Пять преимуществ штампованных дисков перед литыми и коваными
Приобретая комплект колес на сезонную смену, водители в подавляющем своем большинстве отдают предпочтение литым или кованым колесным дискам. Оно и понятно — такая обувка выглядит презентабельнее, повышая статус машины и… ее владельца. Однако у штампованных дисков имеется целый ряд преимуществ перед «литьем» и «ковкой». Расскажем о них.
Дешевле
Штампованные диски значительно дешевле литых и кованых аналогов. Но с другой стороны, этот массовый продукт не всегда имеет презентабельный вид. Однако, во-первых, из этого правила есть исключения — различные производители давно освоили выпуск весьма симпатичной «штамповки», имитирующей «литье». Во-вторых, проблему непрезентабельности решают колпаки.
Сегодня в линейках подавляющего большинства автопроизводителей существует много таких симпатичных пластиковых накладок, в том числе и на «штамповку» на многоспицевые колеса. Отличить колеса с такими колпаками от дорогих алюминиевых аналогов не всегда удается даже с относительно близкого расстояния. Ну и, как известно, «штамповка» тяжелее «литья». Однако качественные штампованные диски не слишком тяжелы и что не менее важно, хорошо балансируются. Отсюда вывод — покупаете «штамповку», ищите качественную, от известного, желательно европейского производителя.
Ну и, как известно, «штамповка» тяжелее «литья». Однако качественные штампованные диски не слишком тяжелы и что не менее важно, хорошо балансируются. Отсюда вывод — покупаете «штамповку», ищите качественную, от известного, желательно европейского производителя.
Гнутся, но не трескаются
Ввиду материала и техники изготовления («штамповку» буквально выдавливают из листа прочной листовой стали, после чего отдельные части свариваются и подвергаются покраске), металлический диск отличается относительной мягкостью и эластичностью. Соответственно, в отличие от литых и кованых аналогов, вмятины металлических дисков легко выправить — «откатать», а то и вовсе выправить молотком (срабатывает такой феномен, как память металла).
Для сравнения, литые и кованые диски после сильного удара, особенно на большой скорости, с большой вероятностью треснут или получат сколы, и привести деталь в первоначальный вид будет непросто.
К тому же штампованные диски буквально амортизируют удар в отличие от «литья» и «ковки», принимающих энергию удара на себя. Как следствие, с штампованными дисками больше вероятность, что после проезда ямы с острыми краями кромка диска если и погнется, покрышка не начнет подтравливать воздух. С «литьем» и «ковкой» все как раз наоборот. Из микротрещин и сколов, вызванных контактов с ямами, может выйти воздух.
Как следствие, с штампованными дисками больше вероятность, что после проезда ямы с острыми краями кромка диска если и погнется, покрышка не начнет подтравливать воздух. С «литьем» и «ковкой» все как раз наоборот. Из микротрещин и сколов, вызванных контактов с ямами, может выйти воздух.
Стойкие к реагентам
Химические реагенты, которыми последние годы активно поливают зимой дороги российских городов, — настоящее зло для алюминиевых дисков.
С таких дисков достаточно быстро облезает краска, появляются очаги коррозии. Неудивительно, что эксперты рекомендуют регулярно, чуть ли не раз в неделю, обрабатывать «литье» и «ковку» специальными средствами против ржавчины.
С «штамповкой», особенно защищенной пластиковыми колпаками, такой химической атаки можно не опасаться, да и тратить время на химзащиту не нужно. Но все же не забывайте зимой почаще мыть колеса со штампованными дисками, поскольку последние изготавливают из низкоуглеродистой стали и при невнимании владельца к их состоянию они могут начать ржаветь.
Не пропускают грязь и снег
«Литье» и «ковка» — это по большей части дизайнерская история — с красивыми спицами или причудливым рисунком и при этом почти всегда с крупными «прорехами» — свободным пространством между теми самыми спицами.
Через эти «коридоры» в тормозные механизмы и на элементы подвески зимой и в межсезонье набивается снег, песок или грязь.
Таким образом «литые» колеса прежде всего при езде по снежному пухляку с большей вероятностью обрастут снежным наростом, а то и наледью и разбалансируются.
С штамповкой такой сценарий гораздо менее вероятен, поскольку большинство моделей представляет из себя закрытый корпус с небольшими отверстиями для уменьшение массы, увеличения структурной прочности, вентиляции и отвода грязи.
Стойкость к низким температурам
Не секрет, что в очень сильные морозы литые и кованые диски могут преподнести неприятный сюрприз ввиду усиления хрупкости.
Скажем, в крепкий мороз проезд на большой скорости ямы с острыми краями может привести к порче литого или кованого диска.
Штамповка же лишена такого недостатка, поскольку гораздо боле пластична. Кроме того, «литье» и «ковка» не любят резкого перепада температур. Когда вы, например, въехали на мойку с сорокаградусного мороза и мойщик обдает колеса горячей водой (или вы делаете это сами на мойке самообслуживания), покрытие литых дисков может потрескаться.
Стальные, литые и кованые диски для автомобиля
Расскажем какие бывают колесные диски для автомобиля — стальные, литые и кованые. Чем отличаются и что лучше выбрать для машины.
Критерии выбора
Важный критерий — прочность. Они должны выдерживать максимальную нагрузку и не рассыпаться в движении. Испытанием для дисков могут служить трамвайные пути и ямы. В практике случались случаи, когда данные препятствия для некачественных дисков были решающими, т.е. попросту раскалывались или от них отламывался небольшой кусок. Другой критерий — масса. Чем меньше масса, тем лучше поведение автомобиля на дороге. Это объясняется, что колесо вместе с диском — неподрессоренная масса, которая влияет на управляемость, скоростные характеристики, расход топлива и плавность движения.
Считается, что если массу одного колеса снизить на один килограмм, то можно перевозить примерно на 50-60 килограмм больше груза.
Штампованные диски
Стальные (штампованные) диски для автомобиля широко распространены. До сих пор автомобили с конвейера выходят с данным типом колес. Хотя тенденция уменьшается в пользу литых легкосплавных дисков.Литые диски
Легкосплавные диски получили распространение среди автолюбителей благодаря красивому внешнему виду.
Помимо внешнего вида, «литье» обладают другими преимуществами: малый вес, большая прочность и хорошее противостояние коррозии. Единственный недостаток — большая стоимость, если сравнивать со штампованными колесами. Легкосплавные диски широко представлены на рынке. Их продают, как отечественные компании KиK, «Виком», так и иностранные — AEZ, Artec, BBS. Цена литых колес зависит от бренда и от качества изготавливаемой продукции.
Кованые диски
Кованые диски не получили должного распространения, которого заслуживают. Это можно объяснить, что в Европе кованые диски из-за цены — атрибуты люксовых спортивных автомобилей. В России с легкосплавными коваными дисками обстоят намного лучше.Чем отличаются легкосплавные диски от кованых? Кованые меньше весят, намного прочнее и не ломаются при сильном ударе, как литые. Также, кованые диски улучшают аэродинамику автомобиля на больших скоростях. Они популярны среди автоспортсменов и любителей тюнинга. Среди отечественных компаний, занимающие данными дисками — ВСПМО, КУМЗ, КРАМЗ и «Вилс».
Преимущества литых дисков
Безусловным плюсом является привлекательный внешний вид. Никто не будет с этим спорить, ведь авто с литыми дисками преображается, придавая ему более солидный вид. Многие утверждают, что с ними автомобиль быстрее едет, лучше разгоняется и расходует меньше горючего. Разберемся подробней. Для всех пунктов необходимо снижение массы машины, что достижимо с применением «литья». Только они не намного легче штампованных, т.к. из-за хрупкости производители намеренно увеличивают прочность, а это сказывается на весе. Литые диски немного легче штампованных, но разница не столь существенна. Все четыре диска снизят массу машины примерно на 10 килограмм, что мало скажется на расходе топлива и разгоне авто. Почувствовать улучшения смогут только автоспортсмены, и то не на каждой машине.Другое преимущество — улучшенное управление. Это достигается благодаря снижению массы колеса. С «литьём» машина лучше обрабатывает профиль дороги и более чувствительна к неровностям.
Выбор дисков для автомобиля обусловливается потребностями и суммой в кошельке. Если хотите придать машине улучшенный внешний вид, то выбор — литые диски. Если занимаетесь автоспортом или любите тюнинг — кованые. Для автолюбителей, которые ценят надежность и не обладают лишней суммой, идеальный выбор — штампованные колеса.
Посмотреть как выглядит диски на автомобиле можно в интернете на сайтах, где продают колеса и шины. Вы выбираете свою машину и подходящие диски и вам показывают как она будет выглядеть с данными дисками. Очень удобно и наглядно.
Какие диски лучше, литые или штампованные, а также их отличия? Подробный обзор
А для того, чтобы не ошибиться в оценках при выборе и не позариться на рекламные обещания, нужно знать, между чем ты выбираешь и что именно предлагает и гарантирует тебе каждое предложение.Какие диски лучше – литые или штампованные, а также их отличия, легко понять, зная, как они производятся.
Что такое штампованные диски
Штампованные диски – изготавливаются из листовой стали путем холодной штамповки. Однако не из единого куска металла, а из нескольких отформованных деталей. Впоследствии они свариваются в готовую деталь. На последнем этапе производства штампованные диски грунтуются, окрашиваются в нужный цвет, и отправляются производителю автомобилей, либо на витрины автомобильных магазинов.
Следует также отметить, что в соответствии с Государственным Стандартом, такие диски на производстве проходят только лишь две проверки. Первая заключается в определении так называемой усталостной прочности при изгибе с вращением. В реальной жизни эти нагрузки колесные диски испытывают во время вхождения в поворот на скорости. Вторая проверка заключается в определении усталостной прочности при изгибе с вращением. Аналогичные нагрузки колеса испытывают при прямолинейном движении под собственным весом автомобиля.
Вторая проверка заключается в определении усталостной прочности при изгибе с вращением. Аналогичные нагрузки колеса испытывают при прямолинейном движении под собственным весом автомобиля.
Забегая наперед, отметим, что штампованные диски не отличаются хрупкостью, а потому на ударные нагрузки не проверяются. На практике это означает, что колеса из стали невозможно полностью разрушить, наехав на небольшое препятствие – ямку, бордюр и так далее. В результате удара штампованный диск может деформироваться, изогнуться, но никак не треснуть или лопнуть. Таковыми свойствами наделяет его сталь.
Какие диски выбрать на зиму?
Выбирайте простой дизайн.
Если вы хотите, чтобы зимой у вас не возникало проблем с чисткой дисков, не выбирайте многоспицевые и фигурные дизайны. Такие модели украшают автомобиль, но их очень сложно отмыть от грязи, которой очень много на наших зимних дорогах. В результате, практически на протяжении всего зимнего сезона, ваши красивые колеса будут грязными.
Кроме этого, в многоспицевых дизайнах, снежная каша часто попадает в узкие расстояния между спицами и замерзает, нарушая балансировку колеса. Начинаются биения руля, увеличивается вибрация, а также нагрузка на механизмы рулевого управления и подвески.
Оптимальный вариант пятиспицевый или шестиспицевый диск с широкими плоскими лучами, который легко отмыть и привести в первозданный вид, протерев спицы специальным составом.
Актуальные Автоновости
Новая Шкода Октавия 2020: каким будет обновленный седан?
Mitsubishi Pajero 2020: что нового после рестайлинга?
Новый Гелендваген 2020: первые фото и другие подробности
Выбирайте диски без полировки.
В современных литых дисках часто используются полированные элементы. Такие диски выглядят очень эффектно, и дизайнеры любят использовать эту технологию, чтобы подчеркнуть те или иные части диска. Однако для зимних условий эксплуатации, у этих дисков есть один, но очень неприятный недостаток. Прозрачный лак, который наносится на полированную поверхность, гораздо менее прочный, чем порошковая краска, применяемая для окраски основной части дисков.
Это касается также и очень дорогих и качественных дисков, которые окрашиваются по специальной сложной технологии. На полированной поверхности вероятность появления коррозии гораздо выше, чем на остальной поверхности колесного диска. Даже небольшие царапинки или сколы от камней будут приводить к некрасивым пятнам на полированной поверхности диска, которые будут увеличиваться из года в год.
Выбирайте одноцветные диски.
Контрастно окрашенные диски очень стильно смотрятся на автомобиле, однако зимой колеса зачастую настолько грязные, что на всех транспортных средствах выглядят одного цвета — бурого.
Рекомендуется ставить на зимний сезон диски стального или серебристого цветов. На этом цвете грязь видно меньше всего. Это не единственная причина, почему для зимы выбирают оттенки, наиболее близкие к металлическим: если краска местами облезает, это не так сильно бросается в глаза.
На зиму выбирайте штамповку.
Если вы не хотите тратить много денег на покупку дисков для зимы и вам важнее всего практичность и соотношение цена/качество, то очень неплохим вариантом для вас будут штампованные (стальные) диски.
Разумеется, у легкосплавных литых колес огромный выбор дизайнов, которых нет у штампованных дисков, однако «штамповка» имеет ряд преимуществ:
- Низкая цена на диски, которая может быть в два, а то и три раза ниже, чем у литых колес.
- При попадании колеса в большую яму, диск сминается и забирает значительную часть энергии, оставляя в сохранности дорогостоящие детали подвески автомобиля и кузова. При этом меньше вероятность повреждения самой покрышки. Именно ее боковина страдает больше всего при ударе, и на ней чаще всего появляются повреждения и грыжи.
На зиму покупайте диски с наименьшим типоразмером, рекомендованным производителем авто.
Любой автомобиль на низкопрофильной резине с большими красивыми дисками выглядит великолепно. Но это летом. Зимой же этой красоты чаще всего никому не видно, потому что погодные условия и грязные колеса не позволяют демонстрировать машину во всей красе.
Поэтому можно значительно сэкономить, поставив на холодное время года диски наименьшего диаметра, рекомендованного автопроизводителем. Например, типоразмеры дисков на TOYOTA Camry 7 от 16′ до 19′ дюймов. На лето можно покупать 19′, а на зиму 16′ дюймов. Да и шины меньшего диаметра и большего профиля тоже стоят гораздо дешевле низкопрофильных.
Например, типоразмеры дисков на TOYOTA Camry 7 от 16′ до 19′ дюймов. На лето можно покупать 19′, а на зиму 16′ дюймов. Да и шины меньшего диаметра и большего профиля тоже стоят гораздо дешевле низкопрофильных.
Внешний размер колеса при этом остается без изменений, поскольку увеличивается профиль самой шины (это наглядно видно в шинном калькуляторе). Вы сразу заметите, что автомобиль при движении станет «мягче» и комфортнее. Также уменьшится вероятность «пробоя» шины и повреждения диска при попадании в яму, которых в зимнее время (а особенно ближе к весне) становится гораздо больше.
Кроме всего прочего, рекомендуемые автопроизводителем типоразмеры шин с меньшим диаметром, как правило, имеют меньшую ширину. Это положительно сказывается на управляемости автомобиля на зимней «снежной каше»: машина меньше «плывет» по дороге, лучше тормозит и лучше разгоняется.
Внимательно выбирайте шиномонтаж.
Как знает большинство автовладельцев, диски «бортируются» на шиномонтажном станке. Проследите, чтобы он был укомплектован пластиковыми протекторами на зажимные кулачки станка и пластиковой накладкой на монтировку.
Проследите, чтобы он был укомплектован пластиковыми протекторами на зажимные кулачки станка и пластиковой накладкой на монтировку.
Актуальные Автоновости
Штраф за несезонные шины не одобрили!
Штраф за громкую музыку в машине
Яма или кочка: что опаснее для машины?
Это предохранит алюминиевый диск от повреждения. Подобные царапины, впоследствии, приводят к вздутию лакокрасочного покрытия и оно постепенно сходит. То же касается торцевой головки, которой прикручивают колесо: она должна быть «облита» пластиком.
Словом проследите, чтобы устанавливаемые на ваш автомобиль диски контактировали с металлическим оборудованием сервиса только через пластиковые накладки, во избежание возникновения мелких повреждений на краске диска. А также следите, чтобы шиномонтажники, вынимая ваши диски из коробок, не клали их на пол! Особенно до того момента, пока на них не одеты покрышки. Это приводит к появлению царапин на ваших новых дисках.
Внимание! Требуйте от работников шиномонтажа примерки колесных дисков на автомобиль ДО УСТАНОВКИ (БОРТИРОВКИ) НА НИХ ПОКРЫШЕК!
Если диски не подойдут по каким-либо причинам к вашему автомобилю (бывают ошибки в каталогах или просто вам их неправильно подобрали), то их без проблем вам поменяют на другие или вернут деньги. Но если на диски уже успели надеть шины, то такие диски, со следами установки («бортировки»), у вас не примут обратно! Это касается любых автозапчастей, и диски с шинами не являются исключением.
Что такое литые диски
Литые диски – изготавливаются из сплава на основе алюминия путем формовки при помощи литья в готовую форму. От состава применяемого на производстве сплава зависит качество колеса, его прочность, долговечность, устойчивость к различного рода нагрузкам. После литься диски подвергаются финишной механической обработке с целью придания им идеальной геометрической формы и удаления следов отливки. На финишной стадии изделия грунтуются и окрашиваются.
Не будем здесь утверждать, что для покраски литых дисков используются лучшие технологии и материалы, чем в случае со штампованными. На самом деле есть как и стальные с качественным покрытием, так и титаны, которые облупливаются буквально за несколько недель эксплуатации. Объективно в этом плане разницы между литьем и штамповками нет никакой.
Все зависит от того, где и как были изготовлены колесные диски.
 Все зависит от того, где и как были изготовлены колесные диски.
Все зависит от того, где и как были изготовлены колесные диски.Многие отмечают, как нечто важное, что литые диски, в отличие от штампованных – это цельный, монолитный кусок металла. Без сварных швов. На практике же эта особенность никак не может выделять титаны на фоне стальных штамповок, поскольку разрушить сделанные роботом сварные швы в обычных условиях эксплуатации колес автомобиля – невозможно. Даже если штампованный диск положить под мощный пресс – сварные швы будут последними, что такому агрегату удастся разрушить.
В соответствии с тем же вышеупомянутым Государственным Стандартом литые диски тоже проходят проверки на производстве. Однако в данном случае их не две, а три. Первые две – аналогичные. А вот третья заключается в определении сопротивлении колеса удару под разными углами. Как раз для литья такая проверка является очень актуальной, поскольку, в отличие от штамповок, алюминиевые монолитные диски под ударной нагрузкой не столько гнутся, сколько лопаются.
О склонности литых дисков трескаться и лопаться будет сказано немного ниже, поскольку многие причисляют эту особенность к самым катастрофическим недостаткам титанов. Являются ли титаны такими уж «слабыми» в плане ударных нагрузок – это еще большой вопрос.
Основные понятия
Диски — это специальные изделия цилиндрической формы, которые являются основным опорным элементом автомобиля. В зависимости от способа изготовления выделяют несколько видов этих изделий, среди которых самыми популярными являются:
- литые. Диски такого типа изготавливают методом горячего литья в специальные формы. В качестве основного материала используют алюминий. Это позволяет значительно снизить вес конструкций, что качественно влияет на динамические характеристики транспортного средства;
- штампованные. Этот вид дисков получают из двух элементов, которые свариваются между собой. Для получения заготовок используют специальные виды стали, которой легко придавать форму способом проката или штамповки.
Преимущества и недостатки штампованных дисков
Для обоих видов колесных дисков сначала рассмотрим достоинства, а затем недостатки. Причем, не так, как у некоторых источников – с явным предубеждением и выраженной симпатией к литью или штамповкам. Каждый пункт по мере возможности – будет обоснован, а не представлен, как аксиома, которую нужно просто принять, как должное. По ходу дела будут упомянуты обещанные ранее мифы, поскольку их существование очень сильно влияет на выбор автолюбителей в пользу той или другой технологии.
Достоинства штампованных стальных дисков:
- Сравнительно невысокая стоимость. Поскольку сталь сама по себе дешевле, чем алюминий с различными добавками, то и готовый продукт получается более привлекательным по цене. Однако и в случае со штампованными дисками встречаются весьма недешевые варианты. Аналогично и с литьем – ценник далеко не всегда заоблачный.
- Устойчивость к ударным нагрузкам. Это, пожалуй, один из тех плюсов штампованных дисков, который стоит внимания. В особенности, если учитывать состояние наших дорог. После неосторожного наезда на конкретную ямку от удара стальной диск, скорее всего, согнется и потеряет форму. Но его легко и сравнительно недорого можно будет выправить, вернув идеальную геометрию.
- Возможность прокатки. Действительно, прокатка стальных дисков более осуществима, чем в случае с литьем. Причем, выровнять штамповки можно даже в случае сильных деформаций, тогда как литье, скорее всего, сильно не деформируется, а просто треснет.
- Штампованные диски меньше забиваются снегом. Это весьма спорное преимущество, если смотреть на вещи объективно. Да, некоторые литые диски имеют очень открытую конфигурацию, и снег в них действительно набивается практически моментально. Но штамповки тоже забиваются, особенно с внутренней стороны.
- Подвеска дольше «живет» со стальными дисками. Это преимущество больше относится к мифам о литье и штамповкам. Основывается оно на том, что стальные диски якобы демпфируют удары, благодаря чему подвеска меньше разбивается из-за плохих дорог. Если удар серьезный, то сталь действительно смягчит немного нагрузку. Но гарантии, что подвеска не развалится от этого – никакой нет абсолютно.
 Основывается оно на том, что стальные диски якобы демпфируют удары, благодаря чему подвеска меньше разбивается из-за плохих дорог. Если удар серьезный, то сталь действительно смягчит немного нагрузку. Но гарантии, что подвеска не развалится от этого – никакой нет абсолютно.
Основывается оно на том, что стальные диски якобы демпфируют удары, благодаря чему подвеска меньше разбивается из-за плохих дорог. Если удар серьезный, то сталь действительно смягчит немного нагрузку. Но гарантии, что подвеска не развалится от этого – никакой нет абсолютно.В итоге получается, что из реально важных достоинств штампованных дисков внимания достойны только цена, устойчивость к ударам и повышенные шансы успешной прокатки в случае серьезных нарушений геометрии. Остальное – постольку поскольку.
Переходим к недостаткам штампованных дисков:
- Склонность к коррозии. Вполне резонно, если изделие сделано из черного металла, то оно при контакте с влагой и кислородом будет ржаветь и гнить. Но это справедливо только для тех случаев, когда за автомобилем и его деталями владелец не следит. Соответственно, если со штампованных дисков сошла местами краска – они будут ржаветь. А вот если своевременно обновлять защитное покрытие, то и уязвимая к коррозии сталь может служить вечно.
- Большой вес. Который якобы влияет на интенсивность разгона, инерционность при торможении, и даже на расход топлива. Отчасти это все является правдой. Стальные штампованные диски действительно тяжелее аналогичных по размеру титанов. Но всего на пару килограмм. Влияет ли это сколь-либо серьезно на динамику и расход? Да. Но настолько незначительно, что для большинства автолюбителей такая разница не станет весомым аргументом при выборе.
- Унылый внешний вид. Штамповки и вправду выглядят стандартно и заурядно. Они не модные. Не крутые. Частично этот недостаток можно нивелировать разве что за счет колпаков. Реже применяется окраска по технологии принта. Но что со штамповками не делай, выглядеть так же, как литье, они не будут. Хоть и не для всех это показатель чего-то там.

В итоге получается, что недостатков ни много, ни мало. Если же вы регулярно следите за состоянием своего автомобиля и его комплектующих, не гонитесь за долями секунды в разгоне и за граммами сэкономленного бензина, а также не особо заморачиваетесь с внешним видом машины – то для вас недостатков у штампованных дисков нет вовсе. Одни сплошные преимущества.
Минусы:
- Кованые диски можно было бы смело назвать идеальными, если бы они не стоили так дорого. Цена даже самых недорогих из них измеряется в сотнях долларов за 1 шт. Очень редко литой диск может стоить примерно столько же, сколько и кованый. Такое бывает лишь в тех случаях, когда он произведен какой-нибудь известной фирмой, которая гарантирует отличное качество и долговечность. Цена, в таком случае, автоматически возрастает за счет дорогого бренда. Говорят, что цена на кованые колеса столь высока по причине высокой отходности при их изготовлении, но в это мало верится. Главной причиной их высокой стоимости, скорее всего, являются их неоспоримые достоинства, по сравнению с другими колесами. Однако стоит отметить, что кованые диски отечественного производства в разы дешевле колес именитых западных брендов.
- Кованые диски очень ограничены в дизайнерском разнообразии, а это значит, что внешне они несколько уступают литым колесам, разнообразие которых просто зашкаливает. Выбрать из них именно те, которые будут смотреться подобающим образом труднее, чем среди литья. Но, тем не менее, выбрать труднее, но можно, если хорошо поискать. Если бы кованые диски не были красивы, то не стоили бы так дорого, сохраняя при этом спрос на них.
Преимущества и недостатки литых дисков
Среди достоинств и недостатков литых колесных дисков, если объективно, больше мифов, чем реально обоснованных фактов. Тем не менее, доля правды даже в мифах, все равно, имеется. Выделить эту правду, и ее реальные масштабы – частичная задача этого материала.
К преимуществам литых дисков относят следующие плюсы:
- Внешний вид. С этим достоинством никак не поспоришь. Ведь титаны действительно выглядят солиднее штамповок. Кроме того, в отличие от стальных, литых дисков существует бесчисленное количество самых разных исполнений – на толстых спицах, на тонких, на закрученных, дизайнерских и так далее. Крутость увеличивается в разы, если за открытыми титанами красуется окрашенная в яркий цвет тормозная система. В сочетании с резиной низкого профиля титаны смотрятся еще лучше. В общем и целом – внешний вид у литых дисков объективно лучше, чем у однообразных штамповок.
- Небольшой вес. Наверное, уже нет особого смысла говорить, что легкие алюминиевые диски положительно влияют на динамику и на расход топлива. Выше уже было сказано, что влияние это весьма незначительное, а преимущество больше относится к мифам о литых и штампованных дисках. Кроме того, разница в весе не такая уж гигантская, какой ее рисуют, основываясь на том, что алюминий намного легче стали. Алюминий, как металл, действительно легче стали аж в 2,8 раз. Но это вовсе не означает, что литые диски в три раза легче штампованных. На самом деле, например, обычные 13-дюймовые титаны весят около 6 килограмм, тогда как аналогичные по размеру штамповки – 8 килограмм. Разница такая небольшая потому, что в литых дисках металла по объему гораздо больше, чем в стальных.
По сути, это и все. Небольшой вес, описанный одним пунктом, можно было, конечно же, растянуть на три – экономия топлива, лучший разгон и меньшая инерционность при торможении. Но смысла в этом нет никакого, поскольку все эти псевдо-преимущества настолько ничтожны, что для рядового автовладельца являются лишь поводом похвастаться перед другими. Не более того.
Но смысла в этом нет никакого, поскольку все эти псевдо-преимущества настолько ничтожны, что для рядового автовладельца являются лишь поводом похвастаться перед другими. Не более того.
Теперь недостатки литых дисков:
- Высокая цена. Многие, конечно же, скажут, что есть на рынке титаны не такие уж и дорогие. Особенно на вторичном рынке. Это правда. Но даже с учетом этих факторов, литые диски, все же, заметно дороже стальных. Особенно, если они оригинальные, с шильдиком какой-то конкретной марки автомобиля. Хотя те же кованые диски – еще дороже. Но там есть за что платить, и это уже другая история.
- Хрупкость. Алюминиевые диски действительно «боятся» ударных нагрузок, и в большинстве случаев серьезные удары выводят их из строя навсегда. Легкие деформации можно еще выправить, небольшие трещины заварить или запаять. Но факт остается фактом – литье более хрупкое, чем сталь. Опять же, в разумных пределах. При аккуратной эксплуатации вполне реально так и не увидеть никогда на своем примере, что такое лопнувший титан.
- Повышенная хрупкость на морозе. А вот это уже больше миф, чем недостаток. Алюминий действительно становится более хрупким при отрицательных температурах. Но заметить это можно лишь тогда, когда речь идет о морозах в 40-60 градусов по Цельсию. Зимы же в средних широтах, где в среднем морозы не сильнее 10-20 градусов, не повышают хрупкость титанов настолько, что на них прям и ездить нельзя.
- Трудности с прокаткой. Это тоже не миф. Литые диски трудно прокатать даже тогда, когда их геометрия нарушена слегка. Уже в таких случаях их приходится интенсивно нагревать, иначе есть риск не выправить колесо, а заставить его треснуть.
- На титанах быстрее «убивается» подвеска. Этот момент уже был косвенно рассмотрен выше. По сути, это миф. Да. На плохой дороге, да на низкопрофильной резине, да на жесткой спортивной подвеске – последняя будет «страдать» от плохой дороги. Но если поставить штамповки в аналогичные условия, долго они тоже не «проживут».


Итого получается, что недостатки есть, но все они значительны лишь при определенных, жестких условиях эксплуатации. В целом же, недостаток у титанов, который останавливает многих от их покупки – это цена. Точка.
Как производятся кованые диски
Технология производства кованых дисков значительно отличается от того, как создаются литые диски. Однако, данный процесс можно с натяжкой назвать настоящей ковкой. Скорее, производство кованых дисков правильно называть горячей штамповкой.
Для создания кованых дисков также берется алюминий или магний в качестве основы. Но сам процесс создания подразумевает обработку элемента под давлением при повышенной температуре. Подобным образом удается минимизировать количество воздуха между микрокомпонентами, то есть сделать диск более стойким, как к физическим воздействиям, так и на излом.
Обратите внимание: За счет повышенной прочности из-за используемого технологического процесса, кованые диски можно выполнять с меньшей толщиной стенок, чем литые.
После горячей штамповки диск подвергается механической обработки, а также рассмотренным выше процессам закалки и старения.
Виды колесных дисков — литье, ковка, штамповка и составные
Сегодня доступны несколько вариантов колесных дисков, которые принято делить как по способу их изготовления, так и по материалу, из которого они изготовлены.
Основные типы колесных дисков бывают:
Штампованные диски являются самыми доступными по цене, а также самыми тяжелыми по весу. Остальные варианты относятся к категории легкосплавных дисков, которые весят меньше и стоят дороже.
По дизайну самый широкий выбор имеют литые диски, в то время как самыми прочными являются кованые. Среди литых дисков наиболее дорогими являются составные диски.
Давайте разбираться, какие плюсы и минусы имеет каждый вариант.
Штампованные диски
Такие диски являются наиболее простым и дешевым вариантом, который обычно ставится автопроизводителем на бюджетные автомобили в целях снижения конечной стоимости.
Изготовление
Штампованные колеса производят из стали, для изготовления используется метод штампования.
Плюсы
Среди основных преимуществ стальных дисков можно выделить низкую стоимость, достаточную прочность, а также высокую ремонтопригодность (что достаточно важно при активной эксплуатации ТС на дорогах с плохим покрытием).
Минусы
- Большой вес по сравнению с аналогами, практически полное отсутствие выбора в плане дизайна, а также низкую антикоррозионную стойкость.
- Увеличенная масса штампованных дисков является причиной повышенного расхода топлива, снижения динамики, ухудшения управляемости, а также преждевременного выхода из строя отдельных элементов ходовой части. Также в ряде случаев страдает комфорт водителя и пассажиров.
- На практике владельцам приходится осуществлять регулярную покраску штампованных дисков, а также использовать пластмассовые колпаки для улучшения внешнего вида колес и автомобиля в целом.

Конечно, исключения бывают (например, фирменные 5-спицевые «штампы» на моделях Opel или дорогостоящие оригинальные колпаки, весьма удачно имитирующие литые диски), однако в большинстве случаев штампованный диск выглядит стандартно.
Литые диски
Эти колесные диски обозначаются cast, являются наиболее распространенным вариантом и часто ассоциируются с таким понятием, как «кастомизация».
Сегодня можно приобрести дешевые литые диски неизвестных производителей (по стоимости такие колеса не дороже качественной штамповки), средние по цене «массовые» решения известных брендов или дорогостоящие оригинальные заводские диски для автомобилей из среднего и премиального сегмента. Отдельного внимания также заслуживают эксклюзивные решения и тюнинг-колеса.
Изготовление
Основным материалом изготовления для таких дисков служат различные алюминиевые сплавы. Реже используется титановый или магниевый сплав (актуально для дорогостоящих версий). Литой диск изготавливается методом заливки сплава в специальную форму. Далее материал остывает, после чего извлекается из формы и проходит несколько этапов механической обработки.
Литой диск изготавливается методом заливки сплава в специальную форму. Далее материал остывает, после чего извлекается из формы и проходит несколько этапов механической обработки.
Еще добавим, что сегодня в арсенале у производителей имеются и более совершенные технологии изготовления литых дисков. Например, литье под давлением. При таком изготовлении расславленный алюминий, который залит в форму, также дополнительно подвергают определенному давлению. Результат — уменьшение пористости материала. Благодаря давлению образуется более цельная мелкозернистая структура, что делает материал заметно прочнее.
Еще одним способом является технология «flow forming». В основе лежит способ механической раскатки обода прямо на горячей заготовке. Метод раскатки позволяет добиться высокой прочности одновременно со снижением общей массы. Кстати, способ напоминает технологию производства кованых дисков. Единственным минусом можно считать то, что литье, которое изготавливается описанными выше способами, стоит намного дороже обычных литых колес.
Плюсы
- Среди основных преимуществ качественных литых дисков можно выделить небольшой вес и достаточную прочность, что позволяет снизить расход топлива, улучшить разгон автомобиля и его управляемость, повысить комфорт и уменьшить нагрузку на подвеску.
- Также можно выделить широчайший выбор литых дисков в плане дизайна и размеров, что позволяет подобрать подходящий вариант практически на любой автомобиль. Более того, подбор дисков на авто можно осуществить с учетом целого ряда требований, пожеланий и индивидуальных предпочтений самого заказчика.
Минусы
- Ремонт литых дисков не отличается хорошей ремонтопригодностью;
- Высокая вероятность потери внешнего вида в результате мелких механических повреждений, после нахождения колес в агрессивной среде и т.д.
- Прежде всего, литые диски не мнутся (в отличие от штамповки), а попросту раскалываются. Например, литье в результате попадания в яму может как сразу расколоться, так и постепенно накапливать микротрещины. Именно во втором случае есть опасность последующего раскола диска даже после незначительного удара.
- Также литые колеса отличают средние показатели и характеристики по ряду основных параметров. Еще на практике автолюбители отмечают, что использование литых колес по сравнению со штампованными дисками в определенных ситуациях может стать причиной выхода из строя деталей подвески, а также повреждения шин.
 Именно во втором случае есть опасность последующего раскола диска даже после незначительного удара.
Именно во втором случае есть опасность последующего раскола диска даже после незначительного удара.Например, если штампованное колесо попадает в яму, оно сминается, но не лопается. При этом часть энергии удара приходится именно на диск, а не на подвеску. В случае с литым диском энергия передается на ходовую часть автомобиля. Если же диск от удара раскололся, часто острые края в буквальном смысле слова разрывают и саму шину.
Кованые диски
Указанный тип колес обозначается forged, является самым прочным и легким по сравнению с аналогами. Обычно устанавливаются на мощные серийные авто и спорткары, а также активно используются в профессиональном автоспорте. Еще ковка весьма востребована в качестве решения в рамках всевозможных эксклюзивных проектов и гражданского тюнинга.
Еще ковка весьма востребована в качестве решения в рамках всевозможных эксклюзивных проектов и гражданского тюнинга.
Изготовление
Технология производства кованых дисков фактически является штампованием разогретой цельной заготовки (болванки), после чего выполняется последующая механическая обработка.
Как правило, материалом является алюминий, реже могут быть использованы другие сплавы.
Еще отметим, что кованые диски также могут быть произведены по технологии, которая предполагает вырезание диска из болванки на специальном станке. Данный тип ковки менее прочный, чем кованые диски, изготовленные традиционным способом, однако их прочность все равно намного выше, чем у литых колес.
Как правило, данный способ позволяет изготовить эксклюзивные решения по индивидуальному заказу, уникальные «дизайнерские» кованые диски, лимитированные серии колес и т.д. При этом настоящие спортивные кованые диски изготавливаются исключительно штампованием под высоким давлением. Дело в том, что только традиционный способ штамповки под прессом позволяет придать алюминиевому сплаву самую высокую прочность.
Плюсы
Среди основных плюсов кованых дисков можно выделить высочайшую прочность и низкий вес. При этом производители даже с учетом высокой сложности изготовления и ограничений все равно имеют возможность создавать стильные кованые колеса, которые не уступают литым по внешнему виду. Единственным нюансом является более узкий выбор моделей.
Минусы
- С учетом того, что процесс изготовления кованых колес сложный, дизайн ковки не имеет такого количества различных вариантов, как литье.
- К серьезным недостаткам относят высокую стоимость и низкую ремонтопригодность. На практике, кованые диски в одном случае могут треснуть (по аналогии с литыми колесами), а в другом всего лишь погнуться подобно штамповке. Так или иначе, но нагрузки, которые выдерживают кованые колеса, намного выше по сравнению даже с самым качественным литьем.

Разборные диски
Разборные колесные диски (аналогичные термины — составные/комбинированные/сборные диски) обычно имеют обозначение 2-piece или же 3-piece. Указанные диски являются не цельными, а представляют собой сборную конструкцию из 2 или 3 составных частей. Такие колеса зачастую используются в качестве решений для тюнинга автомобиля.
Изготовление
Как правило, центральная часть диска, которая включает в себя спицы и ступицу, изготовлена методом отливки. Это значит, что в плане дизайна, как и в случае с любым другим литьем, нет никаких ограничений. Также для придания большей прочности может быть применена ковка, однако такое решение используется заметно реже.
Плюсы
- Обод составного диска зачастую кованый, что делает его очень прочным. Крепление центральной части к ободу реализовано при помощи болтов из титана. В результате общая конструкция получается стильной по дизайну, легкой и прочной.
- Ремонтопригодность комбинированных дисков выше, чем у других легкосплавных аналогов. Часто удается заменить только поврежденную часть, а не весь диск целиком.
Минусы
К минусам таких колес можно отнести их высокую стоимость, которая зачастую может быть на одной отметке или даже выше, чем качественная ковка. Обратите внимание, составные диски, особенно с учетом особенностей их производства, не могут стоить дешево. Если на рынке встречаются бюджетные варианты таких колес, то обычно это низкосортная подделка.
Особенности
Еще добавим, что сборные диски могут состоять как из двух частей, так и из трех. В трехсоставном варианте обод имеет как внутреннюю часть, так внешнюю. Это дает возможность производителю гибко менять определенные параметры диска: ширина обода, вылет, глубина полки.
Также автолюбители в разных странах практикуют замену одних составных частей дисков на другие, что позволяет собрать колеса с учетом не только целевого назначения, но и ряда индивидуальных предпочтений.
Другие виды дисков
Напоследок отметим, что выше были рассмотрены основные виды и типы колесных дисков. Однако и это еще не все. Также следует отметить спицованные колеса, которые устанавливаются на различные варианты ретро-автомобилей и другой колесной техники.
Еще существуют композитные диски, которые ставятся на суперкары (среди других материалов используется пластик и карбон), а также кастом-диски в рамках различных индивидуальных проектов.
Так или иначе, в рамках данной статьи их мы рассматривать не будем, так как основное внимание было уделено исключительно массовым продуктам.
в чём отличия для литых и штампованных
Каждому автовладельцу, кто планирует покупку литых дисков, необходимо знать, что конструкция болтов и гаек, предназначенных для литых дисков, отличается от конструкции болтов и гаек, предназначенных для обычных штампованных дисков. Они не взаимозаменяемы, литые диски нельзя крепить болтами или гайками от штампованных и наоборот.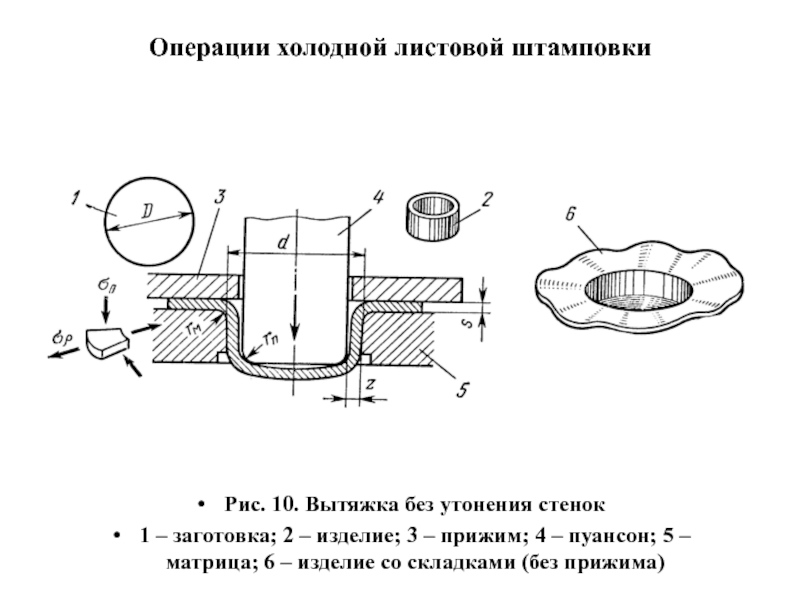
Из этой статьи вы узнаете:
Поэтому для нормальной эксплуатации двух комплектов колёс – на штампованных дисках и на литых – так же необходимо иметь и два комплекта болтов или гаек для них. Если используются секретные болты – то их так же должно быть два комплекта.
В чём отличия?
Отличия конструкции крепления прямо вытекают из конструкции самих колёсных дисков.
Штампованные диски чаще всего выпускаются из высокопрочной стали и имеют сравнительно небольшую толщину в месте крепления к ступице автомобиля. Поэтому болты или гайки, предназначенные для штамповки, имеют небольшую плоскую поверхность соприкосновения с диском в форме обычной «шляпки». Для надёжного крепления стального диска этого вполне достаточно.
Литые диски, в свою очередь, для уменьшения веса выпускаются из сплавов лёгких металлов, прочность которых ниже, чем у стали. Болты и гайки для литых дисков имеют конусообразную поверхность соприкосновения, площадь контакта которой больше, чем площадь контакта плоской «шляпки», применяемой для штамповки. Это сделано чтобы уменьшить точечную нагрузку на диск в месте крепления. И именно поэтому литой диск очень легко испортить, если попытаться закрепить его болтами или гайками от штампованного – место крепления просто разрушится.
Это сделано чтобы уменьшить точечную нагрузку на диск в месте крепления. И именно поэтому литой диск очень легко испортить, если попытаться закрепить его болтами или гайками от штампованного – место крепления просто разрушится.
Кроме всего прочего литые диски имеют заметно большую толщину, в отличие от штампованных, что так же обуславливается мягкостью материала, из которого они изготовлены. Этот момент необходимо учитывать и для крепления литых дисков подбирать более длинные болты. А если диски крепятся гайками — необходимо проверить остаточную длину шпилек в ступице автомобиля, количество полных оборотов гайки на которых должно быть не менее шести (примерно 10мм). Если оборотов получается меньше – ради собственной безопасности стоит задуматься о другой модели дисков или о замене шпилек в ступице.
Стоит отметить, что большинство конусообразных болтов и гаек для литых дисков выполняются под стандартным углом 60 градусов. Но иногда в продаже попадаются диски, крепление которых может отличаться от стандартного, например угол конуса может быть другим. Поэтому перед монтажом колеса необходимо проверить соответствие крепёжных отверстий дисков и ботов (или гаек).
Что ещё нужно знать?
В связи с тем, что литые диски выполняются из более мягкого материала, существует большая вероятность, что со временем их крепление к ступице может ослабнуть.
Во избежание неприятных ситуаций на дороге автовладельцу необходимо время от времени проверять затяжку болтов или гаек на литых дисках и, при необходимости, подтягивать.
Литые или штампованые диски зимой
Уже давно автолюбители спорят насчет выбора колесных дисков для зимних шин — одним нравится классическая «штамповка», другим — только «литье», и единое мнение в этом вопросе не достигнуто до сих пор. Попробуем разобраться, как ведут себя разные типы дисков в условиях зимней эксплуатации, и постараемся сделать правильный выбор.
Особенности дисков
Сейчас на автомобили устанавливаются стальные штампованные и цельнолитые колесные диски. Также популярны кованые диски, но из-за некоторых характеристик они схожи с литыми, поэтому их часто рассматривают вместе.
Также популярны кованые диски, но из-за некоторых характеристик они схожи с литыми, поэтому их часто рассматривают вместе.
Штампованные диски изготавливаются из нескольких деталей, которые получаются методом штамповки из листовой стали, обладающей определенными свойствами. Такие изделия достаточно прочные, устойчивы к деформации при ударе и воздействию низких температур. Однако при этом они весьма тяжелые и их внешний вид не отличается привлекательностью. Главное достоинство таких дисков заключается в сочетании их высокой прочности и невысокой стоимости.
Литые диски производятся с помощью литья из легких сплавов (в основном — алюминиевых), поэтому у них небольшая масса и повышенная прочность. Но главным преимуществом является привлекательный внешний вид. Но такие диски недостаточно устойчивы к ударным нагрузкам — в результате на них могут образоваться трещины, сколы, а в ряде случаев даже раскалывание. Легкосплавные диски немного теряют свои прочностные характеристики при слишком низких температурах.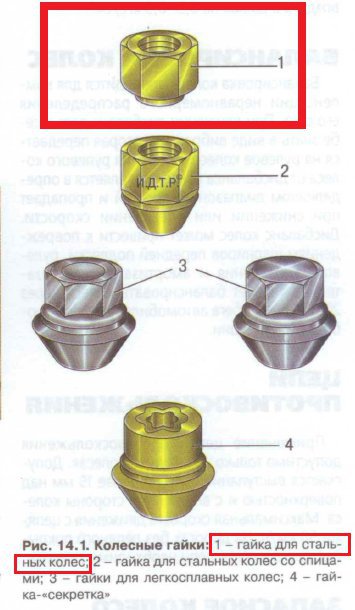 Кроме того, они имеют более высокую стоимость, но она вполне окупает все их положительные свойства.
Кроме того, они имеют более высокую стоимость, но она вполне окупает все их положительные свойства.
Такие различия в характеристиках дисков стали причиной разногласий по поводу того, какие из них лучше подойдут для использования зимой и летом. У обоих типов есть свои приверженцы, но зачастую выбор дисков осуществляется не по объективным причинам, а всего лишь на основании широко популярных мифов и предрассудков.
Мифы о зимней эксплуатации литых и штампованных дисков
Принято считать, что традиционная «штамповка» лучше подходит для эксплуатации зимой, чем летом. В пользу этого мнения свидетельствуют следующее доводы:
- Из-за сильных холодов литые диски могут разрушаться даже без воздействия значительных нагрузок;
- Зимой на дорогах скользко, поэтому высока вероятность получить боковой удар дисками о бордюры или иные препятствия, при этом «штамповке» после удара проще придать первоначальную форму, а «литье» обычно не подлежит восстановлению;
- Под снегом иногда скрываются ямы и другие преграды, при наезде на которые диски ломаются;
- Легкосплавные диски, особенно открытой конструкции, зимой забиваются снегом, что неизбежно приводит к нарушению балансировки и интенсивной коррозии ступичного подшипника, тормозных механизмов и других деталей;
- Под действием химических реагентов, которыми посыпают дороги, «литье» подвергается коррозии, утрачивает свой привлекательный внешний вид и все положительные характеристики.

Именно по этим причинам большинство автомобилистов перед приходом зимнего сезона устанавливают штампованные диски и не обращают внимание на то, что машина станет менее привлекательной и потеряет часть своих преимуществ, характерных для литых дисков. Но на самом деле нет смысла в такой замене, поскольку все доводы, приведенные выше — из разряда обычных слухов, многие из которых совсем не соответствуют действительности.
Эксплуатация литых и штампованных дисков в зимнее время
Чтобы понять, как в действительности ведут себя легкосплавные диски и автомобили на них зимой, нужно подробно разобрать каждый довод «против», приведенный выше.
1. Хрупкость «литья» при низких температурах. Принципиально такой аргумент верный — сплавы на основе алюминия при сильных холодах действительно становятся хрупкими и ломкими. Но на самом деле машины практически не сталкиваются с такими температурами, при которых диск может треснуть при ударе — такое возможно только в климатических условиях Крайнего Севера. Даже в Сибири столбик термометра зимой редко опускается ниже минус 40°C, поэтому при эксплуатации литых дисков никакого риска нет.
Даже в Сибири столбик термометра зимой редко опускается ниже минус 40°C, поэтому при эксплуатации литых дисков никакого риска нет.
2. Боковые удары. Этот аргумент тоже имеет право на жизнь, но подобные ситуации случаются крайне редко. Если и происходят удары о бордюр или иное препятствие, то они не настолько сильные, чтобы нанести какие-либо повреждения диску.
3. Опасность под снегом. На такие препятствия можно наехать, если только двигаться по целине, покрытой не укатанным снегом. Но в настоящих городских условиях практически нереально наехать на яму, скрытую под снегом, или какой-нибудь кирпич, так как во дворах и на дорогах снег укатан и не способен провалиться под тяжестью машины. Этот факт существенно снижает вероятность поломки литых дисков, поскольку все дорожные неровности сглажены утрамбованным снегом. Но это, разумеется, не имеет отношения к городским дорогам, которые постоянно чистятся от снежной массы.
4. Снег, забившийся в диски. Лед и мокрый снег с одинаковым успехом забивает как «штамповку», так и «литье», однако последние обладают явным преимуществом — у них такая конструкция, которая позволяет самоочищаться во время движения. Это также облегчает мойку дисков и лучшее охлаждение тормозного механизма, что особенно актуально во время гололедов.
Это также облегчает мойку дисков и лучшее охлаждение тормозного механизма, что особенно актуально во время гололедов.
5. Образование коррозии. Этот пункт неактуален для современных литых дисков — на них нанесено весьма надежное лакокрасочное покрытие, а некоторые модели покрыты еще более прочным химическим слоем. Поэтому таким дискам не страшны никакие реагенты, чего не скажешь о традиционных стальных дисках — зимой они разрушаются гораздо быстрее.
Особо следует отметить деформации дисков. Часто сторонники штампованных дисков приводят аргумент, что «штамповку» намного проще выправить и отремонтировать при повреждении, а «литье» после сильного удара придется выбрасывать. Однако зимой вероятность получить удар заметно снижается. А «штамповка» способна не только деформироваться, но и разбортовываться, тем самым становясь источником дополнительных проблем.
Поэтому не существует никаких видимых причин для того, чтобы отказываться от эксплуатации литых дисков в зимний сезон. Вопреки расхожему мнению, у штампованных дисков зимой нет никаких преимуществ перед литыми. Но здесь следует учесть один важный момент — это относится к качественным литым дискам, которые изготавливались с соблюдением всех норм и стандартов. Если же устанавливать на машину слишком дешевые диски ненадлежащего качества, то вряд ли удастся избежать проблем.
Вопреки расхожему мнению, у штампованных дисков зимой нет никаких преимуществ перед литыми. Но здесь следует учесть один важный момент — это относится к качественным литым дискам, которые изготавливались с соблюдением всех норм и стандартов. Если же устанавливать на машину слишком дешевые диски ненадлежащего качества, то вряд ли удастся избежать проблем.
Выбор дисков для зимы
Какому же типу дисков лучше отдать предпочтение в зимний сезон? Ответ достаточно прост — нужно выбирать те диски, которые подходят лично для вас и вашего автомобиля. Если машина летом «обута» в «литье», то зимой нет смысла ставить «штамповку» — такая замена не даст никакого положительного эффекта. А если авто постоянно эксплуатируется на штампованных дисках, то на зиму «литье» ставить бессмысленно, особенно если нет желания лишние деньги.
Но здесь существуют некоторые нюансы. Например, для автомобилей, эксплуатируемых в условиях Крайнего Севера, перед зимним сезоном есть смысл ставить «штамповку», которая лучше противостоит сильным морозам.
Также следует учесть вес литых дисков, который меньше штампованных, поэтому они обладают меньшей инерцией. Это дает некоторые преимущества: легкосплавные диски быстрее разгоняются или затормаживаются, что во время гололеда положительно сказывается на автомобильной управляемости, улучшает способность восстанавливать сцепление с дорожным полотном после срыва в занос и т.д. Поэтому такие диски зимой более безопасны, чем тяжелые штампованные, что является немаловажным фактором.
Как бы то ни было, выбор типа дисков для эксплуатации в зимний сезон — личное дело каждого водителя, и только вам решать, что устанавливать на автомобиль этой зимой.
Что лучше на зиму штамповка или литье
Литье или штамповка — что лучше надеть на зиму?
17 Октября 2014
С давних пор автомобилисты спорят по поводу выбора колесных дисков для лета и зимы — кто-то предпочитает классическую «штамповку», а кто-то выбирает только «литье», и единого мнения в этом вопросе нет. В этой статье мы выясним, как ведут себя разные типы колесных дисков в зимних условиях, подробно разберем несколько мифов, и постараемся сделать верный выбор.
В этой статье мы выясним, как ведут себя разные типы колесных дисков в зимних условиях, подробно разберем несколько мифов, и постараемся сделать верный выбор.
Особенности литых и штампованных дисков
Сегодня на автомобили устанавливается два принципиально разных типа колесных дисков — стальные штампованные и цельнолитые (или легкосплавные). Определенное распространение получили кованые диски, но по ряду характеристик они схожи с литыми, поэтому их зачастую рассматривают вместе. Эти диски кардинально отличаются друг от друга конструкцией и характеристиками.
Стальные штампованные диски производятся из нескольких деталей, полученных методом штамповки из листовой стали с определенными характеристиками. Таким дискам присущи все характеристики стали — они довольно прочные, при ударах получают деформации, которые можно выправить, устойчивы к сильно отрицательным температурам, но при этом тяжелые и имеют не самый привлекательный внешний вид. Основное достоинство этих дисков как раз и заключается в сочетании их невысокой цены и высокой прочности.
Литые диски изготавливаются методом литья из легких сплавов (преимущественно — алюминиевых), поэтому они имеют низкую массу и высокую прочность, а главное — привлекательный внешний вид. Однако литые диски обладают недостаточной устойчивостью к ударным нагрузкам — удар может привести не только к образованию сколов или трещин, но даже и к раскалыванию всего диска. Также легкосплавные диски несколько теряют свои прочностные качества при сильно отрицательных температурах. Наконец, литые диски имеют более высокую стоимость, но эта цена вполне окупает все их положительные качества.
Такие различия в свойствах дисков стали причиной спора о том, какие из них лучше использовать летом, а какие — зимой. У обоих типов дисков есть свои приверженцы, однако очень часто выбор дисков производится не по объективным причинам, а только лишь на основании распространенных мифов и предрассудков.
Литые диски
- 5 550 ₽
- 15 750 ₽
- 5 590 ₽
- 8 650 ₽
- 7 050 ₽
- 5 890 ₽
Показать все товары
- 6 430 ₽
- 11 970 ₽
- 1 980 ₽
- 11 130 ₽
- 3 510 ₽
- 4 185 ₽
- 8 200 ₽
- 1 930 ₽
- 1 950 ₽
- 10 995 ₽
Показать все товары
Сегодня принято считать, что традиционные штампованные диски лучше подходят для зимней эксплуатации, чем летние. В пользу этого мнения обычно приводятся следующее доводы:
В пользу этого мнения обычно приводятся следующее доводы:
- Из-за морозов литые диски могут ломаться даже без сильных нагрузок;
- Зимой дороги скользкие, поэтому вероятность бокового удара дисками о бордюры или иные препятствия выше, при этом штампованные диски после удара легче привести в норму, а литые обычно не подлежат восстановлению;
- Под снегом могут скрываться ямы и различные препятствия, при наезде которых литые диски ломаются;
- Литые диски, особенно открытой конструкции (с тонкими «спицами»), забиваются снегом, что нарушает балансировку, а также приводит к интенсивной коррозии тормозных механизмов, ступичного подшипника и других деталей;
- Под действием противогололедных реагентов литые диски подвергаются коррозии, теряют свой внешний вид и характеристики.
Именно по этим причинам многие автомобилисты на зиму устанавливают колеса на штампованных дисках, и мирятся с тем, что автомобиль становится менее привлекательным и теряет некоторые преимущества, которые дают им литые диски (например, снижение неподрессоренной массы, и связанное с этим общее улучшение комфорта и управляемости). Но в действительности смысла в такой замене нет, так как все приведенные выше доводы — это что-то из области слухов, и большинство из них не совсем соответствует действительности.
Как в действительности ведут себя литые и штампованные диски зимой?
Что же в действительности происходит с литыми дисками и автомобилем на таких дисках зимой? Чтобы понять это, нужно подробно разобрать каждый приведенный выше довод «против».
Хрупкость «литья» на морозе. Принципиально этот довод верный — алюминиевые сплавы при сильно отрицательных температурах действительно становятся более хрупкими и ломкими. Однако в действительности автомобили практически не сталкиваются с такими морозами, при которых легкосплавной диск может расколоться при ударе — это возможно только в условиях Крайнего Севера. А даже в Сибири температура зимой редко опускается ниже -40°C, поэтому никакого риска при эксплуатации литых дисков нет.
Боковые удары. Этот довод тоже имеет право на жизнь, однако вспомните — давно ли вы ударялись колесами о препятствия? Такие ситуации бывают крайне редко, а если и бывают, то удары в этом случае не настолько сильные, чтобы повредить диск.
Опасность под снегом. С такими препятствиями можно столкнуться, если только ехать по целине, покрытой не укатанным снегом, однако в реальных городских условиях наехать на скрытую под снегом яму или кирпич практически нереально, потому что на дорогах и во дворах снег укатан и не может провалиться под тяжестью автомобиля. Кстати говоря, этот факт значительно снижает вероятность поломки литых дисков, так как все неровности дорог сглажены утрамбованным снегом. Хотя это, конечно, не относится к городским дорогам, которые регулярно чистятся от снега.
Снег в дисках. Мокрый снег и лед в действительности с одинаковым успехом забивает и штампованные, и литые диски, однако у последних есть преимущество — они обычно имеют такую конструкцию, которая обеспечивает самоочищение во время движения. Это, кстати говоря, облегчает и мойку дисков, и лучшее охлаждение тормозных дисков, что актуально во время гололедов, когда тормоза применяются гораздо активнее.
Коррозия дисков. Этот пункт для современных литых дисков неактуален — они несут на себе очень надежное лакокрасочное покрытие, а многие диски имеют куда более прочное химическое покрытие (например, анодирование). Так что литым дискам реагенты не страшны, чего нельзя сказать о традиционных стальных дисках — они зимой разрушаются гораздо быстрее.
Так что литым дискам реагенты не страшны, чего нельзя сказать о традиционных стальных дисках — они зимой разрушаются гораздо быстрее.
Особо нужно сказать о деформациях дисков. Очень часто сторонники штампованных дисков приводят довод, что эти диски гораздо проще выправить и отремонтировать при повреждении, а литые диски после сильного удара можно будет только выбросить. Однако зимой, как мы уже выяснили, риск ударов не только не повышается, но в ряде случаев и снижается. Кроме того, штампованные диски могут не только деформироваться, но и разбортовываться, доставляя дополнительные проблемы.
Таким образом, не существует никаких реальных причин отказаться от эксплуатации литых дисков в зимнее время. И, вопреки распространенному мнению, «штамповка» зимой не имеют никаких преимуществ перед литьем. Однако здесь нужно сделать важное замечание — это относится к качественным литым дискам, изготовленным с соблюдением всех стандартов и норм. Если же использовать слишком дешевые диски сомнительного качества, то проблем точно не избежать.
Что выбрать для установки в зимнее время?
Итак, какому типу дисков стоит отдать предпочтение зимой? В действительно, ответ очень прост — выбирайте те диски, которые предпочтительнее лично для вас. Если автомобиль летом «обут» в «литье», то на зиму не имеет смысла ставить «штамповку» — никакого положительного эффекта от этой замены не будет. А если автомобиль всегда эксплуатируется на штампованных дисках, то и на зиму «литье», особенно если вы не хотите тратить лишние деньги, ставить нет смысла.
Хотя здесь есть несколько нюансов. В частности, для автомобилей, постоянно эксплуатируемых в условиях Севера, на зиму имеет смысл ставить штампованные диски, которые лучше противостоят суровым морозам.
Также нужно учитывать, что литые диски легче штампованных, поэтому имеют меньшую инерцию. Что это дает? Очень многое: литые диски быстрее затормаживаются или разгоняются, что в условиях гололеда оказывает положительное влияние на управляемость автомобиля, улучшает способность восстанавливать сцепление с дорогой после срыва в занос и т. д. Так что легкие литые диски зимой в целом более безопасны, чем тяжелые штампованные, а этот фактор очень важен.
д. Так что легкие литые диски зимой в целом более безопасны, чем тяжелые штампованные, а этот фактор очень важен.
В любом случае, выбор типа дисков для зимней эксплуатации — личное дело каждого автомобилиста, и только вам решать, во что будет «обут» ваш автомобиль этой зимой.
Какие диски лучше на зиму литые или штампованные: стальные колесные диски зимой
Вопросом, какие диски лучше на зиму, литые или штампованные, задаются многие владельцы транспортных средств. Выбирать надо внимательно, так как комплектующие на авто достаточно дорогостоящие. Будет полезно разобраться в вопросе выбора более детально.
Какие диски — литье или штамповка, на зиму лучше
Многие владельцы авто рано или поздно начинают думать об установке легкосплавных литых автодисков, которые, как заявляют изготовители, увеличивают маневренность авто. Принимая во внимание легкость, также сокращается и расход бензина.
Разнообразие дисковЛитые автодиски выпускаются из оксида алюминия. Материал мало весомый, но при этом надежный. Цена его значительно меньше, чем у титана. В отличие от штампа из стали, автодиски из алюминия очень жесткие. При значительном ударе по металлу изделие может дать трещину или полностью расколоться. Китайские бренды применяют недорогие металлические сплавы, несоответствующие стандартам качества, поэтому цена дисков ниже.
Материал мало весомый, но при этом надежный. Цена его значительно меньше, чем у титана. В отличие от штампа из стали, автодиски из алюминия очень жесткие. При значительном ударе по металлу изделие может дать трещину или полностью расколоться. Китайские бренды применяют недорогие металлические сплавы, несоответствующие стандартам качества, поэтому цена дисков ниже.
Выбирать лучше оригинальные или дорогие аналоги, дешевые изделия некачественные. Дорогие легкосплавные литые автодиски создаются способом горячей прессовки (ковки). Такая технология довольно недешевая, но дает возможность уплотнить металлические молекулы, повышая надежность и прочность конструкции.
Литые вариантыКакие диски на зиму (литье или штамповка) выбрать, решать автовладельцу, но рациональнее один раз заплатить много и потом не думать о замене. Наиболее дорогие автодиски алюминиевые с включением циркония. Он делает металл наиболее пластичным, сокращает хрупкость изделия и вероятность растрескивания.
Автодиски штампованные из стали более дешёвые и изготавливаются легче. Применяется методика прессовки. Поэтому металлический элемент может деформироваться при перегрузках и без значительного ущерба для всей конструкции. Но сталь тяжелая, это отрицательно сказывается на управляемости авто, увеличивает расход топлива. Стоимость автодисков из стали примерно в 3-4 раза меньше, чем у литья.
Применяется методика прессовки. Поэтому металлический элемент может деформироваться при перегрузках и без значительного ущерба для всей конструкции. Но сталь тяжелая, это отрицательно сказывается на управляемости авто, увеличивает расход топлива. Стоимость автодисков из стали примерно в 3-4 раза меньше, чем у литья.
Почему важно выбрать оригинальные автомобильные диски на зиму
Какие диски лучше для зимы, стальные или литые, понятно, но что выгоднее купить, оригинал либо аналог? Автодиски у официальных производителей очень дорогостоящие, если сравнить с похожими изделиями в автомагазинах, реализующих комплектующие для авто.
Диски у автодилеров строго соответствуют международным стандартам, а модификации в магазинах могут различаться одним или 2-3 характеристиками.
Есть несколько решений:
- Можно приобрести автодиски у автодилера и забыть о проблеме выбора и поисков.
- Возможно найти диски в магазинах, которые не противоречат требуемым параметрам. Однако даже в мегаполисах с этим проблематично. Тем не менее, всегда есть реальный шанс оформить заказ через интернет, где проблематичных ситуаций с выбором точно нет.
- Можно приобрести автомобильные диски, которые отличны одним или несколькими параметрами.
Характеристика и параметры автодисков для зимы
Диски автомобильные имеют плюсы и минусы. Характеристики следующие:
- Штампованные. Данный вид колесных автодисков востребован еще и потому, что многие современные авто реализуются с завода именно на таких модификациях. Ну а автовладельцы не спешат тратиться на новые комплектующие и применяют имеющиеся весь период эксплуатации авто. Плюсом штамповки является их реакция на попадание колеса в углубления на дорожном полотне. Деформированное изделие почти всегда подлежит восстановлению. Минусом штампованных автодисков считается их масса, превышающая по весу литье и ковку.
- Литые. Очень востребованные среди россиян комплектующие. Литье отличается от штамповки, изготовленной из стали — литые диски создаются из алюминия или сплава магния. Их вес значительно меньше, что и является достоинством дисков. Также литье хорошо проводит тепло, создается в самом невероятном дизайнерском исполнении. Минус литья заключается в относительно высокой стоимости и хрупкости. Тем не менее, такие автодиски очень востребованы среди потребителя.
- Кованые. Плюс таких автодисков в их надежности и крепости. Помимо этого, ковка меньше всего весит. Минус — ограниченное дизайнерское исполнение. Стоимость изделий практически как и у литья.
 Плюсом штамповки является их реакция на попадание колеса в углубления на дорожном полотне. Деформированное изделие почти всегда подлежит восстановлению. Минусом штампованных автодисков считается их масса, превышающая по весу литье и ковку.
Плюсом штамповки является их реакция на попадание колеса в углубления на дорожном полотне. Деформированное изделие почти всегда подлежит восстановлению. Минусом штампованных автодисков считается их масса, превышающая по весу литье и ковку.
Можно ли зимой ездить на литых дисках
Дороги зимойЗимой ездить на литых дисках можно, в зависимости от личного предпочтения и стиля автовождения. Важно осознавать, что грязь и грязе-снежная каша, наледь, намерзшие места на дороге могут деформировать автодиски.
Поэтому, если нет уверенности в опыте автовождения и качестве функционирования коммунальных служб, литье на зиму лучше не ставить.В плюс говорит и тот факт, что применяемые зимой коммунальными службами вещества для посыпания дорожного полотна могут отрицательно действовать на краску автомобильных дисков, хотя очень многое зависит от качества литья и бренда.
Кстати, если все-таки автовладелец решил применять литые автодиски в зимний период, надо предпочесть высокопрофильные автошины с меньшим допустимым изготовителем авто размером автодиска. Это сохранит изделие от деформации, растрескиваний, а автовладельца от дополнительных денежных трат и забот по реставрированию или смене.
Какие стальные диски лучше на зиму
Если кратко подвести итог, то ответ на данный вопрос прост.
Ковка, несмотря на свою высокую стоимость, актуальна среди отечественных потребителей, благодаря качествам, которыми обладают изделия, выполненные по уникальной технологии.
Литье или штамповку на зиму — что выбрать? Это решать только владельцу транспортного средства. В любом случае опираться следует на репутацию бренда и типоразмер для индивидуальной машины.
Какие диски лучше на зиму литые или штампованные?
С давних пор автомобилисты спорят по поводу выбора колесных дисков для лета и зимы — кто-то предпочитает классическую «штамповку», а кто-то выбирает только «литье», и единого мнения в этом вопросе нет. В этой статье мы выясним, как ведут себя разные типы колесных дисков в зимних условиях, подробно разберем несколько мифов, и постараемся сделать верный выбор.
Лично мое мнение: у рачительного автовладельца всегда должно быть два комплекта колесных дисков – для летней резины и для зимней. Это простая экономика: один раз платишь за второй комплект дисков, и один раз – за шиномонтаж. А потом подготовка к новому сезону проходит за полчаса, которые требуются, чтобы самостоятельно поменять четыре колеса на автомобиле. Те, кто уже давно все просчитал, чаще всего имеют легкосплавные диски на летний сезон и стальные штампованные – для зимы. Аргументируется такой выбор просто: летние – для красоты, а зимой, с ее солями и реагентами, подойдут и штампованные. Да и дешевле так. И все же вопрос: «какие диски выбрать на зиму – легкосплавные или штампованные?», — становится актуальным перед каждым наступлением зимы. Так что стоит рассмотреть преимущества обоих вариантов.
Особенности литых и штампованных дисков
Сегодня на автомобили устанавливается два принципиально разных типа колесных дисков — стальные штампованные и цельнолитые (или легкосплавные). Определенное распространение получили кованые диски, но по ряду характеристик они схожи с литыми, поэтому их зачастую рассматривают вместе. Эти диски кардинально отличаются друг от друга конструкцией и характеристиками.
Определенное распространение получили кованые диски, но по ряду характеристик они схожи с литыми, поэтому их зачастую рассматривают вместе. Эти диски кардинально отличаются друг от друга конструкцией и характеристиками.
Актуальные Автоновости
Стальные штампованные диски производятся из нескольких деталей, полученных методом штамповки из листовой стали с определенными характеристиками. Таким дискам присущи все характеристики стали — они довольно прочные, при ударах получают деформации, которые можно выправить, устойчивы к сильно отрицательным температурам, но при этом тяжелые и имеют не самый привлекательный внешний вид. Основное достоинство этих дисков как раз и заключается в сочетании их невысокой цены и высокой прочности.
Литые диски изготавливаются методом литья из легких сплавов (преимущественно — алюминиевых), поэтому они имеют низкую массу и высокую прочность, а главное — привлекательный внешний вид. Однако литые диски обладают недостаточной устойчивостью к ударным нагрузкам — удар может привести не только к образованию сколов или трещин, но даже и к раскалыванию всего диска. Также легкосплавные диски несколько теряют свои прочностные качества при сильно отрицательных температурах. Наконец, литые диски имеют более высокую стоимость, но эта цена вполне окупает все их положительные качества.
Также легкосплавные диски несколько теряют свои прочностные качества при сильно отрицательных температурах. Наконец, литые диски имеют более высокую стоимость, но эта цена вполне окупает все их положительные качества.
Такие различия в свойствах дисков стали причиной спора о том, какие из них лучше использовать летом, а какие — зимой. У обоих типов дисков есть свои приверженцы, однако очень часто выбор дисков производится не по объективным причинам, а только лишь на основании распространенных мифов и предрассудков.
Мифы об эксплуатации литых и штампованных дисков зимой
Сегодня принято считать, что традиционные штампованные диски лучше подходят для зимней эксплуатации, чем летние. В пользу этого мнения обычно приводятся следующее доводы:
- Из-за морозов литые диски могут ломаться даже без сильных нагрузок;
- Зимой дороги скользкие, поэтому вероятность бокового удара дисками о бордюры или иные препятствия выше, при этом штампованные диски после удара легче привести в норму, а литые обычно не подлежат восстановлению;
- Под снегом могут скрываться ямы и различные препятствия, при наезде которых литые диски ломаются;
- Литые диски, особенно открытой конструкции (с тонкими «спицами»), забиваются снегом, что нарушает балансировку, а также приводит к интенсивной коррозии тормозных механизмов, ступичного подшипника и других деталей;
- Под действием противогололедных реагентов литые диски подвергаются коррозии, теряют свой внешний вид и характеристики.

Именно по этим причинам многие автомобилисты на зиму устанавливают колеса на штампованных дисках, и мирятся с тем, что автомобиль становится менее привлекательным и теряет некоторые преимущества, которые дают им литые диски (например, снижение неподрессоренной массы, и связанное с этим общее улучшение комфорта и управляемости). Но в действительности смысла в такой замене нет, так как все приведенные выше доводы — это что-то из области слухов, и большинство из них не совсем соответствует действительности.
Как в действительности ведут себя литые и штампованные диски зимой?
Что же в действительности происходит с литыми дисками и автомобилем на таких дисках зимой? Чтобы понять это, нужно подробно разобрать каждый приведенный выше довод «против».
Хрупкость «литья» на морозе. Принципиально этот довод верный — алюминиевые сплавы при сильно отрицательных температурах действительно становятся более хрупкими и ломкими. Однако в действительности автомобили практически не сталкиваются с такими морозами, при которых легкосплавной диск может расколоться при ударе — это возможно только в условиях Крайнего Севера. А даже в Сибири температура зимой редко опускается ниже -40°C, поэтому никакого риска при эксплуатации литых дисков нет.
А даже в Сибири температура зимой редко опускается ниже -40°C, поэтому никакого риска при эксплуатации литых дисков нет.
Боковые удары. Этот довод тоже имеет право на жизнь, однако вспомните — давно ли вы ударялись колесами о препятствия? Такие ситуации бывают крайне редко, а если и бывают, то удары в этом случае не настолько сильные, чтобы повредить диск.
Опасность под снегом. С такими препятствиями можно столкнуться, если только ехать по целине, покрытой не укатанным снегом, однако в реальных городских условиях наехать на скрытую под снегом яму или кирпич практически нереально, потому что на дорогах и во дворах снег укатан и не может провалиться под тяжестью автомобиля. Кстати говоря, этот факт значительно снижает вероятность поломки литых дисков, так как все неровности дорог сглажены утрамбованным снегом. Хотя это, конечно, не относится к городским дорогам, которые регулярно чистятся от снега.
Актуальные Автоновости
Снег в дисках. Мокрый снег и лед в действительности с одинаковым успехом забивает и штампованные, и литые диски, однако у последних есть преимущество — они обычно имеют такую конструкцию, которая обеспечивает самоочищение во время движения. Это, кстати говоря, облегчает и мойку дисков, и лучшее охлаждение тормозных дисков, что актуально во время гололедов, когда тормоза применяются гораздо активнее.
Это, кстати говоря, облегчает и мойку дисков, и лучшее охлаждение тормозных дисков, что актуально во время гололедов, когда тормоза применяются гораздо активнее.
Коррозия дисков. Этот пункт для современных литых дисков неактуален — они несут на себе очень надежное лакокрасочное покрытие, а многие диски имеют куда более прочное химическое покрытие (например, анодирование). Так что литым дискам реагенты не страшны, чего нельзя сказать о традиционных стальных дисках — они зимой разрушаются гораздо быстрее.
Особо нужно сказать о деформациях дисков. Очень часто сторонники штампованных дисков приводят довод, что эти диски гораздо проще выправить и отремонтировать при повреждении, а литые диски после сильного удара можно будет только выбросить. Однако зимой, как мы уже выяснили, риск ударов не только не повышается, но в ряде случаев и снижается. Кроме того, штампованные диски могут не только деформироваться, но и разбортовываться, доставляя дополнительные проблемы.
Таким образом, не существует никаких реальных причин отказаться от эксплуатации литых дисков в зимнее время. И, вопреки распространенному мнению, «штамповка» зимой не имеют никаких преимуществ перед литьем. Однако здесь нужно сделать важное замечание — это относится к качественным литым дискам, изготовленным с соблюдением всех стандартов и норм. Если же использовать слишком дешевые диски сомнительного качества, то проблем точно не избежать.
И, вопреки распространенному мнению, «штамповка» зимой не имеют никаких преимуществ перед литьем. Однако здесь нужно сделать важное замечание — это относится к качественным литым дискам, изготовленным с соблюдением всех стандартов и норм. Если же использовать слишком дешевые диски сомнительного качества, то проблем точно не избежать.
Что выбрать для установки в зимнее время?
Итак, какому типу дисков стоит отдать предпочтение зимой? В действительно, ответ очень прост — выбирайте те диски, которые предпочтительнее лично для вас. Если автомобиль летом «обут» в «литье», то на зиму не имеет смысла ставить «штамповку» — никакого положительного эффекта от этой замены не будет. А если автомобиль всегда эксплуатируется на штампованных дисках, то и на зиму «литье», особенно если вы не хотите тратить лишние деньги, ставить нет смысла.
Хотя здесь есть несколько нюансов. В частности, для автомобилей, постоянно эксплуатируемых в условиях Севера, на зиму имеет смысл ставить штампованные диски, которые лучше противостоят суровым морозам.
Также нужно учитывать, что литые диски легче штампованных, поэтому имеют меньшую инерцию. Что это дает? Очень многое: литые диски быстрее затормаживаются или разгоняются, что в условиях гололеда оказывает положительное влияние на управляемость автомобиля, улучшает способность восстанавливать сцепление с дорогой после срыва в занос и т.д. Так что легкие литые диски зимой в целом более безопасны, чем тяжелые штампованные, а этот фактор очень важен.
В любом случае, выбор типа дисков для зимней эксплуатации — личное дело каждого автомобилиста, и только вам решать, во что будет «обут» ваш автомобиль этой зимой.
Кованые диски — лучший выбор для зимней эксплуатации?
Если вы не хотите жертвовать качеством внешнего вида автомобиля, но в то самое время не готовы подвергать себя определенной опасности при поездке на литых дисках, отдайте предпочтение кованым вариантам колес для вашего авто в зимнее время. Это оптимальный по всем параметрам диск, который сочетает самые важные преимущества легкосплавных вариантов и штампованных стальных колес. Даже при очень сильных механических влияниях диск просто немного погнется, его можно будет легко восстановить в специализированном сервисе. Преимущества кованых дисков очевидны для каждого автомобилиста:
Даже при очень сильных механических влияниях диск просто немного погнется, его можно будет легко восстановить в специализированном сервисе. Преимущества кованых дисков очевидны для каждого автомобилиста:
- они значительно легче, чем литые или штампованные диски, поэтому снижают расход топлива и улучшают эксплуатационные свойства машины;
- на кованых дисках вы сразу же заметите разницу в управляемости автомобилем, машина станет лучше рулиться в поворотах и на скорости;
- кованые диски не лопаются при наезде на препятствие, они просто немного деформируются, повторяя преимущества штампованных колес;
- если простые стальные диски гнуться даже от небольших влияний, то для деформации ковки вам придется очень сильно не щадить автомобиль;
- колеса долговечные, они не царапаются, не скалываются и не обладают прочими важными недостатками, которые надоедают с другими типами дисков.
Вы можете установить кованые диски, но это будет стоить очень дорого. Зачастую ковку ставят только на очень дорогие автомобили, которые обладают прекрасным качеством и отлично эксплуатируются. Но кованые диски могут сильно изменить поведение даже старого ВАЗа. Достаточно приобрести качественные колеса, которые полностью подходят не только по размеру, но и по прочим важным техническим параметрам вашему автомобилю. Кованые диски серьезно изменят поведение машины, предоставят очень важные технические особенности вашему транспорту и значительно поднимут уровень безопасности поездки в зимнее время.
Зачастую ковку ставят только на очень дорогие автомобили, которые обладают прекрасным качеством и отлично эксплуатируются. Но кованые диски могут сильно изменить поведение даже старого ВАЗа. Достаточно приобрести качественные колеса, которые полностью подходят не только по размеру, но и по прочим важным техническим параметрам вашему автомобилю. Кованые диски серьезно изменят поведение машины, предоставят очень важные технические особенности вашему транспорту и значительно поднимут уровень безопасности поездки в зимнее время.
Какие диски выбрать на зиму?
1. Выбирайте простой дизайн.
Если вы хотите, чтобы зимой у вас не возникало проблем с чисткой дисков, не выбирайте многоспицевые и фигурные дизайны. Такие модели украшают автомобиль, но их очень сложно отмыть от грязи, которой очень много на наших зимних дорогах. В результате, практически на протяжении всего зимнего сезона, ваши красивые колеса будут грязными.
Кроме этого, в многоспицевых дизайнах, снежная каша часто попадает в узкие расстояния между спицами и замерзает, нарушая балансировку колеса. Начинаются биения руля, увеличивается вибрация, а также нагрузка на механизмы рулевого управления и подвески.
Оптимальный вариант пятиспицевый или шестиспицевый диск с широкими плоскими лучами, который легко отмыть и привести в первозданный вид, протерев спицы специальным составом.
Актуальные Автоновости
2. Выбирайте диски без полировки.
В современных литых дисках часто используются полированные элементы. Такие диски выглядят очень эффектно, и дизайнеры любят использовать эту технологию, чтобы подчеркнуть те или иные части диска. Однако для зимних условий эксплуатации, у этих дисков есть один, но очень неприятный недостаток. Прозрачный лак, который наносится на полированную поверхность, гораздо менее прочный, чем порошковая краска, применяемая для окраски основной части дисков.
Это касается также и очень дорогих и качественных дисков, которые окрашиваются по специальной сложной технологии. На полированной поверхности вероятность появления коррозии гораздо выше, чем на остальной поверхности колесного диска. Даже небольшие царапинки или сколы от камней будут приводить к некрасивым пятнам на полированной поверхности диска, которые будут увеличиваться из года в год.
3. Выбирайте одноцветные диски.
Контрастно окрашенные диски очень стильно смотрятся на автомобиле, однако зимой колеса зачастую настолько грязные, что на всех транспортных средствах выглядят одного цвета — бурого.
Рекомендуется ставить на зимний сезон диски стального или серебристого цветов. На этом цвете грязь видно меньше всего. Это не единственная причина, почему для зимы выбирают оттенки, наиболее близкие к металлическим: если краска местами облезает, это не так сильно бросается в глаза.
4. На зиму выбирайте штамповку.
Если вы не хотите тратить много денег на покупку дисков для зимы и вам важнее всего практичность и соотношение цена/качество, то очень неплохим вариантом для вас будут штампованные (стальные) диски.
Разумеется, у легкосплавных литых колес огромный выбор дизайнов, которых нет у штампованных дисков, однако «штамповка» имеет ряд преимуществ:
- Низкая цена на диски, которая может быть в два, а то и три раза ниже, чем у литых колес.
- При попадании колеса в большую яму, диск сминается и забирает значительную часть энергии, оставляя в сохранности дорогостоящие детали подвески автомобиля и кузова. При этом меньше вероятность повреждения самой покрышки. Именно ее боковина страдает больше всего при ударе, и на ней чаще всего появляются повреждения и грыжи.

5. На зиму покупайте диски с наименьшим типоразмером, рекомендованным производителем авто.
Любой автомобиль на низкопрофильной резине с большими красивыми дисками выглядит великолепно. Но это летом. Зимой же этой красоты чаще всего никому не видно, потому что погодные условия и грязные колеса не позволяют демонстрировать машину во всей красе.
Поэтому можно значительно сэкономить, поставив на холодное время года диски наименьшего диаметра, рекомендованного автопроизводителем. Например, типоразмеры дисков на TOYOTA Camry 7 от 16′ до 19′ дюймов. На лето можно покупать 19′, а на зиму 16′ дюймов. Да и шины меньшего диаметра и большего профиля тоже стоят гораздо дешевле низкопрофильных.
Внешний размер колеса при этом остается без изменений, поскольку увеличивается профиль самой шины (это наглядно видно в шинном калькуляторе). Вы сразу заметите, что автомобиль при движении станет «мягче» и комфортнее. Также уменьшится вероятность «пробоя» шины и повреждения диска при попадании в яму, которых в зимнее время (а особенно ближе к весне) становится гораздо больше.
Кроме всего прочего, рекомендуемые автопроизводителем типоразмеры шин с меньшим диаметром, как правило, имеют меньшую ширину. Это положительно сказывается на управляемости автомобиля на зимней «снежной каше»: машина меньше «плывет» по дороге, лучше тормозит и лучше разгоняется.
6. Внимательно выбирайте шиномонтаж.
Как знает большинство автовладельцев, диски «бортируются» на шиномонтажном станке. Проследите, чтобы он был укомплектован пластиковыми протекторами на зажимные кулачки станка и пластиковой накладкой на монтировку.
Актуальные Автоновости
Это предохранит алюминиевый диск от повреждения. Подобные царапины, впоследствии, приводят к вздутию лакокрасочного покрытия и оно постепенно сходит. То же касается торцевой головки, которой прикручивают колесо: она должна быть «облита» пластиком.
Подобные царапины, впоследствии, приводят к вздутию лакокрасочного покрытия и оно постепенно сходит. То же касается торцевой головки, которой прикручивают колесо: она должна быть «облита» пластиком.
Словом проследите, чтобы устанавливаемые на ваш автомобиль диски контактировали с металлическим оборудованием сервиса только через пластиковые накладки, во избежание возникновения мелких повреждений на краске диска. А также следите, чтобы шиномонтажники, вынимая ваши диски из коробок, не клали их на пол! Особенно до того момента, пока на них не одеты покрышки. Это приводит к появлению царапин на ваших новых дисках.
Внимание! Требуйте от работников шиномонтажа примерки колесных дисков на автомобиль ДО УСТАНОВКИ (БОРТИРОВКИ) НА НИХ ПОКРЫШЕК!
Если диски не подойдут по каким-либо причинам к вашему автомобилю (бывают ошибки в каталогах или просто вам их неправильно подобрали), то их без проблем вам поменяют на другие или вернут деньги. Но если на диски уже успели надеть шины, то такие диски, со следами установки («бортировки»), у вас не примут обратно! Это касается любых автозапчастей, и диски с шинами не являются исключением.
Какие диски лучше: штампованные или литые
Много лет в кругах автолюбителей возникает один и тот же вопрос – литые или штампованные диски, что лучше? Однозначного ответа нет. Литые выглядят куда эффектнее, зато штампованные дешевле. Для того чтобы определить, чем отличаются литые диски от штампованных, нужно определиться, что важно самому автовладельцу, разобраться в преимуществах и недостатках, а также учесть множество нюансов, таких, например, как качество дорог.
Литые диски
Споры возникают, как правило, с приходом зимы. И чаще всего этот спор проигрывают любители «титанов», ведь литье боится минусовых температур и становится более хрупкими.
Не участвуют в спорах лишь те, кто имеет оба комплекта и, переобувая резину в зависимости от сезона, меняют колеса вместе с дисками. Летом они ездят с красивыми литыми, а зимой – с практичными штампованными.
Литые автомобильные диски
Автомобильные литые диски изготавливают методом литья. В специальные формы заливают расплавленную смесь алюминиевого либо магниевого сплава. Уже после отливки они поддаются обработке. Сплавы гораздо легче стали, что радует, поскольку, чем легче автомобиль, тем он маневреннее и потребляет меньше топлива. Диски из этих сплавов меньше поддаются коррозии, практически не покрываются ржавчиной и не гниют.
Уже после отливки они поддаются обработке. Сплавы гораздо легче стали, что радует, поскольку, чем легче автомобиль, тем он маневреннее и потребляет меньше топлива. Диски из этих сплавов меньше поддаются коррозии, практически не покрываются ржавчиной и не гниют.
Изобилие различных форм радует представительниц прекрасного пола. Рисунков столько, что каждый сможет подобрать себе по вкусу. Автомобиль с литыми дисками выглядит очень стильно и эстетически привлекательно.
Многие владельцы при покупке автомобилей, позарившись на внешний вид, заказывают литые диски как дополнительную комплектацию. Не радует разве что цена. Она обусловлена технологически сложным процессом изготовления литых катков.
Автомобиль с литыми дисками выглядит очень стильно
Достоинства легкосплавных дисков:
- хорошая теплопроводность;
- разнообразные формы и красивый дизайн;
- легкость;
- быстрее охлаждают тормоза;
- легкость балансировки;
- высокая управляемость автомобилем на больших скоростях;
- меньший расход горючего из-за веса;
- лучший разгон и торможение.

Многие из этих достоинств на сегодняшний день можно считать довольно сомнительными. Большинство автопроизводителей из-за слишком хрупкого состава, из которого производятся титаны, стали делать их значительно массивнее. Это увеличило вес дисков. Если раньше разница в весе комплекта штампованных и литых дисков составляла примерно двадцать килограмм, сегодня эта цифра варьируется в пределах десяти. Для общей массы машины это ничтожно низкий показатель.
Легкосплавные диски более хрупкие, особенно в зимнее время
Какие диски лучше зимой литые или штампованные? Большинство опытных водителей выбирают штампованные. Несмотря на то что сам сплав литых не подвержен коррозии, плюс они покрыты порошковой краской, а сверху еще и лаком, это все дает дополнительную защиту. Легкосплавные диски более хрупкие, особенно в зимнее время, под воздействием низких температур, и повреждения не всегда поддаются ремонту.
Основные недостатки:
- плохая пластичность;
- высокая стоимость;
- повышенная жесткость, разрушающая ходовую и рулевой механизм;
- не поддаются ремонту при серьезных повреждениях;
- низкая прочность;
- дорогие в обслуживании.
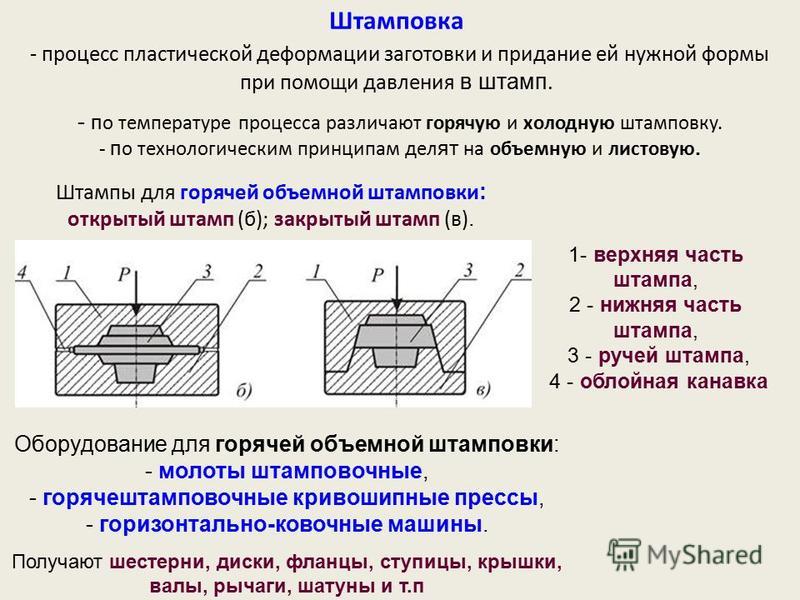
В зимнее время очень часто лакокрасочное покрытие, подвергаясь вредному воздействию химических реагентов, призванных бороться с гололедом, повреждается. С приходом весны его приходится обновлять, а как мы помним, в обслуживании литые диски совсем не дешевы. Недостаточная пластичность часто становится причиной образования трещин и сколов. Ремонтировать такие повреждения слишком сложно и дорого, а чаще всего попросту невозможно. Если подвести итог, то можно сделать вывод, что главным преимуществом являются вес и красота, а главным недостатком – подверженность неремонтируемым повреждениям.
Литые диски для автомобиля
Штампованные диски
На сегодняшний день штампованные диски являются самыми популярными во всем мире, и тому есть масса причин. Как правило, все автомобили с этим видом катков выходят с конвейера автопроизводителя. Производят такой вид дисков из стали. Штампованными их называют по той причине, что диски состоят из тарелки и обода, которые штампуются из металла, а после соединяются между собой с помощью сварки.
Стоимость катков довольно низкая, потому что процесс изготовления по максимуму автоматизирован. Если сравнивать литые и штампованные диски, разница очевидна. Штамповка здесь вне конкуренции. Проигрывают данные изделия еще и внешним видом. Разнообразием они не радуют и имеют стандартный унылый вид. Многие украшают штампованные диски колпаками. Но они изготовлены из пластика и очень часто теряются во время езды.
Достоинства штамповки:
- легко ремонтировать, они гнутся, а не трескаются;
- низкая цена;
- недорогое обслуживание.
Да, достоинств не так много, но зато они довольно значительные. Штампованные диски чаще всего выбирают практичные водители, автовладельцы, которые предпочитают заниматься самостоятельным ремонтом. На грузовиках вы практически никогда не встретите литья, это дорого и совсем непрактично. Штамповка – идеальный вариант для машин служебного пользования и большегрузов.
Штамповка – идеальный вариант для машин служебного пользования и большегрузов
Недостатки:
- вес;
- отсутствие выбора дизайна;
- постоянно теряющиеся колпаки;
- худшая управляемость авто из-за веса;
- диски ненадежны, часто деформируются;
- подверженность коррозии.

Зимой довольно часто владельцы машин ставят именно штампованные диски. Это обусловлено тем, что они дешевле в обслуживании. Поврежденное лакокрасочное покрытие можно бюджетно восстановить. С этой задачей справится даже начинающий маляр. С литыми дисками этот номер не пройдет. По той же причине можно закрыть глаза на быстрое ржавление. Обработать от ржавчины и покрасить не составит труда даже собственными руками.
При попадании в большую яму, что случается довольно часто, штамповка, сгибаясь, защитит от негативного воздействия подвеску. Способность гнуться смягчит удар. Штампованные катки, при езде на скорости больше 80 км/час, намного хуже держат дорогу. Это замечают многие водители.
Зимой довольно часто владельцы машин ставят именно штампованные диски
Происходит это в связи с большим весом штамповки, по сравнению с легкосплавными дисками. Рассмотрев все плюсы и минусы штампованных дисков, очевидно, что они не такие уж плохие. Это бюджетный вариант довольно износостойких катков, которые к тому же легко ремонтировать.
Рекомендации по выбору
Какие диски лучше штампованные или литые – выбор действительно сложный. И однозначного ответа вам никто не даст. Достоинств и недостатков хватает и у одних, и у других.
Если вы живете в городе, дороги в вашем регионе хорошие, а морозов минус 50 не бывает, то вполне можно приобретать литые диски и не переживать о дороговизне обслуживания. Бонусом будет шикарный внешний вид, который можно подобрать по своему вкусу и придать машине неповторимый шарм.
Любителям езды по пересеченной местности, неаккуратному вождению, лучше приобрести штампованные диски. Вопрос цены каждый решает для себя сам.
Диски литые или штампованные – решать только вам
Диски литые или штампованные – решать только вам. А лучше, приобретите оба комплекта. Это будет идеальным решением. Летом можно ездить красивыми, зимой оставаться практичными. Колеса, согласно сезонности, можно менять самостоятельно в гараже, не тратя деньги на шиномонтаж.
Литье под давлением и штамповка металла — разница между литьем и штамповкой
Какой процесс выбрать, когда возникает необходимость в производстве металлических деталей? Литье под давлением и штамповка металла — это процессы обработки металла, в чем разница между ними?
1. Применимость. Штамповка металлов является хорошим выбором как для черных, так и для цветных металлов, в то время как литье под давлением обычно выполняется для цветных материалов, только для некоторых типов черных металлов.
Применимость. Штамповка металлов является хорошим выбором как для черных, так и для цветных металлов, в то время как литье под давлением обычно выполняется для цветных материалов, только для некоторых типов черных металлов.
2. Стоимость. Для простых деталей штамповка может быть более экономичной, чем литье под давлением, штампы также дешевле, однако с увеличением сложности стоимость штамповки металла будет повышена из-за использования большего количества дополнительных компонентов.
3. Отходы. Литье под давлением более экологично. При штамповке металла образуется значительное количество неиспользованного металлолома и отходов, которые образуются при литье под давлением, намного меньше, кроме того, металлолом легче утилизировать.
4. Сложность. Для больших партий сложных металлических деталей более идеальным решением является литье под давлением. Он может производить детали чрезвычайно сложной формы, сохраняя высокую точность и доступную стоимость.
5. Материал. Для литья под давлением обычно используются металлические слитки или заготовки, тогда как для штамповки требуется листовой металл в виде заготовок или рулонов.
Материал. Для литья под давлением обычно используются металлические слитки или заготовки, тогда как для штамповки требуется листовой металл в виде заготовок или рулонов.
6. Состояние. В процессе литья под давлением металл следует нагреть выше температуры плавления до расплавленного состояния, тогда как штамповка почти всегда является процессом холодной штамповки.
7. Станок. Литье под давлением проводится в машине для литья под давлением литейного завода, а процесс штамповки — на штамповочной машине или прессе.
8. Плесень. Срок службы формы для литья под давлением увеличивается, если она содержится в хорошем состоянии, сложная штамповочная деталь требует нескольких наборов штампов для придания формы, что приводит к увеличению стоимости.
Работайте с DIECASTING-MOLD, вам не нужно беспокоиться о стоимости форм для литья под давлением, услуги литья под давлением в Junying предложат вам высококачественные и экономичные отливки в короткие сроки, наши металлические детали для литья широко используются для широкого спектра применений.
Штампованная сталь по сравнению с литой
Штампованная сталь по сравнению с литой — какой вариант лучше всего подходит для ваших производственных нужд? Ответ всегда зависит от ряда факторов, таких как область применения детали, бюджет производителя, объем и срок производства, допуск детали, отделка и любые другие специфические потребности производителя.
Штамповка и разливка стали — это совершенно разные процессы изготовления металла. При штамповке сталь подается в станок, а затем прессуется и формируется определенная деталь.Для разливки стали сталь нагревают в печи и выливают в форму, где она охлаждается, а затем удаляется.
У каждого типа стали есть свои сильные и слабые стороны, многие из которых связаны с технологическим процессом. Стальные литые детали могут быть замысловатыми и сложными без ущерба для допусков, а метод штамповки стали позволяет создавать большие объемы простых деталей по доступной цене. Понимание преимуществ и недостатков каждого метода и рассмотрение всех вариантов может означать разницу между надежными деталями или деформированными деталями, которые необходимо быстро заменить.
Независимо от процесса, почти каждая отрасль, где требуются металлические детали и компоненты, использует один из этих методов, от сельского хозяйства до обороны. В этой статье обсуждаются процессы, преимущества и недостатки штампованной стали по сравнению с литой сталью.
Процесс изготовления штампованной сталиПри выборе метода изготовления деталей из штампованной стали и литой стали важно сначала рассмотреть процесс изготовления. Штамповка металла включает подачу листового металла в пресс, где инструмент и матрица используются для быстрой формовки желаемой детали или компонента.
Хотя термин «штамповка» используется для описания этого типа изготовления металла, металл можно формовать с помощью различных процессов.
- Штамповка. Этот процесс, также известный как прессование, подает листовой металл в пресс, где инструмент и штамп формируют из него металлическую деталь.
- Чертеж: это этап штамповки в процессе изготовления, при котором создается основная форма заготовки. Два типа рисунка — мелкий и глубокий. Хотя это похоже на штамповку, рисование используется для создания деталей, более глубоких, чем может достичь штамповка.
- Гибка: Как следует из названия, стальная деталь прижимается к штампу, и плунжер вдавливается в металл, создавая желаемый изгиб.
- Тиснение: в этом процессе используются фильеры с охватываемой и охватывающей роликами для создания выпуклых или утопленных конструкций из листового металла без изменения общей толщины.
- Вырубка: этот метод представляет собой процесс резки, в котором используется пробивной пресс для удаления частей заготовки.
- Пробивка: для этого процесса используется специальный пробивной пресс для создания отверстий в штампованных стальных листах.
- Заготовка: Обычно на первом этапе производственного процесса вырубка разрезает большие секции рулонной или листовой стали на более мелкие.
- Пробивка: позволяет формировать отверстия, пазы или другие типы вырезов в металлических деталях.
- Прорезание: отдельный процесс, который одновременно сгибает и разрезает листовой металл для создания выступов или отверстий в заготовке.
- Обрезка прижимом: это уникальный метод изготовления, при котором вертикальные стенки детали вырезаются путем зажатия металла между двумя секциями штампа инструмента.
 Два типа рисунка — мелкий и глубокий. Хотя это похоже на штамповку, рисование используется для создания деталей, более глубоких, чем может достичь штамповка.
Два типа рисунка — мелкий и глубокий. Хотя это похоже на штамповку, рисование используется для создания деталей, более глубоких, чем может достичь штамповка.
Вышеупомянутые процессы не исключают друг друга, и штампованная сталь обычно проходит несколько этапов штамповки, прежде чем желаемая деталь будет закончена. Такая гибкость в производстве делает штампованную сталь по сравнению с литой сталью более предпочтительным вариантом в определенных отраслях промышленности.
Применение штампованной стали Использование штампованной стали вместо литой — популярный выбор в нескольких отраслях промышленности. Штампованные металлические детали остаются важным строительным материалом для бесчисленных производителей.Эти детали можно найти в электронике, транспортных средствах, бытовой технике, медицинских принадлежностях и даже в самолетах.
Процесс изготовления штампованной стали позволяет изготавливать самые сложные компоненты для массивных промышленных корпусов.
Вот несколько отраслей, которые используют штампованную сталь в своей повседневной деятельности.
- Аэрокосмическая промышленность требует строгого соблюдения качества и точности. Производство деталей тщательно документируется с возможностью вносить корректировки в режиме реального времени без ущерба для затрат.
- Fluid Power В промышленности используются мощные гидравлические и пневматические системы, для поддержания работоспособности которых требуются сложные фитинги. Металлические детали, такие как уплотнительные элементы клапана, кронштейны и монтажные фланцы, штампуются и используются при высоких давлениях и суровых условиях.
- Медицинская промышленность требует как долговечности, так и точности, потому что ее оборудование напрямую влияет на здоровье людей. Штамповка металла позволяет точно проектировать и контролировать критически важные компоненты.
- Нефть и газ зависят от безопасности, контроля качества и эффективных деталей.Штамповка в этой отрасли используется для создания компонентов внутреннего уплотнения, шайб, кронштейнов и ручек, которые могут противостоять всем опасностям, присущим этой отрасли.

Окисление — кошмарное слово почти во всех отраслях промышленности, где для функционирования требуются металлические детали и компоненты. Штампованная сталь ценится за ее долговечность и долговечность, но ей нужна помощь, чтобы выдержать дистанцию.
Часто к стали добавляют сплавы и используют различные методы отделки, чтобы сделать сталь устойчивой к ржавчине.
Так ржавеет ли штампованная сталь?
Ответ: «Это зависит».
Стойкость к коррозии зависит от процентного содержания легирующих элементов в стали. Сплавы, такие как хром и никель, могут помочь улучшить устойчивость к коррозии и ржавчине, что делает его почти устойчивым к ржавчине.
Важные различия между штампованной сталью и литой стальными деталями зависят от способа их производства. Стальное литье существует уже много веков, что свидетельствует о его ценности.Стальные литые детали используются в прочных машинах и должны выдерживать большие нагрузки, удары и постоянное использование.
Во время производства расплавленный металл заливается в заранее изготовленную форму. Затем металлу дают остыть, и деталь можно снять и обработать в зависимости от требований производителя.
Существует два популярных метода литья стали: литье по выплавляемым моделям и литье в песчаные формы.
Сталь по выплавляемым моделям
Литье по выплавляемым моделям также известно как литье по выплавляемым моделям и ценится за способность изготавливать детали с высокой детализацией.Этот метод работает как с цветными, так и с черными металлами, такими как легированная сталь.
Шаблоны для готовой детали собираются в пресс-форме из дерева, что упрощает изготовление нескольких деталей за один цикл.
Стальное литье по выплавляемым моделям позволяет производить детали весом более 1000 фунтов; однако более легкие детали чаще всего отливают этим методом.
Сталь для литья в песчаные формы
Металлы с высокой температурой плавления имеют ограниченные возможности для изготовления литых деталей.Для литья в песчаные формы используются одноразовые песчаные формы, что является гибким и экономичным вариантом для производства стальных отливок.
Шаблон для одной или нескольких деталей помещается в песчаную форму. Как и другие методы литья, жидкий металл затем заливается в форму и дает время остыть. Затем деталь выламывается из формы, и песок можно повторно использовать для создания новой формы при последующих отливках.
С помощью литья в песчаные формы можно изготавливать детали различной формы и весом от нескольких унций до нескольких тонн.
Каждый метод разливки стали подходит для конкретных отраслей.
Применение литой стали
- Турбинные двигатели соблюдают строгие стандарты и жесткие допуски. Компоненты топливной системы, различные корпуса, оборудование и вспомогательные системы производятся методом литья по выплавляемым моделям.
- Оборонному сектору требуются детали, которые могут выдерживать высокие температуры, изменчивый климат и иметь значительную долговечность. Литая сталь используется в оружии, винте, клапане и компонентах запуска.
- Горная промышленность требует износостойких и жаропрочных деталей для обслуживания операций. Компоненты решетки, щетки и подающие ролики зависят от литых деталей.
- Железнодорожная промышленность использовала стальное литье для изготовления колес, рельсовых скоб, ступиц колес, узлов и ряда других изделий. Детали такого размера и прочности можно легко получить с помощью литья.
 Компоненты топливной системы, различные корпуса, оборудование и вспомогательные системы производятся методом литья по выплавляемым моделям.
Компоненты топливной системы, различные корпуса, оборудование и вспомогательные системы производятся методом литья по выплавляемым моделям.Литая сталь и хрупкость
Производители часто спрашивают о стали и хрупкости. Материал считается хрупким, если он разрушается без значительной пластической деформации и небольшой упругой деформации.
В зависимости от состава сплава, сталь может стать хрупкой при более низких температурах, что делает ее непригодной для определенных применений.
Литая сталь отлично выдерживает внезапные удары без деформации и разрушения, что делает ее отличным вариантом для деталей, которые должны выдерживать высокие нагрузки. Сталь обладает идеальным сочетанием пластичности и прочности, что делает ее лидером в конструкционных и механических приложениях.
Сравнение штампованной стали и литой сталиПрочность при штамповке
- Стальные штампованные штампы доступны по цене и обычно служат в течение всего срока службы детали.
- Даже при многократной штамповке это быстрее, чем при литье стали.
- Более низкая стоимость единицы.
- Высокий уровень автоматизации означает снижение затрат на рабочую силу.
- Более доступный, чем литье при производстве простых деталей.
Прочность литья
- Большая свобода проектирования с более детализированными и замысловатыми дизайнами.
- Улучшенный контроль допусков для стальных литых деталей.
- Превосходная чистота поверхности.
- Возможность создания глухих отверстий в деталях.
- Песок многоразового использования для форм является экономичным.

Слабые места при штамповке
- Дополнительные трудозатраты и обработка в несколько этапов (например, резка, гибка и сварка).
- Меньше контроля допуска.
- Более сложная деталь увеличивает стоимость и требует большего количества компонентов в процессе штамповки.
- Меньшая гибкость формы и толщины металлической детали.
- Неиспользованный металлолом считается отходом и требует дополнительных затрат.
- Длительное время подготовки к изготовлению инструмента и штампов.
Слабые места отливки
- Необходимо переделывать форму для каждого прогона с использованием песка и литья по выплавляемым моделям.
- Высокая вязкость жидкой стали требует дополнительных проверок и наблюдения в процессе охлаждения металла.
- Более высокая стоимость штампов для изготовления моделей — они должны выдерживать высокие температуры.
- Сталь подвержена пористости и окислению, что является проблемой при литье в холодной камере.

Штампованная сталь — популярный метод изготовления из-за ее относительно высокой скорости изготовления. Во время процесса штампа непрерывно формует металлические листы заданной формы. Все это движение создает трение, которое также генерирует огромное количество тепла.
Трение и нагрев отрицательно сказываются на сохранении целостности как инструмента, так и поверхности матрицы, а также металлического листа.
Трение вызывает чрезмерный износ и царапины на поверхности инструмента и матрицы. В конечном итоге это увеличивает стоимость двумя способами:
- Добавленное время выполнения заказа для замены деталей (время, когда машина не работает из-за необходимости замены детали).
- Стоимость замены детали (трудозатраты на изготовление инструмента и штамп и установку детали).

Трение также может привести к появлению царапин на металлических листах, находящихся в процессе изготовления. Поверхности должны легко скользить друг по другу, иначе они будут создавать чрезмерное нагревание.Это может изменить форму готовой детали и вызвать дополнительный износ инструмента и поверхности штампа.
Вот здесь-то и появляется смазка.
Смазка помогает как поверхности инструмента и матрицы, так и листового металла формировать друг друга. Это также помогает предотвратить образование складок, разрывов и разрывов штампованной стали.
Резюме Выбор штампованной стали по сравнению с литой может быть трудным решением. В целом, он идеально сочетает в себе прочность и пластичность, что делает его идеальным выбором для многих отраслей промышленности.В конечном итоге процесс зависит от двух основных факторов: заявки и бюджета.
В то время как штамповка идеально подходит для простых деталей и крупных производственных партий, стальные литые детали ценятся за их сложность и допуски. Однако оба метода требуют более длительного времени подготовки к производству из-за необходимости использования инструментов, изготовления штампов и автоматизации.
Если вам нужна помощь в поиске подходящего производственного партнера, свяжитесь с нашей командой.
Что такое литье под давлением? — Cast & Stamped
Термин «литье под штамповкой» объединяет две различные терминологии металлообработки.
Фактически, штампы, используемые для штамповки листового металла, называются штамповочными штампами, и они не производятся с использованием методов литья.
Существует особый процесс, используемый для изготовления штампов для штамповки металла, а другой — для изготовления штампов для литья.
В этой статье мы подробно рассмотрим различные типы штампов, используемых при штамповке листового металла, обсудим особенности штампов для деталей, которые они производят, и объясним несколько процессов штамповки.
Литье металла часто считается альтернативой штампованным деталям, поэтому мы также объясняем три наиболее распространенных метода литья и сравниваем литье с штамповкой.
Что такое штамп для штампа?Штамповочные штампы — это уникальные прецизионные инструменты, которые формируют и вырезают листовой металл определенной формы. Эти специальные штампы обычно изготавливаются из инструментальной стали, но также могут изготавливаться из карбида или других износостойких материалов.
Набор штампов в сборе будет иметь охватываемый и охватывающий компоненты, которые работают в противоположных направлениях для формирования или резки заготовки. Верхняя половина штампа установлена на толкателе пресса и обеспечивает ход.Нижняя половина прикреплена к опорной плите и станине пресса.
Плашки для штамповки бывают всех размеров. Некоторые из них помещаются на ладони и используются для изготовления микроэлектроники. Другие имеют толщину десять футов и используются для изготовления кузовов автомобилей.
Штамповочные штампы бывают разных форм и размеров, но большинство из них выполняет три основных операции: резку, пробивку или формовку.
Плашки
Резка считается наиболее распространенной операцией, выполняемой при штамповке штампов.Листовой металл подается в пресс, и две секции инструмента обходят друг друга, чтобы разрезать заготовку. Между этими секциями будет небольшой зазор, который называется зазором для резки.
Набор штампов будет иметь разные зазоры в зависимости от желаемого состояния кромки заготовки, свойств листового металла или конкретной операции резки. Наиболее распространенный зазор при резке составляет десять процентов и обычно выражается в процентах от толщины металла. Результирующая кромка разреза представляет собой блестящую секцию, называемую полосой разреза или сдвигом, и другую часть, называемую линией разрыва.
Перфоратор и матрица
Пробивку часто путают с штамповкой. Это процесс, при котором инструмент, называемый пуансоном, проталкивается через заготовку для создания отверстия. Во время процесса штамповки перфоратор проходит через заготовку в матрицу. Это создает отверстие в заготовке и побочный продукт.
Это процесс, при котором инструмент, называемый пуансоном, проталкивается через заготовку для создания отверстия. Во время процесса штамповки перфоратор проходит через заготовку в матрицу. Это создает отверстие в заготовке и побочный продукт.
В зависимости от материала заготовка может быть повторно использована, переработана или выброшена как отработанный материал.
Пробивка отверстий — самый доступный способ быстрого создания отверстий в листовом металле.Варианты штамповки включают вырубку и пробивание.
Формовочные штампы
Формовочные штампы устанавливаются на пресс и используются для формования деталей из листового металла. Одна часть матрицы выполняет операцию растяжения или изгиба, в то время как блок матрицы зажимает заготовку и выполняет аналогичную операцию растяжения или изгиба.
Матрица со стальной линейкой
Матрица со стальной линейкой получила свое название от режущей части матрицы, имеющей стальные полосы, называемой стальной линейкой. Они также называются штампами для формования печенья и используются для резки листового металла, а также других материалов, таких как пластик, пробка, картон и дерево. Ответная часть штампа будет иметь профиль заготовки или соответствующие канавки, в которые будет вставляться линейка.
Они также называются штампами для формования печенья и используются для резки листового металла, а также других материалов, таких как пластик, пробка, картон и дерево. Ответная часть штампа будет иметь профиль заготовки или соответствующие канавки, в которые будет вставляться линейка.
Преимуществом использования штампов со стальной линейкой является их относительно низкая стоимость производства. Эти штампы имеют более короткий срок службы, чем другие типы штампов, поэтому их лучше всего использовать для более коротких производственных циклов.
Сводная информация о штампахИзготовление штампов сочетает в себе дизайн и науку.Изготовители штампов должны учитывать окончательный дизайн детали и иногда использовать несколько итераций шаблона до того, как окончательный инструмент и штамп будут закончены.
Часто компьютерные приложения и программное обеспечение для проектирования используются для создания шаблонов штампов и выполнения расчетов эффективности конструкции. Эти приложения также могут гарантировать эффективность конструкции штампов и минимизировать дефекты окончательной конструкции детали.
Эти приложения также могут гарантировать эффективность конструкции штампов и минимизировать дефекты окончательной конструкции детали.
Для успешного изготовления штампа также необходимо понимать поведенческие характеристики металла, используемого для создания заготовки.Например, если вы занимаетесь глубокой вытяжкой стали и использовали тот же процесс для создания штампа для работы с алюминием, операция не удастся. Это связано с тем, что каждый металл имеет разные характеристики, поэтому тип металла, используемого для детали, часто определяет инструментальную сталь, необходимую для штампа.
Кроме того, для различных типов листового металла требуются разные скорости пресса, смазочные материалы и возможности станка.
Литые и штампованные Литые и штампованные.штампованные металлы получают в результате самых разных процессов. Литые металлические детали изготавливаются из расплавленного металла, который заливается в предварительно изготовленную форму или матрицу, которой затем дают остыть. Штампованные детали начинаются с листового металла, который пропускают через инструмент и умирают, а затем прессуют, режут или штампуют до нужной формы.
Штампованные детали начинаются с листового металла, который пропускают через инструмент и умирают, а затем прессуют, режут или штампуют до нужной формы.
Штамповка металла — это один из видов процесса холодной штамповки. Это означает, что тепло не попадает в штамп или листовой металл. Однако есть одна загвоздка.
Для определенных процессов штамповки требуется огромное усилие, которое вызывает трение, которое, в свою очередь, выделяет тепло. Часто заготовки выходят из штампов горячими.
Как упоминалось ранее в этой статье, при крупносерийном производстве металлических деталей и компонентов используются штампы различных типов.
Листовой металл, используемый для изготовления деталей, обычно имеет толщину от 0,020 дюйма до 0,080 дюйма, но некоторые машины могут работать с металлами толщиной от 0,001 дюйма или даже с пластинами толщиной почти в один дюйм.
Формуемость различных листовых металлов помогает определить, какой материал лучше всего подходит для конкретной детали, а также общую конструкцию штампа.
Формуемость — это способность металла изгибаться, вытягиваться или растягиваться. При работе с металлами это также известно как пластичность.
Другими словами, способность металла растягиваться и деформироваться без разрушения.
Факторы, влияющие на пластичность:
- Скорость пресса
- Конструкция штампа
- Пресс
- Механизмы подачи листового металла
- Если используется смазка и тип смазки
Штамповка может использоваться как для длинных, так и для коротких производственные циклы и могут быть объединены с другими процессами формования.Вся операция в высокой степени автоматизирована, что обеспечивает точность и стабильность деталей.
Во многих производственных циклах штамповки ряд штампов скомпонован так, что за один ход пресса можно выполнять несколько операций. В этих операциях используются две матрицы: переходные и прогрессивные.
Для операций передачи штампов заготовки передаются на каждую станцию штампа с одним набором штампов. Более крупные штамповки производятся на тандемных прессах, где заготовка перемещается от пресса к прессу, где выполняются различные операции.
Более крупные штамповки производятся на тандемных прессах, где заготовка перемещается от пресса к прессу, где выполняются различные операции.
Плашки прогрессивного типа соединяют штамповки катушек с несущими полосами. Эти детали проходят различные операции и отделяются перед тем, как покинуть пресс.
Тонкая вырубка создает ровные края и обеспечивает высокую точность. Этот процесс позволяет избежать трещин, возникающих в результате использования обычных инструментов, а также создает плоскостность поверхности, которая превосходит другие методы штамповки. Это может быть выполнено на механическом прессе, гидравлическом прессе или их комбинации. Этот метод работает при более высоком давлении, чем обычная штамповка.
Какие бывают типы штамповочных прессов?При штамповке используются прессы трех типов. К ним относятся механический, гидравлический и механический сервопривод.
Механические прессы
Механические прессы бывают разных размеров, от двадцати до 6000 тонн. Они идеально подходят для создания простых и неглубоких деталей из рулонов листового металла.
Они идеально подходят для создания простых и неглубоких деталей из рулонов листового металла.
Они работают со скоростью от двадцати до 1500 ударов в минуту и могут наносить удары от 5 до 500 мм.Механические прессы обычно используются для прогрессивной или трансфертной штамповки при больших производственных партиях.
Гидравлические прессы
Гидравлические прессы обеспечивают более постоянное давление и больший контроль приложенного давления, чем механические прессы. У них также есть регулируемая скорость хода и возможности.
Прессы могут работать от 20 до 10 000 тонн и имеют ход поршня от 10 до 800 мм. Гидравлические прессы обеспечивают большую длину хода и регулируемое давление, что делает их идеальными для более глубоких и сложных деталей.Они также обычно используются для небольших производственных циклов.
Механический сервопривод
Механические сервопрессы используются для более сложных штампованных деталей и работают быстрее, чем гидравлические прессы. Эти прессы приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Положение слайда, движение и ход полностью контролируются и программируются. Из трех машин, которые мы перечислили, это самые дорогие.
Эти прессы приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Положение слайда, движение и ход полностью контролируются и программируются. Из трех машин, которые мы перечислили, это самые дорогие.
Литье существует уже давно, и многие отрасли промышленности используют литье для производства деталей поездов, автомобилей, зданий и даже огнестрельного оружия.Для всех методов литья металл заливается или вдавливается в форму желаемого конечного компонента или детали.
Мы подробно говорим об этих процессах в других наших сообщениях (сообщение с гиперссылкой). Это следующие процессы:
Литье под давлением
Расплавленный металл (цветной) под давлением подается в пресс-форму, после чего ему дают остыть до конечной детали или компонента. Он популярен благодаря своей эффективности и способности создавать высококачественные и стабильные детали.
Литье в песчаные формы
Расплавленный металл (черные и цветные) выливают в форму, сделанную из песка, затем дают ему остыть.Детали выходят с зернистой отделкой, и песок можно повторно использовать для последующих отливок. Этот метод идеален для создания прототипов и небольших серий производства.
Литье по выплавляемым моделям: Расплавленный металл (черные и цветные) выливают в керамическое дерево и дают ему остыть. Природа керамической формы позволяет создавать детали с высокой детализацией и исключительной отделкой.
Плашки для литья, что это такое?Литье под давлением — единственный метод литья, в котором используется настоящая матрица.Эти штампы обычно представляют собой две металлические половинки, которые имеют пустоту в форме желаемой детали, которую нужно отлить.
Отливка по сравнению с штамповкой: как узнать, что использовать? Отливка по сравнению с штамповкой позволяет создавать сложные повторяемые детали с жесткими допусками. Выбор правильного процесса зависит от дизайна конечной детали, материала, бюджета и объема производства.
Выбор правильного процесса зависит от дизайна конечной детали, материала, бюджета и объема производства.
В то время как штамповка позволяет создавать большие объемы деталей по доступной цене, повышенная сложность деталей может быстро увеличить общую стоимость единицы из-за требуемых дополнительных инструментов и компонентов.
При литье существует ряд различных методов, с помощью которых можно создавать мельчайшие компоненты медицинского оборудования и массивных пропеллеров. Хотя литье под давлением может быть рентабельным для больших тиражей, при меньших тиражах вы можете ограничиться литьем в песчаные формы, что требует существенной отделки большинства литых деталей.
Ниже мы рассмотрим преимущества и недостатки литья металла по сравнению с штамповкой.
Какие материалы можно использовать для изготовления штампа vs.печать?Штамповка
Выбор металла будет зависеть от области применения и желаемых свойств конечной детали. Большинство металлов, подвергающихся штамповке, сохраняют свою пластичность и пластичность.
Большинство металлов, подвергающихся штамповке, сохраняют свою пластичность и пластичность.
Штамповка подходит для следующих металлов: цветные металлы, черные металлы и нестандартные сплавы. Это популярный метод изготовления черных металлов из-за их низкой стоимости.
Литье
Все три метода литья металлов, которые мы упомянули, могут использоваться для самых разных металлов.Однако литье под давлением ограничивается цветными металлами.
Некоторые из наиболее распространенных металлов, используемых в производстве литых деталей, включают алюминий, цинк, титан, свинец, медь, стальные сплавы и никель.
Какие конечные продукты можно получить, используя литье под давлением или штамповку?Штамповка
Штамповка используется почти в бесконечном количестве приложений. Штампованные изделия производятся для транспортных средств, телекоммуникационных услуг, бытовой техники, аэрокосмической, оборонной, электронной и медицинской техники. Конкретные детали варьируются от оснований двигателя до кронштейнов, фрикционных дисков и даже электрических клемм.
Конкретные детали варьируются от оснований двигателя до кронштейнов, фрикционных дисков и даже электрических клемм.
Литье
Точно так же литье используется во многих отраслях промышленности, включая судостроение, автомобилестроение, производство промышленного оборудования, горнодобывающую промышленность и даже нефтегазовую промышленность. Различные методы литья используются для изготовления турбин, железнодорожных скоб, силовых агрегатов, топливных систем, подающих роликов и даже компонентов военных пусковых устройств.
Прочность литья под давлением и штамповкиПрочность при штамповке:
- Снижение стоимости материала на фунт
- Снижение затрат на производство штампа и техническое обслуживание
- Высокий уровень автоматизации
- Превосходное качество обработки поверхности
- Минимизация проблем загрязнения
Литье:
- Производство больших объемов сложных деталей
- Уменьшение количества отходов
- Большая гибкость в разработке деталей
- Методы литья доступны по доступным ценам как для малых, так и для больших серий
- Создает детали с исключительными допусками
Слабые стороны штамповки:
- Отходы материала из кусков, вырезанных из листа и не использованных
- Нет гибкости в форма или й толщина листового металла
- Для более сложных деталей могут потребоваться дополнительные компоненты, что увеличивает затраты
- Более длительный подготовительный процесс для изготовления штампов для штамповки на заказ
- Более высокая стоимость оборудования и инструментов делает штамповку доступной только для больших партий
- возвратная пружина
Слабые места литья:
- Вероятность пористости в металлических деталях
- Дополнительные проверки, необходимые для обеспечения качества
- Холодная камера, паковочная масса и литье в песчаные формы имеют более низкую скорость производства
- Некоторые методы требуют вторичных операции
Трудно взвесить компромиссы при выборе одного метода над другим. Как литье, так и штамповка дают производителям возможность создавать практически любую деталь или компонент.
Как литье, так и штамповка дают производителям возможность создавать практически любую деталь или компонент.
Штамповка металла обеспечивает рентабельность при больших тиражах, автоматизацию для ускорения производства и возможность выполнять несколько операций штамповки для гибкости конструкции.
Отливка позволит сэкономить средства на определенных методах, но это в значительной степени зависит от объема производства.
Итак, как вы решите?
Redstone Manufacturing специализируется на производстве, штамповке и литье листового металла.Консультанты нашей команды и специалисты по производству имеют опыт в том, чтобы направлять наших клиентов в сторону правильного процесса, соответствующего их уникальным производственным целям.
Штаб-квартира и отдел продаж Redstone находятся в США. У нас также есть производственные мощности в Китае, Индии и Вьетнаме, что означает, что мы предлагаем конкурентоспособные цены на мировом рынке с таким уровнем обслуживания клиентов, который вы можете получить только в американской компании.
Чем отличается литье от штамповки?
Штамповка в основном классифицируется в зависимости от процесса и может быть разделена на две основные категории: процесс разделения и процесс формования.Процесс разделения также называется штамповкой, и его цель состоит в том, чтобы отделить штампованные детали от листа по определенной линии контура, обеспечивая при этом требования к качеству разделенных секций. Штамповка — это эффективный метод производства. Он принимает композитные формы, особенно многопозиционные прогрессивные формы. Он может выполнять несколько процессов штамповки на одном прессе и реализовывать весь процесс разматывания, правки и штамповки до формования и отделки. Автоматическое производство. Высокая эффективность производства, хорошие условия труда, низкие производственные затраты и, как правило, могут производить сотни деталей в минуту.Целью процесса формования является пластическая деформация листа без разрушения заготовки для получения заготовки желаемой формы и размера. В реальном производстве часто бывает так, что несколько процессов объединяются в одну деталь. Вырубка, гибка, резка, вытяжка, выпуклость, прядение и исправление — вот несколько основных работ по штамповке.Отливка — это металлический формованный объект, полученный различными методами литья, то есть расплавленный жидкий металл заливается в заранее подготовленную форму путем заливки, вдувания, вдыхания или другого метода литья и после охлаждения, после падения песка, очистки и затем Обработка и т. д., получившееся изделие с определенной формой, размером и характеристиками.
Отличия штампованных металлических деталей от отливок: тонкие, однородные, легкие и прочные. Штамповкой можно производить детали с ребрами, ребрами, волнистостью или отбортовкой, которые трудно изготовить другими методами для повышения их жесткости. Благодаря использованию прецизионных форм точность заготовки может достигать микронного уровня, а разница между тяжелыми штампованными деталями и литыми деталями: тонкие, однородные, легкие и прочные. Штамповка может производиться другими методами, которые сложно изготовить с ребрами, выступами, волнами или поворотами. Обработайте заготовку кромкой, чтобы увеличить ее жесткость. Благодаря использованию прецизионных форм точность заготовки может достигать микронного уровня, а повторяемость высокая, а технические характеристики такие же, а отверстия, выступы и тому подобное можно пробивать.
Штамповка может производиться другими методами, которые сложно изготовить с ребрами, выступами, волнами или поворотами. Обработайте заготовку кромкой, чтобы увеличить ее жесткость. Благодаря использованию прецизионных форм точность заготовки может достигать микронного уровня, а повторяемость высокая, а технические характеристики такие же, а отверстия, выступы и тому подобное можно пробивать.
Испытание на твердость штампованных деталей Твердость штампованных металлических деталей измеряется твердомером по Роквеллу. Небольшие штамповки сложной формы можно использовать для испытаний небольших плоскостей, которые нельзя проверить на обычных настольных твердомерах по Роквеллу.
Проверка твердости отливок Свойства отливок напрямую влияют на качество обработки. Величина твердости — важный показатель при обработке отливок.
1. Твердость по Бринеллю: в основном используется для определения твердости отливок, поковок, деталей из цветных металлов, горячекатаных заготовок и отожженных деталей, диапазон измерения ≯HB450.
2. Твердость по Роквеллу: HRA в основном используется для образцов с высокой твердостью, при этом измеряются твердость и поверхностная твердость HRC67 или выше, таких как цементированный карбид и азотированная сталь.Диапазон измерения HRA> 70. HRC в основном используется для измерения твердости стальных деталей (таких как углеродистая сталь, инструментальная сталь, легированная сталь и т. Д.) После закалки или отпуска, а диапазон измерения составляет HRC20 ~ 67.
3. Твердость по Виккерсу: используется для определения твердости тонких и стальных деталей, также может использоваться для определения твердости деталей с поверхностной закалкой, таких как науглероживание, цианирование и азотирование. XY-GLOBAL — совместное китайско-иностранное предприятие, основанное в 2005 году. У него есть отделы исследований и разработок, продаж и производства в Шэньчжэне и Дунгуане, Китай, а также торговые компании в США и Израиле, а также заказчики по всему миру.
Основная продукция XY-GLOBAL включает детали, обработанные на станках с ЧПУ, детали с ЧПУ, детали для литья под давлением, штампованные детали, экструзионные детали и другие металлические детали и формы, а также соответствующие изделия и формы для литья под давлением.
| Таблица металлического литья
Компания Aero Metals создала полезные сравнительные таблицы литья по выплавляемым моделям для простого сравнения с другими методами изготовления металла.
Литье под давлением — это процесс, при котором расплавленный металл нагнетается в полость формы под высоким давлением.Для использования расплавленного металла требуются инструменты, изготовленные из закаленной инструментальной стали, что обуславливает чрезвычайно высокие и длительные затраты на запуск новых программ. Инструменты также быстро изнашиваются, требуя дорогостоящего ремонта и замены на протяжении всего срока службы инструмента или продукта. Черные металлы, такие как углеродистая и нержавеющая сталь, нельзя отливать этим методом, что еще больше ограничивает его полезность.
Наши методы литья по выплавляемым моделям позволяют впрыскивать воск в алюминиевую полость. Алюминий имеет более низкую стоимость изготовления металла, его легче резать и дешевле обслуживать. Использование воска также упрощает работу с инструментами, что позволяет поддерживать единообразие деталей для многих других целей. Литье по выплавляемым моделям позволяет отливать черные и цветные металлы (алюминий, латунь, бронза и т. Д.).
Использование воска также упрощает работу с инструментами, что позволяет поддерживать единообразие деталей для многих других целей. Литье по выплавляемым моделям позволяет отливать черные и цветные металлы (алюминий, латунь, бронза и т. Д.).
| Литье по выплавляемым моделям | литье под давлением | |
| Свобода дизайна | Большинство | Большинство |
| Контроль допуска | Лучшее | Лучшее |
| Поверхность | Хорошо | Лучшее |
| Выбор металла | Мост | Немного |
| Диапазон размеров | Среднее значение | Среднее значение |
| Объем | Все | Высокая |
| Время выполнения | Средний | Длинный |
| Стоимость инструмента | Среднее значение | Высокая |
| Стоимость единицы | Среднее значение | Низкая |
| Добавленная обработка | Среднее значение | Низкая |
Вернуться к началу
Литье по выплавляемым моделям vs.
 Порошковая металлургия
Порошковая металлургияПроцесс получения металлического порошка прост, но требует множества различных этапов. Сначала предварительно смешанный металлический порошок прессуется в пресс-форме с помощью мощного пресса, что обеспечивает его форму и повышенную плотность. Это «зеленое состояние» — детали, называемые на данном этапе компактами, имеют определенную форму, но технически не являются твердыми. Затем прессовки пропускают через печь для спекания, которая нагревает их до температуры чуть ниже точки плавления металла. Это позволяет металлическим частицам плавиться вместе, не плавясь, и тем самым сохранять свою форму.
Кроме того, детали, изготовленные методом порошковой металлургии, могут быть очень плотными, что может быть хорошим или плохим в зависимости от применения, но также может быть достигнута контролируемая пористость. Изготовление пресс-форм для порошковой металлургии обходится дорого, и, хотя можно изготавливать сложные детали, существуют ограничения геометрии, которые не возникают при литье по выплавляемым моделям.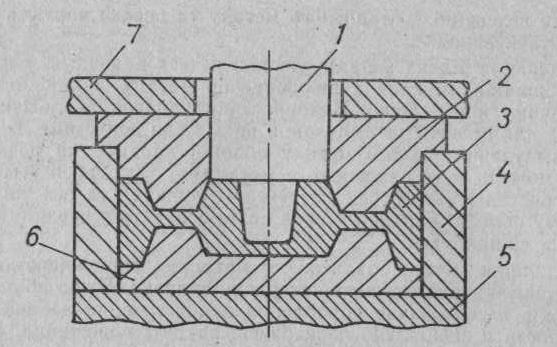 Для сравнения, литье по выплавляемым моделям позволяет лить черные и цветные металлы (алюминий, латунь, бронза и т. Д.).
Для сравнения, литье по выплавляемым моделям позволяет лить черные и цветные металлы (алюминий, латунь, бронза и т. Д.).
Методы литья по выплавляемым моделям позволяют сократить рабочее время и предложить одну сплошную деталь, которая обеспечивает неизменно чистый вид для конечного пользователя.Кроме того, сокращение рабочего времени снижает время выполнения заказа и общую стоимость.
| Литье по выплавляемым моделям | Металлический порошок | |
| Свобода дизайна | Большинство | Минимум |
| Контроль допуска | Лучшее | Лучшее |
| Поверхность | Хорошо | Лучшее |
| Выбор металла | Мост | Среднее значение |
| Диапазон размеров | Среднее значение | Малый |
| Объем | Все | Высокая |
| Время выполнения | Средний | Средний |
| Стоимость инструмента | Среднее значение | Среднее значение |
| Стоимость единицы | Среднее значение | Низкая |
| Добавленная обработка | Среднее значение | Низкая |
Вернуться к началу
Литье по выплавляемым моделям vs.
 Штамповка
ШтамповкаШтамповка металла — более примитивный метод формовки металла. Штамповка металла выполняется, когда лист или полоса металла подается в гидравлический или механический пресс, в котором используется матрица и высокое давление для придания металлической конструкции желаемых деталей.
Отрицательный аспект штамповки металла заключается в том, что форма и толщина листового металла не обладают большой гибкостью, поэтому чем выше сложность детали, тем больше дополнительных компонентов необходимо добавить в процесс штамповки металла, что увеличивает Стоимость.Штамповка металла также приводит к образованию большого количества отходов, поскольку в результате штамповки остается значительное количество неиспользованного металлолома, намного больше, чем при использовании методов литья по выплавляемым моделям.
Литье по выплавляемым моделям сокращает отходы, рабочее время и машинное время, что приводит к дорогостоящему процессу изготовления металла. Литье по выплавляемым моделям также может включать металл различной толщины и глухие отверстия.
| Литье по выплавляемым моделям | Штамповка | |
| Свобода дизайна | Большинство | Среднее |
| Контроль допуска | Лучшее | Лучшее |
| Поверхность | Хорошо | Лучшее |
| Выбор металла | Мост | Среднее значение |
| Диапазон размеров | Среднее значение | Среднее значение |
| Объем | Все | Высокая |
| Время выполнения | Средний | Средний |
| Стоимость инструмента | Среднее значение | Высокая |
| Стоимость единицы | Среднее значение | Низкая |
| Добавленная обработка | Среднее значение | Низкая |
Вернуться к началу
Литье по выплавляемым моделям vs.Ковка
Ковка — это процесс изготовления металла, при котором горячий или холодный материал прижимается массивным молотком, чтобы придать материалу желаемую форму. Этот процесс требует чрезвычайно дорогих инструментов, которые часто необходимо заменять. В то время как прочность детали у поковок немного выше, повышенный уровень опасности, присущий поковке, наряду со специальным оборудованием, увеличивает стоимость поковок. Многие поковки после завершения обработки нуждаются в серьезной обработке для повышения твердости, а также в механической обработке из-за отсутствия допуска.
Методы литья по выплавляемым моделям требуют менее дорогостоящего оборудования и по своей сути менее опасны, что позволяет снизить затраты. Отливки по выплавляемым моделям также могут выдерживать гораздо более жесткие допуски, что сокращает объем механической обработки, характерной для поковок.
| Литье по выплавляемым моделям | Ковка | |
| Свобода дизайна | Большинство | Минимум |
| Контроль допуска | Лучшее | Плохо |
| Поверхность | Хорошо | Среднее значение |
| Выбор металла | Мост | Среднее значение |
| Диапазон размеров | Среднее значение | Среднее значение |
| Объем | Все | Высокая |
| Время выполнения | Средний | Длинный |
| Стоимость инструмента | Среднее значение | Среднее значение |
| Стоимость единицы | Среднее значение | Среднее значение |
| Добавленная обработка | Среднее значение | Высокая |
Вернуться к началу
Литье по выплавляемым моделям vs.Постоянная форма
Постоянные пресс-формы состоят из полостей пресс-формы, обработанных на металлических штампах и предназначенных для многократного использования. Этот процесс очень хорошо подходит для использования одноразовых стержней и делает возможным производство деталей, которые не подходят для процесса литья под давлением. Однако, поскольку этот процесс требует более высокой стоимости инструментов, он требует большего объема отливок, чтобы иметь экономический смысл. Постоянные формы также обычно ограничиваются производством отливок небольшого размера с простыми внешними конструкциями.
Методы литья по выплавляемым моделям подходят для больших или малых партий деталей и подходят для большинства черных / цветных металлов.
| Литье по выплавляемым моделям | Постоянная форма | |
| Свобода дизайна | Большинство | Среднее |
| Контроль допуска | Лучшее | Среднее значение |
| Поверхность | Хорошо | Среднее значение |
| Выбор металла | Мост | Среднее значение |
| Диапазон размеров | Среднее значение | Среднее значение |
| Объем | Все | Все |
| Время выполнения | Средний | Средний |
| Стоимость инструмента | Среднее значение | Среднее значение |
| Стоимость единицы | Среднее значение | Среднее значение |
| Добавленная обработка | Среднее значение | Среднее значение |
Вернуться к началу
Литье по выплавляемым моделям vs.Гипсовая форма
Литье из гипса — это процесс литья, похожий на литье в песчаные формы. Вместо использования песка в процессе используется смесь воды, гипса и упрочняющих составов. Гипсовая лепнина обеспечивает гладкую поверхность после литья, но требует уклона не менее 1 градуса. Кроме того, это более дорогостоящий процесс по сравнению с постоянным литьем в формы и литье в песчаные формы. Кроме того, при таком способе может потребоваться частая замена гипсовых формовочных материалов.
Литье по выплавляемым моделям обеспечивает гибкость конструкции и является полезным процессом для литья труднообрабатываемых сплавов.Методы литья по выплавляемым моделям также позволяют изготавливать изделия сложной формы, сложных сечений сердечника, более мелких деталей и более тонких стенок.
| Литье по выплавляемым моделям | Гипсовая форма | |
| Свобода дизайна | Большинство | Среднее |
| Контроль допуска | Лучшее | Среднее значение |
| Поверхность | Хорошо | Среднее значение |
| Выбор металла | Мост | Немного |
| Диапазон размеров | Среднее значение | Среднее значение |
| Объем | Все | Низкая |
| Время выполнения | Средний | Короткий |
| Стоимость инструмента | Среднее значение | Низкая |
| Стоимость единицы | Среднее значение | Высокая |
| Добавленная обработка | Среднее значение | Среднее значение |
Вернуться к началу
Литье по выплавляемым моделям vs.Литье в песчаные формы
Отливки в песчаные формы изготавливаются путем создания негатива в слое песка для создания полости для отливки. Песчаная раковина создает грубую внешность отливок. Типичная чистота поверхности отливок в песчаные формы составляет 250 Ra в литом состоянии, после чего требуется большая работа для создания отделки поверхности, приемлемой для большинства применений. Отливки в песчаные формы также не могут выдерживать такие жесткие допуски, как отливки по выплавляемым моделям, и, вероятно, потребуют большей обработки, чем отливки по выплавляемым моделям.
Для литья по выплавляемым моделям используется керамическая форма, которая может обеспечить гораздо более гладкую поверхность, обычно средняя чистота поверхности 125 Ra после литья.Отливки по выплавляемым моделям также значительно сокращают объем механической обработки, которая потребуется после литья, за счет соблюдения допуска 0,005 дюйма / дюйм для большинства применений.
| Литье по выплавляемым моделям | Литье в песчаные формы | |
| Свобода дизайна | Большинство | Среднее |
| Контроль допуска | Лучшее | Плохо |
| Поверхность | Хорошо | Плохо |
| Выбор металла | Мост | Мост |
| Диапазон размеров | Среднее значение | Большой |
| Объем | Все | Все |
| Время выполнения | Средний | Средний |
| Стоимость инструмента | Среднее значение | Низкая |
| Стоимость единицы | Среднее значение | Среднее значение |
| Добавленная обработка | Среднее значение | Высокая |
Вернуться к началу
Литье по выплавляемым моделям vs.Производство Металла
Металлоконструкции — это металлические конструкции, полученные путем резки, гибки и сварки нескольких кусков материала вместе. Этот метод увеличивает количество шагов и приводит к более высокому проценту брака. Увеличение количества ненужных материалов, наряду с увеличением рабочего времени, приводит к тому, что изготовление металлических изделий становится дорогостоящим и требует много времени.
Точно настроенный метод литья по выплавляемым моделям может сократить рабочее время, обеспечивая при этом непрерывную деталь, которая обеспечивает чистый и последовательный вид для конечного пользователя.Сокращение рабочего времени также снижает время выполнения заказа и все применимые затраты. Однородность литья также может привести к снижению количества брака, что может еще больше снизить общие затраты на изготовление металла.
| Литье по выплавляемым моделям | Производство металлов | |
| Свобода дизайна | Большинство | Среднее |
| Контроль допуска | Лучшее | Среднее значение |
| Поверхность | Хорошо | Плохо |
| Выбор металла | Мост | Среднее значение |
| Диапазон размеров | Среднее значение | Большой |
| Объем | Все | Все |
| Время выполнения | Средний | Короткий |
| Стоимость инструмента | Среднее значение | Низкая |
| Стоимость единицы | Среднее значение | Высокая |
| Добавленная обработка | Среднее значение | Высокая |
Вернуться к началу
Свяжитесь с Aero Metals сегодня
Свяжитесь с нами для получения дополнительной информации о наших методах литья по выплавляемым моделям или запросите ценовое предложение сегодня.
Что такое штамповка металла? Руководство по процессам, этапам и типам прессов
Штамповка металла — это процесс холодной штамповки, при котором используются штампы и штамповочные прессы для преобразования листового металла в различные формы. Кусочки плоского листового металла, обычно называемые заготовками, загружаются в штамповочный пресс для листового металла, который использует инструмент и поверхность штампа для придания металлу новой формы. Производственные предприятия и изготовители металла, предлагающие услуги штамповки, помещают штампованный материал между секциями штампа, где использование давления будет формировать и сдвигать материал в желаемую окончательную форму для продукта или компонента.
Матрица для штамповки металла, используемая для автомобильных деталей.Изображение предоставлено: DRN Studio / Shutterstock.com
В этой статье описываются процесс и этапы штамповки металла, представлены типы обычно используемых штамповочных прессов, рассматриваются преимущества штамповки по сравнению с другими производственными процессами, а также объясняются различные типы штамповочных операций и их применения.
Основные понятия штамповки металлов
Штамповка металла, также называемая прессованием, представляет собой недорогой высокоскоростной производственный процесс, позволяющий производить большое количество идентичных металлических компонентов.Операции штамповки подходят как для коротких, так и для длительных производственных циклов, и могут проводиться с другими операциями обработки металлов давлением и могут состоять из одного или нескольких из ряда более конкретных процессов или методов, таких как:
- Пробивка
- Заглушка
- Тиснение
- Чеканка
- Гибка
- Фланец
Вырубка и вырубка относятся к использованию штампа для резки материала в определенные формы. При штамповке обрезок материала удаляется, когда пуансон входит в матрицу, оставляя отверстие в заготовке.С другой стороны, вырубка удаляет заготовку из основного материала, превращая этот удаленный компонент в желаемую заготовку или заготовку.
Тиснение — это процесс создания выпуклой или утопленной конструкции в листовом металле путем прижатия необработанной заготовки к штампу, имеющему желаемую форму, или путем пропускания заготовки материала через роликовый штамп.
Чеканка — это метод гибки, при котором заготовку штампуют, когда она помещается между штампом и пуансоном или прессом. Это действие заставляет наконечник пуансона проникать в металл и приводит к точным, повторяемым изгибам.Глубокое проплавление также снимает внутренние напряжения в металлической заготовке, в результате чего не возникает эффекта пружинения.
Гибка относится к общей технике формования металла в желаемые формы, такие как L, U или V-образные профили. Процесс гибки металла приводит к пластической деформации, которая вызывает напряжения выше предела текучести, но ниже предела прочности. Изгиб обычно происходит вокруг одной оси.
Отбортовка — это процесс установки развальцовки или фланца на металлическую заготовку с использованием штампов, прессов или специального оборудования для отбортовки кромок.
Станки для штамповки металла могут больше, чем просто штамповка; они могут лить, штамповать, резать и формировать металлические листы. Станки могут быть запрограммированы или с числовым программным управлением (ЧПУ) для обеспечения высокой точности и повторяемости для каждой штампованной детали. Программы электроэрозионной обработки (EDM) и компьютерного проектирования (CAD) обеспечивают точность. Доступны различные станки для штамповки штампов. Прогрессивные, формовочные, составные и твердосплавные инструменты позволяют выполнять определенные задачи штамповки.Прогрессивные матрицы можно использовать для одновременного создания нескольких деталей на одной детали.
Различные типы прессов: Пресс гидравлический штамповочный.Изображение предоставлено: Romul014 / Shutterstock.com
Виды штамповочных операций
Прогрессивная штамповка
Для прогрессивной штамповки используется последовательность станций штамповки. Рулон металла подается в поршневой штамповочный пресс с матрицами прогрессивной штамповки. Матрица перемещается вместе с прессом, и когда пресс движется вниз, матрица закрывается, штампуя металл и формируя деталь.Когда пресс поднимается, металл перемещается горизонтально к следующей станции. Эти движения должны быть точно выровнены, поскольку деталь все еще связана с металлической полосой. Последняя станция отделяет только что изготовленную деталь от остального металла. Прогрессивная штамповка идеальна для длительных тиражей, потому что штампы служат долго, не повреждаются, а процесс очень повторяемый. На каждом этапе процесса выполняется различная операция резки, гибки или штамповки металла, таким образом постепенно достигая желаемой формы и дизайна конечного продукта.Это также более быстрый процесс с ограниченным количеством отходов.
Трансферная штамповка
Передаточная штамповка похожа на прогрессивную штамповку, но деталь отделяется от металлического пути на ранней стадии процесса и передается от одной штамповочной станции к другой другой механической транспортной системой, такой как конвейерная лента. Этот процесс обычно используется для больших деталей, которые, возможно, потребуется перенести на разные прессы.
Штамповка с четырьмя слайдами
Четырехходовая штамповка также называется многолучевой или четырехсторонней штамповкой.Этот метод лучше всего подходит для создания сложных компонентов, имеющих множество изгибов или поворотов. Он использует четыре скользящих инструмента вместо одного вертикального суппорта, чтобы формировать заготовку за счет нескольких деформаций. Два ползуна или плашки ударяют по заготовке по горизонтали, придавая ей форму, при этом плашки не используются. Многослайдовая штамповка также может иметь более четырех движущихся слайдов.
Четырехпозиционная штамповка — это очень универсальный вид штамповки, так как к каждому суппорту можно прикрепить разные инструменты. Он также имеет относительно низкую стоимость и быстрое производство.
Чистовое гашение
Чистовая вырубка, также известная как чистовая вырубка, ценится за обеспечение высокой точности и гладких краев. Операции чистовой вырубки, обычно выполняемые на гидравлическом или механическом прессе или в комбинации двух, состоят из трех отдельных движений:
- Зажим заготовки или обрабатываемого материала на месте
- Выполнение операции вырубки
- Выброс готовой детали
Прессы для чистовой вырубки работают при более высоких давлениях, чем те, которые используются при обычных операциях штамповки, поэтому инструменты и оборудование необходимо проектировать с учетом этих более высоких рабочих давлений.
Кромки, полученные при чистовой штамповке, избегают изломов, так как они получаются с помощью обычных инструментов, а плоскостность поверхности может превосходить таковую, доступную при других методах штамповки. Поскольку это метод холодной экструзии, чистовая вырубка представляет собой одностадийный процесс, снижающий общие затраты на изготовление.
Типы штамповочных прессов
Три распространенных типа штамповочных прессов включают механические, гидравлические и механические сервоприводы. Обычно прессы связаны с устройством автоматической подачи, которое отправляет листовой металл через пресс в рулонах или заготовках.
Механический
В механических прессахиспользуется двигатель, соединенный с механическим маховиком для передачи и хранения энергии. Размер их пуансонов может варьироваться от 5 мм до 500 мм, в зависимости от конкретного пресса. Скорость механического прессования также варьируется, обычно в диапазоне от двадцати до 1500 ударов в минуту, но они, как правило, быстрее, чем гидравлические прессы. Эти прессы представлены в широком диапазоне размеров от двадцати до 6000 тонн. Они хорошо подходят для создания более мелких и простых деталей из рулонов листового металла.Обычно они используются для прогрессивной и трансферной штамповки при больших объемах производства.
Гидравлический
В гидравлических прессахдля приложения усилия к материалу используется гидравлическая жидкость под давлением. Гидравлические поршни вытесняют жидкость с силой, пропорциональной диаметру головки поршня, что позволяет лучше контролировать величину давления и обеспечивать более постоянное давление, чем в механическом прессе. Кроме того, они имеют возможность регулировки хода и скорости и, как правило, могут обеспечивать полную мощность в любой точке хода.Эти прессы обычно различаются по размеру от двадцати до 10000 тонн и имеют ход поршня от 10 до 800 мм.
Гидравлические прессы обычно используются для небольших производственных партий для создания более сложных и более глубоких штамповок, чем механические прессы. Они обеспечивают большую гибкость благодаря регулируемой длине хода и контролируемому давлению.
Механический сервопривод
В механических сервопрессахвместо маховиков используются двигатели большой мощности. Они используются для создания более сложных штамповок с большей скоростью, чем гидравлические прессы.Ход, положение и движение скольжения, а также скорость регулируются и программируются. Они приводятся в действие либо системой привода с вспомогательной связью, либо системой прямого привода. Эти прессы являются самыми дорогими из трех рассмотренных типов.
Типы штамповочных штампов
Штамповочный пресс с ЧПУИзображение предоставлено: DRN Studio / Shutterstock.com
Плашки, которые используются при штамповке металла, можно охарактеризовать как однопозиционные или многопозиционные.
Однопозиционные матрицы включают как составные, так и комбинированные матрицы.Составные штампы выполняют более одной операции резки на одном прессе, например, в случае нескольких разрезов, необходимых для создания простой шайбы из стали.
Комбинированные матрицы — это матрицы, в которых за один ход пресса выполняются как операции резки, так и операции без резки. Примером может быть матрица, которая производит надрез, а также фланец для данной металлической заготовки.
Многопозиционные штампы включают в себя как прогрессивные штампы, так и штампы для переноса, где операции вырубки, штамповки и резки выполняются последовательно из одного и того же штампа.
Стальные линейчатые матрицы, также называемые ножевыми, изначально использовались с более мягкими материалами, такими как кожа, бумага или картон, но также нашли применение при резке и формовании металлов, включая алюминий, медь и латунь. Материал стальной полосы, используемый для режущей поверхности, спроектирован так, чтобы соответствовать желаемой форме, а в башмаке штампа прорезана прорезь для удержания материала стальной линейки. Характеристики разрезаемого материала, такие как его толщина и твердость, помогают установить толщину стальной линейки, которая будет использоваться в режущем диске.
Материальные аспекты
Кольца РашидаИзображение предоставлено: Wisconsin Stamping
Выбор материалов для штамповки металла зависит от желаемых свойств готовой детали. Штамповка не ограничивается как производственный процесс только металлами — существует множество материалов для штамповки металлов, которые можно обрабатывать с помощью методов штамповки, таких как бумага, кожа или резина, но металлы являются наиболее часто используемыми.
В целом металлы после штамповки сохраняют свою ковкость и пластичность.Те, которые используются при прецизионной штамповке, обычно имеют твердость от мягкой до средней и имеют низкий коэффициент текучести. Некоторые из обычных металлов и типов металлов, изготавливаемых методом штамповки, включают:
- Драгоценные металлы, такие как серебро, золото и платина
- Черные металлы, особенно сплавы на основе железа, такие как нержавеющая сталь
- Цветные металлы, такие как бронза, латунь и цинк
- Нестандартные сплавы, такие как бериллиевый никель и бериллиевая медь
Черные металлы обычно используются в штамповочных операциях, так как в них низкое содержание углерода означает, что они относятся к наименее дорогим доступным вариантам, что приводит к низким производственным затратам.
При выполнении операций по штамповке металла необходимо учитывать несколько важных факторов и конструктивных соображений.
Отделочные работы
Производственные операции после штамповки могут включать в себя процессы удаления заусенцев, нарезания резьбы, развертывания и зенкования штампованного продукта. Это позволяет добавлять другие детали к штампованной детали или исправлять дефекты отделки или удалять острые кромки, которые могут повлиять на безопасность.
Удаление заусенцев включает удаление осколков обрезного материала, которые остаются на заготовке после завершения операции штамповки.Острые кромки могут потребовать шлифовки для удаления заусенцев или может потребоваться отбортовка, чтобы получить сглаженную кромку и направить кромку с заусенцами во внутреннюю складку, где это не вызовет травм или не будет замечено косметически.
Концепции дизайна
Обычно следует избегать слишком узких выступов в штампованных изделиях, поскольку они могут быть более легко искажены и повлиять на восприятие качества готового изделия.
По возможности, конструкции должны основываться на использовании существующих штампов для стандартных форм и изгибов.Необходимость создания нестандартного штампа для штамповки увеличит первоначальные затраты на инструмент.
Избегание острых внутренних и внешних углов в штампованных изделиях может помочь снизить вероятность образования более крупных заусенцев в этих областях и острых кромок, для удаления которых требуется вторичная обработка. Кроме того, существует большая вероятность концентрации напряжений в острых углах, что может вызвать растрескивание или последующий выход детали из строя из-за длительного использования.
Габаритные размеры готового продукта будут ограничены доступными размерами листов или заготовок из листового металла, и эти ограничения необходимо учитывать для материала, израсходованного на складки на краях или фланцах, а также для любого дополнительного удаления или использования материала.Очень большие продукты, возможно, придется создавать в несколько этапов и механически соединять вместе в качестве второго этапа производственного процесса.
Для операций высечки учитывайте как направление высечки, так и размер перфорированного элемента. Как правило, пробивку лучше всего производить в одном направлении, чтобы все острые кромки, образованные пуансоном, находились на одной стороне заготовки. Затем эти края можно скрыть для внешнего вида и держать подальше от общего доступа рабочих или конечных пользователей продукта, где они могут представлять опасность.Перфорированные элементы должны отражать толщину исходного материала. Общее правило заключается в том, что размер перфорированных элементов должен быть как минимум в два раза больше толщины материала.
Для гибов минимальный радиус изгиба листового металла примерно равен толщине материала. Меньшие изгибы труднее достичь и могут привести к появлению точек концентрации напряжений в готовой детали, что впоследствии может вызвать проблемы с качеством продукции.
При сверлении или пробивке отверстий выполнение этих операций на одном этапе поможет обеспечить их позиционирование, допуск и повторяемость.Как правило, диаметры отверстий должны быть не меньше толщины материала, а минимальное расстояние между отверстиями должно быть не менее двух толщин материала друг от друга.
Операции по изгибу должны выполняться с учетом риска деформации материала, поскольку материал на внутренней и внешней поверхностях точки изгиба сжимается и растягивается соответственно. Минимальный радиус изгиба должен быть примерно равен толщине заготовки, чтобы избежать накопления концентрации напряжений.Длины фланцев должны быть примерно в три раза больше толщины заготовки, что является хорошей практикой.
Преимущества и недостатки штамповки
Некоторые из преимуществ штамповки включают более низкую стоимость штампа, более низкие вторичные затраты и высокий уровень автоматизации по сравнению с другими процессами. Штамповочные штампы для металла, как правило, относительно дешевле в производстве и обслуживании, чем штампы, используемые в других распространенных процессах. Вторичные затраты, такие как очистка и нанесение покрытия, также дешевле, чем аналогичная обработка для других процессов изготовления металла.Штамповочные машины относительно легко автоматизировать и могут использовать высокопроизводительные компьютерные программы управления, которые обеспечивают большую точность, более быстрое производство и меньшее время выполнения работ. Высокий уровень автоматизации также снижает стоимость рабочей силы.
Одним из недостатков штамповки является более высокая стоимость пресса. Матрицы также должны быть приобретены или созданы, а изготовление штампов для штамповки металла по индивидуальному заказу — более длительный предварительный процесс. Также может быть сложно заменить штампы, если необходимо изменить конструкцию во время производства.
Приложения
Штамповка используется во множестве приложений, особенно связанных с трехмерным рисунком, надписью или другими элементами гравировки на поверхности. Такие штамповочные изделия обычно производятся для производителей бытовой техники, автомобильных компаний, осветительной промышленности, телекоммуникационных услуг, военной и оборонной промышленности, аэрокосмической промышленности, производителей медицинского оборудования и компаний, занимающихся электроникой. Скорее всего, у вас есть продукт в вашем доме, детали которого созданы путем штамповки металла, потому что этот процесс используется во всем, от вашей бытовой техники до ваших автомобилей.
Конкретные продукты и компоненты могут варьироваться от простых элементов штамповки, таких как металлические зажимы, пружины, грузы, шайбы и кронштейны, до более сложных конструкций, таких как основания двигателя или фрикционные диски. Этот процесс используется для производства как деталей для большого оборудования, так и невероятно детализированных мелких деталей. Микроточная штамповка позволяет изготавливать детали диаметром до 0,002 дюйма.
Электронные штамповки — это электронные компоненты, изготовленные методом штамповки металла.Они используются в самых разных отраслях, от бытовой электроники и бытовой техники до телекоммуникаций и авиакосмической промышленности. Электронные штамповки доступны из ряда металлов, включая медь, медные сплавы, алюминий и сталь, а также из более дорогих металлов, таких как платина и золото. Электронные компоненты, изготовленные методом штамповки металла, включают клеммы, контакты, выводные рамки, пружины и штыри. Они могут быть изготовлены из черных или цветных металлов. Металлические штамповки находят широкое применение в компьютерах, электронном оборудовании и медицинских устройствах.Из-за специальных форм, которые могут быть получены с помощью различных процессов штамповки, многие электронные устройства изготавливаются с помощью этого процесса холодной штамповки.
Сводка
В этой статье представлено понимание операций по штамповке металла и машинных прессов. Для получения дополнительной информации о сопутствующих услугах обратитесь к другим нашим руководствам или посетите платформу Thomas Supplier Discovery Platform, чтобы найти потенциальные источники поставок или просмотреть подробную информацию о конкретных продуктах.
Источники:
- https: // metalproductsblog.ru / 2014/03/12 / пробивные прессы механические против гидравлических /
- https://www.thefabricator.com/article/stamping/stamping-101-anatomy-of-a-mechanical-press
- https://www.metalformingmagazine.com
- https://www.sciencedirect.com/topics/engineering/fine-blanking
- https://mindtribe.com/2016/03/the-mindtribe-guide-to-sheet-metal-design/
- http://marii.my/design-considerations-for-metal-stamping/
- https://www.keatsmfg.com/metal-stamping/
- https: // www.espemfg.com/blog/blanking-vs-punching/
- https://www.manortool.com/blog/applications-tips-transferring-tooling/
- https://www.ohiovalleymfg.com/blog/heavy-gauge-stamping/
- https://www.arandatooling.com/what-is-metal-stamping/
- https://www.associatedfastening.com/products-services/metal-stamping.html
- https://www.hudson-technologies.com/blog/metal-stamping-custom-components/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
- https: // www.esict.com/tool-die-making/
- https://www.metalcraftspinning.com/blog/aluminium-vs-steel/
- https://claironmetals.com/a-brief-guide-to-metal-stamping/
Прочие изделия из металла
Больше от Custom Manufacturing & Изготовления
STRATTEC Security Corporation: производственные мощности
Цинк, литье под давлением
STRATTEC производит прецизионные литые под давлением компоненты из цинка в соответствии с вашими уникальными спецификациями.
Возможности литья под давлением
- 20 Обычные машины (от 40 до 600 тонн) с роботизированной разгрузкой, охлаждением и дифферентом.
- 21 станок Techmire (4 суппорта, гидравлический зажим)
- 18 станков Dynacast (4 суппорта, пневматический зажим)
- 10 станков Lamacast (4 суппорта, пневматический зажим)
- Используйте Zamak 5 в качестве первичного цинкового сплава
- Поверка спектрометра из сплава цинка
- Еженедельное потребление цинка — 200000 фунтов
- Еженедельный объем компонентов
- 400K / неделя Обычное
- 350 тыс. / Неделя Techmire
- 750K / неделя Dynacast- Lamacast
Возможности конструкции
- Постоянный пользователь MagmaSoft HPDC, аккредитованный уровень 3 (моделирование заполнения)
- Проектирование и сборка в доме
Штамповка металла
Уделяя особое внимание вашим конкретным потребностям, STRATTEC может удовлетворить широкий спектр ваших потребностей в штамповке.
Производственные мощности— Сервопресс до 630 тонн
- Прецизионная штамповка металла
- Глубокая штамповка
- Прогрессивная штамповка
Возможности конструкции
- Конструированные штампы класса А
- Защита штампа
- 3D Solid Works
Металлическое покрытие
Наши линии по нанесению металлического покрытия способны обрабатывать производственные партии различных размеров, сохраняя при этом пристальное внимание к качеству, которое вы привыкли ожидать от STRATTEC.
Возможности покрытия
- Процесс металлизации ствола
- Полуматовый и светлый никель
- Цинкование
- Трехвалентный хром
- Два процесса мойки
- Ротационная машина для мойки корзин — периодический процесс
- Шнековая шнековая машина с непрерывным потоком — непрерывная мойка большого объема
- 7 различных процессов полировки / отделки
- Центробежное воронение высокой энергии
- Вибрационное полирование партиями
- Проточное вибрационное полирование
- Магнитное центробежное воронение
- Пакетный тамбласт
- Тумбласт непрерывный
- Устройство для термического удаления заусенцев
Литье под давлением
STRATTEC может изготавливать пластмассовые компоненты для литья под давлением в точном соответствии с вашими требованиями.
- 73 Термопластавтоматы
- Тандем
- Два выстрела
- Вертикально / горизонтально
- Вставка поверх формы и вспомогательное газовое соединение
- Машины от 40 до 850 тонн
Живопись
- Покрасочные камеры
- Этапы мойки
- Печи полимеризации
- Роботы для нанесения грунтовки, базовых покрытий и слюды
Сварка
- Сварка сопротивлением
- 9 аппаратов сварочных
- Плазменная обработка
- Аппарат звуковой сварки
Производство специальных и экзотических материалов
Для создания высококачественной косметики и интегрированных продуктов
- Краска разноцветная, лазерное травление и освещение
- Декорирование в форме (IMD)
- Многоступенчатое формование
- Боковые крышки с покрытием
- Гальваника
- Компрессионное формование
- Обмотка антенной катушки
- Оборудование для нанесения конформного покрытия
Сборка
- 65 Сборочные линии
- Сборочные ячейки системы на полном поддоне
- Автоматические системы завинчивания
- Станции испытания крутящего момента
- Врезные станции
- Сервопрессы
- Машины для нанесения смазки
- Гидропневматические прессы
- Радиально-клепальные машины
- Системы подачи и упаковки автоматики
Автоматизированное тестирование
- Тестирование и разработка программного обеспечения
- Испытания на ВЧ и НЧ частоты
- Оконечные тестеры с CAN-связью
- Установка клемм и проверка индуктивности
- Тестеры механических функций
- Камеры системы обзора
- Системы проверки крутящего момента