Цилиндр и головка цилиндра — Энциклопедия по машиностроению XXL
Рама, детали шасси, кабина, кузов Рубашка охлаждения блока цилиндров и головки цилиндров Щеки коленчатого вала, шатуны, картер блока цилиндров Г оловка цилиндров, выпускной трубопровод, клапан выпускной [c.10]Слесарно-механические работы включают изготовление крепежных деталей (болтов, гаек, шпилек, шайб и т. п.), механическую обработку деталей после наплавки и наварки (напыления), расточку тормозных барабанов, изготовление и расточку в размер втулок для реставрации гнезд подшипников и шкворневых соединений, фрезерование поврежденных плоскостей (крышки масляного насоса, плоскости разъемов блоков цилиндров и головки цилиндров и т. д.). . [c.237]
РЕМОНТ БЛОКА ЦИЛИНДРОВ И ГОЛОВКИ ЦИЛИНДРОВ [c.239]
ДЕТАЛИ КРИВОШИПНО-ШАТУННОГО МЕХАНИЗМА Цилиндр И головка цилиндра [c.20]
К фланцу — верхнему приливу правой крышки картера— прикреплен четырьмя шпильками штампованный из листовой стали кожух, имеющий крышку со стороны крыльчатки.
Клапан садится в гнездо неплотно или заедает в направляющей втулке Пропуск газов через прокладку между цилиндром и головкой цилиндра.. [c.198]
Слесарно-механические работы производятся в цехе такого же наименования и реже в агрегатно-механическом. Основными слесарно-механическими работами являются изготовление крепежных деталей (болты, гайки, шпильки, шайбы и т. п.) механическая обработка деталей после наплавки и наварки (напыления), выполненных в тепловых цехах расточка тормозных барабанов изготовление и расточка в размер втулок для реставрации гнезд подшипников, для текущего ремонта шкворневых соединений фрезерование поврежденных плоскостей (крышка масляного насоса плоскости разъема блока цилиндров и головки цилиндров и т. д.). [c.244]Устройство цилиндра и головки цилиндра с воздушным охлаждением показано на рис. 17.
[c.35]
17.
[c.35]
Цилиндры и головки цилиндров. Материал — чугун твердостью Яв = = 220 ч- 250. Алюминиевые цилиндры с залитыми в них гильзами пока еще встречаются редко.
 Ребра цилиндров и головок цилиндров для увеличения жесткости и уменьшения шума в некоторых местах соединяют между собой перемычками при проектировании перемычек
[c.676]
Ребра цилиндров и головок цилиндров для увеличения жесткости и уменьшения шума в некоторых местах соединяют между собой перемычками при проектировании перемычек
[c.676]Двигатель МС А. Савельева. Увеличенное оребрение цилиндра и головки цилиндра, легкий жесткий картер, 4-скоростная КП, магнето с приводом 1 2, реечный выжим сцепления. Цилиндр с большими чисто обработанными окнами (рис. 70,а). Материал поршня АК-4, термообработанный, два поршневых кольца 1-е кольцо L-образное (3 мм), 2-е— узкое нормальное (1,2 мм). Кольца стальные, хромированные (рис 70,6.) [c.50]
Форсировать можно любой цилиндр, по лучше изготовить новый и в нем предусмотреть лучшее расположение и форму каналов, более качественную гильзу, чтобы не было ее деформации при пагреве цилиндра, сильно развитое оребрение цилиндра и головки цилиндра. [c.62]
Сплавы типа АК применяют для ковки и штамповки деталей (шатунов быстроходных двигателей, дисков центробежных и аксиальных компрессоров и Др. ). Из жаропрочного сплава АК4 изготовляют поршни двигателей внутреннего сгорания и головки цилиндров двигателей воздушного охлаждения.
[c.183]
). Из жаропрочного сплава АК4 изготовляют поршни двигателей внутреннего сгорания и головки цилиндров двигателей воздушного охлаждения.
[c.183]
Работа всех узлов агрегата синхронизирована, и после установления заданного теплового режима в зонах цилиндра и головки, температуры вальцов и соответствующей скорости экструзии агрегат работает безотказно и требу ет только периодического наблюдения за качеством изделия. На рис. 42 показана схема экструзионного агрегата
Поршни и головка цилиндров отлиты из алюминиевого сплава. Коленчатый вал откован из углеродистой стали, снабжен противовесами и лежит на четырех опорах. Вкладыши коренных и шатунных подшипников биметаллические, тонкостенные, залитые антифрикционным сплавом. [c.443]
Из него изготовляются поршни и головки цилиндров двигателей внутреннего сгорания. [c.109]
Понижение температуры стенок цилиндра и головки, уменьшение нагрева смеси воздуха при ее поступлении в цилиндр, в результате чего повышаются коэффициент наполнения и мощность двигателя. [c.187]
[c.187]
Обратное движение механизма осуществляется при переключении распределителя в такое положение, чтобы сжатый воздух по воздухопроводу 4 поступал в правую полость воздушного цилиндра 5, а его левая полость через воздухопровод 3 и распределитель сообщалась с атмосферой. Ускоренное движение поршня пневматического цилиндра и головки 6 будет происходить до момента встречи планки 7 с переставным упором 9, после чего шток поршня гидравлического цилиндра 8 сместится влево до упора буртика 10 в поршень и обратный клапан 11 откроется. Дальнейшее движение головки влево будет происходить несколько замедленней, так как при этом масло будет перетекать из левой полости гидравлического цилиндра в правую, причем процесс перетекания будет происходить не только по трубопроводу через редукционный клапан 13, но и через клапан 11. Таким образом, перемещение головки 6 влево совершится несколько быстрее, чем вправо. [c.245]
Длительное время основным направлением комплексной автоматизации машиностроения было решение задач, связанных с массовым производством, где создано и внедрено множество машин-автоматов и полуавтоматов, автоматических и поточных линий 80—90 % таких деталей, как блоки цилиндров и головки блоков двигателей, валы коробки передач, массовые подшипники и др.
 [c.9]
[c.9]
В отрасли тракторного и сельскохозяйственного машиностроения на специализированных заводах массового производства кроме главных сборочных конвейеров, на которых собираются в целом все изделия, эффективно используются конвейеры сборки деталей, которые работают согласованно с главным сборочным конвейером. На автоматических линиях сборки собираются шатунно-поршневые группы двигателей тракторов и головки цилиндров двигателей. Опыт эксплуатации сборочных автоматов и автоматических линий показывает, что важнейшим условием их надежной работы является обеспечение взаимозаменяемости и стабильности размеров поступающих на сборку деталей и сборочных единиц. Автоматическая сборка машин из деталей традиционно сложившихся конструкций в ряде случаев либо невозможна, либо требует очень сложных технических решений и дорогостоящего оборудования. Вследствие этого автоматизация становится экономически малоэффективной.

Корпусы насосов и гидроприводов, поршни и гильзы дизелей и бесклапанных двигателей, цилиндры и головки дизелей, рамы, штампы для холодной вытяжки и другие детали, работающие под высоким давлением блоки цилиндров, головки блоков, гильзы автомобилей и тракторов, станины и другие ответственные детали станков клапаны и кулачки распределительных механизмов, зубчатые колеса и т. п. [c.479]
Германия Flw 3137 (1943) Штамповки (поршни и головки цилиндров) Закалённый и искусственно состаренный, 3137.9. . . 35—43 за ю 100—130 [c.193]
Цилиндры, головки, блоки цилиндров и картеры. Цилиндры мотоциклетных двигателей изготовляют, как правило, со съёмными головками и отдельно от картера. Цилиндры крепятся к картеру шпильками, число которых определяется конструктивными возможностями. На фиг. 94, 95 и 96 представлены типичные конструкции цилиндров и головок современных мотоциклетных двигателей. [c.143]
Система охлаждения.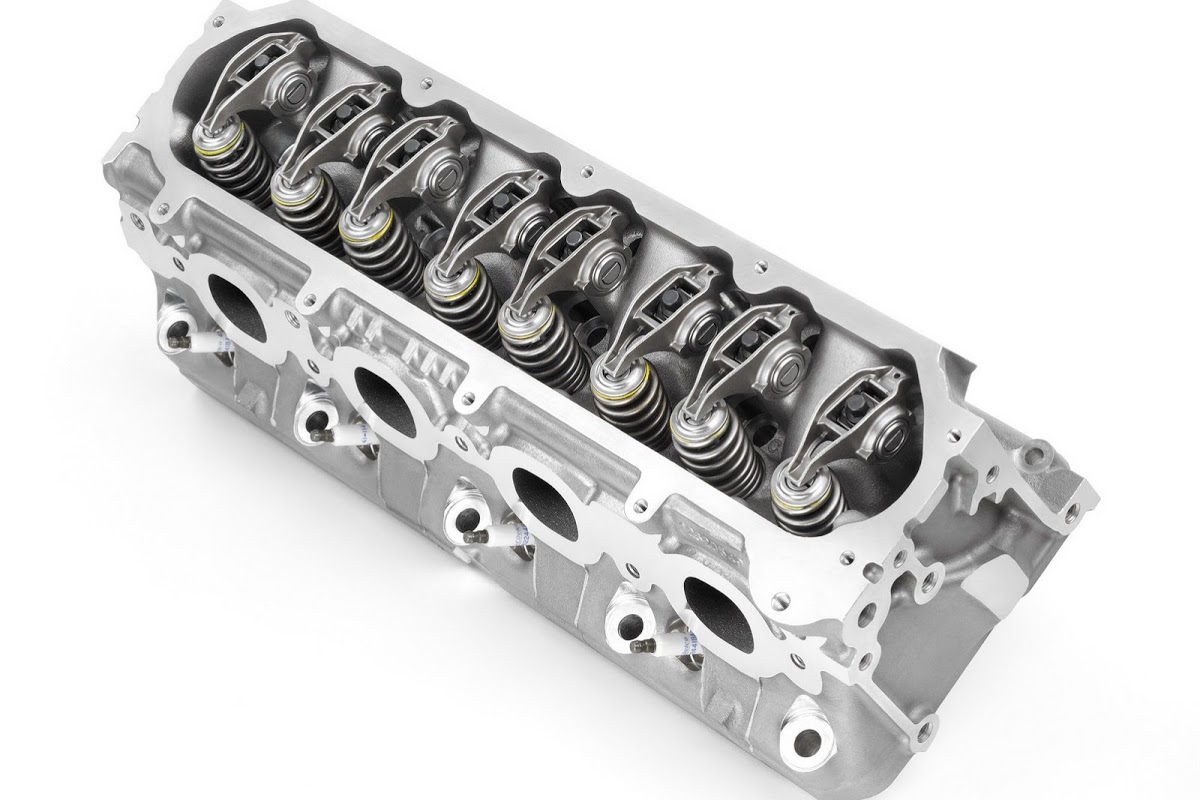 Воздух, охлаждающий цилиндры и головки, просасывается через их оребрение при помощи двух осевых вентиляторов 10 с диаметром крыльчатки 520 мм (фиг. 20 и 22). Вентиляторы, расположенные по бокам двигателя, получают вра-
[c.210]
Воздух, охлаждающий цилиндры и головки, просасывается через их оребрение при помощи двух осевых вентиляторов 10 с диаметром крыльчатки 520 мм (фиг. 20 и 22). Вентиляторы, расположенные по бокам двигателя, получают вра-
[c.210]
Интенсивность детонации разных топлив определяется сравнительно — по стуку и повышению давления в цилиндре, температуре головки цилиндра и т. д.
По такому принципу на одном из заводов Форда в 1960 г. были построены две автоматические линии по обработке блока цилиндров и головки блока. Они составлены в основном из нормализованных узлов, входивших в ранее работавшие линии. Благодаря этому резко сократились сроки проектирования и изготовления линий, выпуск автомобилей новой марки был налажен в рекордно короткий срок, а экономия составила 800 ООО долл. Для того чтобы переход к изготовлению новых моделей автомобилей можно было осуществлять с минимальными издержками, используя большую часть наличного парка оборудования и меняя 182
[c. 182]
182]
Детали крупные, несу-сущие высокие статические нагрузки изделия, работающие при повышенных температурах,— блоки, рубашки и головки цилиндров двигателей внутреннего сгорания [c.177]
Ремонтопригодность конструктивного элемента машины, предусмотренная конструктором (например, блоки цилиндров или гильзы цилиндров двигателя, для которых предусмотрена расточка под ремонтные размеры поршней коленчатые валы, для которых предусмотрена шлифовка под ремонтные размеры вкладышей клапаны и головки цилиндров двигателей, ремонт сопряжения которых предусматривает многократную шлифовку фасок и фрезерование гнезд тормозные барабаны автомобилей, протачиваемые или шлифуемые на новый размер при износе поверхностей под тормозные колодки, и т. п.), всегда должна учитываться при контроле изменений годности машины и ее конструктивных элементов, а также при соответствующих техникоэкономических расчетах. [c.122]
Цилиндр и головка цилиндра охлаждаются водой, циркулирующей в водяной рубащке и поступающей в нее через патрубок 19 из радиатора. Циркуляция воды обеспечивается водяным насосом, перекачивающим горячую воду из водяной рубашки 15 через патрубок 14 в радиатор. Для лучшего охлаждения воды радиатор обдувается воздушным потоком, создаваемым вентилятором.
[c.34]
Циркуляция воды обеспечивается водяным насосом, перекачивающим горячую воду из водяной рубашки 15 через патрубок 14 в радиатор. Для лучшего охлаждения воды радиатор обдувается воздушным потоком, создаваемым вентилятором.
[c.34]
Цилиндры и головки цилиндров двигателей с воз-дущным охлаждением для увеличения поверхности теплоотдачи снабжены ребрами. Каждый цилиндр и каждая головка изготовляются отдельно. [c.228]
Прпменет1ие воздушного охлаждения в значительной степени определяет конструкцию деталей остова двигателя, камеры сго-ра111ш и других деталей. Цилиндры и головки цилиндров дизеля с воздушным охлаждением имеют сложную конфигурацию, поэтому из технологических соображений, главным образом для получения качественной отливки, каждый цилиндр и головку изготовляют отдельно. [c.276]
В непосредственном соприкосновении с камерой сгорания находится лишь сравнительно небольшая часть золотника. Поверхность же золотника, прилегающая к охлаждаемым цилиндру и головке цилиндра, велика. Смесь, выходящая из карбюратора, расположенного вблизи вращающегося золотника, встречает на своем пути нагретую выпускными газами наклонную стенку, испаряется и охлаждает ее. По этим причинам распределительный вал может выдерживать высокие термические нагрузки и в случае отсутствия непосредственного жидкостного охлаждения. Однако этот золотник нагревается сильнее, чем вращающийся золотник Ваег-Неу1ап(11.
[c.491]
Смесь, выходящая из карбюратора, расположенного вблизи вращающегося золотника, встречает на своем пути нагретую выпускными газами наклонную стенку, испаряется и охлаждает ее. По этим причинам распределительный вал может выдерживать высокие термические нагрузки и в случае отсутствия непосредственного жидкостного охлаждения. Однако этот золотник нагревается сильнее, чем вращающийся золотник Ваег-Неу1ап(11.
[c.491]
Поскольку происходит нагрев определенных областей двигателя, для предотврашения деформации рассматриваемых узлов и возможного заклинивания необходимо обеспечить отвод и рассеивание теппа. Тепло естественным образом перераспределяется от горя- кхоподним областям таким образом, тепло, полученное поршнем и клапанами, естественным образом отводится к внешним поверхностям цилиндра и головки цилиндра. Пишнее тепло от этих поверхностей необходимо отвести 8 воздух [помня, что не всё тепло является лишним, поскольку рабочая температура двигатепя должна поддерживаться в оптимальных пределах . [c.122]
[c.122]
Система охлаждения состоит из внутреннего и внешнего контуров, причем внутренний контур замкнутого, а внешний разомкнутого типа. Вода внутреннего контура после охлаждения стенок цилиндров и головки блока поступает к водомасляному 3 и водоводяному 5 холодильникам, откуда с помощью насоса 2 центробежного типа подается снова в рабочие полости дизеля. Внешний контур охлаждения используется для отвода теплоты от нагретой воды внутреннего контура. Для этого вода из бака 10 подается в водоводяной холодильник 5, а оттуда идет на слив. Частота вращения п (1/мин) коленчатого вала двигателя определяется по дистанционному электротахометру, установленному на щитке приборов 15. Температура выпускных газов двигателя измеряется с помощью термопары 14, установленной в выхлопном тракте дизеля, и пирометра 13, закрепленного в щитке приборов. Температура воздуха, поступающего в цилиндры двигателя из продувочного насоса, измеряется также термоэлектрическим термометром.
 Давление окружающей среды измеряется барометром.
[c.117]
Давление окружающей среды измеряется барометром.
[c.117]После соединения шатуна с валом нужно несколько раз провернуть вал и проверить ход поршня в цилиндре, особенно его мертвое положение. Если никаких неисправностей не обнаружено, можно устанавливать крышки цилиндров. Выступы на крышках и кольцевые выточки на цилиндрах должны сопрягаться с зазором (фиг. 286), уплотнением служит медная листовая или проволочная прокладка, для малых двигателей — паронит. Затяжку крышек нужно производить равномерно, контролируя отсутствие пе(рекоса измерением зазора s со всех сторон. В заключение устанавливают штуцеры, соединяющие полости цилиндра и головки. Уплотнение штуцеров достигается резиной или асбестовым прографиченным шнуром. [c.490]
Блоки цилиндров. К верхней половине картера крепятся левый и правый блоки цилиндров. Четырнадцать анкерных шпилек крепят -корпус блока цилиндров и головку к верхнему картеру. В корпусе рубашкп монтируются шесть стальных азотированных гильз. Гильзы центрируются по двум поясам.
[c.194]
Гильзы центрируются по двум поясам.
[c.194]
Система охлаждения. Охлаждение двигателя осуществляется двумя осевыми девятилопастными вентиляторами, смонтированными по бокам двигателя со стороны передачи. Каждый вентилятор снабжён направляющим аппаратом диаметр ротора 304 мм. По всей длине двигателя смонтированы кожухи / (фиг. 18), охватывающие все цилиндры, в кожухи вентиляторы нагнетают воздух. Воздух, охладив цилиндры и головки, поступает в масляный радиатор 2 и, пройдя его, выбрасывается в атмосферу. [c.209]
И генераторам. Вода из радиаторов по трубкам 3 подводится к ломпе и, пройдя цилиндры и головки двигателя, через термостат 4 под- [c.214]
Тормоз (фиг. 52) применяется фрикционный ленточного типа служит для останова пресса в любом положении. Натяжение тормоза производится пружинами, выключение — сжатым воздухом. Тормозная лента имеет двойную регулировку для увеличения натяжения ленты и для компенсации износа фрикционной обкладки (феродо). Регулировка натяжения ленты осуществляется за счёт сжатия пружин 1 регулировка компенсации износа обкладки производится сжатием пружины 2. Зазор между поршнем 3 и головкой цилиндра 4 должен быть в пределах от 3 до 6 мм. В головке цилиндра установлен предельный электровыключатель, сблокированный с муфтой системой электропневматического управления прессом.
[c.539]
Регулировка натяжения ленты осуществляется за счёт сжатия пружин 1 регулировка компенсации износа обкладки производится сжатием пружины 2. Зазор между поршнем 3 и головкой цилиндра 4 должен быть в пределах от 3 до 6 мм. В головке цилиндра установлен предельный электровыключатель, сблокированный с муфтой системой электропневматического управления прессом.
[c.539]
ЧН1ХМД Для деталей поршневых машин, двигателей внутреннего сгорания и компрессоров, работающих в условиях износа и газовой коррозии (продукты сгорания топлива, технический кислород и т. д.) Блоки и головки цилиндров, выпускные патрубки двигателей внутреннего сгорания. Поршни и гильзы цилиндров паровых машин, тепловых и судовых дизелей, детали газомотокомпрессоров [c.223]
Двигатели внутреннего сгорания обладают двумя существенными преимуществами по сравнению с другими типами тепловых двигателей. Во-первых, благодаря тому что у двигателя внутреннего сгорания горячий источник тепла находится как бы внутри самого двигателя, отпадает необходимость в больших тенлообменных поверхностях, через которые осуществляется подвод тепла от горячего источника к рабочему телу. Это приводит к большей компактности двигателей внутреннего сгорания, например, по сравнению с паросиловыми установками. Второе преимущество двигателей внутреннего сгорания состоит в следующем. В тех тепловых двигателях, в которых подвод тепла к рабочему телу осуществляется от внешнего горячего источника, верхний предел температуры рабочего тела в цикле ограничивается значением температуры, допустимым для конструкционных материалов (так, например, повышение температуры водяного пара в паротурбинных установках лимитируется свойствами сталей, из которых изготовляются элементы парового котла и паровой турбины, — с ростом температуры, как известно, снижается предел прочности материала). В двигателях же внутреннего сгорания предельное значение непрерывно меняющейся температуры рабочего тела, получающего тепло не через стенки двигателя, а за счет тепловыделения в объеме самого рабочего тела, может существенно превосходить этот предел. При этом надо еще иметь в виду, что стенки цилиндра и головки блока цилиндров имеют принудительное охлаждение, что позволяет расширить тедшературные границы цикла и тем самым увеличить его термический к.
Это приводит к большей компактности двигателей внутреннего сгорания, например, по сравнению с паросиловыми установками. Второе преимущество двигателей внутреннего сгорания состоит в следующем. В тех тепловых двигателях, в которых подвод тепла к рабочему телу осуществляется от внешнего горячего источника, верхний предел температуры рабочего тела в цикле ограничивается значением температуры, допустимым для конструкционных материалов (так, например, повышение температуры водяного пара в паротурбинных установках лимитируется свойствами сталей, из которых изготовляются элементы парового котла и паровой турбины, — с ростом температуры, как известно, снижается предел прочности материала). В двигателях же внутреннего сгорания предельное значение непрерывно меняющейся температуры рабочего тела, получающего тепло не через стенки двигателя, а за счет тепловыделения в объеме самого рабочего тела, может существенно превосходить этот предел. При этом надо еще иметь в виду, что стенки цилиндра и головки блока цилиндров имеют принудительное охлаждение, что позволяет расширить тедшературные границы цикла и тем самым увеличить его термический к. п. д.
[c.319]
п. д.
[c.319]
Вокруг цилиндров И двигателя и в головке имеется пространство (рубашка охлаждения), заполненное охлаждающей жидкостью. Рубашка охлаждения соединена патрубками 8, 9 п 15 с радиатором 2, служащим для охлаждения нагретой жидкости. Радиатор и рубашка заполняются и-фдкостью через заливную горловину, закрываемую пробкой 5. В пробке имеются клапаны, через которые внутренняя полость системы охлаждения сообщается с атмосферой. Такая система охлаждения называется закрытой. В закрытых системах охлаждения поддерживается избыточное давление (до 100 кН/м ), вследствие чего температура кипения охлаждающей жидкости повышается до 120 °С. Пар отводится ПО трубке 4. Принудительная циркуля-ция жидкости в системе создается насосом 14, приводимым от коленчатого вала двигателя с помощью шкива 7. Л идко сть, соприкасаясь с горячими стенками цилиндров и головки, нагревается и через патрубок 8 поступает в верхний бачок радиатора. По трубкам радиатора, обдуваемым потоком воздуха, жидкость проходит в нижний бачок и по
[c. 37]
37]
Головка Цилиндра, Китай Головка Цилиндра каталог продукции Сделано в Китае
Цена FOB для Справки:
232,00-299,00 $ / шт.
MOQ:
1 шт.
- заявка: Грузовая машина,Автомобиль
- сертификация: TS16949,ISO 9001
- Гарантия: 12 месяцев
- материал: Алюминиевый сплав
- Упаковка: Neutral Packing or as Customer’s Requirements
- Стандарт: OEM Standard Size
-
Поставщики с проверенными бизнес-лицензиями
Поставщики, проверенные инспекционными службами
Shaoxing Tosen Auto Part Co. , Ltd.
, Ltd.
- провинция: Zhejiang, China
 , Ltd.
, Ltd.
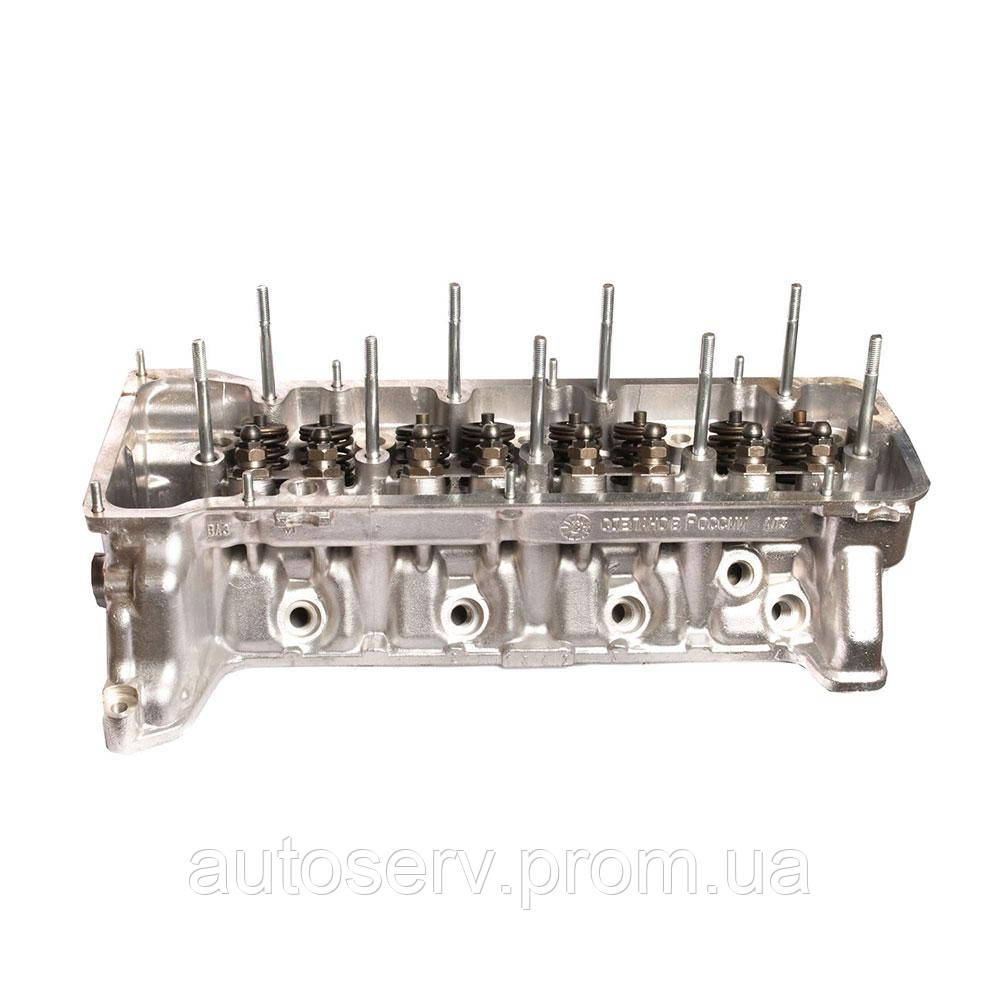
Головки цилиндра для мотоциклов и мототехники в России
РоссияАбакан, Александров, Альметьевск, Анапа, Ангарск, Арзамас, Армавир, Архангельск, Астрахань, Ачинск, Балаково, Балашиха, Барнаул, Батайск, Белгород, Бердск, Березники, Бийск, Благовещенск, Борисоглебск, Братск, Брянск, Великий Новгород, Владивосток, Владикавказ, Владимир, Волгоград, Волгодонск, Волжский, Вологда, Воронеж, Воскресенск, Воткинск, Выборг, Выкса, Вязьма, Гатчина, Глазов, Горно-Алтайск, Грозный, Губкин, Дзержинск, Димитровград, Долгопрудный, Домодедово, Дубна, Евпатория, Екатеринбург, Ессентуки, Железногорск, Железнодорожный, Жуковский, Златоуст, Иваново, Ижевск, Иркутск, Ишим, Йошкар-Ола, Казань, Калининград, Калуга, Каменск-Уральский, Каменск-Шахтинский, Камышин, Канск, Кашира, Кемерово, Керчь, Кинешма, Киров, Кисловодск, Ковров, Коломна, Комсомольск-на-Амуре, Копейск, Королёв, Кострома, Красногорск, Краснодар, Красноярск, Крым, Кстово, Кузнецк, Курган, Курск, Липецк, Люберцы, Магадан, Магнитогорск, Майкоп, Махачкала, Миасс, Минеральные Воды, Михнево, Мичуринск, Москва, Мурманск, Муром, Мытищи, Набережные Челны, Нальчик, Находка, Невинномысск, Нефтекамск, Нефтеюганск, Нижневартовск, Нижнекамск, Нижний Новгород, Нижний Тагил, Новокузнецк, Новомосковск, Новороссийск, Новосибирск, Новочеркасск, Ногинск, Обнинск, Одинцово, Ожерелье, Озеры, Октябрьский, Омск, Орёл, Оренбург, Орехово-Зуево, Орск, Пенза, Первоуральск, Пермь, Петрозаводск, Петропавловск-Камчатский, Подольск, Прокопьевск, Псков, Пушкино, Пятигорск, Ржев, Россия, Россошь, Ростов-на-Дону, Рубцовск, Рыбинск, Рязань, Салават, Салехард, Самара, Санкт-Петербург, Саранск, Сарапул, Саратов, Саров, Севастополь, Северодвинск, Сергиев Посад, Серпухов, Симферополь, Смоленск, Сочи, Ставрополь, Старый Оскол, Стерлитамак, Ступино, Сургут, Сызрань, Сыктывкар, Таганрог, Тамбов, Тверь, Тихвин, Тобольск, Тольятти, Томск, Туапсе, Тула, Тюмень, Улан-Удэ, Ульяновск, Уссурийск, Уфа, Ухта, Феодосия, Хабаровск, Ханты-Мансийск, Хасавюрт, Химки, Чебоксары, Челябинск, Череповец, Черкесск, Чита, Шахты, Щёлково, Электросталь, Элиста, Энгельс, Южно-Сахалинск, Якутск, Ялта, Ярославль
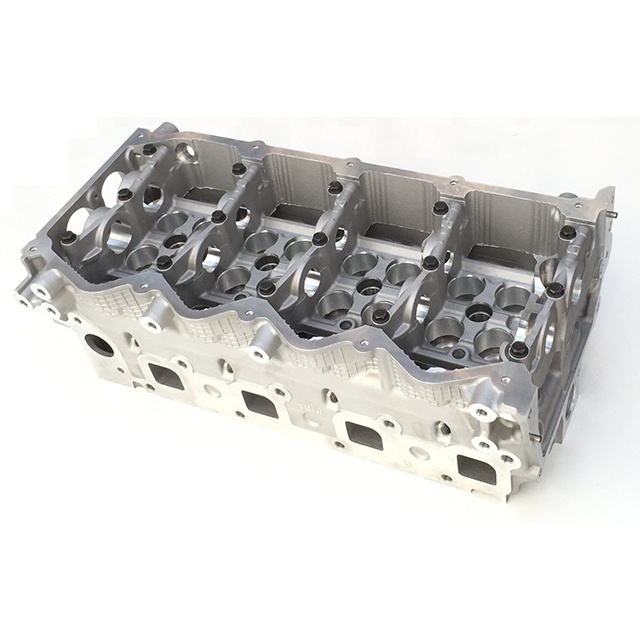
Что такое головка блока цилиндров?
Головка блока цилиндров обычно расположена в верхней части блока цилиндров. Он служит корпусом для таких компонентов, как впускные и выпускные клапаны, пружины и толкатели, а также камера сгорания. На этой странице описаны основные функции и различные конструкции головок цилиндров, а также их причины и признаки неисправности.
Он служит корпусом для таких компонентов, как впускные и выпускные клапаны, пружины и толкатели, а также камера сгорания. На этой странице описаны основные функции и различные конструкции головок цилиндров, а также их причины и признаки неисправности.
Каналы в головке цилиндров позволяют воздуху и топливу проходить внутрь цилиндра, а выхлопные газы выходят из него.Проходы иначе называются портами или трактами. Головка блока цилиндров также направляет охлаждающую жидкость в блок цилиндров, тем самым охлаждая компоненты двигателя. В головке блока цилиндров используется прокладка, которая помогает предотвратить попадание воды или масла в камеры сгорания.
Большинство головок цилиндров OEM (производителей оригинального оборудования) изготовлены из чугуна. Головка блока цилиндров из чугуна более долговечна и дешевле. Однако чугун тяжел и обеспечивает меньшую эффективность рассеивания тепла.По этой причине некоторые производители предпочитают использовать головки блока цилиндров из алюминия. Эти головки цилиндров намного легче чугунных головок цилиндров. Высокопроизводительные автомобили и гоночные автомобили обычно имеют алюминиевые головки блока цилиндров.
Эти головки цилиндров намного легче чугунных головок цилиндров. Высокопроизводительные автомобили и гоночные автомобили обычно имеют алюминиевые головки блока цилиндров.
Автомобили с рядными (прямыми) двигателями имеют одну головку цилиндров, а автомобили с V-образными двигателями имеют две головки цилиндров, по одной на каждый ряд цилиндров. В некоторых автомобилях, где ряды цилиндров расположены очень близко к V-образному двигателю, достаточно одного цилиндра. Большие промышленные автомобили могут иметь одну головку на цилиндр.Это делает замену головки блока цилиндров намного более доступной.
Головки цилиндров с плоской головкой: Это был первый тип головок цилиндров. Головки цилиндров с плоской головкой просто защищают блок цилиндров и не имеют движущихся частей. Эти головки цилиндров не обеспечивают эффективного потока воздуха и, таким образом, снижают производительность двигателя.
Головки цилиндров с верхним расположением клапанов: Эти головки цилиндров превосходят головки цилиндров с плоской головкой. Головки цилиндров с верхним расположением клапанов имеют над собой распределительные валы.Эти головки имеют толкатели и клапаны, соединенные для обеспечения плавного воздушного потока.
Головки цилиндров с верхним расположением клапанов имеют над собой распределительные валы.Эти головки имеют толкатели и клапаны, соединенные для обеспечения плавного воздушного потока.
Головки цилиндров с верхним распределительным валом: Это самые передовые конструкции головок цилиндров. Головки цилиндров с верхним расположением распределительных валов имеют распределительные валы внутри головки цилиндров, что устраняет необходимость в толкателях. Это обеспечивает лучший воздушный поток и, в свою очередь, повышает эффективность двигателя.
Самая распространенная проблема головок цилиндров – трещины, возникающие часто из-за перегрева двигателя.Через треснувшую головку блока цилиндров может вытекать охлаждающая жидкость, из-за чего двигатель не сможет эффективно охлаждаться. Это приводит к дальнейшему перегреву двигателя. Когда головка блока цилиндров трескается, это также приводит к утечке масла в камеры сгорания. Это может нанести ущерб двигателю и привести к дорогостоящему ремонту двигателя. Во многих из этих случаев потребуется замена всего двигателя. Другими симптомами неисправной головки блока цилиндров являются плохая работа двигателя и пропуски зажигания.
Во многих из этих случаев потребуется замена всего двигателя. Другими симптомами неисправной головки блока цилиндров являются плохая работа двигателя и пропуски зажигания.
Когда автомобиль перегревается, многие заливают воду в радиатор, не пытаясь сузить круг реальной проблемы.Это также может привести к растрескиванию головки блока цилиндров, так как при добавлении воды происходит быстрое изменение температуры.
Если вы хотите заменить неисправную головку блока цилиндров, вы попали по адресу. В наличии широкий ассортимент качественных запчастей для всех марок и моделей. Если вам интересно узнать о функциях других частей автомобиля, вы можете обратиться к нашему разделу с практическими рекомендациями.
Обслуживание прокладок головки цилиндров в современных двигателях | 25.01.2021
«У моего двигателя лопнула прокладка головки блока цилиндров, и теперь он перегревается.Это довольно часто слышимый коленный рефлекс. Однако это неправильно. Когда двигатель перегревается или если прокладка пропускает охлаждающую жидкость или газы сгорания, не следует автоматически обвинять прокладку. Прокладки ГБЦ можно рассматривать как предохранитель. Если прокладка «выходит из строя», это признак того, что что-то другое, а не сама прокладка, вызвало отказ.
Прокладки ГБЦ можно рассматривать как предохранитель. Если прокладка «выходит из строя», это признак того, что что-то другое, а не сама прокладка, вызвало отказ.
Потенциальные причины включают неровные поверхности деки, неправильно обработанные деки, деки с ямками, треснувшие деки, загрязнение прокладок или неправильное/недостаточное усилие зажима.Сильный перегрев, вызванный неисправностью водяного насоса, заклинившим термостатом или засорением системы охлаждения, может привести к деформации (деформации) головки до такой степени, что будет нарушено плотное прилегание прокладки между блоком и головкой. Алюминиевые головки цилиндров более склонны к деформации в результате перегрева двигателя.
Важно понимать, что в большинстве случаев причиной перегрева является не прокладка ГБЦ. «Неисправная» прокладка головки блока цилиндров — это просто побочный продукт первопричины.При условии, что была установлена правильная прокладка и установлена правильно, не вините прокладку. Скорее нужно искать причину того, что прокладка была скомпрометирована.
Скорее нужно искать причину того, что прокладка была скомпрометирована.
ПРОКЛАДКИ MLS
MLS, или «многослойная сталь», прокладки головки блока цилиндров изготовлены из нескольких слоев нержавеющей стали. Наружные слои имеют рельефные выступы, которые действуют как пружины, сжимаясь при сопротивлении и сохраняя герметичность. Внутренние слои (в зависимости от конструкции может быть задействовано от одного до семи слоев) служат как для создания необходимой толщины для данного применения, так и в качестве опорной основы.
Пример трехслойной прокладки MLS. В зависимости от области применения прокладки могут иметь до семи слоев. Центральный опорный слой служит не только в качестве опоры между внешними слоями, но и служит для определения сжатой толщины прокладки.
Наружные слои с тиснением из закаленного стекла сжимаются, когда головка блока цилиндров фиксируется на месте, обеспечивая превосходную герметизацию. На наружные слои также наносится специальное покрытие для облегчения холодного запечатывания.В отличие от композитных прокладок, прокладки MLS не разрушаются и не выгорают, а также не требуют повторной затяжки. Хотя бывшая в употреблении прокладка головки MLS может быть пригодной для повторной установки, всегда рекомендуется заменить ее новыми прокладками. Из-за закаленных и тисненых наружных слоев прокладка головки MLS не остается в сжатом состоянии, когда головка зажата на месте. По мере того, как температура двигателя повышается и падает, «пружинные» характеристики тисненых слоев продолжают герметизировать, даже когда головка блока цилиндров пытается оторваться от блока.
Независимо от типа двигателя всегда следите за тем, чтобы отверстия с внутренней резьбой в блоке цилиндров были чистыми и сухими. Используйте специальный метчик для нарезки резьбы, чтобы восстановить заусенцы на резьбе и удалить ржавчину или мусор в сочетании с растворителем и сжатым воздухом. Никогда не используйте традиционный метчик, так как он удалит важный материал, который может ослабить резьбу. Метчики Chaser доступны для всех популярных размеров резьбы.
Никогда не используйте традиционный метчик, так как он удалит важный материал, который может ослабить резьбу. Метчики Chaser доступны для всех популярных размеров резьбы.
И да, головка блока цилиндров пытается двигаться и подниматься в рабочих условиях, оказывая дополнительное усилие на болты головки, заставляя болты немного расширяться по длине.Высокая температура и давление в цилиндре постоянно пытаются отодвинуть головку от блока. С точки зрения температурных факторов это особенно заметно в головках из железного блока и алюминия из-за расширения и сжатия разнородных металлов.
Короче говоря, конструкция и технология прокладки головки MLS намного превосходят композитные прокладки с точки зрения долговечности и уплотняющих характеристик. Это не означает, что композитные прокладки — плохой выбор. Старые двигатели, которые были разработаны для герметизации композитными прокладками, могут по-прежнему обслуживаться с прокладками этого типа, но использование прокладок MLS повысит надежность для этих применений.
Вручную запустите метчик, снимите и промойте отверстие. После подачи сжатого воздуха снова откройте кран и снова продуйте. Убедитесь, что резьба каждого отверстия чистая, без заусенцев и сухая.
ПОКРЫТИЕ ПОВЕРХНОСТИ
Для прокладок головки блока цилиндровMLS требуется очень гладкая поверхность деки, чтобы обеспечить более низкий коэффициент трения, с более тонкой / гладкой поверхностью, чем у старых конструкций двигателей, которые требовали композитных прокладок головки. Гладкость поверхности настила измеряется в Ra (среднее значение шероховатости).Чем меньше число Ra, тем лучше отделка.
Если двигатель, для которого изначально требовалась прокладка головки блока цилиндров композитного типа, будет собираться с прокладкой MLS, поверхности деки (блок и головка), скорее всего, потребуется подвергнуть механической обработке для достижения более гладкой поверхности, обычно в диапазоне 20- 50 Ra (шероховатость средняя). Тем не менее, для двигателей, в которых изначально использовались композитные прокладки головки блока цилиндров, производители прокладок, такие как Fel-Pro, также предлагают прокладки MLS с немного более толстым внешним покрытием, которое выдерживает шероховатость до 80 Ra, поэтому, если вы планируете устанавливать прокладки MLS на более старый двигатель, возможно, нет необходимости фрезеровать деки.
Тем не менее, для двигателей, в которых изначально использовались композитные прокладки головки блока цилиндров, производители прокладок, такие как Fel-Pro, также предлагают прокладки MLS с немного более толстым внешним покрытием, которое выдерживает шероховатость до 80 Ra, поэтому, если вы планируете устанавливать прокладки MLS на более старый двигатель, возможно, нет необходимости фрезеровать деки.
\
После того, как головка блока цилиндров была снята, проверьте плоскостность деки с помощью точной линейки и щупа для выявления коробления. Проверьте в четырех местах. Здесь голову проверяют спереди назад. Если коробление выходит за рамки спецификации, головку необходимо либо фрезеровать, либо заменить.
Здесь головка проверяется по диагонали слева спереди направо сзади. Всегда сверяйтесь со спецификациями допусков автопроизводителя, но общепринятая максимальная деформация составляет около 0.003 дюйма на деке V6, 0,004 дюйма на деке V8 и около 0,006 дюйма на деке с рядной шестеркой.
Затем верхняя дека проверяется в противоположном диагональном направлении. Для алюминиевой головки общепринятый максимум составляет около 0,002 дюйма в любом направлении и менее 0,001 дюйма на любой 3-дюймовой поверхности.
Для комбинаций чугунного блока и чугунной головки, в которых используется композитная прокладка (без асбеста/графита), допустимая чистота поверхности находится в диапазоне от 60 до 100 Ra.Для железных блоков с алюминиевыми головками приемлемый диапазон составляет от 20 до 50 или от 50 до 60 Ra (уточните в руководстве по эксплуатации). Просто поймите, что прокладки MLS требуют более гладкой поверхности.
Поскольку обычная ремонтная мастерская не будет оборудована для выполнения шлифовки деки ни для очистки, ни для более тонкой отделки, если это необходимо, лучше поручить это местной и опытной мастерской по ремонту двигателей.
Головка также проверяется на деформацию по ширине деки (внутри наружу).
ПЛОСКОСТЬ ПАЛУБЫ
При каждой замене прокладки головки цилиндров всегда проверяйте плоскостность поверхности как на колодке блока, так и на колодке головки, используя прецизионную линейку и щуп. Положите линейку на деку спереди назад по центру. Затем расположите линейку из угла в противоположный угол (по диагонали), проверяя обе диагонали (спереди справа на задний левый и спереди слева на задний правый).
На железном двигателе с верхним расположением клапанов (двигатель с толкателем) общепринятая максимальная деформация составляет около 0.003 дюйма на деке V6, 0,004 дюйма на деке V8 и около 0,006 дюйма на деке с рядной шестеркой. Для алюминиевой головки общепринятый максимум составляет около 0,002 дюйма в любом направлении и менее 0,001 дюйма на любой 3-дюймовой поверхности. Всегда сверяйтесь со спецификациями допусков автопроизводителя.
Примечание. Если вы имеете дело с двигателем с верхним распредвалом, также проверьте искривление вдоль отверстия распредвала верхнего распредвала с помощью прецизионного стержня. Если дека деформирована, но отверстия кулачков прямые, можно спасти головку, зачистив деку (конечно, в зависимости от того, сколько материала необходимо удалить и оставаться в пределах безопасного зазора между поршнями и клапанами).
Если дека деформирована, но отверстия кулачков прямые, можно спасти головку, зачистив деку (конечно, в зависимости от того, сколько материала необходимо удалить и оставаться в пределах безопасного зазора между поршнями и клапанами).
Однако, если отверстие кулачка деформировано, головку блока цилиндров необходимо либо заменить, либо выровнять/отшлифовать. В этом случае покупателю может быть выгоднее заменить головку либо новой головкой, либо качественно восстановленной головкой.
Обратите внимание, что при фрезеровании головки блока верхнего распредвала вы влияете на синхронизацию распределительного вала, поэтому снова обратитесь к спецификациям допуска производителя. Если для достижения плоскостности необходимо отшлифовать лишний материал, можно заказать прокладку MLS, которая имеет дополнительную толщину для компенсации удаления материала.
ПОДГОТОВКА ПОВЕРХНОСТИ
При установке прокладок головки блока цилиндров MLS устанавливайте их всухую, без добавления герметика. Крайне важно убедиться, что дека блока и верхняя дека чистые и сухие.
Крайне важно убедиться, что дека блока и верхняя дека чистые и сухие.
Тщательно протрите деки быстросохнущим растворителем, например спиртом, безворсовым полотенцем перед установкой прокладки. Большинство прокладок MLS имеют специальное покрытие (витон или нитрил, обычно толщиной около 0,001 дюйма), которое позволяет головке двигаться при расширении и сжатии (особенно важно, когда алюминиевая головка крепится к чугунному блоку из-за разной скорости сжатия). расширение/сжатие) и способствует холодному запечатыванию.
Никогда не протирайте прокладку каким-либо растворителем, так как это может легко испортить/удалить специальное поверхностное покрытие. Кроме того, поскольку вам необходимо предотвратить повреждение этого покрытия, держите прокладку в упаковке до установки, чтобы предотвратить случайное повреждение покрытия, которое может произойти в результате рук, лежания на верстаке и т. д. Избегайте попадания грязных или жирных отпечатков пальцев на поверхности прокладки.
Если обнаружится, что настил блока деформирован, блок необходимо восстановить или заменить.Обычно это не проблема для железных блоков, но может присутствовать на некоторых алюминиевых блоках, подвергшихся сильному перегреву.
МОМЕНТ И МОМЕНТ-ПЛЮС-УГОЛ
При затягивании резьбового соединения крайне важно обратиться к руководству по обслуживанию автопроизводителя, чтобы определить, рекомендуется ли повторное использование оригинальных болтов с головкой. Если болты имеют конструкцию T-T-Y (момент-упругость), их нельзя использовать повторно, так как они могут растянуться за пределы своей точки упругости.
Хотя некоторые могут подумать, что болт является жестким компонентом, это заблуждение. Болты, в зависимости от конструкции и приложения зажимной нагрузки, слегка растягиваются по длине при полной затяжке с заданным крутящим моментом (или крутящим моментом плюс угол), что в некоторых отношениях похоже на резиновую ленту. Болты с головкой спроектированы так, чтобы слегка растягиваться в пределах расчетного диапазона упругости, чтобы получить надлежащее усилие зажима.
Болты с головкой спроектированы так, чтобы слегка растягиваться в пределах расчетного диапазона упругости, чтобы получить надлежащее усилие зажима.
Если болт затянут сверх расчетной эластичности, болт устает и больше не может выдерживать первоначальную зажимную нагрузку.Это позволяет головке блока цилиндров выходить за пределы точки ее уплотнения, что приводит (среди прочего) к выходу охлаждающей жидкости, масла и/или давления сгорания через прокладку головки блока цилиндров.
Будьте очень осторожны при обращении/установке прокладки головки блока цилиндров. Все поверхности должны быть сухими. Избегайте грязных или жирных отпечатков пальцев и царапин.
Обратите внимание на ориентацию прокладки. Некоторые прокладки имеют маркировку, указывающую на лицевую сторону. Всегда проверяйте размещение прокладки на палубе блока, чтобы убедиться, что все критические отверстия расположены в соответствии с необходимостью.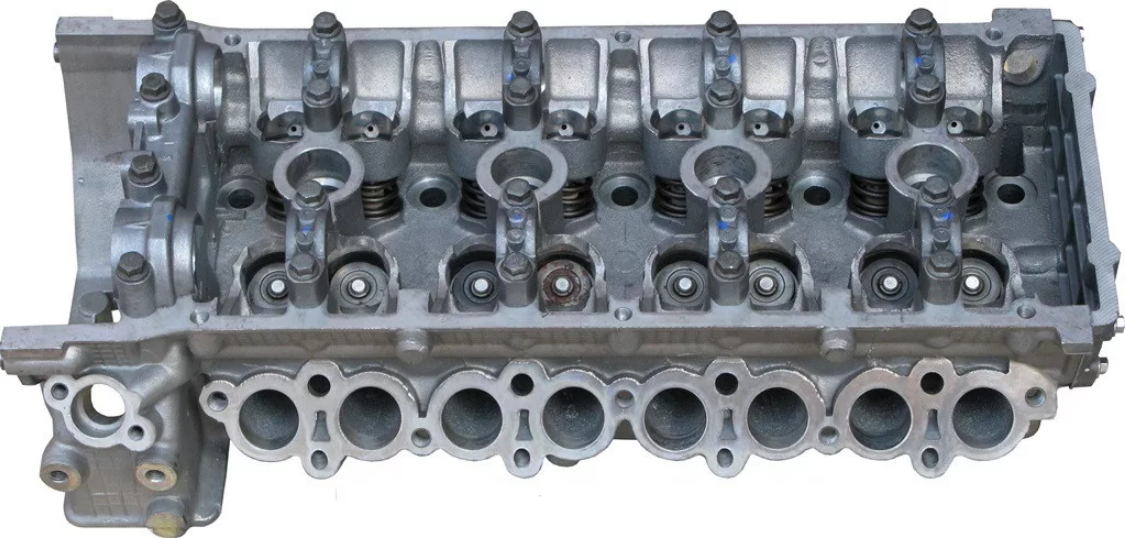
Примером является прокладка головки блока цилиндров Honda B18. Обратите внимание на проходной кроссовер.
Болты с головкой с пределом текучести предназначены для одноразового использования и не должны использоваться повторно (опять же, см. руководство по обслуживанию). Если требуется модернизация, болты с головкой на вторичном рынке легко доступны из таких источников, как ARP, которые обеспечивают более высокую прочность на растяжение и требуют установки только с крутящим моментом (дополнительный угол поворота не требуется). В таких случаях производитель болтов рекомендует значение крутящего момента, которое может отличаться от значения, указанного автопроизводителем.
Важно понимать, что любой тип болта с головкой можно затягивать по методу крутящего момента плюс угол, но если указана спецификация крутящего момента/угла, не следует слепо предполагать, что болты рассчитаны на предел текучести. В то время как большинство современных спецификаций обслуживания двигателей могут требовать затяжки с усилием плюс угол, это не обязательно означает, что болты должны быть затянуты с пределом текучести. Если не T-T-Y, оригинальные болты можно использовать повторно. Опять же, проверьте руководство по обслуживанию.
Если не T-T-Y, оригинальные болты можно использовать повторно. Опять же, проверьте руководство по обслуживанию.
В некоторых случаях двигатель может иметь шпильки головки блока цилиндров вместо болтов.Если устанавливаются шпильки, не применяйте чрезмерный крутящий момент к шпильке, когда вы устанавливаете ее на настил блока. Шпильки следует устанавливать вручную (в некоторых случаях может потребоваться небольшой предварительный натяг, возможно, 5 или 10 футо-фунтов). Для шпильки требуется только полное зацепление резьбы с декой блока. Зажимная нагрузка будет приложена, когда гайки будут затянуты до указанного значения.
Смажьте резьбу крепления головки смазкой, указанной в руководстве по обслуживанию двигателя. При использовании неоригинальных крепежных изделий производитель крепежных изделий может порекомендовать другую смазку.Тип смазочного материала напрямую влияет на приложенное значение крутящего момента.
Также нанесите смазку на нижнюю сторону головки болта (или на шайбу/гайку, если используются шпильки).
Чрезмерное затягивание шпилек в блоке может легко привести к растопыренному слою, что затруднит установку головки, а также создаст чрезмерную боковую нагрузку на шпильки и в местах, где шпильки соприкасаются со сторонами отверстий под болты в головке.
Независимо от того, какие болты или шпильки используются, также очень важно следовать рекомендациям автопроизводителей или производителей крепежных изделий по смазке резьбы.В зависимости от области применения рекомендация может предусматривать использование моторного масла или специальной смазки для резьбы, снижающей трение резьбы. Рекомендуемый крутящий момент может основываться на использовании масла или «более скользкой» смазки.
Использование неправильной комбинации крутящего момента и смазки может привести к недостаточному или чрезмерному давлению зацепления резьбы. Например, если приложение требует 70 футо-фунтов. с резьбой, смазанной моторным маслом, и затягиванием всего до 50 футо-фунтов, головные застежки могут не достичь надлежащей нагрузки на растяжение/зажим.
Точно так же, если применяется смазка, которая значительно снижает трение, и те же болты затянуты с указанным моментом 70 футо-фунтов, вы можете на самом деле чрезмерно растянуть болты за пределы их точки упругости.
Правильно совместив прокладку головки с дюбелями в колодке блока, осторожно расположите головку, чтобы зацепить ее с дюбелями. Избегайте скольжения головки, так как это может поцарапать поверхность головки или повредить прокладку.
Суть: Убедитесь, что вы используете правильную комбинацию смазки и коэффициента затяжки для типа устанавливаемого крепежа.Особенно при работе с алюминиевыми головками вы хотите, чтобы нижняя сторона болта (или гайки) не врезалась в более мягкую алюминиевую поверхность. Обычно рекомендуется использовать закаленные шайбы. Это также обеспечивает опорную поверхность для нижней стороны головки болта или гайки, помогая достичь более точного крутящего момента/зажимной нагрузки.
Убедитесь, что все контактные поверхности (резьба, шайбы и нижняя сторона головок болтов) должным образом смазаны. Любое чрезмерное трение из-за сухой резьбы или нижней части головки болта может привести к неточной (и неадекватной) зажимной нагрузке.Неправильная прижимная сила поставит под угрозу стабильность прилегания головки к блоку и, таким образом, подорвет способность прокладки головки к герметизации.
Обратите внимание на длину болтов с головкой, так как длина может варьироваться в зависимости от применения двигателя.
Болты с предельным усилием затяжки обычно легко определить по выточке между головкой болта и областью резьбы.
Не верите мне? Вот информация от Fel-Pro о T-T-Y:
. Болты эластичны по своей природе, а это означает, что в пределах своего диапазона эластичности они будут растягиваться по мере увеличения нагрузки на болт.Пока болт не подвергается напряжению, превышающему расчетную нагрузку (максимальная нагрузка, которую болт может выдержать и при этом вести себя упруго), он вернется к своей первоначальной (статической) длине после снятия крутящего момента. Однако обычные болты могут быть проблемой, когда они используются с алюминиевыми головками, учитывая, что скорость расширения этого типа головок может растягивать обычные болты выше их предела текучести. Это можно преодолеть, разработав и предложив более совершенные крепежные изделия для решения этих условий.
Однако обычные болты могут быть проблемой, когда они используются с алюминиевыми головками, учитывая, что скорость расширения этого типа головок может растягивать обычные болты выше их предела текучести. Это можно преодолеть, разработав и предложив более совершенные крепежные изделия для решения этих условий.
Традиционно спецификация крутящего момента является расчетным числом.Эта спецификация крутящего момента прикладывает к соединению надлежащую зажимную нагрузку с учетом трения, создаваемого резьбой и нижней стороной головки болта. Современный двигатель требует более высоких усилий прижима (из-за повышенного давления сгорания), которые не могут быть достигнуты с помощью обычных болтов малого диаметра. К сожалению, использование болта большего диаметра не является решением, поскольку чем больше болт, тем меньше он будет растягиваться. Помните, что растяжение болта — это то, как мы получаем максимальную зажимную нагрузку.
Используемые многими производителями, особенно на двигателях с алюминиевыми головками и в сочетании с прокладками головок MLS, болты с головками T-T-Y рассчитаны на растяжение в пределах контролируемой зоны текучести. Как только они достигают этой зоны, они поддерживают более точный и постоянный уровень прижимной силы по всей поверхности сопряжения головки с блоком. Болты растягиваются до предела упругости, растяжение приближается к пределу упругости болта, постоянно растягивая его.
Как только они достигают этой зоны, они поддерживают более точный и постоянный уровень прижимной силы по всей поверхности сопряжения головки с блоком. Болты растягиваются до предела упругости, растяжение приближается к пределу упругости болта, постоянно растягивая его.
Для достижения точной зоны текучести необходимо затянуть болты до определенного момента затяжки, а затем повернуть болты на заданное число градусов. Вращение болтов на заданное количество градусов и помещение крепежа в зону текучести будет учитывать «разброс нагрузки при зажиме» или отклонения из-за условий, таких как тип смазки для сборки, состояние резьбы болта и отверстия под болт и качество поверхности крепежа.
Почему указан момент затяжки плюс угол? В результате инженерных исследований, как только был достигнут базовый уровень приложенного крутящего момента, инженеры показали, что определенная степень растяжения болта и зажимной нагрузки будут достигнуты за счет приложения определенного количества дополнительных вращений головки болта, что является более точный метод приложения зажимной нагрузки, чем полагаться только на приложение крутящего момента, поскольку процесс затяжки устраняет трение.
Подход «крутящий момент плюс угол» не был разработан сумасшедшими учеными, которые пытаются усложнить вам жизнь.Этот подход предназначен для достижения более точной зажимной нагрузки. Для обслуживания крепежных изделий, требующих крутящего момента плюс угол, вам нужен не только качественный динамометрический ключ, но и средство для достижения указанных градусов дополнительного поворота головки болта.
Несмотря на то, что существуют недорогие угловые датчики, которые крепятся к трещоточному ключу или ломающей планке, самый простой (и наиболее точный) метод — использовать один из широко доступных цифровых динамометрических ключей, которые также имеют градусный режим (их можно приобрести у таких поставщиков, как Snap-on, Mac Tools, GearWrench, ACDelco, Matco и другие).Просто нажмите кнопку, чтобы установить значение крутящего момента, и вращайте болт, пока не будет достигнуто это значение (большинство из них обеспечивают как звуковое, так и визуальное оповещение). Затем переключитесь на градусный режим и продолжайте затягивать.
Затем переключитесь на градусный режим и продолжайте затягивать.
ОБСЛУЖИВАНИЕ КРЕПЛЕНИЯ ГОЛОВКИ
Перед снятием каких-либо креплений головки дайте двигателю остыть до комнатной температуры. Снятие креплений на горячем двигателе может легко привести к деформации алюминиевой головки. Всегда старайтесь откручивать болты головки в порядке, обратном затяжке (см. руководство по обслуживанию).Ослабляйте болты поэтапно, а не все сразу.
Перед установкой новых болтов с головкой найдите время, чтобы очистить всю внутреннюю резьбу с помощью нарезного инструмента, а не инструмента для нарезания резьбы! Резьбонарезной станок очищает и восстанавливает резьбу, не обрезая и не удаляя важный материал резьбы. Очистить растворителем и сжатым воздухом. Любой мусор (ржавчина, грязь, старый герметик для резьбы и т. д.) или заусенцы на резьбе будут создавать избыточное трение, что приведет к ложным показаниям крутящего момента.
Смажьте новые болты в соответствии с рекомендациями OEM. Не наносите чрезмерное количество масла или другой смазки на глухие резьбовые отверстия, так как это создаст гидравлическую блокировку и не позволит болту достичь надлежащей зажимной нагрузки. Если резьбовое отверстие открыто и переходит в водяную рубашку, на резьбу болта необходимо нанести соответствующий резьбовой герметик. Всегда соблюдайте последовательность затяжки OEM и спецификации крутящего момента/угла. Если вы не уверены в последовательности затягивания, начните с центра головы и работайте по расширяющейся спирали. Последовательность важна для того, чтобы равномерно распределить прижимную нагрузку по всей головке.
При затягивании болтов головки лучше всего делать это поэтапно с усилием около 15 футо-фунтов. приращения. Например, если окончательный крутящий момент указан как 75 фут-фунтов, сначала затяните все болты (в надлежащей последовательности) до 45 фут-фунтов, затем 60 фут-фунтов и до 75 фут-фунтов. Такой подход обеспечивает больший контроль над точностью и равномерностью зажимной нагрузки.
При работе со спецификациями крутящего момента плюс угол, затяните в три шага до первоначально указанного значения крутящего момента, затем (опять же, в правильной последовательности) продолжайте затягивать на дополнительные градусы угла, указанные для этого двигателя.
При использовании динамометрического ключа при затягивании болта делайте это плавным и медленным движением. Избегайте резких движений или быстрых движений.
Возможно, вы не знаете об этом, но только около 15 % спецификации значения крутящего момента используется для реального приложения крутящего момента. Оставшиеся примерно 85% приложенного крутящего момента используются для преодоления ожидаемого трения.
Обратите внимание, что надлежащее приложение крутящего момента в рекомендуемой последовательности не только обеспечивает надлежащую зажимную нагрузку, но и помогает избежать нежелательной деформации отверстия цилиндра.Хотите верьте, хотите нет, но когда головки цилиндров зажаты, отверстия цилиндров в блоке цилиндров могут быть подвержены небольшой деформации (некруглой и конусообразной). Чтобы минимизировать это, важно следовать правильным процедурам при установке головки блока цилиндров, чтобы избежать проблем с плохим уплотнением поршневых колец.
Чтобы минимизировать это, важно следовать правильным процедурам при установке головки блока цилиндров, чтобы избежать проблем с плохим уплотнением поршневых колец.
Начать затяжку креплений головки в указанной последовательности. Начиная с центра, схема затягивания обычно следует по спирали наружу.Правильная последовательность имеет решающее значение для равномерного распределения зажимной нагрузки. Если не соблюдать правильную схему, это может привести к деформации (деформированию головки) и протечкам через прокладку. Никогда не затягивайте крепеж полностью за один прием. Затяните в несколько этапов, опять же следуя указаниям руководства по обслуживанию. Избегайте быстрых или рывковых движений динамометрическим ключом.
СОВЕТЫ ПО УСТАНОВКЕ ПРОКЛАДОК
1. Блок и головная дека должны быть абсолютно чистыми и сухими.
2. Будьте осторожны при обращении с прокладками головки блока цилиндров. Избегайте загрязнения маслом, грязных/жирных отпечатков пальцев и т. д. Держите прокладки защищенными/закрытыми до тех пор, пока они не будут готовы к установке. Если прокладка перегибается при обращении, выбросьте ее и замените новой.
Избегайте загрязнения маслом, грязных/жирных отпечатков пальцев и т. д. Держите прокладки защищенными/закрытыми до тех пор, пока они не будут готовы к установке. Если прокладка перегибается при обращении, выбросьте ее и замените новой.
3. Обратите внимание на ориентацию прокладки. Многие прокладки имеют обозначение «ПЕРЕДНЯЯ ЧАСТЬ». На двигателях V-образного типа прокладки головки блока цилиндров устанавливаются справа и слева.
Современные цифровые динамометрические ключи обеспечивают очень точное приложение крутящего момента. Некоторые инструменты, такие как показанный здесь блок Snap-on, позволяют переключаться с затяжки под углом на затяжку под углом без необходимости замены инструментов или использования адаптеров.
4. Установите прокладки MLS всухую. Наносите герметик только в том случае, если это указано, если для удлиненных ушек прокладки может потребоваться герметик (это будет зависеть от конкретного применения).
5. Перед установкой прокладки и головки необходимо установить установочные штифты или втулки для установочных отверстий в настил блока. Эти дюбели обеспечивают правильную приводку прокладки и головки. Всегда используйте новые дюбели, чтобы избежать заусенцев или деформации дюбелей.
Цифровые динамометрические ключи позволяют быстро изменять запрошенное значение и, в зависимости от модели, позволяют устанавливать значения в футах.-фунты, Нм или дюймы-фунты.
6. Смажьте новые крепления головок в соответствии с инструкциями производителя автомобиля или изготовителя крепежных изделий. Смажьте обе наружные резьбы и нижнюю сторону головок болтов. Избегайте сухих точек трения.
7. Не наносите избыток масла/смазки на резьбу болтов, которые будут входить в глухое отверстие, чтобы избежать гидроблокировки.
После применения указанного крутящего момента цифровой динамометрический/угловой ключ легко переключается в угловой режим. В отличие от использования простого адаптера для измерения угла, некоторые цифровые динамометрические/угловые ключи позволяют достигать желаемого угла при вращении храповика вместо того, чтобы выполнять одно непрерывное нажатие.
8. Нанесите резьбовой герметик на резьбу болтов, которые входят в водяную рубашку.
9. Обратите внимание на длину головных болтов. В зависимости от приложения длина может варьироваться в зависимости от местоположения.
10. Если устанавливаются шпильки головок, затяните их вручную на блоке. Прикладывать крутящий момент только к гайке.
Хотя это и не часто встречается на серийных двигателях, если вам нужно установить шпильки головки вместо болтов, устанавливайте шпильки только вручную (хотя некоторые производители могут требовать очень легкого предварительного натяга в 5 или 10 футов.-фунтов). Никогда не применяйте полный крутящий момент при установке шпилек в блок. Зажимное усилие будет достигнуто при приложении крутящего момента к гайке. Чрезмерное затягивание шпилек на блоке легко приведет к расшатыванию.
Зажимное усилие будет достигнуто при приложении крутящего момента к гайке. Чрезмерное затягивание шпилек на блоке легко приведет к расшатыванию.
1. Затяните крепления головок в несколько приемов в соответствии с инструкциями руководства по обслуживанию. Никогда не затягивайте полностью за один шаг.
12. При использовании динамометрического ключа двигайтесь медленно и плавно. Избегайте быстрых и резких движений.
13. Если требуется крутящий момент плюс угол, используйте отдельный угловой датчик или цифровой динамометрический ключ, который также поддерживает угловой режим.
14. Всегда соблюдайте рекомендуемую схему/последовательность затяжки. Без исключений.
Из-за особенностей конструкции MLS прокладки головки блока цилиндров могут быть заказаны с нестандартной толщиной за счет толщины или добавления центральных слоев. Это позволяет сохранить головку блока цилиндров, которая могла потребовать шлифовки, из-за которой головка стала слишком короткой. Например, если необходимо восстановить поверхность алюминиевой головки, удалив, скажем, 0,020 дюйма материала деки, вы можете заказать прокладку с толщиной 0.020 дюймов толще оригинальной толщины OEM. Производители прокладок, такие как Fel-Pro и Cometic, предлагают прокладки различной толщины для ряда популярных двигателей.
Например, если необходимо восстановить поверхность алюминиевой головки, удалив, скажем, 0,020 дюйма материала деки, вы можете заказать прокладку с толщиной 0.020 дюймов толще оригинальной толщины OEM. Производители прокладок, такие как Fel-Pro и Cometic, предлагают прокладки различной толщины для ряда популярных двигателей.
| 1N4304 | 3304, 3304B | 120г, 130 г, 215, 215 млрд, 215 ° С, 225, 515, 517, 518, 518с, 525, 527, 930, 930р, 936, 936f, 950b, 950b /950E, 963, CB-534, D4E, D4E SR, D4H, D4H XL, D4HTSK III, D5H, D5HTSK II, G936 | ||||
| 1P4303 | 3306 | 1673C, 561C, 627, 814, 966C, 977K, 980B, D5, D6C, D7F | ||||
| 1W1439 | 1W1439 | 3406B | 16G, 245, 621E, 621F, 623E, 623F, 627E, 627F, 814B, 824C, 825C, 826C, 980C, D400, RR-250, SS-250 | |||
| 110273 | 1105096 | 340275 | 3406B, 3406C | 16г, 16H NA, 245D, 375, 375 L, 5080, 578, 583R, 587R, 621E, 621F, 623E, 623F, 627F, 814B, 824C, 824G, 825C, 825G , 826C, 826G, 980C, 980F, 980F II, 980G, D350E, D400E, D40D, D8N, D8R | ||
| 1105097 | 3406 | 627Б | ||||
| 1154158 | 3116 | 320 л, 928F, 953B, IT28F | ||||
| 140273 | 1407373 | |||||
| 3116, 3126 | 3116, 3126 | 120h, 120h es, 120h na, 135h, 135h na, 30/30, 320b, 322b l, 322b ln, 322c, 325b l, 525b, 533, 535b, 539, 543 , 550, 561M, 570, 574, 580, 613C II, 928G, 938F, 938G, 950F, 950F II, 950G, 953C | ||||
| 1430041 | 930041 9300413408, 3408B, 3408C, 3412 | 908C, 3412589, 631d, 631e, 631г, 633э II, 637e, 637г, 657e, 769c, 769d, 771c, 771d, 834b, 836, 988b, 988f, 988f II , Д8Л, Д9Н, Д9Р, ПМ-565, ПМ-565Б, ПР-450С | ||||
| 1430047 | 1430047 | 9300473412, 3412C, 3412d, 3412e | 24H, 5110b, 651e, 657e, 773b, 773d, 773e, 775b, 775d, 775e, 844, 990, 990 II, 992c, 992d, C30, C32, Д10Н, Д10Р, Д9Л, ПМ3412, ПР-1000, СКТ673, СПС342, СРТ342 | |||
| 1482133 | 3176С, 3196, С-12, С12 | |||||
| 1753218 | 3116, 3126 | |||||
| 1799461 | 3176C, C-10, C-12 | CPT372, R1600, R1600G, R1700G, SBF214, SUF557 | ||||
| 1799462 | 1799462 | 999462 9994623176C, 3196 | 140х, 143х, 14х, 160х, 163 час, 16h, 345б, 345б II, 345b II MH, 345b l, 365b, 365b II, 365b l, 572r II, 65e, 725, 730, 75E, 814F, 815F, 816F, 85E, 95E, 966G II, 972G II, D7R II, ТК1051, W345 | |||
| 1838171 | 3066 (ЗАДНИЙ) | 320B, 320C, 320C FM | ||||
| 1838174 | 3066 (ПЕРЕДНЯЯ ЧАСТЬ) | 320B, 320C, 320C FM | ||||
| 1921322 | 921322 9213223412e | 24H, 5110B, 651e, 657e, 773B, 773D, 773E, 775B, 775D, 775E, 844, 990, 990 II, 992C, C30, C32, D10N, D10R, D9L | ||||
| 2С9004 | Д330А, Д330Б | 951Б, 955Х, 955К, Д4Д | ||||
| 2W6947 | 4. 236, 3054 236, 3054 | 206 | ||||
| 2237263 | 2237263 | 2237263 | 340275 | 340275 | 3406E, 3456 | 24m, 365c, 365c l, 365c l mh, 385b, 385c, 385c fs, 385c l, 385c l mh, 5090b, 583t, 587t, 621г, 623г, 627f, 627г, 631Д, 631Г, 637Г, 651Б, 657Б, 657Е, 657Г, 735, 740, 770, 772, 824К, 824Г |
| 2327519 | 2327519 | 1919 | 3054C | 312d2, 312d2 GC, 312D2 L, 313D2, 313D2 LGP, 318D2 L, 414E, 416D, 416E, 420D, 420E, 422E, 424D, 428D, 428E, 430D, 430E, 432D, 432E , 434Э, 442Д, 442Э, 444Э, 914Г, АП-650Б, АП-800Д, С4.4, КБ-434D | ||
| 2425327 | 3508, 3508C, 3512, 3516, 3516C, PM3512, PM3516 | |||||
| 2425328 | 2425328 | 3508, 3508b, 3508c, 3512, 3512b, 3512c, 3516, 3512b, 3512c, 3516, 3516b, 3516c, | 9774 776d, 777, 777b, 777c, 777d, 784c, 785, 785b, 785c, 785d, 789, 789c, 789Д, 793К, 793Д, 797, 797Б, 854Г, 992Г, 994Д, 994Ф, 994Х||||
| 2454324 | 2454324 | 2454324 | 340275 | 3406E, 3456 | 385б, 621г, 623г, 627г, 735, 740, 824г, 824 г II, 825г II, 826г II, 834г, 836г, 980г, 980 г II, 988г, C-15, C -16, С-18, С16, С18, Д350Е II, Д400Е II, Д8Р II | |
| 2465432 | 3046 | 315C, 317B ЛН, 318B, D3G, D4G, D5C III, D5G | ||||
| 2811640 | 2811640 | 340275 | 3406E | 24m, 365c, 365c l, 365c l mh, 374d l, 374f l, 385c, 385c fs, 385c l, 385c l mh, 390d, 390d l, 390f l, 583t, 587t, 621Б, 621Г, 623Г, 627Ф, 627Г, 631Д, 631Э, 631Г, 633Э II, 637Д, 637Э, 637Г, 651Б | ||
| 3117226 | 3117226 | 3117226 | C9 | C9 | 12H, 330C FM, 330C L, 330C MH, 627G, 637D, 637G, C-9, D6R II, MTC735, TK711, TK721, TK722, TK732, TK741, TK751, TK752 | |
| 3197263 | С3. 4 4 | 2 | 296B, 236B3, 242B3, 246C, 252B, 252B3, 256C, 257B3, 259B3, 262c, 262C2, 267b, 268b, 272c2, 267c, 268b, 279c2, 287c, 287c2, 289c2, 297c, 3044c, 906, 906h , 907Х, 908, 908Х | |||
| 39273 | 3523619 | C9 | C9 | 140m, 140m 2, 160m, 160m 2, 2290, 2390, 2391, 2491, 2590, 330d, 330d fm, 330d l, 330d ln, 330d mh, 336d, 336d l, 336d ln , 336Д2, 336Д2 Л, 340Д Л, 340Д2 Л, 511, 521, 521Б, 522, 522Б, 532, 541, 541 2 | ||
| 4N6765 | 1693 | 16, 631C, 768B, 769, 824B, 825B, 826B, 834, 983, D343 | ||||
| 4N7000 | D339 | D7E D7F | ||||
| 4W9560 | 3508, 3512, 3516, | 777B, 785, 789, 994, D11N | ||||
| 5H7169 | D339 | D7, 17А | ||||
| 5N8319 | Д379Б | |||||
| 5N8336 | Д353, Д353К | 594Х, Д9Х | ||||
| 5С1884 | Д333Б | 1673Б, 561Б, 977Х, 977К, | ||||
| 6I2378 | 3208/3204 | |||||
| 7L0138 | Д379, Д379А, Д379Б, Д398, Д398А, Д398Б, Д399 | |||||
| 7N0848 | 3412 | 651E, 657E, 772B, 773B, 992C, D9L | ||||
| 7N0858 | 3408 | 3408, 631D, 633D, 637D, 639D, 657E, 768C, 769C, 834B, 988B, D8L | ||||
| 7N6340 | D353C | D9G, D9H | ||||
| 7С7070 | 3304 | 941, 950, Д4Д | ||||
| 7W2225 | 7W2225 | 3408, 3408B, 3408C, 3408E, 3412 | 589, 631D, 631E, 633D, 631D II, 637D, 637E, 639D, 657E, 768C, 769C, 769D, 771C, 771D, 834B, 836, 988Б, 988Ф, 988Ф II, Д8Л, Д9Н, Д9Р, ПМ-565, ПМ-565Б, ПР-450, ПР-450С | |||
| 7W2243 | 7W2243 | 3912, 3412C, 3412E, | 24H, 651E, 657E, 772B, 773B, 773D, 775B, 775D, 990, 990 II, 992C, 992D, D10N, D10R, D9L, PR-1000, PR -750Б | |||
| 8n1187 | 8N1187 | 3306 | 120B, 12G, 140G, 14G, 1673C, 235 528, 561D, 571G, 572G, 627B, 637D, 639D, 814, 815, 816, 966C, 977L, D5B, D6D, D6F, D7G | |||
| 8N1188 | 3304 | 120G, 130G, 215, 225, 518, 920, 930, 941, 950, 951B, 955L, D4E | ||||
| 8N6000 | Д342К | 583К, Д8Х, Д8К | ||||
| 8N6004 | Д342 | 583К, Д8Х, Д8К | ||||
| 8N6796 | 8N6796 | 3306, 3306B | 3306, 3306B | 12г, 12h, 12H ES, 12H NA, 140G, 140H, 140H ES, 140H NA, 143H, 14G, 14H NA, 160H, 160H ES, 160H NA, 163H NA, 235 , 235Б, 235Д, 330, 330 ФМ Л, 330 Л, 330Б, 330Б Л, 350, 528, 528Б, 530Б, 545 |
Рон Сперри — человек, стоящий за головками цилиндров RS-X
Совсем недавно компания Sperry получила признание благодаря названию уникальных головок цилиндров, используемых в новом двигателе ZZ632/1000* от Chevrolet Performance. Он в значительной степени отвечал за их дизайн, и сегодня они носят его инициалы. Официально они называются головками цилиндров RS-X.
Он в значительной степени отвечал за их дизайн, и сегодня они носят его инициалы. Официально они называются головками цилиндров RS-X.
Сперри, долгое время работавший старшим инженером-конструктором по разработке, первоначально предложил идею прямоточных головок с спред-портом для использования в приложениях Pro Stock и завершил оригинальные эскизы с использованием производственного блока в 1986 году. Детали были доступны к 1988 году. , но к тому моменту правила класса NHRA Pro Stock перешли к новому дизайну, и его идея так и не была реализована в мире гонок.Тем не менее, головки были включены в каталог Chevrolet Performance в течение нескольких лет и часто использовались в морских судах с выдувным спиртом объемом 500 кубических дюймов.
Перенесемся вперед более чем на 30 лет, и после выхода на пенсию в 2008 году Сперри остался работать в GM в качестве контрактного сотрудника. Когда возникла идея создать Big-Block объемом 632 кубических дюйма, к услугам Сперри обратился директор по производительности и гоночным двигателям Расс О’Бленес, инженер-конструктор Крис Коган и поддержал Дом Лестер. Они хотели, чтобы Сперри спроектировал головки, которые помогли бы увеличить мощность двигателя до 1004 лошадиных сил. У него уже была идеальная основа из оригинального дизайна Pro Stock.
Они хотели, чтобы Сперри спроектировал головки, которые помогли бы увеличить мощность двигателя до 1004 лошадиных сил. У него уже была идеальная основа из оригинального дизайна Pro Stock.
«Я сказал: «Ну, раз это подходит для серийного двигателя, почему бы не сделать версию головки блока цилиндров более высокого уровня для программы, которую обсуждал Расс?», — говорит Сперри. «Поэтому нам понадобился новый приподнятый впускной фланец, который был самой большой его частью, а затем мы повторно представили большую часть геометрии, которую я сделал для последней головки производственного блока Pro Stock.Мы изменили угол наклона клапана до 12⁰ на входе и 8,5⁰ на выпуске, увеличили размеры клапанов, повернули впуск к фланцу, переместили свечу зажигания в центр отверстия, поработали над улучшением показателей воздушного потока и программированием ЧПУ. По сути, это была идея Расса и Криса. Они передали его мне, и я смог вступить в институт».
Двигатель в ящике ZZ632/1000* развивает мощность 1004 л. с. и крутящий момент 876 фунто-футов. крутящего момента на бензине с октановым числом 93. В нем используется блок Sportsman Bowtie с высокой декой, цельнокованый роликовый узел, распределительный вал с гидравлическими роликами и высокопроизводительные головки с приподнятыми направляющими, разработанные Sperry.В двигателе используется электронная система впрыска топлива для точного управления подачей топлива, и, согласно Chevrolet Performance, пакет Deluxe «поставляется в комплекте от масляного поддона до корпуса дроссельной заслонки, а также система зажигания с кривошипным курком и зажиганием с катушкой рядом со свечой. змеевики, установленные на уникальной пластине долины, штекерные провода, водяной насос, балансир и алюминиевый одноплоскостной впускной коллектор». Кроме того, двигатель в сборе имеет культовые оранжевые клапанные крышки Chevy с логотипом «632».
с. и крутящий момент 876 фунто-футов. крутящего момента на бензине с октановым числом 93. В нем используется блок Sportsman Bowtie с высокой декой, цельнокованый роликовый узел, распределительный вал с гидравлическими роликами и высокопроизводительные головки с приподнятыми направляющими, разработанные Sperry.В двигателе используется электронная система впрыска топлива для точного управления подачей топлива, и, согласно Chevrolet Performance, пакет Deluxe «поставляется в комплекте от масляного поддона до корпуса дроссельной заслонки, а также система зажигания с кривошипным курком и зажиганием с катушкой рядом со свечой. змеевики, установленные на уникальной пластине долины, штекерные провода, водяной насос, балансир и алюминиевый одноплоскостной впускной коллектор». Кроме того, двигатель в сборе имеет культовые оранжевые клапанные крышки Chevy с логотипом «632».
Сперри говорит, что камеры сгорания в головках цилиндров чрезвычайно малы, что обеспечивает высокое сжатие с поддоном в поршне, что обычно обеспечивает хороший КПД, поскольку более плоские поршни имеют лучшую способность к горению. Кроме того, головки имеют более крупные и улучшенные клапаны по сравнению с оригинальной конструкцией Pro Stock для больших значений расхода, а также штоки клапанов меньшего размера, чем в исходной версии. В головках RS-X используются массивные впускные каналы объемом 449 куб. См, обеспечивающие воздушный поток 481 куб. Фунт в минуту при 0,787 дюйма. поднимать.
Кроме того, головки имеют более крупные и улучшенные клапаны по сравнению с оригинальной конструкцией Pro Stock для больших значений расхода, а также штоки клапанов меньшего размера, чем в исходной версии. В головках RS-X используются массивные впускные каналы объемом 449 куб. См, обеспечивающие воздушный поток 481 куб. Фунт в минуту при 0,787 дюйма. поднимать.
Многие компоненты клапанного механизма в головках также были модернизированы на основе опыта, извлеченного из различных других программ производства и гоночных двигателей в рамках GM.
«Серийные двигатели LS, над которыми я работал, сделали большой шаг вперед в плане облегченных компонентов, — говорит Сперри.
В результате эти компоненты были ввернуты в ранее печально известные тяжелые головки Big-Block.
Кроме того, приподнятые и расширенные впускные отверстия головок RS-X более агрессивны, чем серийный дизайн.
«У оригинального Big-Block есть пара так называемых длинного и короткого портов, соединенных вместе с общей стенкой между ними, подходящими к цилиндру под разными углами и на разные длины», — говорит Сперри. «У этого есть четыре порта, расположенных на одинаковом расстоянии друг от друга по длине, и они идентичны по длине и подходу.Фланец, к которому крепится коллектор, приподнят вверх, чтобы придать ему более агрессивный угол атаки порта. Таким образом, приподнятые фланцы также дают ему немного больше преимуществ в воздушном потоке».
«У этого есть четыре порта, расположенных на одинаковом расстоянии друг от друга по длине, и они идентичны по длине и подходу.Фланец, к которому крепится коллектор, приподнят вверх, чтобы придать ему более агрессивный угол атаки порта. Таким образом, приподнятые фланцы также дают ему немного больше преимуществ в воздушном потоке».
Между тем, свободные и равномерно расположенные выпускные отверстия используют все возможности каждого цилиндра, в то же время позволяя использовать текущий подход к креплению фланца коллектора. Может потребоваться зазор в пыльнике свечи зажигания.
В целом головки с симметричными портами поддерживают скорость 7000 об/мин.
Сегодня в категории Comp на дрэг-стрипе распространены двигатели объемом 632 кубических дюйма.Несколько других проектов с использованием головок также находятся в разработке, а пакет с головками, высотным впускным коллектором и нижней пластиной с креплениями катушки находится в каталоге Chevrolet Performance 2022 года.
Сперри является частью легендарной истории General Motors, он пришел в компанию в 1968 году после окончания Института General Motors. Его карьера в основном была связана с дизайном и модификациями головок цилиндров, и в конце концов он перешел на гоночную сторону бизнеса.В начале своей карьеры он работал над программами NHRA Pro Stock и NASCAR с некоторыми легендарными деятелями автогонок, такими как Билл «Ворчун» Дженкинс, Смоки Юник и Джуниор Джонсон. Он даже работал над программой Indianapolis 500 с A.J. Фойт.
«Я был вовлечен во многие дела, — сдержанно говорит Сперри.
В конце 1980-х он перешел на производство в GM и начал работать с группой V8. В этот период он участвовал в других известных проектах, таких как обновление конфигурации алюминиевой головки блока цилиндров для двигателя L98, полное обновление головок для двигателя Gen II LT1, а затем разработка головок и коллекторов для первых силовых установок LS. .Фактически, он представил порты с равным интервалом для Gen III LS1, впервые доступного в Corvette 1997 года.
В течение нескольких лет Сперри был лидером в области производства, а затем вернулся к гонкам, чтобы работать над программой головок цилиндров как для программы двигателей NASCAR SB2, так и для R07 перед выходом на пенсию.
Для Сперри головы RS-X — еще одно перо в его шляпе, а их имя обеспечивает заслуженное признание от Chevrolet. Для индустрии производительности головы — это еще один переломный момент, созданный одним особенно креативным инженером.
Продолжайте смотреть The BLOCK, чтобы узнать больше о двигателе ящиков ZZ632/1000* и рассказать о выставке SEMA 2021.
*Из-за влияния на показатели выбросов автомобиля этот двигатель предназначен исключительно для использования в гоночных автомобилях. Этот двигатель разработан и предназначен для использования в транспортных средствах, предназначенных исключительно для соревнований: в гонках или организованных соревнованиях на трассах, отделенных от общественных улиц или автомагистралей. Установка или использование этого двигателя на транспортном средстве, эксплуатируемом на улицах или автомагистралях общего пользования, может привести к нарушению правил U. S., Канада, а также законы и правила штатов и провинций, касающиеся выбросов автотранспортных средств.
S., Канада, а также законы и правила штатов и провинций, касающиеся выбросов автотранспортных средств.
| Алюминий, CNC Ported – CARiD.com
Минимизация ограничений и максимизация воздушного потока, поступающего в двигатель и выходящего из него, необходимы для увеличения мощности. Установка таких аксессуаров, как холодный воздухозаборник, увеличенный карбюратор или корпус дроссельной заслонки, вторичного впускного коллектора, выпускных коллекторов и производительной выхлопной системы, обеспечит значительное увеличение мощности, но по-прежнему остается основным узким местом — головками цилиндров.Даже на высокопроизводительных моделях заводские головки могут значительно препятствовать воздушному потоку.
Портирование головок цилиндров для увеличения объема портов, изменение формы направляющих и открытие клапанов раньше было искусством, которым занимались лишь немногие по непомерным ценам, и даже тогда результаты были ограничены толщиной материала заводских отливок. Но те времена давно прошли. Как вы можете видеть из большого выбора на странице перед вами, сегодня мы можем предоставить вам самые последние технологии головок цилиндров для большинства популярных применений, голые и полностью собранные.
Но те времена давно прошли. Как вы можете видеть из большого выбора на странице перед вами, сегодня мы можем предоставить вам самые последние технологии головок цилиндров для большинства популярных применений, голые и полностью собранные.
Несмотря на то, что существует множество качественных чугунных головок цилиндров, большинство из них изготовлены из алюминия. Алюминиевые головки намного легче для общего улучшения отношения мощности к весу, а облегчение двигателя может улучшить распределение веса автомобиля. Алюминий также лучше рассеивает тепло, и вы можете работать с более высокой степенью сжатия, не опасаясь детонации. Независимо от материала, все рабочие головки цилиндров усилены в критических областях, чтобы позволить контуру каналов увеличить поток таким образом, что при попытке отливки в заводских условиях это, вероятно, приведет к притиранию к водяной рубашке.
Конструкция каждой головки блока цилиндров является кульминацией многочасовых стендовых испытаний для достижения оптимального баланса увеличенного расхода и скорости потока. В то время как некоторые головки цилиндров отлиты с улучшенными портами и направляющими, мы также предлагаем головки с отверстиями с ЧПУ для наиболее точного и равномерного потока в каждый цилиндр и из него и желаемой чистоты поверхности. Головки цилиндров с высокими характеристиками обычно имеют клапаны большего размера, но некоторые головки также доступны с другими углами наклона клапанов для улучшения потока, а также со свечами зажигания, перемещенными в камеру сгорания для улучшения распространения пламени и сгорания.
В то время как некоторые головки цилиндров отлиты с улучшенными портами и направляющими, мы также предлагаем головки с отверстиями с ЧПУ для наиболее точного и равномерного потока в каждый цилиндр и из него и желаемой чистоты поверхности. Головки цилиндров с высокими характеристиками обычно имеют клапаны большего размера, но некоторые головки также доступны с другими углами наклона клапанов для улучшения потока, а также со свечами зажигания, перемещенными в камеру сгорания для улучшения распространения пламени и сгорания.
Многоугольные и закругленные закаленные седла клапанов еще больше увеличивают поток воздуха, а кожух клапана в камере сгорания сведен к минимуму, чтобы улучшить поток воздуха вокруг головки клапана в цилиндр. Головки цилиндров с высокими рабочими характеристиками обычно имеют направляющие клапана из марганцовистой бронзы для обеспечения долговечности, а головки поставляются уже обработанными с минимальной высотой направляющих для использования с распределительными валами с большим подъемом и седлами пружин большого диаметра для размещения пружин клапанов с высокими характеристиками. Ввинчивающиеся шпильки и направляющие пластины могут быть установлены на полностью собранных головках цилиндров с верхним расположением клапанов вместе с клапанами из нержавеющей стали или титана и двойными пружинами клапанов.
Ввинчивающиеся шпильки и направляющие пластины могут быть установлены на полностью собранных головках цилиндров с верхним расположением клапанов вместе с клапанами из нержавеющей стали или титана и двойными пружинами клапанов.
|
Когда вам нужна головка цилиндра Terraplane ’37 для Garage Art
Изучая все свалки, я наткнулся на несколько очень старых автомобилей, которые просто развалились и оказались на больших складах с высоким оборотом наряду со всеми Mercury Sable и Hyundai Accent. Автомобили 1950-х годов — обычное дело в таких местах, и даже изредка появляются машины 1940-х годов. Однако вы не увидите много автомобилей 19 3 0s в вашем местном Ewe Pullet, и поэтому Hudson Terraplane 1937 года на кладбище самообслуживания в районе Денвера сразу привлек мое внимание.
Автомобили 1950-х годов — обычное дело в таких местах, и даже изредка появляются машины 1940-х годов. Однако вы не увидите много автомобилей 19 3 0s в вашем местном Ewe Pullet, и поэтому Hudson Terraplane 1937 года на кладбище самообслуживания в районе Денвера сразу привлек мое внимание.
Мурили Мартин
Судя по всему, это автомобиль, который начал свою жизнь как седан, а затем много десятилетий назад быстро превратился в грузовик на заднем дворе; во время Второй мировой войны грузовики могли получать больше бензина, поэтому многие автомобили были разрезаны на части и получили кузова из пиломатериалов и металлолома.Это просто выпотрошенная скорлупа, которая, вероятно, лежала в поле Хай-Плейнс с тех пор, как Гарри Трумэн был в Белом доме.
Мурили Мартин
Но! В то время как кабина представляла собой просто зловонный стальной ящик, полный мышиных экскрементов и ржавчины, оригинальный 101-сильный шестицилиндровый двигатель Hudson с плоской головкой остался в моторном отсеке. Держу пари, по меньшей мере 75 лет он выдерживал попадание дождевой воды в цилиндры, каждую зиму накапливался снег в каждой щели и палящее летнее солнце превращало экскременты грызунов в эпоксидную субстанцию.Этот двигатель никогда не заведется снова, но увидев его, я натолкнулся на идеи, которые не требовали работы двигателя.
Держу пари, по меньшей мере 75 лет он выдерживал попадание дождевой воды в цилиндры, каждую зиму накапливался снег в каждой щели и палящее летнее солнце превращало экскременты грызунов в эпоксидную субстанцию.Этот двигатель никогда не заведется снова, но увидев его, я натолкнулся на идеи, которые не требовали работы двигателя.
Этот контент импортирован с YouTube. Вы можете найти тот же контент в другом формате или найти дополнительную информацию на их веб-сайте.
Одна из величайших блюзовых песен всех времен — на самом деле, пусть это будет одна из величайших песен , точка, всех времен — имеет номинальную тему Terraplane. Поэтому у меня не было другого выбора, кроме как извлечь эту головку блока цилиндров и забрать ее домой.
Мурили Мартин
После того, как я закончил фотографировать соседний GMC C2500 Sierra Grande 73-го года с 454-м биг-блоком, всего в нескольких рядах от него, я побежал домой и сменил свой метрический набор инструментов на тот, в котором были все старомодные вещи SAE… и хороший здоровенный выключатель бар. Хотя январский день в Денвере едва замерзал, светило солнце, и я знал, что мне не будет слишком холодно.
Хотя январский день в Денвере едва замерзал, светило солнце, и я знал, что мне не будет слишком холодно.
Мурили Мартин
К сожалению, ни один из моих инструментов, дружественных к Старому Детройту, точно не подходит к застежкам на головке Терраплана.Либо инженеры Hudson Motor Car Company фактически предпочли шестигранные головки 21/32 дюйма и 17/32 дюйма вместо 11/16 дюйма и 9/16 дюйма, либо они все еще использовали размеры Whitworth спустя десятилетия после того, как почти каждый американский производитель перешел на стандартные размеры SAE. У меня есть несколько инструментов Whitworth, но я не думал брать их во двор по понятным причинам. Через несколько часов мне удалось открутить все 21 гайку (или отломать очень ржавые шпильки головки), а также множество дополнительных крепежных деталей, которые пришлось снять, чтобы получить доступ к головке.Затем мне пришлось выковыривать 75-летнее окаменевшее крысиное дерьмо и вырывать голову из объятий ее прокладки.
Мурили Мартин
На этой верфи действует политика фиксированных цен: головки цилиндров продаются по цене 61,29 доллара плюс плата за сердечник в размере 10 долларов. Я чувствовал, что головка от двигателя с плоской головкой на самом деле больше похожа на клапанную крышку, чем на головку цилиндра, и поэтому я считал, что с меня следует брать 21,59 доллара за клапанную крышку. Этот вопрос приобрел почти богословское значение среди всех автоманов, работающих на кассе, и в конце концов мы согласились разделить разницу между ними.Голова Терраплана была моей!
Мурили Мартин
Я подумывал о том, чтобы отнести свою недавно приобретенную головку Terraplane прямо в мастерскую, где производилась пескоструйная обработка и порошковое покрытие колес для моего лоурайдера Toyota Corona 1969 года, чтобы я мог почистить головку и придать ей веселый цвет.
Мурили Мартин
Однако из водоводов продолжало вываливаться столько ужасной дряни, что я решил отложить косметическую чистку головы и пока просто повесить ее на стену.
Мурили Мартин
Я обшил стены своего гаража фанерой толщиной 3/8 дюйма, что немного эхо, но означает, что я могу установить полки или что-то еще, не ища шпилек. Я вбил пару временных гвоздей 16d в шпильки (оказывается расстояние между отверстиями для свечей зажигания № 2 и № 6 на головке Terraplane составляет около 16 дюймов), повесил на них головку, затем вставил несколько палубных винтов с шайбами крыльев через четыре отверстия в головных шпильках.Голова весит около 50 фунтов, поэтому эта установка должна отлично ее выдерживать.
Мурили Мартин
Вот он, рядом с номерным знаком штата Небраска 1966 года, который шел с моим Plymouth 1941 года, и приборной панелью NOS F-8 Crusader, которую я увидел на eBay и решил купить для будущего проекта бумбокса на свалке. Да, это легендарный кот-безопасник Ванки на полке рядом, спустя почти 15 лет после того, как я его построил.
Этот контент создается и поддерживается третьей стороной и импортируется на эту страницу, чтобы помочь пользователям указать свои адреса электронной почты.