Ремонт и восстановление блока цилиндров двигателя -Услуги
Задача ремонта заключается в том, чтобы после ремонта, двигатель имел характеристики максимально приближенные к заводским нормам.
Предварительная мойка блока цилиндров
Перед сборкой двигатель должен быть тщательно отмыт. Прежде всего, перед процессом мойки, выпрессовываются все заглушки масляных магистралей, для их гарантированной проходимости и снятия многолетнего налета. Сегодня существуют самые современные моющие средства, которые способны отмыть даже труднорастворимые отложения внутри блока. Это достигается благодаря применению паровых установок, где вместе с паром подается моющее средство, которое способно вымыть блок до блеска, даже в самых труднодоступных местах.
Расточка / хонингование блока цилиндров
Перед ремонтом блок подлежит обязательным промерам и по их результату, принимается решение о предстоящем виде ремонта. Если блок имеет допустимый износ, то он подлежит расточке и дальнейшему хонингованию.
Гильзовка чугунного блока цилиндров
Когда износ зеркала цилиндров превышает предельно допустимый и выходит за все существующие ремонтные размеры, ремонт блока выполняется методом гильзования. Для чугунных блоков, в таких случаях используются гильзы из легированных износостойких чугунов. Существуют два вида гильз: «сухие» и «мокрые». «Сухие» гильзы устанавливаются в уже расточенные гнезда цилиндров, с предварительным натягом и непосредственно не имеют контакта с охлаждающей жидкостью. Гильзы могут запрессовываться как «на холодную», так и термическим способом.
Перед установкой «сухих» гильз производят расточку блока под их размеры. Это одна из важнейших операций, так как от качества ее исполнения будет зависеть дальнейший ресурс двигателя. Во время расточки, помимо необходимого размера, соблюдают геометрию и степень чистоты отверстия под гильзы. В противном случае оставшиеся бочкообразность или конусность передадутся гильзе, с которой для устранения этих недостатков, придется снимать дополнительный слой металла, что скажется на прочности гильзы.
Поэтому нужно избегать ремонта на старых станках с невысоким классом точности. Эти работы у нас выполняются специалистами, имеющими многолетний стаж в этой области.
При установке гильз на «горячую» обеспечивают натяг порядка 50– 80 мкм, предварительно равномерно нагрев блок до 120–150 градусов. Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
Затем, охлажденные в азоте гильзы, вставляют в блок. После выравнивания температуры, гильза будет сидеть в блоке «намертво».
При установке гильз на «холодную», приходится увеличивать толщину гильзы, чтобы не наступило коробления при запрессовке, и так как в этом случае натяг составляет лишь 0,05 мм,
Гильзовка алюминиевого блока цилиндров
Алюминиевые блоки гильзуются по аналогии с чугунными блоками, с установкой специальных гильз из алюминия с содержанием различных присадок. Так если блок отлит из сплава локасила, то для восстановления цилиндров используют гильзы, с высоким содержанием кремния (до 28%), из алюминия. В современных блоках с покрытием цилиндров никелем, вообще не предусмотрена расточка, и такие блоки восстанавливаются алюминиевыми гильзами. В отдельных случаях могут применяться и чугунные гильзы, что удешевляет ремонт.
Гильзовка двигателя
Производится гильзовка любых двигателей, блоки которых изготовлены из чугуна, цельноалюминиевых блоков и сплавов алюминия.
Перепрессование поршней
Выполняется перепрессовка всех видов поршней, как горячим, так и холодным способом, в зависимости от посадки поршневого пальца. Выпрессовка выполняется с использованием гидравлического пресса, имеющего переходники под все виды поршней. Сборка поршней с шатунами, производится после предварительного нагрева в термопечи. В зависимости от конструкции поршневого пальца, нагреву подлежит либо поршень, либо шатун.
Замена вкладышей промежуточного вала
При износе вкладышей промежуточного вала, производится их замена с последующей обработкой с использованием одноходовой развертки. Эта одна из ответственных работ, так как вкладыши вала имеют прямой магистральный канал давления и, при износе это сказывается на общем давлении в двигателе.
Шлифовка промежуточного вала
При замене вкладышей промежуточного вала при необходимости производится его шлифовка, в этом случае вкладыши устанавливаются ремонтного размера.
Установка заглушек с изготовлением
Температурные заглушки блока и заглушки масляных каналов, а также заглушки масляных полостей коленчатого вала заменяются при их повреждении или при проведении ремонтных работ. Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Все виды заглушек изготавливаются на месте и устанавливаются с соблюдением необходимого натяга.
Ремонт постели коленвала
В случаях предельно допустимого износа или аварийного задира шейки коленвала, а также при сильных перегревах происходит деформирование постели коленвала. В этих случаях крышки (бугеля) коленвала занижаются на незначительную величину, затем их затягивают предписанным моментом и производят расточку и хонингование постели коленчатого вала. Этой операцией достигается восстановление геометрии и соосности постели коленвала.
Шлифовка плоскости блока цилиндров
Обычно при перегреве головки блока происходит её деформация, а при сильном перегреве деформируется и плоскость блока цилиндров. Для устранения этого дефекта плоскость блока цилиндров подлежит шлифованию до допустимого размера. Выполняются шлифовальные работы любых блоков.
Опрессовка блока цилиндров
В случаях, когда невозможно определить место утечки жидкости или масла, производится опрессовывание блоков или головок блока, с использованием специального оборудования с полным погружением деталей в горячую (80°С) воду и подачей повышенного давления для обнаружения места утечки. Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Оборудование позволяет производить опрессовывание любых видов блоков двигателей или головок блока.
Ремонт блока цилиндров на автосервисе «Автотема-Юг».
Блок цилиндров представляет собой один из самых сложных механизмов двигателей внутреннего сгорания. Все детали и механизмы этого блока в процессе работы двигателя подвергаются интенсивной работе, которая часто приводит к износу, этих деталей. Поэтому, своевременный ремонт блока цилиндров, является залогом успешной работы всего двигателя. Блок цилиндров изготовлен из сплава чугуна с добавлением пластинчатого графита, такой сплав обладает повышенной износостойкостью, которая необходима для такой важной детали как блок цилиндров. В последнее время, в целях экономии, используется изготовление блоков из алюминия со вставными чугунными гильзами.
Основной операцией, при ремонте блока, является растачивание цилиндров с целью придания им идеальной круглой формы. В процессе растачивания убираются дефекты металла, которые возникли в результате работы цилиндров. Процесс растачивания цилиндров операция достаточно грубая, поэтому, после процесса растачивания, производят шлифовку тех областей, которые подвергались растачиванию. Этот процесс шлифовки поверхности называется хонингованием. При помощи такого процесса достигается высокая точность поверхности блока цилиндров. Процесс хонингования производится при помощи абразивного инструмента.
Процесс растачивания цилиндров операция достаточно грубая, поэтому, после процесса растачивания, производят шлифовку тех областей, которые подвергались растачиванию. Этот процесс шлифовки поверхности называется хонингованием. При помощи такого процесса достигается высокая точность поверхности блока цилиндров. Процесс хонингования производится при помощи абразивного инструмента.
В процессе ремонта механики автосервиса «Автотема-Юг» применяют операцию как гильзовка. Гильзовка – это процесс установки ремонтных гильз в тело блока цилиндров. Установка ремонтных гильз производится двумя способами. Первый заключается в охлаждении гильзы при помощи жидкого азота, что уменьшает ее размеры и дает возможность установки без лишних усилий. Второй способ заключается в нагреве ответной детали. В последнее время, эти два способа объединяют. Гильзу подвергают охлаждению при помощи жидкого азота, ответную деталь, то есть сам блок, нагревают до 50-60 градусов. Отверстие обратной детали смазывают аэробным герметиком и устанавливают гильзу.
Еще один из процессов ремонта блока цилиндров – шлифовка коленчатого вала. Так как эта деталь относится к очень сложным и потому дорогостоящим деталям, то ее ремонт является более выгодным, нежели замена на новую деталь. Такой ремонт заключается в шлифовке и полировке шатунных шеек этой детали. Операции по ремонту коленчатых валов производятся на специальном оборудовании, впрочем, весь ремонт блока цилиндров требует специального оборудования.
Для расточки цилиндров применяются специальные расточные станки. Такие станки могут быть стационарными либо мобильными, габариты станков зависят от объемов двигателя. Основная задача процесса расточки это придание точного расположения оси цилиндра относительно оси коленчатого вала. К таким станкам предъявляются определенные требования, он должен соответствовать определенному классу точности. Это условие необходимо для качественной расточки, от которой будет зависеть качество второго этапа – хонингования. Операция хонингования производится на хонинговальном станке, и производится за счет вращательного и возвратно – поступательного движения хонинговальной головки, которая закрепляется в шпинделе станка.
Ремонт блоков цилиндров двигателя — цена в Москве, стоимость ремонта цилиндров двигателей на YouDo
Исполнители YouDo предлагают недорогой ремонт блоков цилиндров двигателя. Обслуживание указанной части авто может быть вызвано необходимостью устранения повреждений головок цилиндров двигателя, проведения гильзовки блоков. Если блоки перестали нормально работать, высококвалифицированные специалисты быстро определят проблемы в двигателе автомобиля и поменяют неисправную деталь.
После оказания восстановительных процедур, модель двигателя будет соответствовать заводским нормам. Типовой перечень услуг, которые оказывают исполнители YouDo, включает следующие операции:
- тщательную мойку блока цилиндров
- проведение перепрессовки поршней
- проверку коленчатого вала на твердость и наличие микротрещин
- диагностику мотора
- очищение и расточку постели, цилиндров
- замену распредвала
- восстановление головок цилиндров, которые находятся в блоке
Почему выгодно заказать услуги исполнителей YouDo
Ремонт блоков цилиндров двигателя понадобится в том случае, если появилась трещина. Исполнители YouDo в кратчайшие сроки определят места в блоке цилиндров, в которых могут образоваться пробоины. После диагностики они применят аргонную сварку и устранят «узкие места» блока цилиндров ДВС.
Исполнители YouDo в кратчайшие сроки определят места в блоке цилиндров, в которых могут образоваться пробоины. После диагностики они применят аргонную сварку и устранят «узкие места» блока цилиндров ДВС.
Опытные мастера занимаются ремонтом моделей автомобилей как отечественного, так и иностранного производства. В случае уже случившейся поломки транспортного средства профессионал по доступной цене выполнит ремонтные операции и поменяет неработающие цилиндры, распредвал или другие детали. На все комплектующие имеется гарантия.
При своевременном обращении за помощью к исполнителям YouDo вам не придется в срочном порядке решать следующие проблемы:
- из-за образования овальных форм отверстий, через которые происходят движения цилиндров, упали технические характеристики мотора
- по причине появления борозд и сколов во внутренней части блока стали заметны посторонние звуки в работающем авто
Весь комплекс ремонтных работ проводится с помощью специальных приспособлений – хонов, шлифовальных головок. Эти и другие изделия позволяют добиться оптимальной гладкости поверхностей в блоке цилиндров двигателя. Используя фрезерно-расточное оборудование, мастер выполнит ремонт головки блока цилиндров, постели, шатуна.
Эти и другие изделия позволяют добиться оптимальной гладкости поверхностей в блоке цилиндров двигателя. Используя фрезерно-расточное оборудование, мастер выполнит ремонт головки блока цилиндров, постели, шатуна.
Как быстро исполнители YouDo выполнят задание
Исполнители YouDo быстро определят причину неисправности транспортного средства. Профессиональные мастера имеют большой опыт восстановления деталей и узлов грузовых и легковых авто отечественного и иностранного производства. Все ремонтные операции выполняются по технологическим картам, что снижает риск повреждения металлических изделий.
Чаще всего у специалистов заказывают ремонт следующих частей автомобиля:
- коленчатого вала
- головок из блока с цилиндрами
- шатуна
Продолжительность оказания услуги, как и ее стоимость, зависит от сложности устранения неисправности, площади повреждения ДВС, модели авто. Вы получите качественную помощь при высокоточной обработке деталей транспортного средства.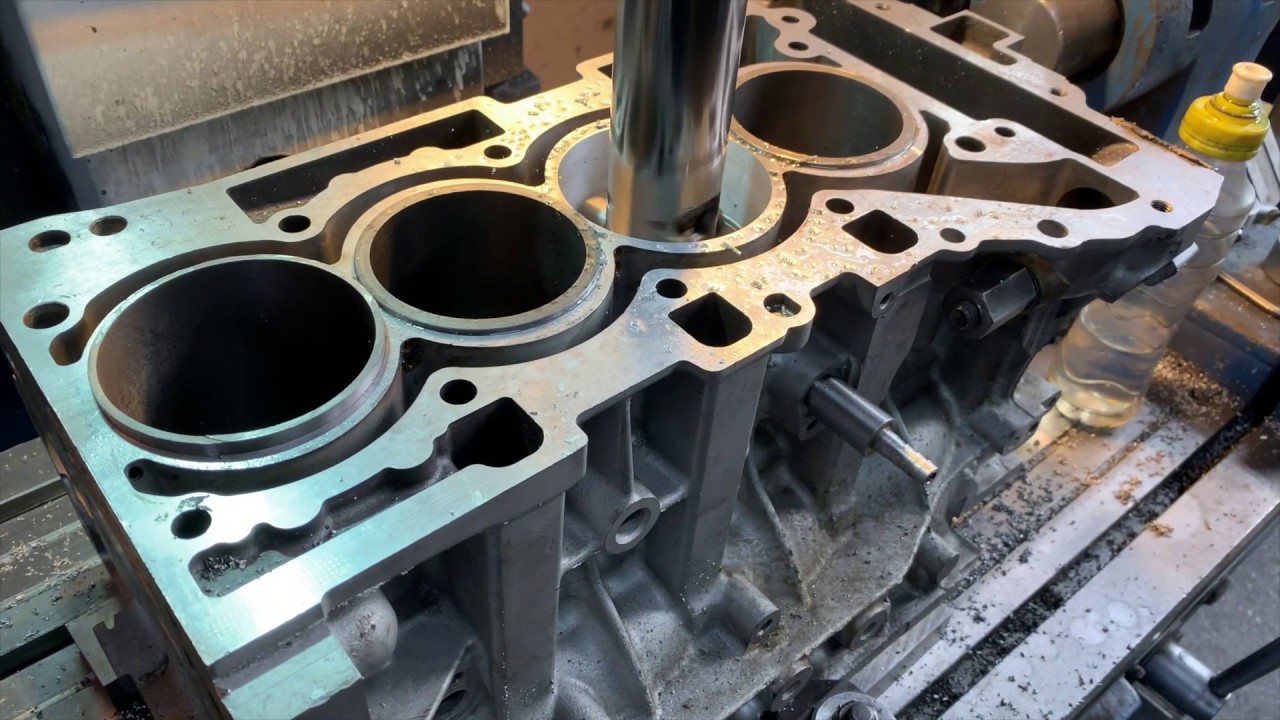 Мастера по ремонту авто отечественного и импортного производства используют современное оборудование для расточки металлических деталей. Вся информация, которую они указали при регистрации, верифицирована.
Мастера по ремонту авто отечественного и импортного производства используют современное оборудование для расточки металлических деталей. Вся информация, которую они указали при регистрации, верифицирована.
Профессионал устранит поломку блока по приемлемой цене. Типовые расценки указаны в профилях мастеров на сайте YouDo. Все подробности оказания услуги вы узнаете, если свяжитесь с исполнителем через заявку. У исполнителей YouDo у вас получится заказать не только ремонт блоков цилиндров двигателя, но и установку заглушек полости давления, аргонную сварку трещин, шлифовку и полировку коленвала.
Ремонт блока цилиндров двигателя
Ответственный элемент блока цилиндров — опорные поверхности под бурты гильз. От точности выполнения их размеров в значительной степени зависит работа деталей цилиндро-поршневой группы дизеля. В исходном технологическом процессе опорные поверхности под опорные бурты, а также верхние и нижние посадочные пояски под гильзы обрабатывались перемещением резцов с осевой подачей за две операции с разных установок. При таком методе требования плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясков под установку гильз выдерживались нестабильно. Это отрицательно сказывалось на деформации последних, повышались контактные напряжения и износ опорных поверхностей блока и бурта гильзы. При новом методе обработки подрезается торец под упорный бурт гильзы цилиндров резцом с радиальной подачей одновременно с растачиванием внутренних посадочных отверстий рис. 9. Радиальная подача резца при подрезке торца осуществляется через реечную зубчатую пару, которая смонтирована и расточной оправке. При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм. Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров.
При таком методе требования плоскостности опорных поверхностей и перпендикулярности их общей оси посадочных поясков под установку гильз выдерживались нестабильно. Это отрицательно сказывалось на деформации последних, повышались контактные напряжения и износ опорных поверхностей блока и бурта гильзы. При новом методе обработки подрезается торец под упорный бурт гильзы цилиндров резцом с радиальной подачей одновременно с растачиванием внутренних посадочных отверстий рис. 9. Радиальная подача резца при подрезке торца осуществляется через реечную зубчатую пару, которая смонтирована и расточной оправке. При такой схеме обработки не плоскостного торца по диаметру получается в пределах 0,02 мм и по его ширине до 0,01 мм, неперпендикулярность торца к оси отверстия под гильзы на диаметре 160 мм— в пределах 0,025 мм. Это значит, что нужно уменьшить зазор в нижнем пояске между гильзой и блоком цилиндров до 0,05—0,09 мм, что положительно отразится запасе по кавитационному разрушению, улучшилась герметичность стыка гильзы блоком цилиндров. Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока. Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
Раньше наблюдалось разрушение блока и гильзы цилиндров после 6000 ч. работы двигателя . Оно происходило в результате вибрации гильзы от ударов при перекладке поршня в области нижнего уплотнительного пояска.. При этом вода из системы охлаждения попадала в картерное масло, из-за чего снижалась надежность двигателя. В настоящее время в этом месте установлено резиновое уплотнительное кольцо. При проработке узла кавитационной защиты был выбран технологически оптимальный вариант конструктивного выполнения уплотнения, не потребовавший изменения блоков цилиндра. Плоское резиновое кольцо цилиндра с натягом надевают на гильзу, после чего устанавливают ее в расточке блока. Дополнительно ужесточили испытание блоков на герметичность водяной полости и масляных каналов путем увеличения давления на стендах соответственно с 4 до 6 кгс/сма и с 12 до 16 кгс/см2.
В целях повышения надежности работы коленчатого вала, вкладышей коренных подшипников, привода масляного насоса и других деталей, сопрягаемых с блоком, у шести- и восьми цилиндровых двигателей повышена структурная жесткость картерной части блока за счет введения поперечных стяжек болтов связывающих крышки коренных опор с его боковыми стенками. С переходом на усиленный блок цилиндров со стяжными болтами были проверены различные варианты материала крышки. В случае применения стали весьма затруднительным оказалось выполнить технические условия по чистоте и точности растачивания отверстий в чугунном блоке и стальной крышке. Исследования показали технологическую приемлемость в качестве материала крышки ковкого чугуна КЧ 35-10. Для выявления геометрии инструмента, оптимальной марки твердого сплава и технологических режимов проверяли обрабатываемость материалов на образцах — спаренных крышках, одну из которых отливали из чугуна блока, другую— из ковкого чугуна. Образец, имитирующий блок, изготавливали из серого перлитного чугуна и подвергали отжигу: микроструктура материала — феррит с участками зернистого и пластинчатого перлита и графита, залегающего в виде пластин прямолинейной и завихренной формы НВ 170-241. Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
С переходом на усиленный блок цилиндров со стяжными болтами были проверены различные варианты материала крышки. В случае применения стали весьма затруднительным оказалось выполнить технические условия по чистоте и точности растачивания отверстий в чугунном блоке и стальной крышке. Исследования показали технологическую приемлемость в качестве материала крышки ковкого чугуна КЧ 35-10. Для выявления геометрии инструмента, оптимальной марки твердого сплава и технологических режимов проверяли обрабатываемость материалов на образцах — спаренных крышках, одну из которых отливали из чугуна блока, другую— из ковкого чугуна. Образец, имитирующий блок, изготавливали из серого перлитного чугуна и подвергали отжигу: микроструктура материала — феррит с участками зернистого и пластинчатого перлита и графита, залегающего в виде пластин прямолинейной и завихренной формы НВ 170-241. Микроструктура крышки ковкого чугуна состоит из участков феррита и перлита. Графит залегает в виде гнезд углерода отжига, НВ 155—163.
По установленной на автоматической линии технологии растачивание в однородном материале (блок-крышка) ведется при:
t = 0,2-0,3 мм — глубина подачи,
s = 0,14 мм/об — подача,
V = 100 м/мин — скорость резанья,
Частота вращения — 275 об/мин.
Геометрия резца из сплава ВК4: φ = 75°, φ 1= 15°; α = α1 = 8°; γ = 5°; γ = 0; r = 0,5ч-0,8 мм. В ходе испытаний, проводимых на алмазно-расточном станке, установлена новая геометрия резца: φ= 60°; φ1 = 15°; γ = 5°; γ = —5°; α = α1 = 6°; r = 1,0- 1,2 мм.
Материал — твердый сплав ВКЗМ, стойкость которого в 1,5 раза выше стойкости сплава ВК4.
Режимы резания: V = 140 м/мин, t < 0,2 мм, 5 = 0,085-0,15 мм/об.
В процессе изготовления опытной партии блоков наблюдали за характером поведения детали, в частности» проверяли влияние затяжки боковых болтов на деформацию отверстий под коленчатый вал и базовых поверхностей. Анализ замеров дал возможность при проектировании технологического процесса учесть особенности поведения детали и принять рациональное решение. Замковые поверхности блока под установку крышек коренных подшипников выполняются протягиванием в две операции на станках мод. МП-371. При предварительном протягивании выдерживаются размеры замка по ширине 238,9 ±0,1 мм и высоте 99,6 ±0,15 мм. Чистовое протягивание с калиброванием замка ведется в размер 240+0.027 мм для площадок в зоне разъема, а для нижних площадок, с целью облегчения установки крышек при их комплектовании с блоком, размер увеличен до 0,03—0,08 мм на сторону .
Замковые поверхности блока под установку крышек коренных подшипников выполняются протягиванием в две операции на станках мод. МП-371. При предварительном протягивании выдерживаются размеры замка по ширине 238,9 ±0,1 мм и высоте 99,6 ±0,15 мм. Чистовое протягивание с калиброванием замка ведется в размер 240+0.027 мм для площадок в зоне разъема, а для нижних площадок, с целью облегчения установки крышек при их комплектовании с блоком, размер увеличен до 0,03—0,08 мм на сторону .
Схема обработки замка под установку крышки коренного подшипника в блоке цилиндров: а — предварительное протягивание; б — чистовое протягивание; в — крышка коренного подшипника; г — комплект инструмента для чистового протягивания.
Болты крепления крышек коренных подшипников затягивают и определенной последовательности: вначале вертикальные болты I Мкр — 43-4-47 кгс-м, затем боковые с Мкр = 10ч-12 кгс-м. ( момент затяжки боковых болтов до 14—15 кгс-м приводит к деформации отверстия под коленчатый вал до 0,025 мм в вертикальной плоскости. Болты крышки при комплектовании блоков ввертывают на десятишпиндельных вертикальном и горизонтальном станках-болтовертах, работающих в цикле автоматической линии . Величину затяжки боковых стяжных болтов 10Ч-12 кгс-м) контролируют динамометрическим ключом. Для гарантированного обеспечения затяжки вертикальных болтов дополнительно к многошпиндельному введен контрольный одношпиндельный болтоверт на котором проверяется заданная величина затяжки 100% болтов. Болтоверт работает следующим образом. Вращение от электродвигателя передается на шпиндель болтоверта через планетарный редуктор, установленный на двух цапфах. На корпусе редуктора укреплен балансир. Положением плеча груза на штанге балансира настраивают момент затяжки. При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.
Болты крышки при комплектовании блоков ввертывают на десятишпиндельных вертикальном и горизонтальном станках-болтовертах, работающих в цикле автоматической линии . Величину затяжки боковых стяжных болтов 10Ч-12 кгс-м) контролируют динамометрическим ключом. Для гарантированного обеспечения затяжки вертикальных болтов дополнительно к многошпиндельному введен контрольный одношпиндельный болтоверт на котором проверяется заданная величина затяжки 100% болтов. Болтоверт работает следующим образом. Вращение от электродвигателя передается на шпиндель болтоверта через планетарный редуктор, установленный на двух цапфах. На корпусе редуктора укреплен балансир. Положением плеча груза на штанге балансира настраивают момент затяжки. При достижении заданного момента затяжки преодолевается реактивный момент балансира, что вызывает поворот корпуса редуктора. Срабатывает конечный включатель и двигатель останавливается.
Надежность работы коренных подшипников коленчатого вала определяется качеством и геометрической формой расточенных постелей под вкладыши в блоке цилиндров. Для окончательной обработки расточенных отверстий диаметром 116+°’021мм в коренных опорах блока внедрен комбинированный инструмент из режущей развертки и роликовой раскатки, позволивший повысить качество обработки отверстий (шероховатость поверхности снизилась с (На =2,5 до На = 0,63 мКм). В результате улучшилось прилегание вкладышей в постелях и теплопередача соединения вкладыш-блок.
Для окончательной обработки расточенных отверстий диаметром 116+°’021мм в коренных опорах блока внедрен комбинированный инструмент из режущей развертки и роликовой раскатки, позволивший повысить качество обработки отверстий (шероховатость поверхности снизилась с (На =2,5 до На = 0,63 мКм). В результате улучшилось прилегание вкладышей в постелях и теплопередача соединения вкладыш-блок.
Соосность отверстий обеспечивается на операции растачивания (до диаметра 115+0,035 мм), которая при окончательном развертывании и раскатывании не нарушается. Диаметр развертки комбинированного инструмента 116 мм. Натяг по роликам при раскатывании — 0,05 мм на диаметр. При внедрении нового инструмента режимы обработки на станке автоматической линии не изменились (частота вращения 30 об/мин; 5 = 4,5 мм/об).
Для контроля биения средних опор относительно крайних (в пределах 0,0125 мм) разработан и внедрен пневматический прибор, отличающийся высокой точностью и стабильностью показаний по сравнению с жесткой скалкой и индикаторными приспособлениями . Влияние шероховатости поверхностей на точность измерения исключается благодаря применению контактного метода. Прибор имеет оправку, которая базируется во втулках , помещаемых в крайние опоры блока. В средней части оправки, в плоскости измеряемых расточек, вмонтированы пневматические датчики ротаметра . Измерительный щуп датчика, к которому подведен воздух двойной очистки и стабилизации, касается измеряемой поверхности. При повороте оправки во втулках на 180° датчики при наличии биения дадут команду отсчетному устройству, и ротаметр покажет фактическую величину биения коренных опор блока. Для удобства отсчета прибор настраивают на нулевое деление шкалы ротаметра по шаблону.
Влияние шероховатости поверхностей на точность измерения исключается благодаря применению контактного метода. Прибор имеет оправку, которая базируется во втулках , помещаемых в крайние опоры блока. В средней части оправки, в плоскости измеряемых расточек, вмонтированы пневматические датчики ротаметра . Измерительный щуп датчика, к которому подведен воздух двойной очистки и стабилизации, касается измеряемой поверхности. При повороте оправки во втулках на 180° датчики при наличии биения дадут команду отсчетному устройству, и ротаметр покажет фактическую величину биения коренных опор блока. Для удобства отсчета прибор настраивают на нулевое деление шкалы ротаметра по шаблону.
Обрабатывают отверстия под коленчатый вал при полностью затянутых болтах. Окончательно фрезеруют плоскости под головки блока, растачивают отверстия под гильзы и протачивают опорные поверхности под бурт гильзы при ослабленных боковых болтах. Такое ослабление затяжки введено, чтобы исключить ее влияние, а следовательно, деформации нижней базовой плоскости блока на точность выполнения указанных поверхностей. В отличие от рассмотренных выше блок цилиндров двенадцати цилиндрового двигателя представляет собой монолитную конструкцию. Его картерная часть имеет существенную особенность: у коренных подшипников коленчатого вала нет съемных крышек, а постели для подшипников размещаются в семи поперечных перегородках. Отверстия под наружную обойму подшипника диаметром 260-о,о8о мм выполнены с высокой точностью по соосности: биение промежуточных отверстий относительно крайних — не более 0,04 мм; взаимное биение соседних отверстий— не более 0,013 мм; овальность отверстия — не а более 0,015 мм; конусность— не более 0,01 мм. В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
В отличие от рассмотренных выше блок цилиндров двенадцати цилиндрового двигателя представляет собой монолитную конструкцию. Его картерная часть имеет существенную особенность: у коренных подшипников коленчатого вала нет съемных крышек, а постели для подшипников размещаются в семи поперечных перегородках. Отверстия под наружную обойму подшипника диаметром 260-о,о8о мм выполнены с высокой точностью по соосности: биение промежуточных отверстий относительно крайних — не более 0,04 мм; взаимное биение соседних отверстий— не более 0,013 мм; овальность отверстия — не а более 0,015 мм; конусность— не более 0,01 мм. В эти отверстия запрессовывают с предварительным охлаждением наружные кольца роликоподшипников, которые служат опорами коленчатого вала двигателя.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок. В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.
При разработке технологического процесса и определении состава оборудования наиболее целеснообразным с экономической точки зрения, оказалось применение коротких автоматических линий в сочетании с высокопроизводительными специальными станками. Для производства блоков цилиндров такого типа созданы новые модели специальных станков и автоматических линий. С целью сокращения количества оборудования в конструкциях автоматических линий и специальных станков предусмотрена концентрация различных технологических переходов за счет применения револьверных головок и многоинструментных наладок. На ряде станков автоматических линий использованы револьверные головки для последовательного сверления, зенкерования и развертывания. Сравнительно большой вес блока цилиндров (масса отливки 580 кг, чистая масса 550 кг) потребовал новых решений, связанных с транспортировкой деталей в линиях механической обработки и установкой их на станках. На автоматических линиях блоки перемещаются по роликовому транспортеру вместо обычно применяемых закаленных планок.![]() В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
В конструкциях рабочих приспособлений с целью предохранения от механических повреждений базовых поверхностей детали предусмотрены гидравлические амортизаторы.
Для получистовой и чистовой обработок торцовых плоскостей с точностью по неплоскостности 0,015 мм на длине 100 мм и неперпендикулярностью их к оси отверстий под подшипники коленчатого вала 0,04 мм на длине 100 мм применены фрезы-протяжки конструкции СКВ-1 [2]. У такой фрезы зубья расположены в радиальном и осевом направлениях по архимедовым спиралям, причем наиболее удаленный по радиусу зуб имеет наименьшую высоту. Количество зубьев фрезы зависит от величины припуска и назначается так, чтобы все зубья снимали стружку толщиной 0,1 мм, а последние один,два зуба — толщиной 0,05 мм. Точность настройки режущих кромок ножей ±0,01 мм. При работе данной фрезы шероховатость обработанной поверхности зависит в основном от последнего зуба, служащего для чистовой обработки. Для предотвращения волнистости поверхности режущая кромка зуба для чистовой обработки должна быть строго параллельна опорному торцу фрезы.
Привалочные плоскости под головки цилиндров обрабатываются с шероховатостью На = 1,6 мкм и с точностью по неплоскостности 0,02 мм на длине 100 мм и 0,35 мм на длине 550 мм. Это обеспечивается использованием на станке скоростных фрез, которые при холостом ходе стола с деталью отводятся от обрабатываемых плоскостей и в конце цикла возвращаются в исходное рабочее положение.{jcomments on}
Капитальный ремонт ДВС – как это делается сегодня?
Современные технологии позволяют выполнить капитальный ремонт ДВС и восстановить даже самые безнадежные моторы.
В нашей предыдущей статье мы писали о том, что в связи с экономическим кризисом и подорожанием импортных запасных частей вновь становится актуальным и экономически целесообразным капитальный ремонт двигателей внутреннего сгорания (ремонт ДВС). В этой статье мы расскажем об основных методах и технологиях, которые применяются при восстановлении поврежденных и изношенных частей двигателя.
Перед проведением капитального ремонта двигателя автомобиля выполняют его полную разборку, после чего все детали моют и дефектуют. Это является обязательным условием для обеспечения высокого качества результата ремонта ДВС, так как продукты износа и части поврежденных деталей могут попасть в рубашку охлаждения или перекрыть масляный канал, что приведет к повторному выходу из строя отремонтированного двигателя.
Блок цилиндров перед началом ремонта проверяют в специальной опрессовочной ванне на наличие скрытых трещин. Выявленные неглубокие повреждения ремонтируемого двигателя автомобиля сначала рассверливают до основания при помощи фрезы, после чего проваривают металлом. С помощью сварки заделывают и пробитые шатуном отверстия в блоке ремонтируемого ДВС, а также восстанавливают поврежденные перегородки между цилиндрами. Стоить отметить, что блоки из алюминия и алюминиевых сплавов варить легче, чем чугунные, так как у них более низкая температура плавления. Отверстия в блоках из чугуна устраняют при помощи чугунных заплаток.
Расточка блока цилиндров
Изношенные или поврежденные стенки цилиндров растачивают до ремонтного размера и используют поршни и поршневые кольца большего диаметра. Но такой способ ремонта ДВС применим только для моторов, завод-изготовитель которых при конструировании сделал запас, позволяющий выполнить расточку блока цилиндров.
В гильзованных блоках цилиндров гильзы выпрессовывают и устанавливают новые. Ремонт ДВС, для которых производитель этого не предусмотрел, выполняется следующим образом: сначала необходимо расточить цилиндр, а далее запрессовать чугунную гильзу с диаметром под стандартный поршень для каждого отсека. В случае если блок цилиндров ремонтируемого двигателя автомобиля изготовлен из алюминиевого сплава и имеет небольшую толщину стенок между цилиндрами, то чугунная гильза еще и усиливает конструкцию.
Деформированные при перегреве поверхности блока и головки шлифуют на станке, прокладку при этом подбирают такой толщины, чтобы не изменилась степень сжатия.
Коленвал и шлифовка
Поврежденные постели коленвала ремонтируемого двигателя автомобиля восстанавливают обработкой на горизонтально-хонинговальном станке. При этом снимают очень тонкий слой металла и обеспечивают идеально ровную ось вращения, что является очень важным условием, так как в противном случае на вал будут действовать неравномерные нагрузки, которые могут привести к его заклиниванию или поломке и полном отказе отремонтированного ДВС.
Дефектовку коленчатого вала проводят как визуальным осмотром и измерениями, так и с помощью различных технических средств. Довольно интересным методом проверки коленвала является магнитная дефектоскопия:
- коленчатый вал устанавливают на две опоры с обмотками разных полярностей;
- на поверхность наносят специальное масло;
- после коленвал посыпают металлическим порошком.
Магнитное поле, которое создается при прохождении тока через вал, позволяет обнаружить скрытые трещины вала, т. к. над ними характерно выстраиваются частицы порошка.
к. над ними характерно выстраиваются частицы порошка.
Обнаруженные неглубокие повреждения на шейках устраняют шлифовкой коленвала, при этом для ремонтируемого ДВС подбирают вкладыши необходимых размеров. Если оригинальных ремонтных деталей нет, то их заменяют на неоригинальные, а иногда изготавливают самостоятельно под требуемые размер.
При ремонте двигателя автомобиля изгибы коленчатого вала правят на специальном прессовом оборудовании. При большом износе шеек на них наваривают ленту, изготовленную из высокопрочного сплава, после чего коленвал шлифуют под размер вкладышей. В такой же способ восстанавливают поврежденные от выработки поверхности под сальниками. Во время ремонта ДВС восстановлению подлежат также и сломанные шпоночные соединения.
Описанный метод не применяют для коленчатых валов дизелей, т.к. они работают при более высоких нагрузках, которые приходятся на детали кривошипно-шатунного механизма. Покупать новый коленвал придется только в случае наличия на нем больших трещин.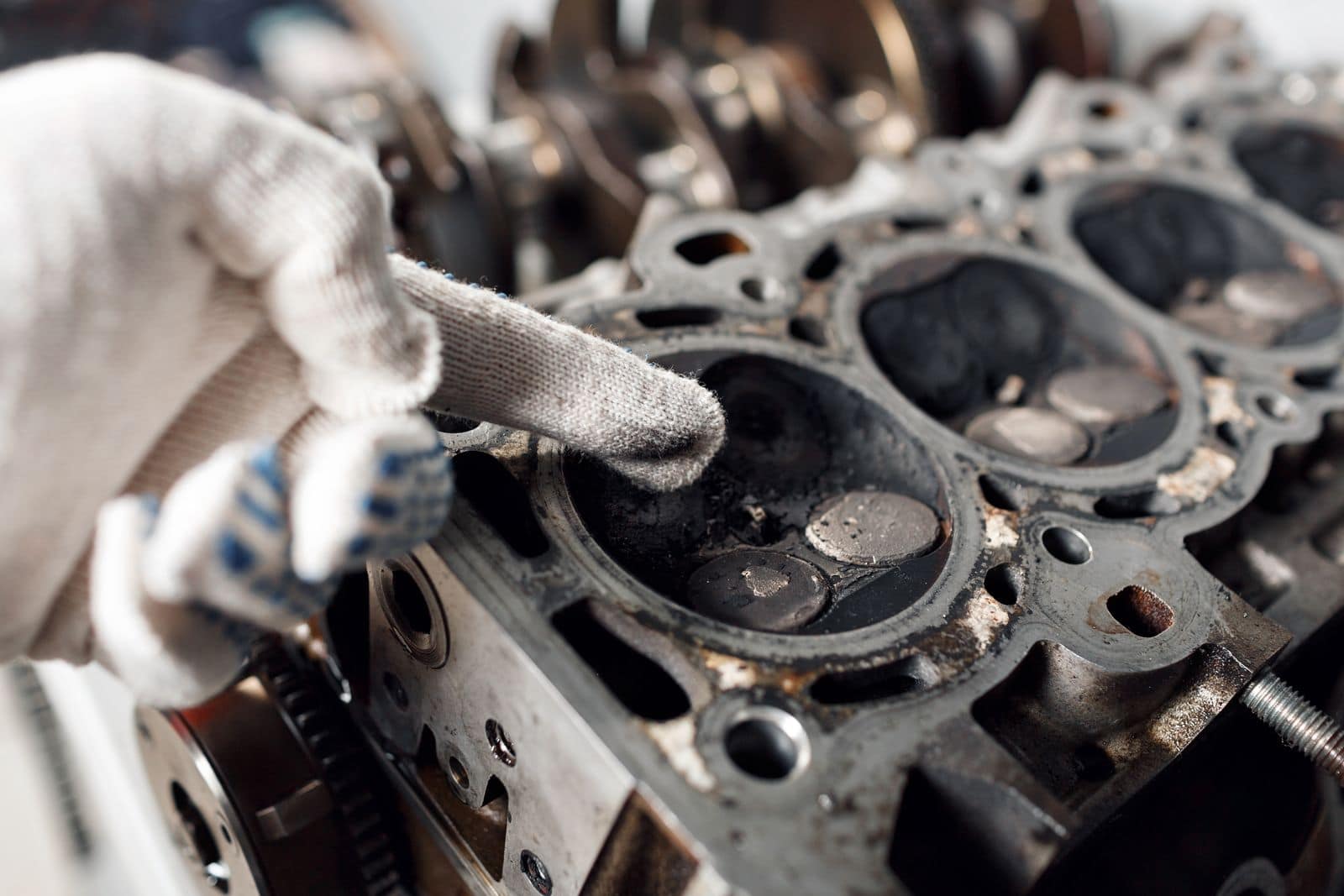
Поршневая группа – замена поршней?
При капитальном ремонте двигателя автомобиля замена поршней может быть необязательной, если остаточная толщина их стенок и днища позволяет выполнить восстановление. Однако производители поршней не предоставляют ремонтных размеров и предприятия, которые специализируются на ремонте ДВС, могут рассчитывать только на свой личный опыт.
На поврежденном от удара о клапан днище поршня делают цековки. Если не удается найти кольца подходящего размера для поршня ремонтируемого двигателя автомобиля, то под них немного растачивают канавки.
Не заменяя поршней, на прессовом станке выравнивают и сами шатуны, а под поршневой палец устанавливают новую втулку.
ГБЦ
Проверку головки блока цилиндров (ГБЦ) выполняют так же, как и самого блока – в опрессовочной ванне. Для того чтобы расширились скрытые трещины, в нее наливают горячую воду, после чего закрывают все технологические отверстия и под избыточным давлением подают воздух в рубашку охлаждения. В случае наличия трещин в соответствующем месте будет видно пузырьки воздуха.
В случае наличия трещин в соответствующем месте будет видно пузырьки воздуха.
Восстановление ГБЦ, как и блока цилиндров, выполняют при помощи сварки. После чего вновь проводится проверка головки блока ремонтируемого ДВС в опрессовочной ванне.
Другие возможные технологические операции при капитальном ремонте двигателя автомобиля:
- Направляющие втулки клапанов меняют на ремонтные (если такие есть) или изготавливают самостоятельно.
- Чрезмерно изношенные седла клапанов растачивают, а на их место запрессовывают новые.
- Изогнутые распредвалы выравнивают на прессовом станке. Как правило, трещин на них не бывает.
- Постели, как и в блоке цилиндров, растачивают на специальном станке. После чего на опорные поверхности валов наваривают ленты металла и выполняют шлифовку.
Разработанные за долгое время технологии ремонта позволяют восстановить практически любой двигатель с повреждениями самой разной сложности. Но не стоит забывать, что капитальный ремонт – дело не дешевое и прежде чем начать выполнение работ, необходимо провести экономические расчеты, ведь возможно гораздо дешевле будет приобрести новый силовой агрегат.
Ремонт блока цилиндров (БЦ) в Москве, расточка блока цилиндров — цены от 125 ₽
Все работы по ремонту и восстановлению блока цилиндров осуществляется на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя.
Все технологии восстановления блоков цилиндров отвечают жестким требованиям производителей автодвигателей.
Оснащение нашего ремонтного цеха позволяет нам выполнять полный перечень услуг по ремонту БЦ.
В комплексный ремонт блока цилиндров входит:
- Расточка БЦ
- Хонинговка БЦ
- Гильзовка БЦ
- Восстановление геометрии (плоскостности) БЦ
- Ремонт, восстановление постелей коленчатого вала
- Заделка трещин
Любой ремонт начинается с мойки деталей. Без качественной очистки деталей невозможно осуществить ремонт современного двигателя. Для очистки деталей мы используем струйные моечные машины Magido L102, Magido L190 и ультразвуковую мойку Tierra Tech MOT350. Парк моечных машин также представлен отечественным оборудованием производства компании Mizotty: автоматическая мойка АМ1400 и ручная мойка АМ 1200РМ
Парк моечных машин также представлен отечественным оборудованием производства компании Mizotty: автоматическая мойка АМ1400 и ручная мойка АМ 1200РМ
После очистки деталей мы определяем её ремонтопригодность, для этого необходимо провести опрессовку деталей. Для опрессовки деталей мы используем стенды для проверки герметичности Carmec PTR1600 и Mizotty УГ1500.
Расточка блоков цилиндров осуществляется на станке Berco ACP 160. Благодаря элементам ЧПУ на станке можно устанавливать программу расточки с максимальной точностью. Станок самостоятельно производит необходимые замеры и растачивает строго по программе без каких либо отклонений. Специалист, который работает на этом станке может одновременно работать на нескольких станках, что существенно сокращает сроки ремонта в нашем сервисно-техническом центре.
Другой станок, на котором мы растачиваем блоки цилиндров — это AZ VB 182М. Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Станок уже давно используется в нашей компании и зарекомендовал себя как надежный и удобный в работе станок, который позволяет быстро и качественно произвести ремонт БЦ. Для больших деталей длиной более 2000 мм мы используем высокоточный станок AZ VB260.
Для хонингования блоков цилиндров в нашем сервисно-техническом центре используется станок Sunnen CV-616 и Sunnen CK-21. Благодаря применению плавных регулировок (изменений) скорости возвратно-поступательного движения шпинделя и его частоты вращения оптимизируются режимы хонингования как абразивным, так и алмазным инструментом. Отработанная технология хонингования на этом оборудовании позволяет обрабатывать поверхность с наилучшим результатом.
Восстановление геометрии (привалочной плоскостности) БЦ осуществляется на станке AZ SP1600 серии PLC. Это современный станок с элементами ЧПУ, что позволяет проводить ремонт с высокой точностью, срезать только на необходимую глубину, что несомненно сохраняет ресурс обработанной детали.
Ремонт постелей коленчатого вала, как и в случае с ремонтом постелей распредвала в ГБЦ, производится на станке AZ BAC 2000. Этот станок успешно используется нами для ремонта постелей благодаря своей высокой точности в обработке. Благодаря плавной регулировки подачи шпинделя, частоты вращения шпинделя, хромированным борштангам и многому другому, этот станок является наиболее удачным среди себе подобных.
Другие работы по ремонту и восстановлению блоков цилиндров мы производим на современном, технологичном оборудовании отечественного и импортного производства. Например, для напыления металлов при различных видах ремонта мы используем отечественную установку для напыления Димет. При помощи этой установки мы можем напылять металлы на различные поверхности быстро и эффективно.
Расточка и гильзовка блоков цилиндров в техническом центре МотортехнологияХонинговка блоков цилиндров в техническом центре Мотортехнология youtube.com/embed/3zRxgo2v2Ms» allowfullscreen=»allowfullscreen» frameborder=»0″/>
youtube.com/embed/3zRxgo2v2Ms» allowfullscreen=»allowfullscreen» frameborder=»0″/>
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
Ремонт блока цилиндров в Самаре
Нарушения в работе двигателя зачастую возникают из-за износа блока цилиндров и возникновения
на нем трещин. Причинами могут стать: высокая ударная нагрузка, перегрев и даже
неправильная затяжка болтов ГБЦ.
При изменении геометрической формы блока увеличивается расход масла и топлива, мощность двигателя снижается. Если Вы обнаружили такие проблемы, то следует незамедлительно обратиться в сервисный центр для диагностики и ремонта блока цилиндров.
Услуги компании «Алифорк»
Капитальный ремонт блока цилиндров — сложный процесс, который требует не только профессионализма сотрудников, но и наличия точного профессионального оборудования. Выполняя такую работу самостоятельно или доверяя ремонт блоков цилиндров ДВС недобросовестным мастерам, вы рискуете получить результат, который еще больше усугубит проблему.
Выполняя такую работу самостоятельно или доверяя ремонт блоков цилиндров ДВС недобросовестным мастерам, вы рискуете получить результат, который еще больше усугубит проблему.
Наша задача — максимально приблизить технические и функциональные характеристики двигателя к заводским нормам, обеспечить бесперебойную и долгую работу. Поэтому мы:
- осуществляем расточку блока цилиндров двигателя в Самаре;
- решаем проблемы с износом и задирами на зеркалах цилиндров;
- меняем оборванные и погнутые клапаны;
- проводим гильзовку блока цилиндров в Самаре для чугунных, цельноалюминиевых и изготовленных из алюминиевых сплавов блоков.
Диагностика и последующий комплексный ремонт состоит из трех этапов:
Очищение блока цилиндров. С помощью специальных моющих средств из труднодоступных мест блока вымываются многолетние отложения масла и загрязнения.
Расточка БЦ с последующей шлифовкой.
 Чтобы устранить дефекты:
Чтобы устранить дефекты:
 Чтобы устранить дефекты:
Чтобы устранить дефекты: - замеряем поршни,
- проводим расточку для каждого элемента,
- наносим на зеркало цилиндра мельчайший рельеф, который позволит удержать пленку масла на поверхности и снизит трение при работе цилиндра и поршня.
Гильзовка блока цилиндров двигателя — установка гильз в цилиндр. Они бывают:
- «сухими», которые совсем не контактируют с охлаждающей жидкостью,
- «мокрыми», которые одной стороной соприкасаются с ОЖ, но не дают ей попасть в цилиндр.
Подберем оптимальный вариант, и, при необходимости, восстановим посадочное место под гильзу.
Преимущества компании «Алифорк»
Наши мастера с легкостью определят причины возникновения сбоев в работе двигателя и оперативно восстановят его рабочее состояни.
- имеем опыт ремонта даже самых изношенных ДВС;
- все манипуляции по устранению дефектов проводим на высокотехнологичном оборудовании;
- гарантируем выполнение работ в короткие сроки;
- предлагаем выгодные цены на расточку блока цилиндров и другие работы;
- проводим тщательный контроль качества.

Чтобы записаться на диагностику ДВС в наш сервисный центр, заполните форму обратной связи на сайте или позвоните нам по контактному телефону: +7 917 953 31 11. Проконсультируем вас по любым вопросам, касающимся ремонта двигателя, и подскажем, сколько стоит расточка блока цилиндров.
Motorsport Ремонт цилиндров | Обслуживание цилиндров двигателей Powersport | Ремонт цилиндров мотора снегохода | Ремонтные цилиндры грязевого велосипеда
Услуги по ремонту цилиндров двигателей Race, Висконсин
Ремонт цилиндров гоночного двигателя, поврежденных при интенсивной эксплуатации
Со временем ухудшение характеристик цилиндра препятствует сжатию и приводит к потере мощности. Независимо от того, есть ли у вас один, два, четыре, шесть или восемь цилиндров, падение компрессии может стать разницей между выходом на подиум и прогулкой домой.
U.S. Chrome имеет более чем 75-летний опыт ремонта поврежденных цилиндров гоночных двигателей с использованием новейших технологий и запатентованного покрытия NiCom. Мы предлагаем только лучшее, потому что ожидаем лучшего от наших персональных машин. Наши опытные специалисты по ремонту цилиндров сэкономят вам на стоимости нового блока цилиндров и на потере мощности, вызванной использованием стальных гильз вместо них или нашей обработкой Nikasil. Нашим услугам по ремонту цилиндров доверяют во всем мире гонок.
Мы предлагаем только лучшее, потому что ожидаем лучшего от наших персональных машин. Наши опытные специалисты по ремонту цилиндров сэкономят вам на стоимости нового блока цилиндров и на потере мощности, вызванной использованием стальных гильз вместо них или нашей обработкой Nikasil. Нашим услугам по ремонту цилиндров доверяют во всем мире гонок.
Ремонт цилиндров снегохода
Бегаете ли вы по лесу или устанавливаете новый рекорд овальной трассы, плохая компрессия пагубно сказывается на характеристиках вашего снегохода.В U.S. Chrome есть ряд услуг по ремонту снегоходов. Наши специалисты устраняют царапины, трещины, точечную коррозию и многое другое. U.S. Chrome ремонтирует все, от двухтактных до новых четырехтактных двигателей, и готов работать с двигателями снегоходов с алюминиевыми и железными рукавами.
Ремонт цилиндров грязевого велосипеда
Специалисты по ремонту цилиндров из US Chrome ремонтируют поврежденные цилиндры для мотоциклов любого размера. Независимо от того, ездите ли вы на 85-кубовом или 600-кубовом мотоцикле, вы можете положиться на наши услуги по ремонту цилиндров для внедорожников.Потеря мощности из-за отсутствия компрессии изнуряет как гонщиков выходного дня, так и профессионалов мотокросса. Мы свариваем большие трещины, ремонтируем цилиндры с изъянами и обрабатываем все, что между ними.
Независимо от того, ездите ли вы на 85-кубовом или 600-кубовом мотоцикле, вы можете положиться на наши услуги по ремонту цилиндров для внедорожников.Потеря мощности из-за отсутствия компрессии изнуряет как гонщиков выходного дня, так и профессионалов мотокросса. Мы свариваем большие трещины, ремонтируем цилиндры с изъянами и обрабатываем все, что между ними.
Ремонт цилиндров ATV / UTV
Доказано, что услуги по ремонту цилиндровATV / UTV от U.S. Chrome улучшают характеристики двигателей вездеходов. Мы готовы вернуть ваши Polaris, Can-Am, Yamaha, Suzuki или Artic-Cat в отличную форму. Технические специалисты US Chrome обрабатывают все, от треснувших алюминиевых корпусов до цилиндров с ямками из железа, и мы специализируемся на экологически чистом покрытии Nikasil.Вы можете положиться на услуги по ремонту цилиндров в U.S. Chrome, чтобы повысить производительность вашего квадроцикла / UTV.
Ремонт цилиндров спортивных мотоциклов
Падение на колено — не компрессия двигателя. На трассе вы или на бульваре, вы можете доверять услугам по ремонту цилиндров спортивных мотоциклов U.S. Chrome. Мы ежедневно ремонтируем стенки цилиндров с изъязвлениями и свариваем большие трещины на двигателях с алюминиевыми и железными рукавами. Наш ремонт цилиндров не только улучшит компрессию вашего двигателя, но и обеспечит превосходную производительность на долгие годы.
На трассе вы или на бульваре, вы можете доверять услугам по ремонту цилиндров спортивных мотоциклов U.S. Chrome. Мы ежедневно ремонтируем стенки цилиндров с изъязвлениями и свариваем большие трещины на двигателях с алюминиевыми и железными рукавами. Наш ремонт цилиндров не только улучшит компрессию вашего двигателя, но и обеспечит превосходную производительность на долгие годы.
Ремонт цилиндров судовых двигателей
U.S. Chrome предлагает ремонт цилиндров судовых двигателей для всего, от небольших PWC до моторных лодок Formula One. Независимо от того, используете ли вы один или восемь цилиндров, вы можете положиться на наших специалистов в проведении квалифицированного ремонта. Нашим услугам по ремонту цилиндров двигателя доверяют и одобряют Diamond Marine, Kustom Kraft, Mercury Marine Racing и многие другие.
Прочие услуги по ремонту гоночных двигателей
U.S. Chrome не просто ремонтирует поврежденные цилиндры.Мы покрываем цилиндры двигателя нашим запатентованным покрытием NiCom для улучшения сжатия. Наши техники также часто растачивают двигатели, чтобы учесть более крупные поршни для соревнований. US Chrome также торгует и продает отремонтированные блоки двигателя для гоночных команд, находящихся под давлением, для максимально быстрого восстановления работоспособности, когда вам нужно быстрое повышение производительности. Независимо от того, в какой гонке вы участвуете, U.S. Chrome поможет вам победить.
Наши техники также часто растачивают двигатели, чтобы учесть более крупные поршни для соревнований. US Chrome также торгует и продает отремонтированные блоки двигателя для гоночных команд, находящихся под давлением, для максимально быстрого восстановления работоспособности, когда вам нужно быстрое повышение производительности. Независимо от того, в какой гонке вы участвуете, U.S. Chrome поможет вам победить.
Популярные услуги по ремонту цилиндров
На чем бы вы ни ездили, US Chrome гарантирует, что вы будете ездить тяжелее, быстрее и дольше.Наши услуги по ремонту цилиндров не имеют себе равных, а наше запатентованное покрытие Nikasil служит дольше, чем у конкурентов. Перейдите в US Chrome, чтобы получить:
Свяжитесь с U.S. Chrome для получения дополнительной информации о ремонте цилиндров двигателя.
5 признаков треснувшей головки цилиндров (и стоимость ремонта в 2021 году)
(обновлено 21 июля 2020 года)
Головка блока цилиндров — это «верхняя часть» двигателя. Он соединяется с блоком двигателя, чтобы изолировать камеру сгорания, в которой двигатель сжигает топливо для выработки энергии.
Он соединяется с блоком двигателя, чтобы изолировать камеру сгорания, в которой двигатель сжигает топливо для выработки энергии.
В головках цилиндров также расположены клапаны, направляющие воздушный поток. Впускные клапаны втягивают свежий воздух, происходит сгорание, затем выпускные клапаны позволяют сгоревшей воздушно-топливной смеси выходить из камеры сгорания. Двигатель внутреннего сгорания — это просто причудливый воздушный насос.
В экстремальных условиях головка блока цилиндров действительно может треснуть. Трещина в головке блока цилиндров может иметь симптомы, похожие на взорвавшуюся прокладку головки или треснувший блок, но ее ремонт дороже, чем выдуваемая прокладка головки. Решение обычно заключается в покупке новой головки блока цилиндров.
Что вызывает трещину в головке цилиндров?
1) Перегрев
Двигатели внутреннего сгорания нагреваются очень быстро. Как следует из названия, они предназначены для сдерживания небольших контролируемых взрывов.
Большая часть энергии в процессе сгорания фактически теряется на тепловую энергию, вместо того, чтобы превращаться в кинетическую энергию для питания транспортного средства. Это побочный продукт их конструкции, который можно уменьшить, но полностью устранить нельзя.
Причина номер один треснувшей головки блока цилиндров — это перегрев. Когда двигатель перегревается, его компоненты могут подвергаться нагрузке, значительно превышающей тепловой порог, на который он был рассчитан.
Поскольку большинство головок сделаны из алюминия, они могут деформироваться или треснуть, когда двигатель достаточно нагревается.
Двигатель может перегреться по ряду причин, большинство из которых связано с неисправным компонентом системы охлаждения. Некоторые возможные причины описаны ниже.
2) Воздух в системе охлаждения
Воздух в системе охлаждения может привести к образованию горячих точек, где одна часть двигателя намного горячее, чем часть, измеренная датчиком температуры. Это происходит потому, что воздух не может передавать тепло так же эффективно, как жидкость.
Это происходит потому, что воздух не может передавать тепло так же эффективно, как жидкость.
Если воздух скапливается в одной точке от датчика температуры охлаждающей жидкости, датчик температуры может не улавливать горячую точку. Вы можете не знать, что ваша машина нагревается, пока не будет нанесен ущерб.
Кроме того, утечка воздуха в системе охлаждения может снизить давление в системе охлаждения. Жидкая охлаждающая жидкость чаще закипает при более низком давлении.
3) Неисправный водяной насос
В случае отказа водяного насоса охлаждающая жидкость не сможет должным образом циркулировать через двигатель.Охлаждающая жидкость в радиаторе может быть красивой и холодной, но охлаждающая жидкость, окружающая водяные рубашки в головке и блоке, будет очень горячей.
Без насоса охлаждающая жидкость сможет циркулировать только в процессе естественной конвекции, которая слишком медленная, чтобы отводить избыточное тепло до того, как двигатель перегреется.
4) Отказ термостата
Двигатели внутреннего сгорания наиболее эффективны, когда они работают при той рабочей температуре, для которой они были разработаны.
Нормальная рабочая температура двигателя по-прежнему достаточно высока, чтобы вас ошпарить — обычно от 190 до 210 градусов по Фаренгейту (от 85 до 99 градусов по Цельсию).Работа двигателя ниже этой температуры увеличивает расход топлива, выбросы и износ.
Термостат блокирует попадание охлаждающей жидкости в радиатор до тех пор, пока охлаждающая жидкость в двигателе не достигнет заданной температуры. После достижения заданной температуры термостат открывается, позволяя охлаждающей жидкости с температурой окружающей среды поступать в двигатель, охлаждая его до тех пор, пока термостат не станет достаточно холодным, чтобы закрыть его. Цикл продолжается, пока двигатель работает.
Если термостат заклинило в открытом положении, ваша машина, вероятно, будет довольно сильно охлаждаться.Это связано с тем, что охлаждающая жидкость из всей системы проходит через радиатор 100% времени и редко имеет возможность полностью нагреться.
Если термостат заклинило, ваш двигатель довольно легко перегреется. Горячей охлаждающей жидкости некуда остыть. В крайнем случае, некоторые двигатели позволяют использовать обогреватель как крошечный радиатор.
Эффективность этого метода зависит от размера сердечника нагревателя и расположения системы охлаждения.
5) Утечка охлаждающей жидкости
Если вытечет слишком много охлаждающей жидкости, в конечном итоге ее не будет достаточно для должного охлаждения двигателя.Вы можете потерять приличное количество охлаждающей жидкости перед перегревом, но рекомендуется регулярно проверять резервуар для перелива и радиатор, чтобы убедиться, что вы долиты.
Если вы заметили утечку охлаждающей жидкости, рекомендуется проверить крышку радиатора. Это дешевая деталь с серьезными последствиями в случае неудачи.
Предупреждение: Радиатор прогретого двигателя находится под давлением. Не открывайте крышку радиатора на прогретом двигателе!
Признаки треснувшей головки цилиндров
Небольшая трещина в головке цилиндров может некоторое время оставаться незамеченной, но в тяжелых случаях симптомы будут довольно очевидными. Ниже приведены пять распространенных симптомов, на которые следует обратить внимание в случае, если это произойдет.
Ниже приведены пять распространенных симптомов, на которые следует обратить внимание в случае, если это произойдет.
1) Утечка масла
В головке блока цилиндров есть масло. Если у вас треснувшая голова, вы можете ожидать, что из нее потечет масло. Вы должны заметить, что индикатор масла на приборной панели загорается, когда это происходит, указывая на низкое давление масла.
Если вы видите этот индикатор, откройте капот и попробуйте посмотреть, есть ли моторное масло рядом с головкой блока цилиндров.
Иногда происходит внутренняя утечка масла.Когда это произойдет, вы не заметите лужу масла, но можете увидеть синий дым из выхлопной трубы.
2) Утечка охлаждающей жидкости
Хотя утечка охлаждающей жидкости может вызвать трещину в головке, она также является признаком. Если головка блока цилиндров сильно потрескалась, возможно, помимо масла из нее вытечет охлаждающая жидкость.
Это вызовет перегрев двигателя, о чем машина предупредит вас на приборной панели. Иногда утечки охлаждающей жидкости бывают внутренними. Внутренние утечки могут попасть в масляные каналы или камеру сгорания.
Иногда утечки охлаждающей жидкости бывают внутренними. Внутренние утечки могут попасть в масляные каналы или камеру сгорания.
В любом случае проверьте уровень охлаждающей жидкости и не продолжайте движение, если у вас есть видимая утечка охлаждающей жидкости или если уровень охлаждающей жидкости быстро падает с течением времени.
3) Низкая производительность двигателя
Первый симптом, который вы можете испытать, — это заметная потеря мощности двигателя. Если в головке блока цилиндров есть трещина, значит из камеры сгорания выходит сжатый воздух.
Как только это произойдет, вы заметите, что двигатель работает намного медленнее или неуклюже.
4) Дым от двигателя
Хотя это случается редко, большие трещины в головках цилиндров позволяют охлаждающей жидкости просачиваться в камеру сгорания и вызывать появление белого дыма из двигателя.
Кроме того, вытекшее масло может контактировать с горячими деталями двигателя и выделять этот дым. Это явный признак того, что причиной может быть треснувшая головка блока цилиндров.
Это явный признак того, что причиной может быть треснувшая головка блока цилиндров.
5) Пропуски воспламенения двигателя
Это относится к третьему пункту. Если треснувшая головка блока цилиндров серьезная, смесь в камере сгорания вызовет пропуски зажигания.Это значит, что смесь не загорится должным образом.
Либо так, либо ваш двигатель просто заглохнет во время движения, и вам придется неоднократно запускать его.
Стоимость ремонта треснувшей головки блока цилиндров
Стоимость ремонта треснувшей головки блока цилиндров будет зависеть от марки и модели автомобиля, на котором она установлена. Вы можете быть уверены, что это будет стоить не менее 500 долларов, включая оплату труда и запчастей. расходы.
Если бы вы заменили всю головку блока цилиндров, это стоило бы в среднем от 200 до 300 долларов на детали.При затратах на рабочую силу от 90 до 100 долларов в час получается примерно 500 долларов за работу. Однако это предполагает, что головка блока цилиндров сделана из алюминия, как в большинстве современных автомобилей.
Если доступ к головкам цилиндров затруднен (как на Subaru, поскольку они используют оппозитный двигатель), затраты на рабочую силу могут быть значительно выше.
Если у вас старый автомобиль или более дорогой автомобиль, вероятно, у вас железная головка блока цилиндров. Поскольку железо — более дорогой материал, чем алюминий, вы можете купить только детали за 500 долларов.
Для правильного выполнения ремонтных работ может потребоваться больше часов. Таким образом, вы можете потратить 1000 долларов на ремонт железной головки с треснувшей головкой блока цилиндров.
Простой ремонт головки блока цилиндров
Ремонт ГБЦ — обычная практика среди автовладельцев. Он включает в себя различные процессы, такие как сварка трещин, механическая обработка перекосов или ремонт вышедших из строя компонентов клапанного механизма. Если вы энтузиаст по ремонту автомобилей своими руками, читайте дальше. В этой статье в доступной для понимания форме объясняется процесс ремонта и шлифовки головки блока цилиндров.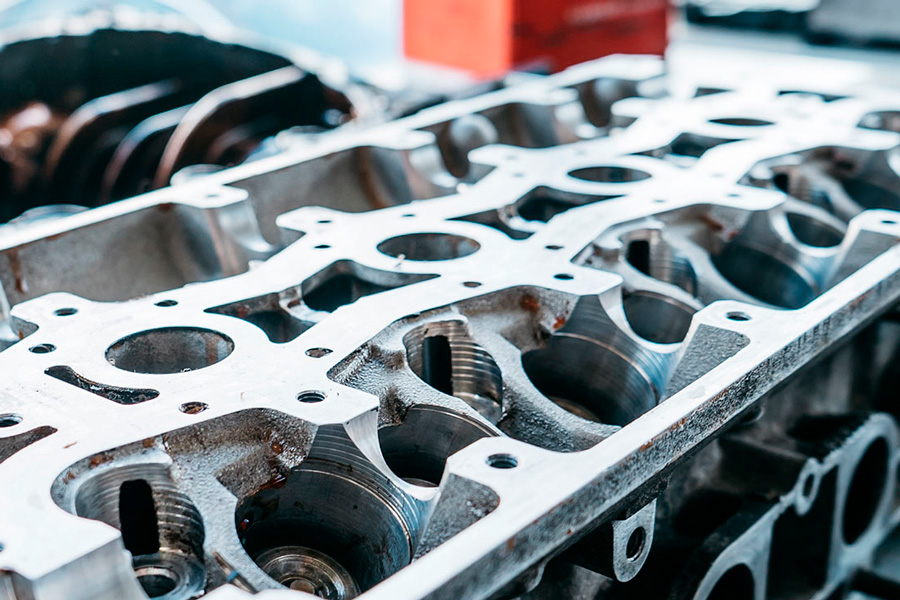 Во-первых, давайте посмотрим, зачем вообще нужно ремонтировать головку блока цилиндров.
Во-первых, давайте посмотрим, зачем вообще нужно ремонтировать головку блока цилиндров.
Почему Ремонт a Цилиндр Головка?
Причины ремонта и шлифовки ГБЦ различны. В их числе
- Экономия затрат — стоимость ремонта ГБЦ ниже, чем при покупке новой головки. Это сэкономит вам немного денег. Цена на головку блока цилиндров в основном колеблется от 200 до 500 долларов, в то время как стоимость работы по установке новой головки составляет от 50 до 100 долларов.Стоимость шлифовки ГБЦ намного ниже.
- Отсутствие продукта — головка блока цилиндров может быть снятой с производства конструкции и недоступна на рынке. Если ваш автомобиль использует более старую головку блока цилиндров с плоской головкой, вы можете найти единственный способ продолжить использовать эту деталь в ремонте.
- Когда только смонтированные детали повреждены — может случиться так, что повреждены только некоторые детали. В таком случае ремонт ГБЦ был бы лучшим вариантом.
 В таком случае ремонт ГБЦ был бы лучшим вариантом.
В таком случае ремонт ГБЦ был бы лучшим вариантом.Большинство задач по ремонту головки блока цилиндров выполнить относительно легко, как мы и будем смотри дальше. Некоторым нравится шлифовка или фрезерование, не может быть Можно сделать своими руками, так как для этого требуются специальные инструменты. Несмотря на это, вы можете легко получить услуги в вашем районе. Простые поисковые фразы, такие как «ремонт головки блока цилиндров рядом со мной» или «цилиндр. мастерская по ремонту головы рядом со мной »даст у вас много вариантов на выбор.
Как мы уже видели, бывают разные цилиндры процессы ремонта головы.Ты может восстановить головку, обработать ее или заделать пустоты. Стоимость также различается. Стоимость ремонта головки блока цилиндров может отличаться от суммы, например, ремонта головки блока цилиндров с трещиной. Это потому, что ремонт задействовать несколько других частей.
Давайте посмотрим, что означают различные ремонтные задачи.
Что такое восстановление головки цилиндров?
Это означает придать головке блока цилиндров новое лицо (и новую жизнь).Отремонтированные головки блока цилиндров прослужат вам еще несколько лет, что позволит вам сэкономить затраты на покупку нового предмета. Проблемы, которые можно устранить таким образом, включают: трещины и перекосы. Также изношенные компоненты, такие как уплотнения клапана, направляющие клапана и другие сменные детали головки блока цилиндров.
Ремонт головки блока цилиндров, по сути, включает разборку, чистку и замену различных составные части. При ремонте цилиндра может потребоваться замена поверхности некоторых деталей. глава. Компоненты включают клапан углы, седла клапана и вообще искривленные пятна.
Помимо оптимизации работы двигателя, ремонт головки блока цилиндров помогает предотвратить потери топлива или повреждение из-за частично сгоревшей воздушно-топливной смеси. В следующем разделе показаны шаги по ремонту типичной головки блока цилиндров.
В следующем разделе показаны шаги по ремонту типичной головки блока цилиндров.
Действия по ремонту треснувшей головки цилиндров
Материалы : Набор трещоток и головок, компрессор пружины клапана и плоскогубцы. Вам также понадобится уборка такие материалы, как растворитель, проволочная щетка и скребок для прокладок.Приготовьте новое масло и охлаждающая жидкость тоже с вами.
Предупреждение: Во избежание поражения электрическим током всегда не забывайте начинать с отсоединения отрицательной клеммы аккумулятора.
Шаг 1 Слив масла и охлаждающая жидкость
Слить охлаждающую жидкость, открыв сливную крышку радиатора, и масло, сняв пробку на масляном поддоне.
Шаг 2 Снятие цилиндра Головка Детали
Используйте компрессор клапана, плоскогубцы, храповик и головку для разборки. различные компоненты в этой последовательности: впускной и выпускной коллекторы, ГРМ
ремень и коромысло или рычаги.
различные компоненты в этой последовательности: впускной и выпускной коллекторы, ГРМ
ремень и коромысло или рычаги.
Снимите также клапаны, держатели клапанов, пружины клапанов, уплотнения, коромысло и другие детали. Поместите каждую часть в маркированный контейнер. Это упростит сборку.
Шаг 3 Удаление Головка цилиндра
В последовательности, рекомендованной производителем, ослабьте и снимите крепежные болты головки. Снимите головку с блока двигателя.
Шаг 4 Очистка Головка цилиндра
Головка будет покрыта отложениями ила или материала, например, углерода.Удалите отложения как снаружи, так и изнутри. Также очистите каналы для масла и охлаждающей жидкости, используя материалы, упомянутые в начале.
Шаг 5 Проверка Головка цилиндра
После очистки головка блока цилиндров готова к осмотру. Проверить это на
трещины и ямы. Закрепите отверстия герметиком, например эпоксидной смолой. Здесь нет
разница между алюминиевой эпоксидной смолой для ремонта ГБЦ и используемой
на железные головы.
Здесь нет
разница между алюминиевой эпоксидной смолой для ремонта ГБЦ и используемой
на железные головы.
С помощью микрометра измерьте размер распредвала, чтобы убедиться в правильности размеров (в пределах спецификаций производителя).Вы можете ознакомиться с техническими характеристиками в руководстве по эксплуатации автомобиля. Не забывайте проверять распредвал на предмет износа.
Шаг 6 Проверка Цилиндр Головка детали
Проверьте направляющие клапана, коромысла, шпильки и другие компоненты на предмет чрезмерного износа. Заменить поврежденные детали.
Шаг 7 Сборка Головка цилиндра
Убедившись, что головка чистая и все детали находятся в хорошем состоянии, пришло время собрать детали.Используйте ту же процедуру разборки, чтобы установить компоненты обратно. Клапаны и другие детали должны быть в правильном положении, иначе головка блока цилиндров не будет работать должным образом.
Шаг 8 Повторная установка Головка цилиндра
После сборки деталей самое время установить головку блока цилиндров. обратно на блок двигателя. Следуйте инструкциям, чтобы снять головку, убедившись, что правильно установите каждый компонент. Не забывайте заливать новое масло в масляный поддон и новую охлаждающую жидкость.
Предупреждение: некоторые компоненты могут сбивать с толку, и вы не можете быть уверены в их расположении во время сборки. В случае сомнений рекомендуется обратиться к механику по ремонту головки блока цилиндров.
Источник: http://midwestcylinderhead.comЧто такое шлифовка головки цилиндров?
Под шлифовкой подразумевается удаление некоторых частей головки блока цилиндров. это
обычно делается для восстановления плоскостности головки, удаления отложений и сварных швов,
или улучшить качество поверхности.Иногда головки фрезерованы, чтобы снизить эффективность
высоты цилиндра и увеличить степень сжатия.
Прокладка головки блока цилиндров подвергнута механической обработке для улучшения ее герметизирующих свойств. В Прокладка может не обеспечивать герметичность и пропускать охлаждающую жидкость или масло. Когда проводя ремонт прокладки ГБЦ, желательно избегать чрезмерного шлифовка.
Шлифовка ГБЦ должна выполняться правильно, эффективно и с использованием правильных инструментов. Ошибка может означать дополнительные расходы, так как снятые части не могут быть возвращены.Для шлифовки головки блока цилиндров вам понадобится шлифовальная машина.
И если вы стремитесь создать чистовую обработку поверхности, правильная шероховатость Средние (Ra) характеристики для ваша конкретная голова. Значение Ra в основном зависит от материала головки блока цилиндров. Неправильная обработка головки блока цилиндров может привести к плохому уплотнению прокладки. Тоже самое относится к ремонту прокладки головки блока цилиндров, как мы уже видели.
Ниже представлены различные техники шлифовки.
Мокрое шлифование — шлифование обеспечивает гладкую поверхность и является причиной его популярности среди специалистов по ремонту головок блока цилиндров.Обычно используется шлифовальный круг из карбида кремния. Однако он имеет тенденцию к перегреву при шлифовке алюминиевой головки, что требует использования смазки и охлаждающей жидкости во время процесса.
Сухое фрезерование — Фрезерование быстрее, чем шлифование, и считается одним из лучших методов ремонта ГБЦ на сегодняшний день. За один проход удаляется более крупный кусок металла, в отличие от шлифования, когда требуется несколько разрезов. Сухое фрезерование также снижает беспорядок, а внедрение инструментов из поликристаллического алмаза значительно улучшило эту технику.
Ленточное шлифование — Ленточное шлифование не так популярно, как фрезерование
или шлифовка. Его точность в значительной степени ограничена, и результаты обычно зависят от
человек, выполняющий шлифовку. Однако это простой метод, который
не нужны штуцеры для крепления ГБЦ. Абразивы, используемые при шлифовании
Ремни варьируются от карбида кремния, оксида алюминия до керамики.
Однако это простой метод, который
не нужны штуцеры для крепления ГБЦ. Абразивы, используемые при шлифовании
Ремни варьируются от карбида кремния, оксида алюминия до керамики.
Как отремонтировать перегоревшую прокладку ГБЦ
Прокладка головки, среди прочего, обеспечивает уплотнение головки к блоку двигателя.Прокладка, как и головка блока цилиндров, может быть повреждена при высоких температурах. А прокладка головки блока цилиндров приводит к утечке охлаждающей жидкости и смазки. Это, в свою очередь, вызывает перегрев и приводит к большему количеству проблем с двигателем.
Вы можете легко отремонтировать прокладку головки блока цилиндров, не требуя специальных инструментов. Начинать проверив прокладку на предмет повреждений. Ищите такие признаки, как высокий двигатель температура, низкий уровень охлаждающей жидкости, загрязненное масло и белый дым на выхлоп.
Так же можно провести продувку
проверка прокладки головки блока цилиндров.Он известен как тест на утечку и, по сути, ищет наличие
дымовые газы в системе охлаждения автомобиля. После подтверждения того, что вы можете
Плохая прокладка, готовлюсь к ремонту. Здесь можно исправить перегоревшую прокладку головки блока цилиндров и другие проблемы.
После подтверждения того, что вы можете
Плохая прокладка, готовлюсь к ремонту. Здесь можно исправить перегоревшую прокладку головки блока цилиндров и другие проблемы.
Процедура ремонта прокладки ГБЦ
Необходимые вещи: Гаечные ключи, герметик, такой как эпоксидная смола, охлаждающая жидкость и масло.
Шаг 1
Отсоедините аккумулятор, чтобы избежать поражения электрическим током.Слейте воду из радиатора, открыв вентиль и поместив под ним емкость для сливаемой охлаждающей жидкости.
Шаг 2 Как добраться Прокладка головки
Используйте гаечные ключи для ослабления болтов и извлеките детали, препятствующие доступу к прокладке. К деталям относятся воздухозаборник, выпускной коллектор, коромысло и насос кондиционера. Снимите также водяной насос. Ослабьте генератор и отсоедините трубы или шланги радиатора.
Шаг 3 Выходная головка цилиндра
Выверните болты крепления головки блока цилиндров, соблюдая последовательность затяжки при установке. Возможно, вам потребуется обратиться к руководству по эксплуатации автомобиля для определения последовательности.
Возможно, вам потребуется обратиться к руководству по эксплуатации автомобиля для определения последовательности.
Шаг 4 Ремонт головки Прокладка
Получите доступ к прокладке головки блока цилиндров и проверьте ее на наличие повреждений. Снимаем с двигателя блокировать. Есть три способа закрепить прокладку.
- Поверхность прокладка для достижения требуемой плоскостности
- Очистить и закрыть утечки герметиком
- Затянуть болты крепления прокладки к блоку цилиндров
В зависимости от характера повреждений провести ремонт.
Шаг 5 Повторная сборка Прокладка головки
После ремонта прокладки ГБЦ пора ставить обратно. Использовать та же процедура, что и вы, чтобы его вынуть. Замените слитую охлаждающую жидкость.
Ремонт прокладки ГБЦ — такая трудоемкая процедура. В большинстве случаев это не самодельная вещь. Для этого требуется квалифицированный профессионал, который использует правильные инструменты и процессы. Очень часто ремонт включает в себя ремонт или замену других частей, например, и может занять от нескольких часов до нескольких дней.
Заключение
Головки цилиндров и прокладки головок имеют решающее значение части. Их выход из строя может вызвать множество проблем, таких как утечки, перегрев, и общие проблемы с производительностью двигателя. Некоторая головка блока цилиндров или прокладка головки блока цилиндров проблемы поддаются ремонту — легко и недорого. С информацией в этом статья, теперь вы понимаете, как фиксируются компоненты. При проведении Ремонт убедитесь, что у вас есть необходимые инструменты и знания по ремонту. В противном случае это желательно поискать слесаря для работы.
Стоимость ремонта головки цилиндров с трещиной ❤️ Все, что вам нужно знать
Головка блока цилиндров вашего двигателя закрывает камеру сгорания сверху. Таким образом, верхняя часть двигателя называется головкой блока цилиндров, а нижняя часть — блоком двигателя. Пространство между головкой блока цилиндров и блоком цилиндров — это место, где находится прокладка головки. Когда ваша головка цилиндров работает должным образом, она поддерживает цилиндры в вашем двигателе смазанными, чтобы они поддерживали свою температуру и обеспечивали плавное движение, когда клапаны открываются и закрываются, а поршни поднимаются и опускаются во время реакции сгорания.Один из наиболее распространенных способов выхода из строя головки блока цилиндров — трещина, и когда это случается, вы можете посмотреть счет за ремонт, который может стоить вам , где-то от 500 до 700 долларов .
Авторемонт стоит ДОРОГОЙ
Стоимость ремонта головки блока цилиндров может сильно различаться в зависимости от ряда различных факторов. Очевидно, что марка, модель и год выпуска вашего автомобиля будут иметь прямое отношение к стоимости, как и степень повреждений, нанесенных вашей головке блока цилиндров.И, конечно же, если вы отнесете свою машину в автосалон, ее ремонт будет стоить дороже, чем у механика. А своими руками выйдет еще дешевле. При ремонте головки блока цилиндров необходимо учитывать множество различных факторов.
Что вызывает трещину в головке цилиндров?Несмотря на то, что головка блока цилиндров в вашем автомобиле предназначена для того, чтобы выдерживать большие нагрузки, а также высокие температуры, ничто не может длиться вечно, и несчастные случаи, а также производственные дефекты и другие проблемы могут в конечном итоге привести к повреждению головки блока цилиндров.По большей части, это наиболее частые причины появления трещин на головке блока цилиндров.
Воздух в системе охлаждения : Если у вас есть воздух в ваших охлаждающих линиях, а не только смесь воды и антифриза, которая должна быть там, у вас могут возникнуть горячие точки, которые заставят двигатель нагреваться намного сильнее, чем он должен. Это может быть трудно обнаружить, потому что бывают случаи, когда вы можете проверить температуру вашего двигателя и увидеть, что она кажется нормальной, но тогда воздушный карман пройдет через систему, и это приведет к ее повторному нагреву.Из-за этого датчики могут быть не в состоянии обнаружить, что у вас есть проблема с перегревом двигателя, и повреждение может выйти из-под контроля, пока головка блока цилиндров не треснет.
Перегрев: Обычно перегрев двигателя является одной из наиболее очевидных причин повреждения головки блока цилиндров. Перегрев двигателя, вероятно, является наиболее частой причиной трещин в головках цилиндров. Головка блока цилиндров предназначена только для работы с температурами в определенном диапазоне.Легкий алюминиевый сплав, из которого он сделан, сломается, если он будет слишком долго подвергаться воздействию необычно высоких температур.
Сломанный водяной насос : Как и воздух в ваших охлаждающих линиях, сломанный водяной насос приведет к тому, что охлаждающая жидкость не будет циркулировать должным образом. Когда он ломается, охлаждающая жидкость не может циркулировать должным образом, и это приведет к сильному перегреву вашего двигателя.
Утечка охлаждающей жидкости : охлаждающая жидкость может протекать из нескольких мест по всей системе охлаждения, но независимо от того, где происходит утечка, если у вас недостаточно циркуляции по линиям, двигатель перегревается и, как мы видно, что может привести к поломке ГБЦ.
Плохой термостат : Ваш двигатель должен работать где-то между 190 и 210 градусами Фаренгейта. Температура регулируется термостатом, который либо позволяет хладагенту продолжать течь, либо блокирует его в зависимости от требований к температуре в данный момент. Если он не может функционировать должным образом, если он застревает в одном или другом положении, это может либо вызвать постоянный поток охлаждающей жидкости, так что ваш двигатель не может нагреться до температуры, либо он может заблокировать поток, так что ваш двигатель будет перегреваться, что приведет к его перегреву. в свою очередь вызывает повреждение головки блока цилиндров.
Признаки и симптомы треснувшей головки цилиндровПри образовании трещины в головке блока цилиндров может появиться ряд симптомов, которые указывают на то, что у вас возникла проблема. Одно из них само по себе не обязательно означает треснувшую головку блока цилиндров, но если вы столкнулись с несколькими из них, вы определенно захотите проверить ее, прежде чем ситуация станет еще хуже.
Утечки охлаждающей жидкости: Как мы выяснили с причинами поломки головки блока цилиндров, охлаждающая жидкость также может быть признаком поломки головки блока цилиндров.Если трещина возникнет не в том месте, одновременно с ней будет вытекать охлаждающая жидкость. Это означает, что ваш двигатель будет продолжать перегреваться, и ситуация может стать намного хуже. Если вам повезет, утечка охлаждающей жидкости будет видна снаружи вашего автомобиля, капая под вашу машину. Однако некоторые утечки охлаждающей жидкости могут произойти внутри двигателя и вместо этого заполнить камеру сгорания.
Дым: Если у вас есть достаточно большая трещина в головке блока цилиндров, вы заметите дым, выходящий из задней части автомобиля, когда начнете движение.Это результат утечки охлаждающей жидкости в камеру сгорания и капание масла на детали двигателя.
Пропуски зажигания в двигателе: Когда ваша головка блока цилиндров ломается достаточно сильно, вы можете начать испытывать пропуски зажигания в двигателе. Это вызвано тем, что смесь топлива и воздуха не может должным образом гореть в камере сгорания.
Низкая производительность двигателя : Существует ряд причин, по которым ваш двигатель может работать плохо, и это, вероятно, будет одним из первых симптомов трещины в головке блока цилиндров.Это может затруднить диагностику с места в карьер, поскольку причиной этого, очевидно, является не треснувшая головка цилиндра. Тем не менее, когда вы замечаете нехватку мощности по сравнению с тем, к чему вы привыкли во время вождения, возможно, в вашей головке блока цилиндров есть трещина. Это вызвано тем, что воздух выходит из камеры сгорания, что нарушает точное соотношение топлива и воздуха, необходимое для адекватной реакции сгорания.
Утечки масла : Головка блока цилиндров содержит масло, необходимое для поддержания смазки двигателя, как мы упоминали ранее.Очевидно, что если есть трещина в головке блока цилиндров, масло не будет удерживаться должным образом. Вы можете увидеть индикатор проверки масла на приборной панели, который указывает на эту проблему, потому что в результате давление масла значительно упадет. Возможно, вы сможете это увидеть, когда поднимете капот и просто посмотрите на свой двигатель. К сожалению, некоторые утечки масла не видны снаружи и остаются внутренними проблемами в двигателе. Однако, если у вас есть внутренняя утечка масла и оно попадает в камеру сгорания, вы можете быть предупреждены об этом по голубовато-серому дыму, выходящему из задней части вашего автомобиля, который указывает на то, что вы сжигаете как масло, так и топливо.
Могу ли я самостоятельно починить треснувшую головку цилиндра?Самостоятельно отремонтировать треснувшую головку блока цилиндров — это не то, чем можно заняться дома. Фактически, если бы вы прямо сейчас загуглили это и поищите ремонт треснувшей головки блока цилиндров своими руками, вы, вероятно, найдете множество инструкций и видео, которые расскажут вам, как отремонтировать сломанную прокладку головки блока цилиндров. Это примерно так, вам определенно придется снять головку блока цилиндров, чтобы заменить прокладку, но это не одно и то же.Саму головку блока цилиндров нужно будет либо заменить, либо полностью заменить, а это не то, что вы можете легко сделать дома. По крайней мере, не в традиционном, механическом смысле. Однако, как мы увидим через мгновение, есть кое-что, что вы можете сделать дома, что может быть в состоянии исправить сломанную или треснувшую головку блока цилиндров, при условии, что проблема не настолько серьезна, что по сути является непоправимой.
Хотя вы не можете просто использовать гаечный ключ и плоскогубцы, чтобы починить треснувшую головку блока цилиндров, вы можете купить некоторые составы, которые могут помочь вам решить проблему, которые также довольно доступны.Давайте посмотрим, что это такое и как именно они работают.
Устранит утечку Отремонтируйте треснувшую головку цилиндра?Несмотря на то, что механик может устранить трещины в головке блока цилиндров, существует еще один вариант, доступный для вас, если вы хотите исправить некоторые трещины в головке блока цилиндров. Существуют такие составы, как Stop Leak или K-Seal, которые были разработаны для устранения большинства трещин или утечек в головках цилиндров, которые приводят к потере охлаждающей жидкости.По большей части все, что вам нужно сделать, это встряхнуть бутылку и налить ее. Большинство этих соединений сделаны из вещества, совместимого с антифризом, и сделаны из того, что называется силикатом натрия. Он используется для герметизации треснувших головок цилиндров, а также прокладок и блоков цилиндров.
Если вы решите пойти по этому пути, вам определенно необходимо сначала ознакомиться с инструкциями по использованию продукта. Некоторые из них требуют полной промывки двигателя перед добавлением вещества, а некоторые из них могут справиться только с очень мелкими трещинами и трещинами.Они не смогут исправить обширные повреждения. Кроме того, некоторые из них могут обесцветить антифриз. Это может не иметь большого значения, но это может лишить вас возможности диагностировать другие проблемы позже, если ваш антифриз не того цвета, который вы ожидали.
В зависимости от продукта, у некоторых из них также были проблемы с блокировкой трубок цилиндров в проходах или проблемами с термостатом. Однако это также довольно доступные решения по сравнению с тем, что вам, возможно, придется заплатить механику за замену головки блока цилиндров.Бутылка K-Seal на Amazon обойдется вам всего в 20 долларов. По сравнению с тем, чтобы отвезти машину к механику, это довольно привлекательный вариант.
Помните, однако, что это решение не устранит каждую треснувшую головку блока цилиндров. Это действительно зависит от характера повреждений, которым страдает ваш, и от того, предназначено ли купленное вами соединение для борьбы с конкретным типом повреждений, которые у вас есть. Вот почему важно внимательно прочитать этикетку, прежде чем что-либо покупать, так как есть несколько различных вариантов, из которых вы можете выбрать.
ИтогТрещина ГБЦ — одна из самых неудобных вещей, с которой может справиться любой водитель. Это серьезно ограничит способность вашего автомобиля работать должным образом и в конечном итоге приведет к гораздо большим проблемам за очень короткое время. Как только вы поймете, что у вас есть трещина в головке блока цилиндров, у вас будет ограниченное время, чтобы исправить ее, прежде чем трещины станут больше и последствия этой трещины станут более заметными.Если у вас утечка охлаждающей жидкости или масла, то перегрев всего двигателя — лишь вопрос времени. Ущерб, который может быть причинен, когда это происходит, может составлять от 500 долларов или около того, которые вы собираетесь заплатить за ремонт треснувшей головки блока цилиндров, до более 4000 долларов за все повреждения, которые могут произойти в результате перегрева двигателя. Мы говорим о таких вещах, как погнутые поршни и клапаны, деформированные цилиндры или даже замена всего двигателя.
По этим причинам никогда не стоит слишком долго сидеть на треснувшей головке блока цилиндров.Как только вы поймете, что это проблема, с которой вы имеете дело, вам нужно будет либо купить бутылку герметика и попытаться починить ее самостоятельно, либо отнести ее к механику, чтобы убедиться, что вы исправили трещину и снова вернитесь к вождению с исправным двигателем.
Как узнать, неисправна ли головка цилиндра или есть трещины
Как узнать, нужна ли вам новая головка цилиндра?
Каждый двигатель время от времени подлежит ремонту.Одной из наиболее важных частей большинства двигателей является головка блока цилиндров, повреждение которой может оказаться все более опасным, чем дольше не ремонтируется. Вот некоторые предупреждающие знаки и симптомы, которые могут быть вызваны повреждением головки блока цилиндров.
Слабый двигатель
Головки цилиндров отвечают за сдерживание и управление внутренним сгоранием цилиндров двигателя. Это означает, что если эта способность ограничена, эффективность и мощность двигателя могут снизиться. Это можно увидеть по меньшему расходу топлива, медленному ускорению и трудностям при подъеме на крутые подъемы.
Вердикт : Чаще всего это один из первых признаков треснувшей головки блока цилиндров, и, как правило, его можно отремонтировать, если он обнаружен на ранней стадии.
Утечка масла
Масло отвечает за смазку механических частей двигателя, включая головку блока цилиндров. Трещина в головке блока цилиндров может вызвать утечку, что наиболее заметно по лужице масла, образующейся на земле, когда автомобиль находится на стоянке в течение достаточно длительного времени. Такой знак может быть поводом для беспокойства, поскольку масло или охлаждающая жидкость также могут вернуться во внутренние камеры двигателя, если трещина достаточно велика.
Вердикт : Обычно, если масло не попало в двигатель и не вызвало каких-либо повреждений других деталей, протекающая головка цилиндра все еще может быть отремонтирована и может не требовать замены.
Утечка охлаждающей жидкости
Охлаждающая жидкость отвечает за охлаждение двигателя, головки блока цилиндров и многие другие процессы. Как и в случае с маслом, треснувшая головка блока цилиндров может вызвать утечку охлаждающей жидкости. Это можно заметить по луже, образующейся под автомобилем при парковке, или по сигналу предупреждения о перегреве на приборной панели автомобиля.Охлаждающая жидкость потенциально может загрязнить масло, поэтому головку блока цилиндров следует отремонтировать как можно скорее.
Вердикт : Если охлаждающая жидкость не загрязнила масло из-за достаточно большой трещины в головке блока цилиндров, на этом этапе головку обычно можно отремонтировать, а не заменить.
Пропуски зажигания в двигателе
В цилиндрах двигателя воздух и газ образуют смесь под давлением, которая взрывается при воспламенении, создавая мощность. Треснувшая головка цилиндра может быть не в состоянии создать необходимую атмосферу для надлежащего сгорания внутри этих цилиндров, что приводит к отказам сгорания или пропускам зажигания в двигателе.Двигатель может неоднократно выходить из строя во время использования или вообще не запускаться.
Вердикт : Это более серьезный признак, обычно указывающий на серьезные повреждения. Всегда лучше сдать головку блока цилиндров для ремонта или замены, если она начинает проявлять признаки износа, чтобы избежать еще более высоких затрат на ремонт, когда неисправность головки блока цилиндров приводит к повреждению в другом месте автомобиля.
Дым
Белый дым, исходящий от двигателя, может указывать на катастрофический отказ головки блока цилиндров, при котором выхлопные газы выбрасываются непосредственно в моторное отделение.Это последняя стадия полного отказа головки блока цилиндров, и ее следует избегать, просто отправляясь в ремонт при первых признаках повреждения.
Вердикт : Головка блока цилиндров на этом этапе должна быть заменена как можно скорее, поскольку она либо выводит выхлопные газы, либо вызывает загрязнение охлаждающей жидкостью масла, что не является здоровым для систем любого автомобиля.
Специалисты по ремонту головок цилиндров
Поскольку ремонт неисправных головок цилиндров или прокладок не является типичным самодельным проектом, мы рекомендуем вам проконсультироваться с профессиональной компанией.Clearwater Cylinder Head Inc. (CCH) — уважаемый, опытный (более 25 лет) дилер. Мы специализируемся на предоставлении качественных и восстановленных головок цилиндров с гарантией для различных транспортных средств (легковые, грузовые, лодки и т. Д.). Благодаря огромному онлайн-каталогу головок цилиндров у нас, скорее всего, найдутся головки для ваших потребностей в ремонте. Квалифицированный персонал CCH будет рад помочь вам подобрать головку блока цилиндров, подходящую для вашего автомобиля. Пожалуйста, свяжитесь с Clearwater Cylinder Head Inc. по бесплатному телефону 1-800-572-1963.
Стоимость ремонта головки блока цилиндров | BlueDevil Products
Стоимость ремонта головки блока цилиндров трудно оценить, не сняв головку блока цилиндров с двигателя и не проверив ее у профессионального производителя двигателей или механика. Многие факторы, которые приводят к высокой стоимости ремонта головки блока цилиндров, не видны невооруженным глазом, и даже с помощью подходящих инструментов их невозможно проверить, если головка все еще установлена на двигателе.
Если ваш автомобиль оснащен рядным двигателем, например рядным 4-цилиндровым или рядным 6-цилиндровым двигателем, то у него будет 1 головка цилиндра, покрывающая все цилиндры.Если у вас V-образный двигатель, такой как V6 или V8, или двигатель оппозитного типа, у него будет 2 головки блока цилиндров, по одной на каждый ряд цилиндров. На двигателе с 2 рядами цилиндров важно поддерживать балансировку обеих сторон двигателя, чтобы он работал плавно и минимизировал вибрации, чтобы часто удваивать затраты на ремонт головки блока цилиндров.
Есть несколько различных вещей, которые вам могут понадобиться отремонтировать на головке блока цилиндров.
- Неровная или деформированная поверхность
- Уплотнения клапанов
- Направляющие клапанов
- Седла клапанов
Самый распространенный ремонт головок цилиндров — это выравнивание деформированной поверхности.Если в вашем автомобиле взорвана прокладка головки блока цилиндров, это может привести к деформации возле места утечки. Кроме того, ваша голова может покоробиться из-за неравномерного зажима болтов головки или просто из-за многих лет холодного запуска. Чтобы исправить неровную поверхность, вам нужно будет обработать голову. Это означает, что небольшое количество металла отрезается от сопрягаемой поверхности до тех пор, пока поверхность снова не станет полностью плоской. Это важно сделать перед установкой головки на двигатель, чтобы обеспечить хорошее уплотнение на новой прокладке головки. Помните, что удаление материала с головы изменит размер камеры сгорания, что увеличит степень сжатия вашего двигателя, если вы не компенсируете это более толстой прокладкой головки.
Следующим по распространенности ремонтом ГБЦ является замена сальников клапанов. Моторное масло течет через головку вашего двигателя для смазки клапанов и распределительного вала, если ваш двигатель имеет верхний кулачок. В верхней части каждого стержня клапана имеется уплотнение, которое удерживает масло в головке, а не позволяет ему вытекать через уплотнение клапана в камеру сгорания. Эти уплотнения обычно не изнашиваются, но если двигатель простаивает в течение длительного периода времени, они могут высохнуть и начать протекать. Замена этих уплотнений — утомительная работа, так как ваш двигатель может иметь 16, 24 или даже 32 клапана!
Под уплотнением клапана находится направляющая клапана.Направляющая клапана представляет собой гладкий кусок металла, в который вставляется шток клапана. Направляющая удерживает клапан прямо и позволяет ему правильно сидеть при каждом закрытии. Эти направляющие могут изнашиваться и позволить клапанам со временем раскачиваться, повреждая седло клапана и снижая эффективность вашего двигателя. Замена этих направляющих может быть разумной, если у вашего двигателя больше миль.
Седло клапана представляет собой гладкий обод, вырезанный в отверстии клапана, где клапан приземляется и образует уплотнение. Это седло должно быть очень гладким и точно такого же размера и формы, что и головка клапана, чтобы обеспечить хорошее уплотнение.Если у вас были изношенные направляющие клапана или погнутый клапан, может быть важно убедиться, что уплотнения клапана находятся в хорошем состоянии, прежде чем устанавливать клапаны на место. Плохое уплотнение клапана может повредить новый клапан, привести к снижению компрессии и даже вызвать обратный огонь или другие проблемы с двигателем.
После того, как вы сняли головку с двигателя, стоит проверить ее на плоскостность и проверить клапаны, чтобы увидеть, нужно ли их заменять, или уплотнения, направляющие или седла должны быть заменены или обновлены.
При рассмотрении стоимости ремонта головки блока цилиндров важно сначала осмотреть головку, чтобы увидеть, какой ремонт может потребоваться. Это включало бы проверку деки на плоскостность и на износ клапанов. После того, как вы осмотрели головку, вы можете звонить в разные магазины, чтобы узнать разные расценки на ремонт. Стоимость осмотра и восстановления поверхности головки может составлять от 100 до 350 долларов США за головку, и с этого момента стоимость будет увеличиваться, если требуется переделать седла клапанов или если необходимо заменить направляющие и уплотнения.
Если вы рассматриваете возможность ремонта головки блока цилиндров. затрат, потому что у вас взорвана или протекает прокладка головки, рассмотрите возможность использования BlueDevil Pour N Go для герметизации утечки прокладки головки, вместо того, чтобы снимать головки и проходить обширный процесс их проверки и последующего ремонта.BlueDevil Pour N Go может закрыть утечку в прокладке головки блока цилиндров, что позволит не снимать головки и сэкономить время и деньги!
Чтобы получить дополнительную информацию о BlueDevil Pour N Go, нажмите на баннер ниже!
Теперь, когда вы
, вы также можете приобрести продукты BlueDevil в любом из наших партнерских местных магазинов автозапчастей, например:
Вы можете найти BlueDevil Oil Stop Leak в любом из наших партнерских местных магазинов. розничные продавцы автозапчастей, такие как:
- AutoZone
- Advance Auto Parts
- Bennett Auto Supply
- CarQuest Auto Parts
- NAPA Auto Parts
- O’Reilly Auto Parts
- Pep Boys
- Fast Track 9020 Специалисты по запчастям
- S&E Quick Lube Distributor
- DYK Automotive
- Магазины автозапчастей Fisher
- Магазины автозапчастей Auto Plus
- Магазины Hovis Auto & Truck Supply
- Salvo Auto Parts
- Магазины Advantage Автозапчасти
- 20 Оригинальные автозапчасти
- Магазины автозапчастей Bond
- Tidewater Fleet Supply
- Bumpe r к автозапчастям бампера
- Автозапчасти любой части
- Потребительские автозапчасти
Изображения предоставлены:
cyl_head_repair_cost.jpg — Автор Stason4ic — Лицензия Getty Images — Оригинальная ссылка
Ремонт трещин в головке цилиндров — Двигатели ATP
Ремонт трещин в головке цилиндров
Ларри КарлиВы когда-нибудь задумывались, зачем двигателям так много разных прокладок? Это связано с тем, что двигатели имеют множество различных потребностей в уплотнении, что приводит к различным коммерческим ситуациям, которые должны выполняться каждым контрперсоналом.
Спросите любого производителя двигателей, который снимал головку блока цилиндров с двигателя последней модели, и он или она согласится: сегодня трещины — серьезная проблема.
Кажется, что многие головки блока цилиндров с самого начала обречены на растрескивание из-за их легкости и конструкции. В частности, алюминиевые головки верхнего кулачка (OHC) часто бывают деформированными, а также треснутыми. Но то же самое и со многими чугунными головками с толкателями.
Одной из причин растрескивания головок из чугуна является напряжение, возникающее при индукционной закалке седел клапанов. Концентрированный процесс нагрева, который приводит к упрочнению седел клапанов, также создает остаточные напряжения в головке, которые могут привести к ее растрескиванию позже, даже если двигатель никогда не перегревался.Трещины обычно образуются в местах наибольшего напряжения, часто между седлами клапана.
Некоторые головки, такие как головки Ford 2.9L V6 и Escort 1.6L, печально известны своим растрескиванием. Другие известные проблемы с растрескиванием включают в себя чугунные головки Ford 2.3L и 2.5L «HSC» (с высоким вихревым сгоранием), головки General Motor 2.5L «Iron Duke», шестицилиндровую головку GM 250 со встроенным выпускным коллектором и 1987 г. и позже Chevy small block V8 «Vortex» головки.
Dodge также имел проблемы с растрескиванием чугунных головок на последних моделях двигателей 318 Magnum.При ремонте двигателей почти все эти головки имеют трещины между седлами клапанов.
Независимо от двигателя, трещины часто обнаруживаются между седлами клапанов, в выпускных отверстиях, между отверстием свечи зажигания и седлами клапанов, вокруг направляющих клапанов, между камерами сгорания, даже на верхней части головки.
Их часто называют причиной отказа головы. Но во многих случаях трещины являются не причиной отказа, а симптомом другой основной проблемы, такой как перегрев, детонация или неправильная установка (неправильный момент затяжки болтов головки, грязная резьба болтов и т. Д.).
Почему трескаются головыТрещины обычно образуются, когда головка блока цилиндров подвергается слишком большим тепловым нагрузкам. Потеря охлаждающей жидкости, сильный перегрев, а также резкие изменения рабочей температуры с горячей на холодную могут создать условия, которые могут вызвать образование трещин.
Проще говоря, при нагревании металл расширяется. Алюминий расширяется почти в два раза быстрее, чем чугун, что создает несоответствие в скорости расширения биметаллических двигателей с алюминиевыми головками и чугунными блоками.Хотя головки предназначены для выдерживания определенного количества нормального расширения, повышенные рабочие температуры могут вытолкнуть головку за эти проектные пределы, что приведет к деформации металла. Это, в свою очередь, может вызвать образование трещин по мере охлаждения и сжатия металла.
Когда верхние кулачковые головки нагреваются, они часто разбухают и выгибаются посередине. Это может привести к заеданию или поломке распредвала OHC, а также к образованию трещин на нижней стороне головки. Головки толкателя не такие толстые, как головки OHC, поэтому они менее уязвимы для такого рода напряжений и коробления.Но даже головки толкателей имеют свой предел, и при слишком большом толкании они также деформируются и треснут.
Поиск трещинЕсли образовалась трещина между рубашкой охлаждения и камерой сгорания, отверстием или любой другой внешней поверхностью на головке, это может привести к утечке охлаждающей жидкости. Если утечка находится в камере сгорания, она может остаться незамеченной до тех пор, пока двигатель не перегреется из-за потери охлаждающей жидкости. Охлаждающая жидкость в камере сгорания может ускорить износ колец и цилиндров и разрушить подшипники.Если утечка достаточно велика, она может даже заблокировать цилиндр.
Горючие газы, попадающие в систему охлаждения через трещину, также могут ускорить разрушение охлаждающей жидкости и коррозию. Испытание блока и головок под давлением, чтобы убедиться, что они выдерживают давление, является хорошим методом для обнаружения таких «скрытых» трещин, а также утечек пористости в алюминиевых отливках.
Утечка охлаждающей жидкости в выхлопную систему через трещину в выхлопном отверстии может привести к загрязнению силиконом каталитического нейтрализатора и кислородного датчика.Силикон оказывает на эти компоненты такое же покрытие, что и свинец, и в конечном итоге разрушает датчик O2 и преобразователь.
Внешние утечки охлаждающей жидкости из-за трещин встречаются не так часто, потому что внешняя часть головки работает значительно холоднее, чем поверхности камеры сгорания и выпускного отверстия. Даже в этом случае в этих местах иногда образуются трещины, по которым течет охлаждающая жидкость.
«Сухие» трещины, по которым не течет охлаждающая жидкость, могут вызывать или не вызывать проблемы в зависимости от того, где они образуются. Трещины между седлами клапана или вокруг них в алюминиевой головке могут привести к ослаблению седел и их выпадению.Трещины вокруг направляющих клапана могут привести к ослаблению направляющих клапана, что может повредить клапаны.
Даже если трещина не вызывает явных проблем, ее не следует игнорировать, потому что большинство трещин имеют тенденцию к распространению и распространению с течением времени. Другими словами, маленькие безобидные трещины могут превратиться в большие неприятные трещины, и невозможно предсказать, когда это может произойти или насколько далеко вырастет трещина.
Многие трещины очевидны невооруженным глазом, но другие необходимо найти различными способами.Магнитопорошковый контроль уже давно является популярным методом выявления трещин в чугунных головках. Но этот метод не работает с алюминием, потому что алюминий немагнитен. Алюминиевые головки должны быть испытаны давлением и / или обработаны проникающим красителем для обнаружения трещин и утечек пористости. Головки из чугуна также должны быть испытаны под давлением, чтобы проверить наличие скрытых трещин в охлаждающих рубашках и портах, которые не видны снаружи напрямую.
Важным моментом здесь является то, что все головки должны быть тщательно проверены на предмет трещин перед выполнением каких-либо работ с машиной.Лучше до переделки направляющих и седел клапанов обнаружить трещину в головке, чем потом. Считайте обнаружение трещин своей первой линией защиты от повторных атак.
ПрогнозТрещины не обязательно означают, что головку блока цилиндров необходимо заменить. Фактически, многие треснувшие головы, которые когда-то считались «неподдающимися ремонту», теперь ремонтируются. Ремонт треснувшей головки цилиндров всегда сопряжен с определенным риском, но при правильном выполнении он обычно намного дешевле, чем замена треснувшей головки на новую или бывшую в употреблении отливку.Большинство мелких трещин в чугунных и алюминиевых головках можно отремонтировать с помощью штифта. Более крупные трещины в алюминиевых головках обычно требуют сварки TIG (вольфрамовый инертный газ). Более крупные трещины в чугунных головках часто можно отремонтировать с помощью сварки в печи или газопламенной сварки.
Сварка в печи большой чугунной дизельной головки часто стоит затраченных усилий из-за высокой стоимости отливки, но также имеет экономический смысл для многих поздних моделей чугунных головок легковых автомобилей, если головку можно отремонтировать за меньшую стоимость нового или бывшего в употреблении отливки.Многие головки поздних моделей довольно дороги и их трудно найти, поэтому некоторые головки, которые были бы списаны из-за трещин, сейчас ремонтируются и возвращаются в эксплуатацию. Все зависит от рыночной стоимости головы и стоимости ее замены на новую или бывшую в употреблении отливку. Чем выше стоимость головки и чем выше стоимость ее замены, тем больше смысла ремонтировать головку, чем заменять ее.
Трещины в чугуне для сварки печиСварка чугуна в печи часто называют «черным искусством» ремонта трещин, потому что это требует много тепла и навыков оператора.Неопытный сварщик не сможет быстро научиться сваривать чугун в печи. Те, кто освоил этот процесс, говорят, что для его освоения требуется от шести месяцев до года постоянной практики. Если бы это было так просто, все бы этим занимались. Это не так, и поэтому некоторые магазины создали для себя успешную нишу, специализируясь на сварке чугунных головок в печах.
Чтобы сварить чугунную головку в печи, ее сначала предварительно нагревают в печи до 1300 ° F (вишнево-красный).Этот шаг абсолютно необходим для минимизации теплового удара и расслабления металла, чтобы он не деформировался при воздействии горелки на отливку.
Когда температура предварительного нагрева головки стабилизируется (это занимает около часа), для плавления чугуна (который плавится при температуре от 2400 ° до 2600 ° F) используется оксиацетиленовая горелка с «нейтральным пламенем», содержащая немного больше ацетилена, чем кислорода. Затем трещину можно заполнить, используя чугунный присадочный стержень 1/4 дюйма и флюс из буры. Хитрость здесь в том, чтобы сохранить чистоту сварного шва, добавив немного флюса, чтобы примеси поднялись вверх.Затем примеси могут быть удалены из зоны ремонта с помощью горелки.
При создании изношенного или поврежденного седла клапана в чугунной головке для заполнения отверстия можно использовать заглушку из угольного графита. Затем вокруг пробки создается сварной шов. Лужа будет примерно в полдюйма глубиной и примерно два дюйма в диаметре. Для этого требуется много тепла, около 5000 ° F.
После заполнения трещины наступает долгое медленное остывание. Этот шаг также важен для предотвращения перекоса головы.Если чугун остывает слишком быстро, окружающий металл может отодвинуться от сварного шва, что приведет к открытию новых трещин. Углерод в чугуне также может превращаться в карбид, что делает металл слишком твердым и хрупким для обработки. Поэтому отливку необходимо охлаждать очень медленно, чтобы предотвратить эти нежелательные металлургические изменения. Медленное охлаждение может быть достигнуто, если обернуть голову изолирующим одеялом и держать голову в горячей камере, чтобы она остывала со скоростью не более 200 ° F в час. При такой скорости может потребоваться от 8 до 12 часов, чтобы медленно остыть до комнатной температуры.После того, как головка остынет, ее можно очистить от накипи, обработать на станке и испытать давлением во второй раз для повторной проверки на утечки. Если утечек не обнаружено, можно приступать к окончательной работе с машиной и сборке. Некоторые магазины даже проводят испытание под давлением в третий раз, если седла клапана были запрессованы, чтобы убедиться, что после установки седел не открылись трещины.
Из-за высоких температур при сварке в печи индукционная закалка встроенных седел клапана обычно нарушается.Это может потребовать замены выхлопных сидений, чтобы сиденья не вылетели при возвращении головки в эксплуатацию. По этой причине некоторые цеха предпочитают паять трещины сварным швом, а не швом в печи. При сварке пайкой работа может выполняться при температуре от 800 ° до 900 ° F, поэтому головка не сильно нагревается.
Трещины при сварке распылением пламенемДругой способ устранения трещин в чугунных головках и блоках — это сварка напылением пламенем (порошковая). Процесс похож на пайку, но для ремонта высокой прочности используется никелевый порошок и специальная горелка.
Базовая технология сварки чугуна распылением пламенем существует уже 40 лет, но только недавно была адаптирована для применения в автомобилях. Основные преимущества этого метода в том, что он проще и быстрее, чем сварка в печи.
Пламенная сварка с распылением может обеспечить прочный и долговечный ремонт, такой же, как и сварка в печи, но без особого нагрева. Голову еще нужно подогреть и подогреть, но не столько и не так долго. Для сварки распылением требуется предварительный нагрев от 1000 до 1400 ° F.Нагревается только область сварного шва, поэтому риск деформации невелик.
При сварке напылением пламенем используются порошки на основе никеля и требуется специальная горелка. Сварочная горелка с кислородно-ацетиленовым распылением имеет бункер с курком, который подает никелевый порошок в пламя. Когда порошок подвергается воздействию пламени, он плавится и расплавляется по сторонам трещины, заполняя зону ремонта. Процесс похож на пайку, но приводит к гораздо более надежному ремонту. Порошок можно использовать для заполнения отверстий и трещин, а также для наращивания изношенных или поврежденных седел клапанов.
Процесс идет очень быстро и может заполнить трехдюймовое отверстие менее чем за минуту. При сварке в печи на заполнение отверстия того же размера может потребоваться в три раза больше времени, а затем деталь нужно медленно охлаждать в течение нескольких часов, чтобы она не растрескалась.
Сварку напылением пламенем легче освоить, чем сварку в печи, но все же требуется обучение и время для изучения. Трещины необходимо правильно подготовить путем шлифовки поврежденных участков с V-образной фаской. Обе стороны зоны ремонта должны быть чистыми.Ключом к успеху является нанесение нужного количества тепла на участок ремонта. Требуется тусклый вишнево-красный цвет или температура от 1300 до 1400 ° F; в противном случае никелевый порошок может не закрепиться должным образом.
Трещины для сварки TIG алюминияТрещины в алюминиевых головках чаще всего ремонтируются сваркой TIG (хотя штифтовка также работает с небольшими доступными трещинами). Первым этапом сварки алюминия является подготовка трещины. Перед шлифовкой трещины головка должна быть чистой, обезжиренной и сухой.Трещину необходимо полностью отшлифовать. Простое шлифование поверхности и приваривание трещины, вероятно, будет недолговечным временным решением, потому что основная трещина все еще существует и будет продолжать расти. После шлифовки поверхность металла следует очистить проволочной щеткой из нержавеющей стали.
При контакте с воздухом алюминий образует оксидное покрытие, загрязняющее сварной шов и препятствующее плавлению. Сварочный аппарат TIG предотвращает образование оксидного слоя, пропитывая сварной шов постоянной подачей инертного газа (обычно аргона).Переменный ток используется для попеременного нагрева металла и сжигания образовавшегося оксида.
Поскольку алюминий может треснуть при воздействии слишком большого количества тепла в сконцентрированной области, головку необходимо предварительно нагреть в духовке до 450–550 ° F, чтобы устранить термическое напряжение. Дополнительное тепло также облегчает сварку головки, поскольку алюминий быстро отводит тепло от зоны сварки. Поддержание головки в горячем состоянии — один из приемов успешной сварки алюминия, который требует работы в месте, где нет сквозняков, и иногда повторно нагревает голову.
Методы сварки различаются, но основная идея состоит в том, чтобы расплавить окружающий металл и заполнить трещину расплавленным металлом и присадочным стержнем. Опытный сварщик может даже «переделать» сильно поврежденный участок, сохранив головку, которая в противном случае оказалась бы ненужной. Самые прочные сварные швы достигаются при использовании присадочного прутка из того же сплава, что и головка, или очень близкого к нему. Хорошо работают две присадочные прутки №4043 и №5356 с 5-процентным содержанием магния. Тип электрода, который используется в сварочном аппарате, также может иметь значение.Вольфрамовые ториевые электроды хорошо работают с алюминием, но циркониевые вольфрамовые электроды (которые намного дороже) считаются лучшими.
После сварки необходимо дать головке медленно остыть. Для этого голову снова кладут в духовку или укутывают изолирующим одеялом. Длительное медленное охлаждение снимает напряжение в металле, которое, если его не снять, может привести к растрескиванию.
Трещины с фиксациейШтифты — это наиболее часто используемый метод ремонта трещин в чугунных головках, поскольку он быстрый, надежный и дешевый.Его также можно использовать для ремонта алюминиевых отливок. Закрепление — это относительно простая техника для изучения и использования, не требующая каких-либо специальных инструментов, кроме сверла, направляющего приспособления и метчика, и не требует нагрева.
Метод включает сверление отверстий на обоих концах трещины, чтобы предотвратить ее распространение, затем сверление отверстий с различными интервалами по длине трещины, установку штифтов внахлест, чтобы заполнить трещину, а затем заклепку штифтов с помощью пневматического молотка для герметизации и растушуйте поверхность.Могут использоваться как конические штифты, так и прямые штифты.
Конические штифты при затягивании сами втягиваются в трещину, обеспечивая плотное прилегание по всей длине штифта. Это происходит из-за того, что резьба как на коническом штифте, так и на отверстии имеет посадку с натягом. Уплотнитель на самом деле не нужен, но его можно использовать для дополнительной страховки. Отверстия для конических штифтов должны быть аккуратно нарезаны вручную коническим метчиком, а штифты вручную затянуты.
Прямые штифты, для сравнения, можно установить с помощью обычного прямого метчика и дрели.Однако прямые штифты должны быть закрыты коническим буртиком на одном конце штифта и / или герметиком.
Если трещина находится вдоль внешнего края или угла, который требует поддержки, чтобы удерживать стороны трещины вместе, или если трещина находится в области, которая может открыться или разорваться, когда отливка находится под нагрузкой или нагревается, обычные штифты не сработает. Одним из решений является использование «замков», чтобы удерживать две стороны трещины вместе, и / или использование специальных штифтов с рисунком резьбы «спиральный крючок» или «обратный шаг».Эти булавки могут удерживать трещину, а не просто заполнять ее.
Трещины на тонких участках отливки (менее 1/8 дюйма) трудно отремонтировать, поскольку толщина металла недостаточна для поддержки резьбы на стандартном штифте. В этих случаях необходимо использовать очень маленькие штифты для заполнения трещины.
В некоторых случаях, например, в головках Dodge 318 Magnum, трещину между седлами клапана часто можно отремонтировать с помощью одного пальца из мягкой стали с потайным буртиком.Стальной штифт лучше всего подходит для этого применения, потому что он лучше выдерживает нагрев, чем чугунный штифт. После того, как трещина будет устранена, сиденья можно подвергнуть дополнительной обработке. Нет необходимости обрезать головку для установки вставок седла клапана.
Если седло клапана сильно повреждено или утоплено и должно быть установлено новое седло, используйте седло наименьшего диаметра и самое мелкое, подходящее для данной области применения.