необходима замена конверсионного картриджа.Нажмите кнопку Пауза. |
ЗАМЕНИТЕ CNVRSION CRTG | Необходимо заменить конверсионный картридж. | Замените конверсионный картридж на новый. Или завершите замену чернил K, нажав кнопку «Пауза». |
ЗАКРАСИТЬ | Чернильный картридж пуст. | Замените пустой картридж на новый. См. Замена чернильных картриджей. |
НЕДЕЙСТВИТЕЛЬНЫЙ ЧЕРНИЛ CRTG | Установлен чернильный картридж с неверным кодом продукта. | Извлеките чернильный картридж и установите чернильный картридж с правильным кодом продукта.См. Расходные материалы. |
НЕПРАВИЛЬНЫЙ ЧЕРНИЛА CRTG | Установлен чернильный картридж, который нельзя использовать с этим принтером. | Извлеките чернильный картридж и установите чернильный картридж, который можно использовать с этим принтером. См. Расходные материалы. |
УСТАНОВИТЬ ЧЕРНИЛА CRTG | Произошла ошибка CSIC. | Извлеките чернильный картридж и переустановите его. Если это сообщение появляется после переустановки чернильного картриджа, замените его. См. Замена чернильных картриджей. |
БЕЗ ЧЕРНИЛ CRTG | Чернильный картридж не установлен, или рычаг чернил поднят в открытое положение. | Установите чернильный картридж или опустите рычаг чернил в зафиксированное положение. |
МНТ ТНК ПОЛНЫЙ | Резервуар обслуживания полный. | Замените бак обслуживания на новый. См. раздел «Замена бака для обслуживания». |
НИЖНИЕ РЫЧАГИ ЧЕРНИЛ | Оба чернильных рычага подняты. | Опустите рычаги чернил. |
НИЖНЯЯ ЗВЕНЬЯ LVR | Рычаг чернил на левом отсеке для чернил был поднят. | Опустите рычаг чернил на левом отсеке для чернил. |
НИЖНИЙ РЕЗИН LVR | Рычаг чернил на правом отсеке для чернил был поднят. | Опустите рычаг чернил на правом отсеке для чернил. |
ВЕРХНЯЯ КРЫШКА ОТКРЫТА | Верхняя крышка открыта. | Закройте верхнюю крышку. |
ЗАГРУЗИТЬ БУМАГУ | Рычаг бумаги находится в свободном положении. | Переместите рычаг бумаги в зафиксированное положение. |
УСТАНОВИТЕ РЫЧАГ ДЛЯ БУМАГИ | Рычаг бумаги находится в свободном положении. | Переместите рычаг бумаги в зафиксированное положение. |
РЫЧАГ РАЗБЛОКИРОВКИ | Бумага застряла в принтере. | Сначала отпустите рычаг бумаги. Затем при необходимости откройте верхнюю крышку и удалите застрявшую бумагу. Если на ЖК-дисплее появляется сообщение TURN PRINTER PWR OFF AND THEN ON, выключите принтер, оставьте его на некоторое время, а затем снова включите. См. Устранение замятия бумаги. |
НЕТ МНТ ТНК | Емкость для обслуживания не установлена в принтере. | Установите бак для обслуживания. |
ЗАДНЯЯ КРЫШКА ОТКРЫТА | Задняя крышка открыта. | Закройте заднюю крышку. |
ОБНОВЛЕНИЕ НЕ УДАЛОСЬ | Принтеру не удалось обновить прошивку. | Обновите прошивку еще раз. |
ОПЦИЯ ОШИБКА ИНТЕРФЕЙСА | Установленный интерфейс нельзя использовать с этим принтером. | Извлеките интерфейсную карту и установите интерфейсную карту, которую можно использовать с этим принтером. См. Опции. |
РАЗБЛОКИРОВАТЬ ПЕЧАТНУЮ ГОЛОВКУ | Печатающая головка заблокирована. | Потяните зеленый язычок на левой стороне печатающей головки, чтобы освободить печатающую головку. |
ЗАПРОС НА СЕРВИС nnnnnnnn | Печатающая головка заблокирована. | Потяните зеленый язычок на левой стороне печатающей головки, чтобы освободить печатающую головку. |
Произошла фатальная ошибка. | Выключите принтер, оставьте его на некоторое время и снова включите принтер. Если это сообщение снова появится на ЖК-дисплее, запишите код и обратитесь к своему дилеру. См. Обращение в службу поддержки. |
[Верх]
Если индикатор Pause не загорается и инициализация механизма не начинается даже при нажатии кнопки Power для включения принтера, попробуйте следующие решения проблемы.
- Выключите принтер и убедитесь, что шнур питания надежно подключен к принтеру.
- Убедитесь, что ваша розетка работает и не управляется настенным выключателем или таймером.
- Убедитесь, что подаваемое на принтер напряжение соответствует номинальному напряжению, указанному на принтере. В противном случае немедленно выключите принтер и отсоедините шнур питания. Обратитесь за помощью к своему дилеру. См. Обращение в службу поддержки.
| Осторожность: |
|
[Верх]
Попробуйте одно или несколько из этих решений:
- Выключите принтер и компьютер.Убедитесь, что интерфейсный кабель принтера надежно подключен к соответствующему разъему компьютера.
- Убедитесь, что характеристики интерфейсного кабеля соответствуют характеристикам принтера и компьютера.
- Убедитесь, что интерфейсный кабель напрямую подключен к компьютеру, не проходя через какое-либо устройство, такое как устройство переключения принтера или удлинительный кабель.
Установите драйвер принтера, если он еще не установлен, и выполните следующие действия, чтобы выбрать принтер Epson в качестве принтера по умолчанию.
Для Windows XP| Нажмите кнопку Start и Printer and Faxes . |
| Щелкните правой кнопкой мыши EPSON Stylus Pro 4800 . |
| Выберите Установить как принтер по умолчанию , затем закройте окно. |
| Нажмите кнопку Start , выберите Settings и выберите Printers . |
| Щелкните правой кнопкой мыши EPSON Stylus Pro 4800 в окне «Принтеры». |
| Выберите Установить по умолчанию , затем закройте окно Принтеры. |
Убедитесь, что драйвер принтера Stylus Pro 4800 правильно добавлен в утилиту настройки принтера (для Mac OS X 10.3), а правильный выбран в утилите настройки принтера.
Настройка порта принтера не соответствует порту подключения принтера (только для Windows)Чтобы выбрать порт принтера, выполните следующие действия.
Для Windows XP| Щелкните Пуск , щелкните Панель управления , щелкните Принтеры и другое Оборудование , а затем щелкните Принтеры и факсы . |
| Щелкните правой кнопкой мыши EPSON Stylus Pro 4800 , затем выберите Свойства . |
| Перейдите на вкладку Порты . |
| Убедитесь, что выбран порт вашего принтера. |
| Щелкните Пуск , выберите Параметры , а затем выберите Принтеры . |
| Щелкните правой кнопкой мыши EPSON Stylus Pro 4800 в окне Принтеры, затем выберите Свойства . |
| Перейдите на вкладку Порты . |
| Убедитесь, что выбран порт вашего принтера. |
Попробуйте одно или несколько из этих решений:
[Верх]
Попробуйте одно или несколько из этих решений:
- Если проблема не устранена, выключите принтер и компьютер.Убедитесь, что интерфейсный кабель принтера надежно подключен.
Попробуйте одно или несколько из этих решений:
- Проверьте настройки маржи в вашем приложении.
- Убедитесь, что поля находятся в пределах области печати страницы. См. Область печати.
Для Windows отключите параметр Flip Horizontal в меню Advanced.См. Дополнительные настройки.
Для Mac OS X отключите параметр Flip Horizontal в дополнительных параметрах, выбранных в параметрах печати, выбранных в диалоговом окне «Печать». См. Расширенные настройки.
Цвет печати отличается от цвета на экранеПопробуйте одно или несколько из этих решений:
- Убедитесь, что настройка типа носителя соответствует используемой бумаге.
- Поскольку мониторы и принтеры воспроизводят цвета по-разному, напечатанные цвета не всегда будут идеально совпадать с цветами экрана. Однако вышеуказанные цветовые системы предназначены для преодоления различий в цвете.
Для Mac OS X выберите ColorSync , чтобы цвета соответствовали вашей системе в разделе «Управление цветом принтера», выбранном в диалоговом окне «Печать». См. Управление цветом принтера.
- Вы можете создавать более четкие изображения с более яркими цветами.
Для Windows выберите PhotoEnhance в меню «Дополнительно». См. Дополнительные настройки.
- Для Windows выберите Color Controls в меню Advanced и отрегулируйте цвет, яркость и т. д. по мере необходимости. См. Дополнительные настройки.
Для Mac OS X выберите Color Controls в Printer Color Management, выбранном в диалоговом окне Print. См. Управление цветом принтера.Линейка смещается
Выполните выравнивание печатающей головки.Для Windows см. Выравнивание печатающей головки. Для Mac OS X см. Выравнивание печатающей головки.
Если проблема не устранена, выполните очистку печатающей головки. Для Windows см. Очистка печатающей головки. Для Mac OS X см. Очистка печатающей головки.
На распечатке есть пятна по нижнему краюПопробуйте одно или несколько из этих решений:
- Если бумага скручена к стороне для печати, распрямите ее или слегка сверните на противоположную сторону.
В Mac OS X, если вы используете специальный носитель Epson, проверьте параметр «Тип носителя» в параметрах печати, выбранных в диалоговом окне «Печать». См. Параметры страницы.
Для бумаги, отличной от Epson, зарегистрируйте и выберите толщину бумаги в режиме SelecType. Убедитесь, что он подходит для используемой бумаги. См. Установка параметров бумаги.
- Установите PLATEN GAP на WIDE в НАСТРОЙКАХ ПРИНТЕРА режима SelecType.См. НАСТРОЙКА ПРИНТЕРА.
[Верх]
Нажмите на подпись под иллюстрацией, которая больше всего похожа на вашу распечатку.
Если у вас возникли проблемы с качеством печати, попробуйте предлагаемые здесь решения.
Горизонтальная полосаПопробуйте одно или несколько из этих решений:
В Mac OS X проверьте параметр «Тип носителя» в параметрах печати, выбранных в диалоговом окне «Печать».Убедитесь, что он подходит для используемой бумаги, см. Параметры страницы.
- Убедитесь, что сторона бумаги для печати обращена вверх.
Вы также можете прочистить сопла печатающей головки с помощью панели управления. Чтобы прочистить сопла печатающей головки, нажмите кнопку меню на 3 секунды.Вертикальное смещение или полосатость
Попробуйте одно или несколько из этих решений:
Для Mac OS X отключите параметр High Speed в дополнительных параметрах, выбранных в параметрах печати, выбранных в диалоговом окне «Печать».См. Расширенные настройки.Бледная распечатка или пропуски
Попробуйте одно или несколько из этих решений:
- Убедитесь, что срок годности чернильных картриджей не истек. Срок годности указан на внешней стороне чернильного картриджа.
В Mac OS X проверьте параметр «Тип носителя» в параметрах печати, выбранных в диалоговом окне «Печать». Убедитесь, что он подходит для используемой бумаги.См. Параметры страницы.
Вы также можете прочистить сопла печатающей головки с помощью панели управления. Чтобы прочистить сопла печатающей головки, нажмите кнопку меню на 3 секунды.Размытая или смазанная распечатка
Попробуйте одно или несколько из этих решений:
В Mac OS X проверьте параметр «Тип носителя» в параметрах печати, выбранных в диалоговом окне «Печать». Убедитесь, что он подходит для используемой бумаги.См. Параметры страницы.
- Если используемая бумага не поддерживается драйвером принтера, установите толщину бумаги в режиме SelecType. См. НЕСТАНДАРТНАЯ БУМАГА.
- Убедитесь, что бумага сухая, а сторона для печати обращена вверх. Кроме того, убедитесь, что вы используете правильный тип бумаги. Технические характеристики см. в разделе Бумага.
- Чернила могли просочиться внутрь принтера; протрите внутреннюю часть принтера мягкой чистой тканью.
Вы также можете прочистить сопла печатающей головки с помощью панели управления. Чтобы прочистить сопла печатающей головки, нажмите кнопку меню на 3 секунды.
[Верх]
Попробуйте одно или несколько из этих решений:
- Убедитесь, что настройки цветовых данных в вашем приложении верны.
Для Mac OS X убедитесь, что Color или Color/B&W Photo установлены в параметрах печати, выбранных в диалоговом окне «Печать».См. Цвет.
[Верх]
Попробуйте одно или несколько из этих решений:
Для Mac OS X выберите Автоматический режим и переместите ползунок в сторону Скорость в параметрах печати, выбранных в диалоговом окне «Печать», чтобы увеличить скорость печати. См. Режим.
- Не запускайте слишком много приложений одновременно.Закройте все приложения, которые вы не используете.
- Измените интерфейсную карту вашего компьютера на IEEE1394 или USB 2.0.
- Удалите ненужные файлы, чтобы освободить место на жестком диске.
| Примечание для Windows: |
[Верх]
Попробуйте одно или несколько из этих решений:
- Убедитесь, что в качестве источника бумаги на ЖК-дисплее выбрано.При необходимости нажмите кнопку Источник бумаги . Затем нажмите и удерживайте кнопку источника бумаги в течение 3 секунд. Принтер обрезает рулонную бумагу.
- Убедитесь, что Normal Cut , Single Cut или Double Cut выбраны в качестве Auto Cut в драйвере принтера. Для Windows см. Настройка параметра Auto Cut. Для Mac OS X см. Auto Cut.
- При необходимости разрежьте рулонную бумагу вручную.Убедитесь, что толщина рулонной бумаги, загруженной в принтер, соответствует спецификации бумаги (см. Бумага). Если это так, возможно, нож для бумаги затупился и требует замены. См. Замена резака для бумаги.
| Примечание: |
|
[Верх]
Попробуйте одно или несколько из этих решений:
- Перед загрузкой бумаги и протягиванием ее через прорезь для бумаги отрегулируйте всасывание бумаги.
Чтобы отрегулировать всасывание бумаги с помощью драйвера принтера, см. Конфигурация бумаги для Windows или Конфигурация бумаги для Mac OS X.
Чтобы отрегулировать всасывание бумаги с помощью панели управления, см. БУМАГА НА ЗАКАЗ.
- Убедитесь, что бумага не согнута и не смята.
- Убедитесь, что бумага сплющена.
- Убедитесь, что печать происходит в пределах рабочего диапазона температур.
- Убедитесь, что бумага не влажная.
- Убедитесь, что бумага не слишком толстая и не слишком тонкая.См. Бумага.
- Убедитесь, что внутри принтера нет посторонних предметов.
В Mac OS X проверьте параметр «Тип носителя» в параметрах печати, выбранных в диалоговом окне «Печать». Убедитесь, что он подходит для используемой бумаги. См. Параметры страницы
- Убедитесь, что настройка зазора валика соответствует вашей бумаге. Вы можете изменить настройку зазора валика в НАСТРОЙКАХ ПРИНТЕРА режима SelecType. См. ЗАЗОР ПЛИТЫ.
- Для специальных носителей сторонних производителей проверьте тип бумаги, выбранный в CUSTOM PAPER режима SelecType.См. Установка параметров бумаги.
При загрузке специальных носителей сторонних производителей перед печатью проверьте, правильно ли загружена бумага.
Чтобы устранить замятие бумаги, см. раздел Устранение замятия бумаги.
[Верх]
Попробуйте одно или несколько из этих решений:
- Рулонная бумага намотана туго и может закручиваться.Выровняйте его, прежде чем загружать.
[Верх]
Чтобы удалить застрявшую рулонную бумагу, выполните следующие действия:
| Выключите принтер. |
| Откройте крышку рулонной бумаги и переместите рычаг бумаги в открытое положение. |
| Обрежьте бумагу в прорези для вставки бумаги и извлеките рулонную бумагу. |
| Удалите застрявшую бумагу с передней или задней стороны принтера. |
При необходимости откройте верхнюю крышку и удалите застрявшую бумагу.Когда бумага, загруженная из лотка для бумаги, замялась
Чтобы удалить застрявшую бумагу, выполните следующие действия.
| Выключите принтер. |
| Переместите рычаг бумаги в свободное положение. |
| Извлеките лоток для бумаги из принтера. |
| Осторожно удалите застрявшую бумагу. |
При необходимости откройте верхнюю крышку и удалите застрявшую бумагу.
Если бумага застряла вокруг задней крышки, снимите заднюю крышку, нажав на ручки, и удалите замятую бумагу.Когда бумага, загруженная из переднего слота для ручной подачи, замялась
Чтобы удалить застрявшую бумагу, выполните следующие действия:
| Выключите принтер. |
| Переместите рычаг бумаги в свободное положение. |
| Удалите застрявшую бумагу с передней или задней стороны принтера. |
Чтобы удалить застрявшую бумагу, выполните следующие действия:
| Выключите принтер. |
| Переместите рычаг бумаги в свободное положение. |
| Удалите застрявшую бумагу спереди. При необходимости откройте верхнюю крышку и удалите застрявшую бумагу. |
[Верх]
Если ваш продукт Epson не работает должным образом и вы не можете решить проблему, используя информацию об устранении неполадок в документации по продукту, обратитесь за помощью в службу поддержки клиентов.Если поддержка клиентов для вашего региона не указана ниже, обратитесь к дилеру, у которого вы приобрели продукт.
Служба поддержки клиентов сможет помочь вам гораздо быстрее, если вы предоставите им следующую информацию:
- Серийный номер продукта
(этикетка с серийным номером обычно находится на задней панели продукта.)
- Версия программного обеспечения продукта
(нажмите кнопку About , Version Info или аналогичную кнопку в программном обеспечении продукта.)
- Марка и модель вашего компьютера
- Название и версия операционной системы вашего компьютера
- Названия и версии программных приложений, которые вы обычно используете с вашим продуктом.
Где получить помощь
Epson предоставляет техническую поддержку и информацию по установке, настройке и эксплуатации продуктов для профессиональной печати в рамках плана Epson Preferred Protection Plan.Наберите (888) 377-6611, с 6:00 до 18:00 по тихоокеанскому времени, с понедельника по пятницу. Часы и дни поддержки могут быть изменены без предварительного уведомления.
Прежде чем звонить, убедитесь, что у вас есть идентификационный номер устройства, который указан в информации о предпочтительном плане защиты Epson, которая поставляется вместе с вашим принтером. Вам также потребуется серийный номер вашего принтера и подтверждение покупки.
Epson также предоставляет техническую поддержку 24 часа в сутки через World Wide Web.Вы можете обратиться в службу поддержки Epson по адресу http://support.epson.com. На этом сайте вы можете загрузить драйверы, встроенное ПО и другие файлы, просмотреть документацию по продукту, получить доступ к информации по устранению неполадок и получить техническую консультацию по электронной почте.
Вы можете приобрести оригинальные чернильные картриджи, бумагу и аксессуары Epson у торгового посредника Epson. Чтобы найти ближайшего авторизованного реселлера, позвоните по телефону 800-GO-EPSON (800-463-7766). Чтобы совершить покупку в Интернете, посетите веб-сайт www.epsonstore.com (только для продажи в США). В Канаде позвоните по номеру 800-463-7766, чтобы получить рекомендацию торгового посредника.
[Верх]
| Версия NPD1123-00, Copyright © 2005, SEIKO EPSON CORPORATION |