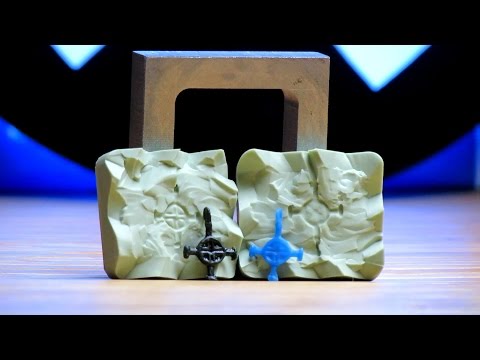
3. Литье воска под давлением.
Воск нагнетается в резиновую пресс-форму при помощи воскового инжектора.



 крышка
крышка

Сжатый воздух

воск




 Сопло
трансформаторное масло
Сопло
трансформаторное масло


Нагревательный элемент
Схема воскового инжектора
Для повышения качества изготовления восковых моделей, многие процессы в современных восковых инжекторах автоматизированы. Литейщик только один раз подбирает все необходимые параметры для заполнения пресс-формы воском. В последующем все операции, включающие в себя сжатие половинок пресс-формы, доставка ее к соплу, центровка и заполнение формы воском происходит автоматически. Кроме того, инжектора снабжаются вакуумным блоком, с помощью которого внутри пресс-формы создается разрежение, что способствует лучшему растеканию воска в полости пресс-формы. Разборка пресс-формы и извлечение восковой модели производится вручную. Современные восковые позволяют:
Контролировать температуру воска с точностью до 1©.
Удалять воздух из пресс-формы, обеспечивая безупречное ее заполнение воском.
Обеспечивать получение любых восковых моделей, как толстых, так и тонких, и любой степени сложности.
Уменьшить процент отходов воска.
Инжекторные воски.
Все сорта инжекторных восков безопасны, не токсичны и не канцерогенны.
Для достижения оптимальных результатов необходимо правильно выбирать сорт воска, учитывая при этом характеристики формы и производственные требования. К каждой разновидности форм и к каждому сорту воска предъявляются свои требования относительно давления, температуры и времени выдержки. Правильная комбинация этих составляющих может быть найдена только экспериментальным путем.
Кроме того, надо учитывать, что характеристики формы меняются при повторном нагнетании в нее горячего воска. Правильная комбинация данных для холодной формы может оказаться неправильной при повторном использовании. Таким образом, промежуток времени необходимый для охлаждения пресс-формы между нагнетаниями в нее воска, так же является одной из составляющих процесса изготовления восковых моделей.
Технология изготовления восковых моделей.
Заполнить инжектор воском.
Включить инжектор и расплавить воск.
Установить температуру воска необходимую для заполнения конкретной формы. (62-72©).
Установить на входе регулирующего клапана инжектора необходимое давление (0,2-1,0 кг/кв.см.) в зависимости от формы и толщины модели.
Заполнить пресс-форму модельным воском.
Охладить пресс-форму в течение 2-3 минут и извлечь восковую модель.
Для получения большого количества восковых моделей процесс повторяется многократно.
Восковую модель из пресс-формы необходимо удалять сразу же после затвердевания, то есть через несколько минут после нагнетания. Если оставить восковую модель в резиновой пресс-форме надолго, то он высыхает. При этом портится пресс-форма, а воск становится слишком хрупким и ломким, что приводит к порче восковой модели.
Дефекты восковых моделей.
Вид дефекта | Причина возникновения | Способ устранения |
Воздушные пузырьки в модели | Недостаточное количество воска в инжекторе | Заполнить инжектор воском |
Воск слишком горячий или холодный | Отрегулировать температуру воска | |
Недостаточный контакт между пресс-формой и соплом инжектора | Установить пресс-форму параллельно плоскости основания инжектора | |
Давление слишком высокое | Понизить давление | |
Форма не заполняется | Давление слишком низкое | Повысить давление |
Воск холодный | Повысить температуру воска | |
Литниковый канал слишком мал | Увеличить литниковый канал | |
Инжектор забит | Очистить сопло инжектора | |
Форма не заполняется | Недостаточный отвод воздуха из формы (воздушные пробки в форме) | Подправить надрезы в форме |
Надрезы формы заплавлены, засорены или забиты воском | Очистить надрезы формы | |
Форма переполняется | Давление слишком высокое | Понизить давление |
Форма не закрыта должным образом | Закрыть форму правильно | |
Воск слишком горячий | Понизить температуру воска | |
Время нагнетания воска слишком велико | Сократить время нагнетания | |
Восковая модель липкая, легко деформируется | Форма вскрыта слишком рано | Увеличить время остывания формы |
Воск слишком горячий | Понизить температуру воска | |
Усадки выше нормы | Форма слишком холодная | Нагреть форму |
Температура воска слишком высокая | Понизить температуру воска | |
Давление слишком низкое | Повысить давление | |
Время нагнетания воска слишком мало | Увеличить время нагнетания воска | |
Неправильно выбран сорт воска | Заменить воск | |
Недостаточная чистота поверхности | Форма слишком холодная | Нагреть форму |
Температура воска слишком низкая | Увеличить температуру воска | |
Воск оплавляется (заусенцы на поверхности модели) | Давление слишком высокое | Понизить давление |
| Форма не собрана должным образом | Правильно собрать форму | |
Половинки формы слабо сдавлены между собой | Придавить форму сильней | |
Воск слишком горячий | Понизить температуру воска | |
Надрезы формы заплавлены, засорены или забиты воском | Очистить надрезы формы | |
Недостаточно надрезов | Сделать дополнительные надрезы | |
Трещины в восковой модели | Время остывания восковой модели слишком велико | Сократить время остывания |
Выбран хрупкий сорт воска | Выбрать более пластичный воск | |
Форма разрезана не должным образом. Извлечение восковой модели затруднено | Переделать пресс-форму для достижения легкого извлечения модели | |
Оседание (для крупных моделей) | Неправильно выбран сорт воска | Выбрать воск с меньшей степенью усадки |
Время нагнетания воска слишком мало | Увеличить время нагнетания воска | |
Давление слишком низкое | Повысить давление | |
Слишком узкое литниковое отверстие | Увеличить литниковый канал | |
Воск слишком горячий | Понизить температуру воска |
Ювелирные технологии
Восковый инжектор, принцип работы
Восковый инжектор это устройство, предназначенное для расплавления и последующего поддержания необходимой температуры воска и заполнения им резиновых пресс-форм. Устройство состоит из резервуара для воска, крышки, электронагревателя, терморегулирующего устройства, сопла, через которое и происходит заполнение пресс-формы воском. Сопло может быть оснащено системой индивидуального обогрева. Также инжектор имеет подключение к ручному насосу или компрессору для создания давления, необходимого для впрыска воска в форму. Некоторые инжекторы, например вакуумные инжекторы MASTERWAX IC30EVO и Yasui D-VWIS, включают в себя дополнительную вакуумную камеру и соединяются с вакуумным насосом.
Принцип работы воскового инжектора заключается в том, что после загрузки и расплавления воска, под действием сжатого воздуха воск запрессовывается в подготовленную и прижатую к соплу пресс-форму. Зажим пресс-формы и прижатие ее непосредственно к соплу может осуществляться как вручную (восковщицей) так и с помощью механизма зажима. После заполнения формы воском, последняя подается назад и выдерживается в течение нескольких десятков секунд (для приобретения манипуляционной прочности модели), на этом рабочий цикл инжектора завершается.
Если инжектор вакуумный, то из формы предварительно высасывается воздух, а потом только происходит инжектирование воска. Это позволяет получить более близкую к оригиналу по геометрии модель.
Модели инжекторов и их технические характеристики
Теперь давайте перейдем к производителям заполняющих нишу производства инжекторов на сегодняшний день и поближе ознакомимся с их продукцией.
Инжекторы от производителя Chinetti S.N.C.(Италия) оборудованы емкостью, выполненной из легкого алюминиевого сплава. Нагрев обеспечивается элементом ленточного типа, проходящим по внешней части емкости. Это гарантирует равномерную температуру по всему объему емкости, обеспечивая идеальную однородность отливки. Оборудован специальным клапаном, который создает струи воска без разрывов и воздушных пузырьков. Эксклюзивная запирающая система крышки предотвращает потерю давления.
Основные особенности:
• Максимальная стабильность и однородность воскового литья.
• Продолжительная автономность в работе.
• Электронное управление температурой.
Рисунок 1. Инжекторы типов IC15, IC30P, IC30C
IC15 – STARWAX15 инжектор с емкостью 1,5кг, манометром для контроля давления воздуха и ручным насосом (рис.1), Мощность 230 Вт, макс. температура 85°C. Габариты 190 х 270 х 440 мм. Вес 8 кг.
IC30P – STARWAX30 инжектор с емкостью 3,0кг, манометром для контроля давления воздуха и ручным насосом (рис.1). Мощность 300Вт, макс. температура 85°C. Габариты 230 х 270 х 570 мм. Вес 10кг.
IC30C – STARWAX30 инжектор с емкостью 3,0кг, манометром и возможностью подключения к компрессору или ручному насосу (рис.1). Мощность 300Вт, макс. температура 85°C. Габариты 230 х 270 х 440 мм. Вес 10 кг.
IC15HT – MASTERWAX15HT инжектор с емкостью 1,5кг, цифровым термостатом, манометром для контроля давления и подключением к компрессору. Подходит для восков с высокой температурой плавления (до 140°C) Мощность 230Вт, макс. температура 145°C. Габариты 290×240×380мм. Вес 9кг (рис.2).
Рисунок 2. Инжектор типа IC15HT
Рисунок 3. Инжектор типа IC30EVO
IC30EVO – VACUUM MASTERWAX EVO автоматический вакуумный инжектор с емкостью 3 кг, контролируется PLC. Вакуумирование формы перед инжекцией воска, позволяет получить более точные к оригиналу модели восковки, также сократить брак. Для его работы требуется небольшой вакуумный насос и компрессор(рис. 3) [1,2].
D-VWIS цифровая вакуумно-инжекционная система производиться в Японии, производитель Yasui.
Особенности:
• Хорошая заполняемость. Вакуумирование литейной формы перед впрыском обеспечивает хорошую заполняемость для тонких филигранных изделий и сложных форм.
• Точная регулировка температуры. Температура резервуара с воском и температура сопла регулируются отдельно, за счет чего достигается точная температура впрыска.
• 99-часовой таймер включения нагрева, позволяющий начинать работу в заданное время. Это снижает затраты на электроэнергию и повышает производительность.
• Увеличение производительности.
• Память.
• Большая точность.
• Более высокая воспроизводимость результатов
Техническая характеристика инжектора:
Источник тока: переменный ток, 230В (или115В), 50/60 Гц, однофазный
Потребляемая мощность: 450ВА (макс.)
Подача сжатого воздуха: 0,40-0,70МПа
Диапазон температуры 40-99,9°C
Диапазон задания температуры 40-90°C
Диапазон задания времени: VAC 0-12с
Диапазон задания времени: INJ 0-99,9 с / 0-600 с (диапазон регулировки AAC 0-99,9 с) Таймер включения нагрева: 0-99 часов
Ёмкость воска: примерно 3кг
Точность температуры сопла: ±0,2°C
Размеры: 450×310×450 мм
Вес: примерно 15,5кг [3,2].
Рисунок 4 Yasui D-VWIS цифровая вакуумно-инжекционная система для впрыска воска с одноцилиндровым блоком зажима.
Примечание: Для повышения производительности и изготовления сложных восковых моделей может комплектоваться блоком управления с дополнительными параметрами и автоматическим зажимом пресс-форм.
Производитель предлагает 2 аналогичных типа инжекторов. Отличаются они потребляемыми напряжениями 230В и 115В. Также входит в систему блок зажима (одно- или двухцилиндровый) и панель управления.
Компания Riacetech (Италия)
Рисунок 5 Автоматический вакуумный инжектор с автоклампом riacetech mono-sts
технические характеристики:
— автокламп:120×90×45мм, 8куб.см
— регулировка температуры воска и сопла.
— регулировка времени впрыска и охлаждения
— регулировка давления автоклампа и впрыска воска
— вакуумизация резиновой формы.
Полностью цифровое управление.
Электропитание — 220В.
Объем бачка — 3л.
Рисунок 6 Автоматический вакуумный инжектор с автоклампом mono-sts-maxy
Отличается от предыдущего инжектора большими размерами блока зажима (250×150×80мм)
Инжекторы оснащены центральным и местным (в рабочей станции) вакуумными устройствами, центральное обеспечивает автоматическую проверку и контроль вакуума внутри резервуара с воском. Таким образом, прозрачный резервуар находиться всегда под вакуумом, который препятствует образованию микропузырьков. В рабочей станции он используется для измерения вакуума внутри пресс-формы (инжекции начинаются при максимальном вакууме).
Также в рабочей станции регулируется давление впрыска и температура воска перед каждой инжекцией. Это позволяет получить очень точные и постоянные модели.
Все версии машин оснащены микрочипами, которые позволяют сохранить все полезные параметры инжекции непосредственно в пресс-форме. Использование микрочипов позволяет облегчить и увеличить производство. Программирование параметров дает постоянный результат при каждой инжекции, даже если работает не квалифицированный оператор.
Автоматически удаляет воск из форсунок после фазы впрыска.
Рисунок 7 Автоматический вакуумный инжектор с автоклампом riacetech Bi-STS
Особенность:
— раздельные регулировка времени впрыска и охлаждения на каждое сопло
На рис.8 можно увидеть пример восковки и изделия, изготовленных с помощью данного инжектора.
— возможность работать 2-м операторам одновременно.
Рисунок 8 Восковка и изделия, изготовленные с помощью автоматического вакуумного инжектора с автоклампом riacetech Bi-STS
Рисунок 9 Автоматический вакуумный инжектор с автоклампом Bi-STS-MAXY
Отличается от предыдущего инжектора наличием большого и маленького блоков зажима. [4, 5]
Компания производитель ARBY, США
Рисунок 10. Восковый инжектор ARBY модели W200 (W200.001) (1,3 л)
Технические характеристики
Электропитание: 110В (WI 200) 220В (WI200.001)
Частота: 50, 60Гц
Вместимость: 1,3л
Максимальная температура: 121°С
Описание:
- Нагревательные элементы из материала «керамика-слюда» в стальной оболочке
- Выпускное сопло надежно защищено от протечек
- Долговечный манометр с удобной шкалой, покрытой цинком
- Регулируемый биметаллический термостат
Рисунок 11. Инжектор восковый ARBE с ручной помпой (1,3л)
Аналогичен предыдущим , отличается наличием ручной помпы, есть модели с разным электропитанием : 110 В (WI200.007) и 220 В (WI200.010).
Рисунок 12. Инжектор восковый ARBE (2,6 л)
Инжекторы с емкостью 2,6 л представлены в следующих моделях:
WI-201 110В/60Гц
WI-201.001 220В/50/60Гц
WI-201.004 110В/60Гц, c двумя соплами
WI-201.005 110В/60Гц, высокотемпературный (до 176ºС)
WI-201.011 110В/60 Гц, с ручной помпой
WI-201.012 220В/50/60Гц с ручной помпой
WI-201.013 220В/50/60Гц, c двумя соплами
WI-201.014 220В/50/60Гц, (до 176ºС)
— Суперчувствительный температурный датчик и капиллярный термостат гарантируют точный и постоянный контроль за температурой, вплоть до 121°С.
— Для большей надежности нагревательные элементы изготовлены из материала «керамика-слюда» в стальной оболочке
— Выпускное сопло надежно защищено от протечек
— Полностью изолированный литой бак из алюминия, поверх нанесено защитное покрытие
— Индикатор вкл/выкл
— Удобное отверстие для слива (с затычкой) позволяет с легкостью очищать отверстие и сливать воск
— Долговечный манометр с удобной шкалой, покрытой цинком
— Давление до 207кПа
Технические характеристики:
Электропитание: 220В, 110В
Частота: 50, 60Гц
Вместимость: 2,6л; 3,8
Максимальная температура: 121°С
Инжекторы с емкостью 3,8л представлены в следующих моделях:
WI-203 110 В/60Гц
WI-203.001 220 В/50/60Гц
WI-203.002 110 В/60Гц, с подогреваемым соплом
WI-203.008 220 В/50/60Гц, с подогреваемым соплом
WI-203.013 110 В/60Гц, высокотемпературный (до 176ºС)
WI-203.014 110 В/60Гц, c двумя выходными отверстиями
WI-203.015 220 В/50/60Гц, c двумя выходными отверстиями
WI-203.016 220 В/50/60 Гц, с двумя подогреваемыми соплами [2, 6].
Рисунок 13. Инжектор восковый ARBE (3.8 л)
LOGIMEC (Италия)
Инжекторы оснащены очень прочными и надежными резервуарами из легкого алюминиевого сплава, нагрев которых по всей их окружности осуществляется с помощью ленточного нагревательного элемента. Это обеспечивает равномерную температуру во всем внутреннем объеме резервуара, позволяя получить однородные восковые модели. Специальный клапан с резервной загрузкой обеспечивает непрерывную струю воска без воздушных пузырьков. Оснащены встроенным ручным насосом для создания давления в рабочей камере. Инжекторы предлагаются в двух модификациях — емкостью 2500см3 и 1500см3.
Рисунок 14. Инжектор восковый электронный 1500D (1,5 л) и 2500D (2,5 л)
Технические характеристики:
Максимальная температура – 85°С.
Точность поддержания температуры: 0,1°C.
Электропитание – 220В.
Мощность – 160Вт, 320Вт.
Габариты – 160×160×520; 194×194×520мм.
Вес – 6,5; 8кг. [7, 8]
Компания SCHULTHEISS (Германия)
Температура воска в камере давления и в носике, время вакуумирования и инжекции задается цифровым способом. Возможно запрограммировать 12000 программ, в каждой из которых устанавливается 5 регулируемых параметров (температура сопла, температура емкости с воском, время вакуумирования, время инжекции, время удержания резинки автозахватом). Позволяет осуществить инжекцию воска в несколько этапов
Рисунок 15. Автоматический программируемый вакуумный воск-инжектор с автозахватом SCHULTHEISS, WI–500 и WI–500D
Технические характеристики:
Электропитание, В 220
Мощность нагревателя, Вт 700
Давление сжатого воздуха (сухой и очищенный воздух), бар
Производительность вакуумного насоса, м3/час 10
Объем воска, 5л.
Интервал температуры, °С 0 – 85
Точность поддержания температуры, °С ± 0,6
Габариты, мм 490×440×315
Вес, кг 35
Возможны варианты как с одним инжекционным соплом (WI-500), так и с двумя соплами WI-500D [9].
Dura-BULL(США)
Рисунок 16. Восковый инжектор Dura-BULL
Мощность нагрева: 250Вт
Мощность: 110В
Размеры: (254×203 мм)
Вместимость:1,3 литра
Каждый бак имеет отдельный термометр, который позволяет непрерывно контролировать температуру воска. Нагревательные элементы изготовлены из материала «керамика-слюда» в стальной оболочке, что гарантирует долговечность и равномерное распределение тепла. Встроенный термостат с автоматическим передвижением для поддержания оптимальной температуры. Давление воздуха контролируется простой настройкой регулятора ( требуется источник сжатого воздуха) и манометром. Производитель предлагает аналогичные модели с емкостью по 2,6л; 3,8л, а также потребляемым напряжением 220В, последние выпускаются по специальному заказу [10].
Рио-Гранде
Рисунок 17. Ручной восковый инжектор Рио-Гранде Mini
Мощность: 110-120Вт
Размеры: 275×200мм
Емкость камеры 0,6л.
Ручной инжектор, воск подается снизу вверх в сопло без использования сжатого воздуха. Надежный термостат обеспечивает постоянную температуру воска
Рисунок 18. Восковый инжектор с низким давлением.
Температура нагрева до110ºC
Мощность: 110-120Вт
Размеры: 330×203мм
Вместимость: 1,3л
Небольшой инжектор для малых тиражей
Равномерно нагревает воск. Имеет встроенный термостат, переднюю панель указателя температуры и автоматическое отключение. Для работы необходим источник сжатого воздуха.
Рисунок 19. Восковый инжектор 3-Quart
Температура нагрева до110ºC
Мощность: 120 вольт, 9 ампер
Вместимость: 2,6 л
Восковый инжектор с 3-Quart Рио-Гранде идеально подходит для производства. Быстрая, полная заливка и отличное качество поверхности. Для устойчивости прикрепляется к столу. Для работы необходим источник сжатого воздуха. Металлический корпус для равномерного распределения тепла. Точное электронное управление и термостат
Также есть аналогичная последней модель инжектора 4-Quart Рио-Гранде с емкостью 3,8 л.
Рисунок 20. Цифровой восковый инжектор
Температура нагрева до110ºC
Мощность: 110-120 вольт
Размеры:40,6×27,9× 34.9 cм
Вместимость: 2,6л
Этот восковый инжектор с цифровым контроллером обеспечивает точность температуры, постоянное давление и долговечность.
INCONTROL
Эта система позволяет получать высокое качество за счет двух-этапного инжектирования. Вначале восковый инжектор высасывает воздух из формы перед инжекцией, потом на первом этапе впрыска вводится расплавленный воск в форму, а затем на долю секунды позже вторая порция воска, которая обеспечивает подпитку охлаждающей восковки. В результате получается более полное заполнение формы, а следовательно и более точное повторение поверхности. Уменьшается процент бракованных восковок и увеличивается воспроизводимость результата!
Рисунок 21. Цифровая вакуумно-инжекционная система для впрыска воска INCONTROL II
Регулируется температура камеры и температура сопла от 40 -99ºС
Макс. давление в инжекционной камере 3Мпа
Емкость инжекционной камеры 2,8 л
Размеры (546 х 381 х 445 мм)
В систему включены котроллер Techtrol Pro и блок зажима. Можно задавать около 300 параметров давления (максимальное давление зажима 7МПа)
Размеры контроллера: (210 х 345 х 190 мм).
Механизм зажима, размеры: 160×160×210 мм [10]
Мощность: 115-120 вольт, 10 ампер
Argenta, Польша
Рисунок 22. Восковой инжектор WW – 03
Технические характеристики:
Номинальное напряжение: 230В / 50Гц
Номинальная мощность: 500Вт
Рабочая температура: 90°C
Давление впрыска: 0-250кПа
Емкость бака: 3,5 литра
Вес нетто: 12 кг [11].
Инжектор выполнен в виде емкости, находящейся под внутренним давлением с электро-подогревом, и предназначен для работы в диапазоне температур от + 55ºС до +85ºС и давления до 0,25МПа. Установленный на передней панели манометр указывает величину давления внутри инжектора
ВТК, г. Одесса
Рисунок 23. Инжектор восковой электронный
(1,5 л) — ИВ-1.5Э
Оснащён безинерционным регулятором температуры. Нагреватель пластинчатого типа расположен вокруг нагревательной камеры, что обеспечивает равномерный нагрев воска во всём объёме. Подача давления осуществляется от насоса, либо компрессора. Давление контролируется установленным манометром [12].
Технические характеристики:
Мощность нагревателя 0,16кВт
Объем камеры 1,5л
Питание 220В
Диапазон поддержания температуры 30-99°С
Точность поддержания температуры + 1°С
Рабочее давление не более 2,5 атм.
Масса 5,5
RUNDIST, Украина
Рисунок 24. Восковый инжектор RUNDIST
Технические характеристики:
Напряжение сети переменного тока частотой 50Гц, В 220 (+5 -5) %
Потребляемая мощность, ВА 400
Максимальная рабочая температура, °С 120
Точность поддержания температуры, °С 1
Объем рабочей камеры, л. 3
Рабочее давление в камере, бар 0,3…1,4
Габаритные размеры, мм (ширина, глубина, высота) 350×270×370
Масса, кг 14 [13].
Рута, Украина
Рисунок 25. Инжектор восковый РУТА с регулятором давления (4 л)
Длина: 670мм
Ширина: 240мм
Высота: 240мм
Вес (Брутто): 8.800 кг
Идеально подходит для небольших мастерских и использования в домашних условиях.. Способен работать при подаче воздуха автомобильным насосом. Оснащён ручным регулятором давления до 1,6 кг/см2 и регулятором температуры до 85°С со световым индикатором. За 30 минут разогревается до 70°С [2].
GALLONI, Италия
Рисунок 26. Инжектор вакуумный с автоклампом GALLONI G-JECT (3,5 л)
Восковый вакуумный инжектор со встроенным цифровым управлением и пропорциональным давления впрыска. Компактный, разработанный специально для выполнения сложных, филигранных, тонких выступов и углублений. Работает бесшумно.
Имеет функции точного управления температурами воска, сопла, временем впрыска и вакуума. Простой в эксплуатации. С помощью этого устройства получаются восковые модели с идеальным воспроизведением, увеличивается производительность. [14]
MANFREDI
Этот воск-инжектор широко применяется в серийном и мелкосерийном ювелирном производстве для изготовления восковых моделей. Конструкция и характеристики изделия позволяют сделать Вашу работу максимально эффективной.
Объём бачка 2,5кг воска
Электропитание 220В/50Гц, 5А
Габариты 470×320×470(в) мм
Рисунок 27. Воск-инжектор вакуумный ручной MANFREDI 2,5 кг
Ниже представлен автоматический инжектор с предварительным вакуумированием полости «резинки» с одним соплом и одним блоком зажима
Рисунок 28. Воск-инжектор вакуумный автомат MANFREDI
VIOLI
Технические характеристики:
Объём бачка 2,5кг воска
Полный автоматический цикл
Мощность 550Ватт
Электропитание 220В/50Гц, 5А
Габариты 660×360×470(в) мм
вес нетто 37 кг
Рисунок 29. Воск-инжектор вакуумный violi с блоком захвата.
Технические характеристики:
Мощность 1,5кВт
Загрузка воска 5кг
Габариты 450×550×550мм
Электропитание 220В/50Гц
Вес 50кг
Данная модель осуществляет автоматический впрыск воска в предварительно вакуумированную резиновую форму. Благодаря этому резиновая форма не меняет свои размеры, и вакуум поддерживается в течение всего процесса. Все операции управляются контроллером. Можно ввести 128 программ и выбрать 12 из них непосредственно с клавиатуры. Возможна следующая опция: выбор одной из 128 программ с помощью считывателя (на ярлыке модели должен быть указан код, соответствующий номеру программы).
BAILO
Воск-инжектор для нагрева и поддержания при заданной температуре воска и впрыска жидкого воска под давлением в резиновые формы. Конструкция и характеристики изделия позволяют сделать Вашу работу максимально эффективной
Рисунок 30. Воск-инжектор BAILO со встроенным насосом
Технические характеристики:
Объем камеры 2 л
Максимальная мощность 100 Вт
Насос – компрессор 120 Вт
Габариты 230х230х370 мм
[15].
Таблица 1
|
Модель инжектора |
Произ-води-тель |
Емкость камеры для воска, л |
С помощью чего создается давление |
Функция вакуумирования формы |
Тмакс., °C |
Особенность |
|
STARWAX IC15 |
Chinetti S.N.C., (Италия) |
1,5 |
ручной насос |
– |
85 |
|
|
STARWAX IC30P |
3 |
ручной насос |
– |
85 |
|
|
|
STARWAX IC30C |
3 |
подключение к компрессору или ручному насосу |
– |
85 |
|
|
|
MASTERWAX IC15HT |
1,5 |
подключение к компрессору |
– |
145 |
для более тугоплавкого воска |
|
|
MASTERWAX IC30EVO |
3 |
подключение к компрессору |
+ |
85 |
Цифровое управление (ЦУ) |
|
|
Yasui D-VWIS |
Yasui, Япония |
3 |
подключение к компрессору |
+ |
99 |
ЦУ |
|
mono-sts |
Riacetech (Италия) |
3 |
подключение к компрессору |
+ |
80 |
ЦУ, вакуумирование воска в камере |
|
mono-sts-maxy
|
3 |
подключение к компрессору |
+ |
80 |
ЦУ, для больших форм вакуумирование воска в камере, |
|
|
Bi-STS |
|
подключение к компрессору |
+ |
80 |
ЦУ, вакуумирование воска в камере, 2 инжекционные станции |
|
|
Bi-STS- maxy
|
|
подключение к компрессору |
+ |
80 |
ЦУ, вакуумирование воска в камере, 2 инжекционные станции |
|
|
W 200, W200.001 |
ARBY, США |
1,3 |
подключение к компрессору |
– |
121 |
|
|
WI200.007, WI200.010. |
1,3 |
Ручная помпа |
– |
121 |
|
|
|
WI-201, WI-201.001 |
2,6 |
подключение к компрессору |
– |
121 |
|
|
|
WI-201.004, WI-201.013 |
2,6 |
подключение к компрессору |
– |
121 |
имеет 2 сопла |
|
|
WI-201.005, WI-201.014 |
2,6 |
подключение к компрессору |
– |
176 |
для более тугоплавкого воска |
|
|
WI-201.011, WI-201.012 |
2,6 |
Ручная помпа |
– |
121 |
|
|
|
WI-203, WI-203.001 |
3,8 |
подключение к компрессору |
– |
121 |
|
|
|
WI-203.002, WI-203.008 |
3,8 |
подключение к компрессору |
– |
121 |
с подогреваемым соплом |
|
|
WI-203.013 |
3,8 |
подключение к компрессору |
– |
176 |
для более тугоплавкого воска |
|
|
WI-203.014, WI-203.015 |
3,8 |
подключение к компрессору |
– |
121 |
имеет 2 сопла |
|
|
WI-203.016 |
3,8 |
подключение к компрессору |
– |
121 |
с двумя подогреваемыми соплами |
|
|
1500D |
LOGIMEC (Италия)
|
1,5 |
ручной насос |
– |
85 |
Наличие специаль-ного клапана, что обеспечивает не-прерывную струю воска без воздуш-ных пузырьков |
|
2500D |
2,5 |
ручной насос |
– |
85 |
Наличие специаль-ного клапана, что обеспечивает не-прерывную струю воска без воздуш-ных пузырьков |
|
|
WI–500 |
SCHULTHEISS, Германия |
5 |
подключение к компрессору |
+ |
85 |
ЦУ |
|
WI–500D |
5 |
подключение к компрессору |
+ |
85 |
ЦУ, 2 сопла и 2 блока зажима |
|
|
Dura-BULL 1-1/3 Quart |
Rio Grande Tools & Equipment (США |
1,3 |
подключение к компрессору |
– |
110 |
|
|
Dura-BULL 3 Quart |
2,6 |
подключение к компрессору |
– |
110 |
|
|
|
Dura-BULL 4 Quart |
3,8 |
подключение к компрессору |
– |
110 |
|
|
|
Ручной ВИ |
Рио-Гранде, Тайвань |
0,6 |
– |
– |
110 |
без использования сжатого воздуха |
|
ВИ с низким давлением |
1,3 |
подключение к компрессору |
– |
110 |
|
|
|
ВИ 3-Quart |
2,6 |
подключение к компрессору |
– |
110 |
|
|
|
ВИ 4-Quart |
3,8 |
подключение к компрессору |
– |
110 |
|
|
|
Цифровой ВИ |
2,6 |
подключение к компрессору |
– |
110 |
ЦУ |
|
|
INCONTROL II |
Incontrol |
2,8 |
подключение к компрессору |
+ |
99 |
ЦУ |
|
WW – 03 |
Argenta, Польша |
3,5 |
подключение к компрессору |
– |
90 |
|
|
ИВ-1.5Э |
ВТК, . Одесса |
1,5 |
подключение к насосу либо компрессору |
– |
99 |
|
|
RUNDIST |
RUNDIS Украина |
3 |
подключение к компрессору |
– |
120 |
|
|
Рута |
Рута, Украина |
4 |
Подключение к насосу |
– |
85 |
|
|
G-JECT |
GALLONIИталия |
3,5 |
подключение к компрессору |
+ |
|
ЦУ |
|
ручной |
MANF-REDI |
2,5 |
подключение к компрессору |
+ |
|
|
|
автомат |
2,5 |
подключение к компрессору |
+ |
|
|
|
|
VIOLI |
VIOLI |
1,5 |
подключение к компрессору |
+ |
|
|
|
BAILO |
BAILO |
2 |
подключение к компрессору |
– |
|
|
Источники:
[1] – http://www.chinetti.it/prodotti_3.htm
[2] – http://www.ruta.ru/products/ingektori/
[3] –http://www.yasui-world.com/wax-injection-system-dvwis.asp
[4] – http://www.riacewax.com/riacetech/en/injectors
[5] – http://ua.sapphire.ru
[6] –http://www.arbemachine.com/
[7] – http://www.logimec.net/iniett.html http://ua.sapphire.ru/vcd-403/catalog.html
[8] – http://ua.sapphire.ru/vcd-403/catalog.html
[9] – http://klio-ukraine.com.ua/home.html?page=shop.product_details&flypage=flypage-ask.tpl&product_id=454&category_id=33
[10] – http://www.riogrande.com/Category/Tools-and-Equipment/120/Casting-Equipment-and-Supplies/5864/Wax-Injection/5878
[11] –http://www.argenta.pl/argenta_files/file/Wax_injector_WW03ru.pdf
[12] – http://vtk.com.ua/products/pechi-i-litejnoe-oborudovanie/inzhektor-224/inzhektor-voskovoj-elektronnyj-1-5-l-iv-1-5e-428.html
[13] – http://www.rundist.com/category/1323/
[14] –http://www.galloni-aseg.com/it/prodotti/inniettoridicera.html
[15] –http://www.juvin.ru/category_74.html
Литье воска под давлением
Воск нагнетается в резиновую пресс-форму при помощи воскового инжектора (рис.1)



 крышка
крышка

Сжатый воздух

воск




 Сопло
трансформаторное масло
Сопло
трансформаторное масло


Нагревательный элемент
Рис. 1. Схема воскового инжектора
Для повышения качества изготовления восковых моделей, многие процессы в современных восковых инжекторах автоматизированы. Литейщик только один раз подбирает все необходимые параметры для заполнения пресс-формы воском. В последующем все операции, включающие в себя сжатие половинок пресс-формы, доставка ее к соплу, центровка и заполнение формы воском происходит автоматически. Кроме того, инжектора снабжаются вакуумным блоком, с помощью которого внутри пресс-формы создается разрежение, что способствует лучшему растеканию воска в полости пресс-формы. Разборка пресс-формы и извлечение восковой модели производится вручную. Современные восковые позволяют:
Контролировать температуру воска с точностью до 1 градуса.
Удалять воздух из пресс-формы, обеспечивая безупречное ее заполнение воском.
Обеспечивать получение любых восковых моделей, как толстых, так и тонких, и любой степени сложности.
Уменьшить процент отходов воска.
Сырьем для получения восковых моделей являются инжекторные воски различных марок, выпускаемые в плитках и гранулах, различающиеся по свойствам и соответственно по цвету.
Все сорта инжекторных восков безопасны, не токсичны и не канцерогенны.
Для достижения оптимальных результатов необходимо правильно выбирать сорт воска, учитывая при этом характеристики формы и производственные требования. К каждой разновидности форм и к каждому сорту воска предъявляются свои требования относительно давления, температуры и времени выдержки. Правильная комбинация этих составляющих может быть найдена только экспериментальным путем.
Кроме того, надо учитывать, что характеристики формы меняются при повторном нагнетании в нее горячего воска. Правильная комбинация данных для холодной формы может оказаться неправильной при повторном использовании. Таким образом, промежуток времени необходимый для охлаждения пресс-формы между нагнетаниями в нее воска, так же является одной из составляющих процесса изготовления восковых моделей.
Технология изготовления восковых моделей:
Заполнить инжектор воском.
Включить инжектор и расплавить воск.
Установить температуру воска необходимую для заполнения конкретной формы. (62-72 градусов).
Установить на входе регулирующего клапана инжектора необходимое давление (0,2-1,0 кг/кв.см.) в зависимости от формы и толщины модели.
Заполнить пресс-форму модельным воском.
Охладить пресс-форму в течение 2-3 минут и извлечь восковую модель.
Для получения большого количества восковых моделей процесс повторяется многократно.
Восковую модель из пресс-формы необходимо удалять сразу же после затвердевания, то есть через несколько минут после нагнетания. Если оставить восковую модель в резиновой пресс-форме надолго, то он высыхает. При этом портится пресс-форма, а воск становится слишком хрупким и ломким, что приводит к порче восковой модели.
Табл. 1. Дефекты восковых моделей
Вид дефекта | Причина возникновения | Способ устранения |
Воздушные пузырьки в модели | Недостаточное количество воска в инжекторе | Заполнить инжектор воском |
Воск слишком горячий или холодный | Отрегулировать температуру воска | |
Недостаточный контакт между пресс-формой и соплом инжектора | Установить пресс-форму параллельно плоскости основания инжектора | |
Давление слишком высокое | Понизить давление | |
Форма не заполняется | Давление слишком низкое | Повысить давление |
Воск холодный | Повысить температуру воска | |
Литниковый канал слишком мал | Увеличить литниковый канал | |
Инжектор забит | Очистить сопло инжектора | |
Форма не заполняется | Недостаточный отвод воздуха из формы | Подправить надрезы в форме |
Надрезы формы заплавлены, засорены или забиты воском | Очистить надрезы формы | |
Форма переполняется | Давление слишком высокое | Понизить давление |
Форма не закрыта должным образом | Закрыть форму правильно | |
Воск слишком горячий | Понизить температуру воска | |
Время нагнетания воска слишком велико | Сократить время нагнетания | |
Восковая модель липкая, легко деформируется | Форма вскрыта слишком рано | Увеличить время остывания формы |
Воск слишком горячий | Понизить температуру воска | |
Усадки выше нормы | Форма слишком холодная | Нагреть форму |
Температура воска слишком высокая | Понизить температуру воска | |
Давление слишком низкое | Повысить давление | |
Время нагнетания воска слишком мало | Увеличить время нагнетания воска | |
Неправильно выбран сорт воска | Заменить воск | |
Недостаточная чистота поверхности | Форма слишком холодная | Нагреть форму |
Температура воска слишком низкая | Увеличить температуру воска | |
Воск оплавляется (заусенцы на поверхности модели) | Давление слишком высокое | Понизить давление |
Форма не собрана должным образом | Правильно собрать форму | |
Половинки формы слабо сдавлены между собой | Придавить форму сильней | |
Воск слишком горячий | Понизить температуру воска | |
Надрезы формы заплавлены, засорены или забиты воском | Очистить надрезы формы | |
Недостаточно надрезов | Сделать дополнительные надрезы | |
Трещины в восковой модели | Время остывания восковой модели слишком велико | Сократить время остывания |
Выбран хрупкий сорт воска | Выбрать более пластичный воск | |
Форма разрезана не должным образом. Извлечение восковой модели затруднено | Переделать пресс-форму для достижения легкого извлечения модели |
Изготовленные восковые модели собираются в единый блок – восковое дерево. Для изготовления воскового дерева требуется следующее оборудование и материалы:
Восковый стояк;
Резиновая подставка – уплотнитель;
Держатель для воскового дерева;
Электрошпатель.
Для изготовления воскового стояка используется специальный (литниковый) воск, который при выжигании выгорает быстрее, чем воск, из которого изготовлены модели. Это способствует свободному вытеканию восковых форм из литьевой опоки.
Стояк должен быть достаточно толстым (диаметр 5-7мм.), чтобы жидкий металл, прежде чем затвердеть, смог достичь самых тонких частей модельной полости. Восковый стояк предназначен: для крепления (припаивания) восковых моделей; удаления воска при выжигании и вытапливании; движения расплавленного металла в модельную полость; подпитки отливок в процессе кристаллизации; уменьшения турбулентности при движении расплавленного металла по полости литейной формы. Изготавливается восковый стояк путем нагнетания литникового воска в металлическую пресс-форму при помощи воскового инжектора.
Резиновая подставка уплотнитель предназначена для уплотнения литейной формы (опоки), предотвращения вытекания формовочной массы и крепления воскового дерева внутри литейной формы. Представляет собой резиновый круг с наружными стенками, соответствующими по внутреннему диаметру наружному диаметру опоки, и глухим отверстием в середине круга предназначенным для крепления воскового дерева. Изготавливается путем вулканизации сырой резины в специальных, заданных размеров и конфигурации формах.
Держатель для воскового дерева предназначен для удобного припаивания восковых моделей на восковый стояк. Держатель устроен так, чтобы при сборке воскового дерева, восковый стояк с уплотнителем можно было поворачивать вокруг нескольких осей. Это обеспечивает, при сборке дерева, доступ электрошпателем к любой точке воскового стояка, исключая повреждение уже напаянных восковых моделей.
Электрошпатель предназначен для припаивания восковых моделей к восковому стояку. Представляет собой обыкновенный паяльник с набором наконечников различной конфигурации и устройством для регулировки температуры.
Технология сборки воскового дерева:
Изготовить восковый стояк.
Закрепить восковый стояк на резиновую подставку – уплотнитель.
Установить восковый стояк с уплотнителем на держателе.
Прикрепить к стояку по кругу восковые модели при помощи электрошпателя. Угол между восковым стояком и литником восковой модели должен быть равен от 45 до 80 градусов. Расстояние между ближайшими точками соседних моделей не менее 3 мм. При креплении восковок к литнику необходимо сначала сделать в нем лунку с помощью электрошпателя. Затем вставить в эту лунку литник восковой модели, и пропаять, проводя наконечником нагретого электрошпателя вокруг места контакта литников.
Рекомендации к изготовлению воскового дерева:
Восковое дерево должно собираться из восковых моделей приблизительно одинаковой толщины стенок в сечениях. Это необходимо потому, что при заливке металла в опоку в зависимости от толщины стенок восковых моделей устанавливается температура заливки сплава, то есть для моделей с толстыми стенками температура заливки меньше, чем для моделей с тонкими стенками.
Если все же необходимо отливать модели с тонкими и толстыми стенками одновременно, то тонкие модели следует располагать на вершине елочки и ближе к стволу, а толстые внизу и ближе к внешней стороне. Огнеупорная смесь (формовочная масса) у краев опоки имеет более низкую температуру (что нужно для толстых моделей), чем в центре опоки.
Толстые восковые модели не должны размещаться на елочке своими большими поверхностями близко друг к другу. Надо устанавливать модели так, чтобы малые поверхности одних моделей располагались около больших поверхностей других. Когда металл залит в опоку, большие поверхности, расположенные близко друг к другу, будут дольше остывать из-за излучения тепла друг от друга. Это может привести к порам в отливке.
При изготовлении воскового дерева модели следует располагать под острым углом к восковому стояку. Такое расположение облегчает выжигание воска, а также способствует плавной заливке расплавленного металла по всем полостям литейной формы.
Расстояние от верхушки литниковой чаши до нижнего ряда восковых моделей должно составлять не менее 10мм. Нижний ряд воскового дерева, расположенный непосредственно около литниковой чаши, не всегда хорошо заполняется металлом, то есть, возможно образование недоливов.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||

















Как сделать инжектор Вентури своими руками?
Нередко владельцы загородных (дачных) коттеджей сталкиваются с проблемами эффективной работы отопления по причине отсутствия локального циркуляционного насоса. Однако после того, как циркуляционный насос установлен, бачок коллектора переполняется, а верхние радиаторы заполняются воздухом. После исследования специалистами, выясняется – применяемый для отопления котёл гравитационной подачи нуждается в специальной сантехнике, если используется насосная система в контуре радиаторов. К тому же работа такой системы отопления во многом зависит от корректности монтажа котла. В частности, от такой, казалось бы, несущественной детали, как инжектор Вентури (точнее трубка с эффектом Вентури), внедрённый в тройник.
СОДЕРЖИМОЕ ПУБЛИКАЦИИ :
Трубка Вентури и другие детали гравитационной схемы
Кроме требований инсталляции инжектора Вентури, точку, где перекачиваемый радиаторный контур возвращается в линию гравитационной подачи, рекомендуется создавать как можно ближе к котлу, а фактически — у бачка коллектора. Инструкции по эксплуатации большинства гравитационных котлов, как правило, содержат оптимальную схему системы водопровода.
Когда в системе устанавливается инжектор Вентури, действие этого элемента рассчитывается на малую силу. Достаточно чтобы внедрением инжектора Вентури обеспечивался эффект небольшой разницы давления, не нарушающий нормальную гравитационную циркуляцию.
ТРУБКА ВЕНТУРИ
 Схема домашней сантехнической системы с инжектором Вентури: 1 – котёл гравитационной подачи; 2 – место установки инжектора; 3 – циркуляционный насос; 4 – подающий и обратный трубопроводы системы радиаторов; 5 – линии к расширительному бачку; 6 – водяной накопитель
Схема домашней сантехнической системы с инжектором Вентури: 1 – котёл гравитационной подачи; 2 – место установки инжектора; 3 – циркуляционный насос; 4 – подающий и обратный трубопроводы системы радиаторов; 5 – линии к расширительному бачку; 6 – водяной накопительОптимальный перепад фактически не изменяет естественного движения воды, исключает всасывание воздуха вниз по расширительной трубе, с последующим наполнением радиаторов воздухом. Создаётся нормальное давление, достаточное для обратного потока и подачи горячей воды из ёмкости в радиаторы.
Чрезмерное действие инжектора Вентури (при неправильном расчетном изготовлении) фактически приводит к обратному эффекту – давление заставляет воду подниматься по трубам в коллекторный бак и циркулировать через резервуар. Это недопустимое явление, нарушающее нормальную работу системы.
Инжектор Вентури (трубка) своими руками
Приобретение стандартных сантехнических соединителей на рынке или в строительном магазине позволяет создать инжектор самостоятельно. Потребуются несколько медных трубчатых деталей, а также инструмент для пайки. Набор медных деталей следующий:
- Тройник медный 22x28x28 мм.
- Редуктор 22х15 мм, общей длиной 56 мм.
- Медная трубка диаметром 15 мм, длиной 28 мм.
- Горелка паяльная и паяльные аксессуары.
Редуктор потребуется несколько доработать, а именно – отрезать часть трубки большего диаметра, отступив от границы перехода с большего диаметра к меньшему примерно на 3 мм.
ИРРИГАЦИЯ
 Компоненты под сборку сопла (инжектора) Вентури: 1 – редуктор (переход) 22х15 мм, длиной 56 мм из медной трубки; 2 – отрезок медной трубки диаметром 15 мм, длиной 28 мм; 3 – отступ от границы перехода и линия реза
Компоненты под сборку сопла (инжектора) Вентури: 1 – редуктор (переход) 22х15 мм, длиной 56 мм из медной трубки; 2 – отрезок медной трубки диаметром 15 мм, длиной 28 мм; 3 – отступ от границы перехода и линия резаПосле того, как левая часть редуктора отрезана, оставшуюся правую часть с переходом потребуется спаять с отрезком медной трубки (2) диаметром 15 мм при помощи горелки.
Трубка вставляется внутрь меньшего отвода редуктора примерно на 2-3 мм, после чего опаивается по круговой линии. В итоге получается простейшая трубка с эффектом Вентури для работы в горизонтальном положении.
Созданный инжектор Вентури попросту вставляется в один из отводов тройника внутренним диаметром 22 мм. Вставка выполняется вперёд 15 мм трубкой до конца (до внутреннего упора).
Вставленную деталь нет необходимости закреплять каким-либо способом. Установленный инжектор Вентури при монтаже подожмётся вставной трубкой диаметром 22 мм от линии радиаторов. В общем и целом должна получиться конструкция, как на рисунке ниже.
ОРОСИТЕЛЬНЫЙ
 Конструкция в сборе: 1 – часть трубопровода возврата теплоносителя со стороны радиаторов; 2 – самодельный инжектор Вентури; 3 – вход тройника (28 мм) для линии от цилиндра; 4 – выход тройника (28 мм) в сторону котла; 5 – гравитационная циркуляция; 6 – обратный поток от радиаторов
Конструкция в сборе: 1 – часть трубопровода возврата теплоносителя со стороны радиаторов; 2 – самодельный инжектор Вентури; 3 – вход тройника (28 мм) для линии от цилиндра; 4 – выход тройника (28 мм) в сторону котла; 5 – гравитационная циркуляция; 6 – обратный поток от радиаторовЧто такое трубка Вентури?
Вообще-то, подобная конструкция предназначена немного для других целей – для точного измерения скорости и расхода жидкостей. Эффект получаемый внедрением такой конструкции, к примеру, в разрыв трубопровода,- снижение давления жидкости в области конструкции, где отмечается сужение.
Классическое исполнение трубы подразумевает наличие четырёх компонентов:
- Кольцевые усредняющие камеры.
- Входной конус.
- Горловина.
- Диффузор.
Существуют две модификации трубки – короткая и длинная. Для «короткого» варианта характерным является меньший диаметр диффузора по отношению к диаметру трубопровода. Для «длинного» варианта, соответственно диаметр диффузора и трубопровода равны.
САДОВЫЙ
 Классическая конструкция трубы Вентури промышленного применения, которую зачастую можно встретить в составе различных систем водяных, паровых, газовых, использующихся промышленным производством
Классическая конструкция трубы Вентури промышленного применения, которую зачастую можно встретить в составе различных систем водяных, паровых, газовых, использующихся промышленным производствомОсобенностью изготовления конструкции является использование особенного материала для изготовления суживающей части. Особенным материалом, в частности, является металл, обладающий высокой стойкостью против коррозии (эрозии).
Также обращается внимание на коэффициент линейного расширения металла. Поэтому распространённым материалом в данном случае, как правило, выступает нержавеющая сталь. Например:
- марка X23h23,
- марка X17,
- марка 1X18H9T.
Традиционно трубки Вентури устанавливаются на трубопроводах диаметром не менее 50 мм, а максимально допустимым диаметром трубопровода считается размер – 1200 мм. В любом варианте следует соблюдать соотношение сечений трубопровода и горловины в диапазоне 0,1 – 0,6.
ПОЛИВНОЙ
 Составляющие части конструкции трубы Вентури: 1 – входной цилиндр; 2, 4, 6 – плоскости соединения; 3 – конус входной части; 5 – цилиндрическая секция; 7 – конический диффузор; 8 – выводы для подключения измерительной аппаратуры
Составляющие части конструкции трубы Вентури: 1 – входной цилиндр; 2, 4, 6 – плоскости соединения; 3 – конус входной части; 5 – цилиндрическая секция; 7 – конический диффузор; 8 – выводы для подключения измерительной аппаратурыКак правило, применение трубки видится актуальным, когда вид течения соответствует некоторому критическому числу Рейнольдса. В частности, определяющему критерий перехода от ламинарного режима к турбулентному режиму.
Поэтому для систем водоснабжения, где применяются котлы гидравлической подачи, для получения эффекта Вентури используют не трубку как таковую, но скорее исполнение инжектора.
Что такое инжектор Вентури?
Технологически конструкция представляет собой своего рода насос струйного типа. Применяется такое сооружение в основном для работы с паром и газами, а также для работы с жидкостью. Особенность устройства – нагнетание рабочей среды в область, где регистрируется повышенное давление.
УДОБРЕНИЙ
 Конструкция инжектора Вентури промышленного исполнения: 1 – входящий поток рабочей среды; 2 – область образования эффекта всасывания; 5 – исходящий поток
Конструкция инжектора Вентури промышленного исполнения: 1 – входящий поток рабочей среды; 2 – область образования эффекта всасывания; 5 – исходящий потокИнжектором фактически выполняется преобразование кинетической и тепловой энергии в энергию инжекционного потока. Нередко конструкция напоминает аспиратор — тип эжекторно-струйного насоса, который работает практически по тому же принципу..
Внутри аспиратора рабочая среда (жидкая или газообразная) течет через трубку, которая сначала сужается, а затем расширяется в области поперечного сечения. Там, где трубка сужается, давление жидкости уменьшается, скорость увеличивается, чтобы сохранить непрерывность массы. В результате создаётся эффект вакуума.