просто о сложном » АвтоНоватор
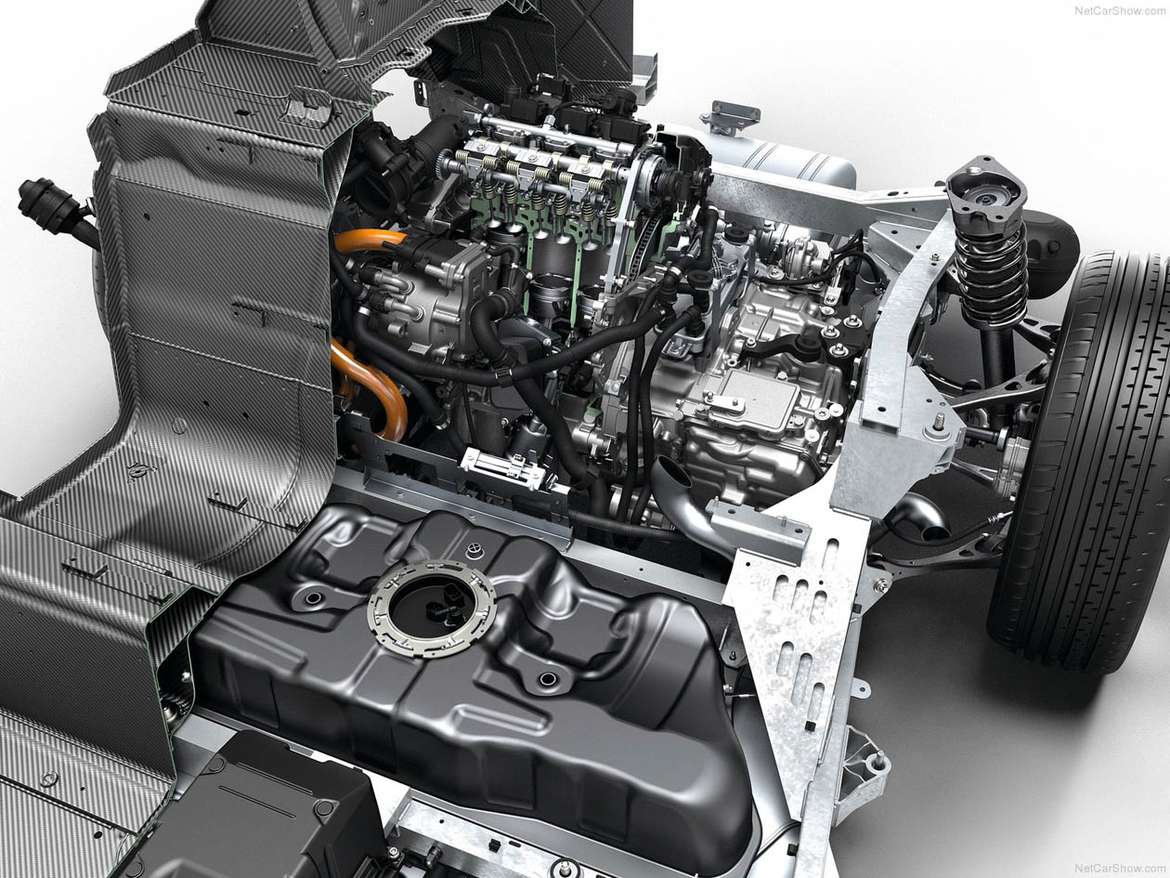
Блок цилиндров двигателя — это деталь 2-х и более цилиндровых поршневых двигателей. Блок цилиндров выполняет две основные функции: он является корпусом для размещения всех узлов, механизмов и деталей двигателя. Второе – блок цилиндров основа для навесных частей двигателя: картер, головка блока цилиндров.
Материал изготовления блока цилиндров
Чугун – традиционный материал, из которого до недавнего времени изготавливались блоки. Чугун применяется с добавками: никель, хром. Положительные качества чугунного блока цилиндров: меньшая чувствительность к перегреву, жёсткость, необходимая при высокой степени форсировки двигателя. Минус – большая масса, которая влияет на динамику легкового автомобиля.

Алюминий – занимает второе место в изготовлении блоков цилиндров. Положительными качествами алюминиевого блока являются: лёгкость и лучшее охлаждение. Как недостаток отмечается проблема с подбором материала, из которого должен выполняться цилиндр.

В современных условиях, для изготовления цилиндров в алюминиевые блоки цилиндров двигателя разработаны технологии: Locasil – запрессовка гильз из алюминий — кремния, Nicasil – в виде никелевого покрытия на алюминиевой поверхности блока цилиндров.
Недостатком никасиловой технологии считается то, что при прогаре поршня или обрыве шатуна, никелевое покрытие выходит из строя и блок цилиндров не подлежит ремонту. Он меняется в сборе. В отличие от чугунного, который подвергается расточке и гильзованию ремонтным комплектом.
Блок цилиндров из магниевого сплава сочетает в себе твердость чугунного, и лёгкость алюминиевого. Но, такой блок очень дорогое удовольствие и на конвейерном производстве не применяется.

Каждый из материалов имеет свои плюсы и минусы, поэтому однозначно заявлять какой из них лучше, некорректно.
Основные требования к блоку цилиндров двигателя
- отверстия всех постелей должны обеспечивать соосность;
- постели должны иметь одинаковый диаметр. Исключение составляют специальные конструкции;
- оси постелей и плоскости блока цилиндров должны быть идеально параллельны.

Обзор основных деталей блока цилиндров
Цилиндр двигателя. Основной деталью цилиндра двигателя является гильза. Применяются два типа гильз:
- гильзы, впрессованные непосредственно в блок цилиндров. Как правило, в алюминиевых блоках;
- съёмные гильзы, которые подразделяются на «мокрые» и «сухие».
Головка блока цилиндров. В её состав входят: камера сгорания, места крепления ГРМ, рубашка охлаждения и каналы смазки, резьбовые отверстия для свечей (форсунок), отверстия для впускных и выпускных каналов.

ГБЦ крепится к блоку цилиндров сверху. Отдельным пунктом нужно отметить технологию крепления ГБЦ к блоку цилиндров. Она требует специальных болтов крепления и выполнения инструкций производителя. Затяжка ГБЦ производится только при помощи динамометрического ключа с соблюдением рекомендуемых параметров момента затяжки и схемы затяжки болтов.
Картер двигателя. В ДВС картер является частью блока цилиндров. Снизу картер закрывается поддоном. По сути, картер – это корпус для кривошипно-шатунного механизма. Крепится к блоку цилиндров снизу.

Удачи вам при изучении и эксплуатации блока цилиндров двигателя.
Блок цилиндров — Энциклопедия журнала «За рулем»
Блок цилиндров и его головка — это самые крупные и тяжелые части двигателя, изготавливаемые с помощью литья с последующей механической обработкой. В двигателе с жидкостным охлаждением вокруг цилиндров располагаются каналы для прохода охлаждающей жидкости, которые образуют водяную рубашку.
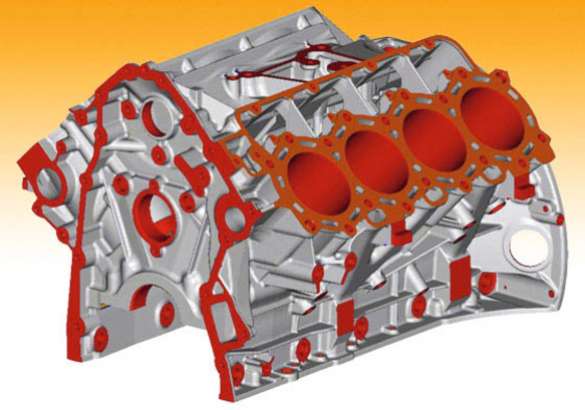
Рис. Алюминиевый блок цилиндров двигателя V8 с запрессованными «сухими» гильзами.
Цилиндры двигателей воздушного охлаждения обычно изготавливаются отдельно и имеют ребра для увеличения площади охлаждаемой поверхности.
Нижняя часть блока цилиндров обычно обрабатывается для установки в блок коренных подшипников коленчатого вала и для присоединения поддона картера. Большое значение имеет расстояние между соседними цилиндрами. Увеличение расстояния дает возможность повысить жесткость блока и обеспечить возможность увеличения в дальнейшем [[Рабочий объем двигателя
|рабочего объема двигателя]] путем увеличения диаметра цилиндров (наиболее простой способ получения модификаций двигателей различной мощности). С другой стороны, это приводит к увеличению габаритных размеров двигателя и его массы. В последнее время некоторые производители автомобильных двигателей изготавливают блоки цилиндров, в которых соседние цилиндры соприкасаются стенками (так называемые сиамские блоки). Такой способ дает возможность получить довольно жесткую конструкцию при сравнительно небольшом размере. Жесткость блока цилиндров в значительной степени определяет шумовые характеристики двигателя.
Рис. Цилиндр и поршень двухтактного двигателя воздушного охлаждения
Долгое время единственным материалом для изготовления блоков цилиндров служил чугун. Этот материал недорог, он обладает высокими прочностью и жесткостью при хороших литьевых качествах. Кроме того, обработанные хонингованием внутренние поверхности чугунных цилиндров обладают отличными антифрикционными свойствами и высокой износостойкостью. Существенными недостатками чугуна являются его большая масса и низкая теплопроводность. Стремление конструкторов к созданию более легких двигателей привело к разработке конструкции блоков цилиндров из алюминиевых сплавов. Алюминий значительно уступает чугуну в жесткости и износостойкости, поэтому блок из алюминия должен иметь большое количество ребер жесткости, а в качестве цилиндров обычно служат те же чугунные гильзы, которые вставляются в алюминиевый блок в процессе сборки, заливаются или запрессовываются в него при изготовлении. Если гильза цилиндра непосредственно омывается охлаждающей жидкостью, она называется «мокрой», а если нет — «сухой». Мокрые гильзы должны иметь надежное уплотнение с полостью охлаждения блока цилиндров.
Рис. Блок цилиндров с «сухой» гильзой. На разрезе хорошо видно, как вставлены в блок цилиндров «сухие» гильзы и выполненные в днищах поршней канавки, предохраняющие от касания поршня клапанами
Применение большого количества ребер жесткости и чугунных гильз в значительной мере сводит на нет преимущества от применения блоков цилиндров из алюминиевых сплавов. Использование в производстве современных технологий дает возможность изготовления легких «алюминиевых» двигателей, у которых блок цилиндров не имеет чугунных гильз. В рабочих поверхностях цилиндров в алюминиевых блоках электролитическим путем создается повышенное содержание кремния, а затем цилиндры подвергаются химическому травлению для создания на рабочей поверхности цилиндров износостойкой пористой пленки чистого кремния, хорошо удерживающей смазку. Кроме того, особенно часто в двухтактных двигателях на алюминиевый цилиндр наносится слой хрома или кремний-никелевого сплава (
Рис. Двигатель с алюминиевым блоком. Блок цилиндров этого компактного шестицилиндрового V-образного 24-клапанного двигателя, предназначенного для поперечной установки на автомобиль, полностью изготовлен из алюминиевого сплава
Жесткость алюминиевого блока цилиндров может быть повышена не только применением большого количества ребер жесткости, но и использованием специальных проставок лестничного типа в блоке. Такие проставки, соединенные с блоком, помимо значительного повышения жесткости самого блока, служат прочной основой для установки коренных подшипников коленчатого вала, что повышает его долговечность. Такая конструкция блока цилиндров становится нормой в при производстве бензиновых двигателей современных легковых автомобилей. При производстве дизелей, в которых из-за высоких нагрузок и большой шумности требуется большая жесткость блока, часто применяют чугунные блоки цилиндров.
Рис. Рама лестничного типа в блоке. Рамы лестничного типа заменяют привычные крышки коренных подшипников коленчатого вала в конструкции современных ДВС, придают высокую жесткость блоку цилиндров и продлевают жизнь коленчатому валу
Из чего изготовлена головка блока цилиндров. Что такое головка блоков цилиндров? Конструктивные особенности головки блока цилиндров и составляющие ее детали
Главная→Полировка→Из чего изготовлена головка блока цилиндров. Что такое головка блоков цилиндров? Конструктивные особенности головки блока цилиндров и составляющие ее деталиЧто собой представляет головка блока цилиндров?
Для начала определим, что такое ГБЦ. Каждый двигатель включает в себя следующие элементы:
- цилиндры, где взрывается смесь паров топлива с воздухом;
- поршни, которые передают энергию взрыва дальше, а заодно и сжимают её перед воспламенением;
- коленвал – деталь особой формы, превращающая движение поршней во вращение.
ПОСМОТРЕТЬ ВИДЕО
Для простоты обслуживания во всех двигателях цилиндры с находящимися внутри поршнями объединяются в блоки. Такое объединение используется во всех моторах, где число цилиндров больше одного. В основном сейчас в автомобилях используются блоки на 4 цилиндра, поэтому далее мы будем рассматривать именно их. Кроме того, для простоты мы будем описывать ГБЦ рядного двигателя: в нём только одна головка. У V-образных моторов их две, но в целом конструкция каждой из них такая же, как в рядном.
Блок цилиндров – это основная часть двигателя. Обычно он делается единой литой деталью из чугуна или алюминиевого сплава. Снизу он закрывается картером – а вот сверху его как раз и закрывает головка блока. Она крепится к блоку и подобно крышке накрывает его сверху.
Не просто крышка: зачем нужна ГБЦ?
Ненужных деталей в моторе не бывает, но ГБЦ в двигателе играет особую роль. Назначение головки блока цилиндров состоит в следующем:
- Она, с одной стороны, герметизирует рабочий объём цилиндров – но, с другой, обеспечивает при необходимости доступ внутрь блока. Именно поэтому головка двигателя всегда делается съёмной, а к самому блоку она крепится через особую прокладку.
- Головка блока цилиндров двигателя служит для крепления деталей зажигания – свечей. Без ГБС пришлось бы делать отверстия прямо в стенках цилиндра.
- Часто головка блока двигателя является частью камеры сгорания, увеличивая объём цилиндра и ход поршня.
- Кроме того, в ГБЦ обычно размещаются элементы ГРМ (газораспределительного механизма), коллекторы и другие элементы, необходимые для работы мотора.
Прокладка, клапан и другие детали ГБЦ
А теперь разберём устройство головки блока цилиндров. Несмотря на то, что её конструкция значительно различается в различных моделях двигателей, есть общие черты, присущие большинству современных ГБЦ в автомобиле. Поэтому, говоря о конструкции, можно выделить общие узлы, которые можно найти почти всегда.
Корпус крышки блока цилиндров
Главная часть ГБЦ – это её корпус. Как правило, он цельнолитой и изготавливается:
- из чугуна – в основном на старых моделях двигателей;
- сплава на основе алюминия.
Опыт показывает, что чугунная крышка головки блока цилиндров надёжнее в экстремальных условиях эксплуатации (жара, либо, напротив, чрезмерный холод, работа на повышенных оборотах и т. д.), но сплавная легче и обладает большей теплопроводностью – и, значит, двигатель медленнее перегревается. Из-за этого сейчас чугунные ГБЦ в основном применяют на дизелях для мощной спецтехники, а на карбюраторных моторах применяются в основном сплавные.
Именно на корпусе крепятся все остальные узлы, которые содержит голова двигателя.
Крышка
Крышка ГБЦ, по большому счёту, является декоративной деталью, однако и у неё есть свои полезные функции:
- Она защищает ГБЦ от загрязнений, которые могли бы помешать работе механизмов во время езды.
- Она препятствует разбрызгиванию масла на другие узлы моторного отсека в автомобиле.
Клапаны и связанные с ними детали
Клапана головки блока цилиндров предназначены для того, чтобы управлять газовыми потоками, возникающими при работе двигателя. Они подают топливную смесь в камеры, где происходит сгорание, а затем выпускают отработанные газы на удаление из двигателя. Каждый клапан состоит из следующих деталей:
- Седло – непосредственно место, где клапан крепится к узлу двигателя.
- Игла – непосредственно узел, открывающий и закрывающий отверстие для потока газов.
- Пружина – возвращает иглу клапана на место по завершении цикла.
Работой клапанов управляет расположенный в головке распредвал. С помощью кулачков (элементов вращения особой формы) он при вращении открывает и закрывает клапаны. В двигателях используются два основных типа работы вала:
- Одновальная схема (SOHC) – есть один вал, который управляет всеми четырьмя комплектами клапанов для цилиндров.
- Двухвальная (DOHC) – два сопряжённых вала, из которых один регулирует работу клапанов впуска, а второй – выпуска.
Распредвал приводится в действие с помощью ремня ГРМ. Источником движения для него служит коленчатый вал (коленвал), который, в свою очередь, приводят в движение поршни двигателя во время взрывов топливной смеси. Таким образом в двигателе осуществляется саморегуляция.
Свечи зажигания
Для того, чтобы воспламенить топливную смесь, используются свечи. Они представляют собой электроды, на которые подаётся напряжение от электросистемы автомобиля. Высоковольтный разряд поджигает смесь бензина с воздухом, и выделившаяся энергия толкает поршень. С поршня же, в свою очередь, кинетическая энергия подаётся на коленвал – и, в конечном итоге, за счёт его вращения обеспечивается работа как двигателя, так и иных агрегатов автомобиля.
Прокладка
Отдельно нужно упомянуть прокладку, с помощью которой обеспечивается герметизация рабочего объёма двигателя, а ГБЦ объединяется с корпусом мотора. Несмотря на свою внешнюю простоту, прокладка является сложным техническим изделием, обеспечивающим как герметичность, так и механическую прочность узла. Как правило, её изготавливают из сталеасбеста – композитного материала, сочетающего стальную основу и жаропрочный асбест.
В отличие от остальных узлов, прокладка – одноразовый элемент. Каждый раз, когда происходит ремонт головы двигателя, она должна быть заменена. В норме вторичное использование её недопустимо.
В том же случае, когда прокладка приходит в негодность, сначала падает компрессия (а заодно
Блок цилиндров: как он появился, развивался и зачем вообще нужен
Гражданское моторостроение – это очень консервативная отрасль. Все те же коленчатый вал, поршни, цилиндры, клапаны, как и 100 лет назад. Удивительные бесшатунные, аксиальные и другие схемы никак не хотят внедряться, доказывая свою непрактичность. Даже двигатель Ванкеля, большой прорыв шестидесятых, фактически остался в прошлом.
Все современные «новшества», если присмотреться, лишь внедрение гоночных технологий пятидесятилетней давности, приправленное дешевой в производстве электроникой для более точного управления «железяками». Прогресс в строительстве двигателей внутреннего сгорания – скорее в синергии небольших изменений, чем в глобальных прорывах.
И жаловаться-то вроде бы грех. Про надежность и ремонтопригодность в этот раз не будем, а мощость, чистота и экономичность современных двигателей для человека из семидесятых годов показались бы истинным чудом. А если отмотать еще несколько десятилетий?
Сотню лет назад моторы были еще карбюраторные, с зажиганием от магнето, обычно нижнеклапанные или даже с «автоматическим» впускным клапаном… И ни о каких наддувах еще и не думали. А еще старые-старые двигатели не имели детали, которая сейчас является главным его компонентом – блока цилиндров.
До внедрения блока
Первые моторы имели картер, цилиндр (или несколько цилиндров), но блока у них не было. Вы удивитесь, но основа конструкции – картер – частенько был негерметичным, поршни и шатуны были открыты всем ветрам, а смазывались из масленки капельным способом. Да и само слово «картер» сложно применимо к конструкции, сохраняющей взаимное положение коленчатого вала и цилиндра в виде ажурных кронштейнов.
У стационарных двигателей и судовых подобная схема сохраняется и по сей день, а автомобильные ДВС все же нуждались в большей герметичности. Дороги всегда были источником пыли, которая сильно вредит механизмам.
Первопроходцем в области «герметизации» считается компания De Dion-Bouton, которая в 1896 году запустила в серию мотор с цилиндрическим закрытым картером, внутри которого размещался кривошипно-шатунный механизм.
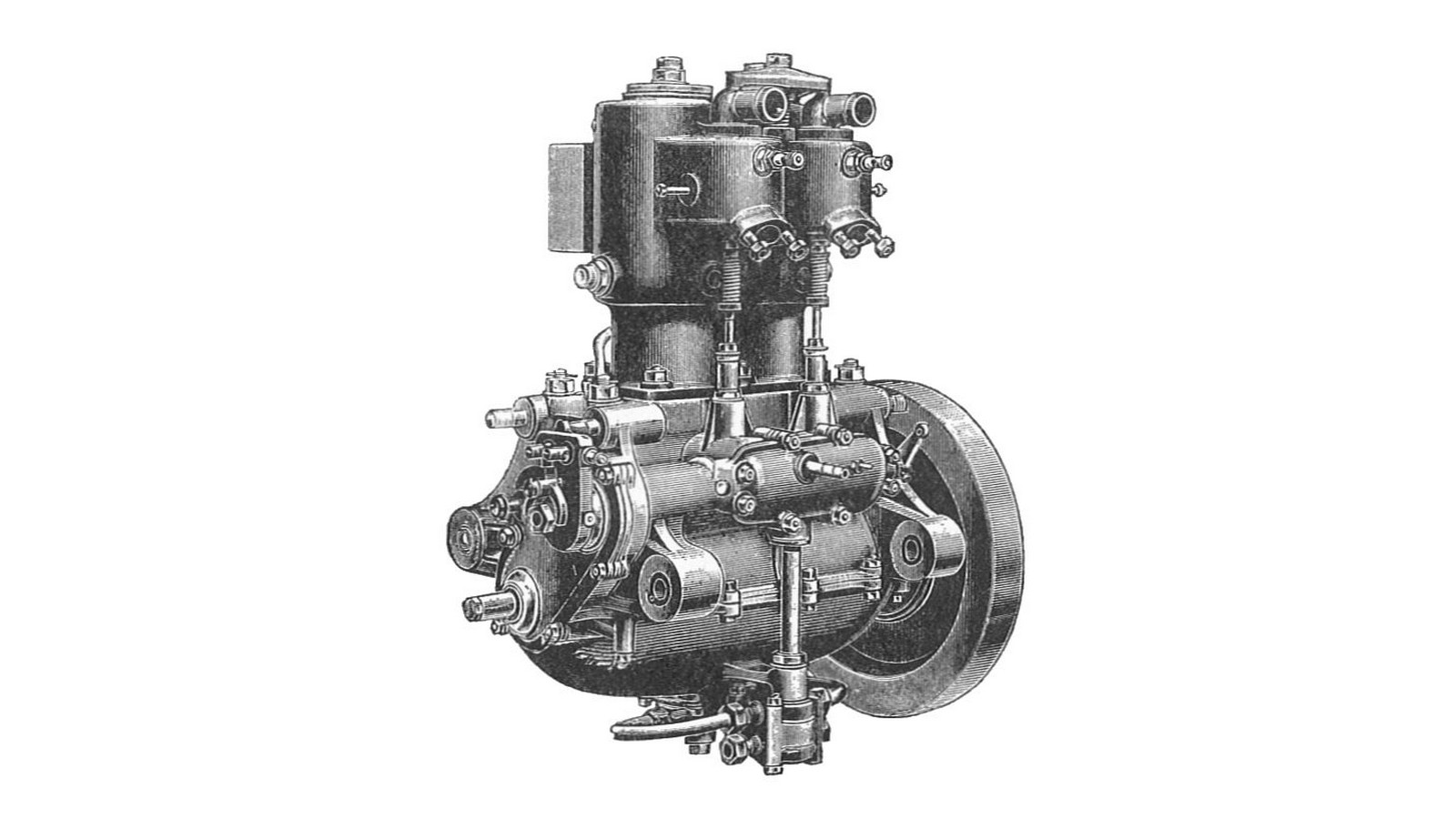 На фото: мотор Де-Дион
На фото: мотор Де-ДионПравда, газораспределительный механизм с его кулачками и толкателями размещался еще открыто – это было сделано ради лучшего охлаждения и ремонта. Кстати, к 1900 году эта французская компания оказалась крупнейшим производителем машин и ДВС в мире, выпустив 3 200 моторов и 400 автомобилей, так что конструкция оказала сильное влияние на развитие моторостроения.
…и тут появляется Генри Форд
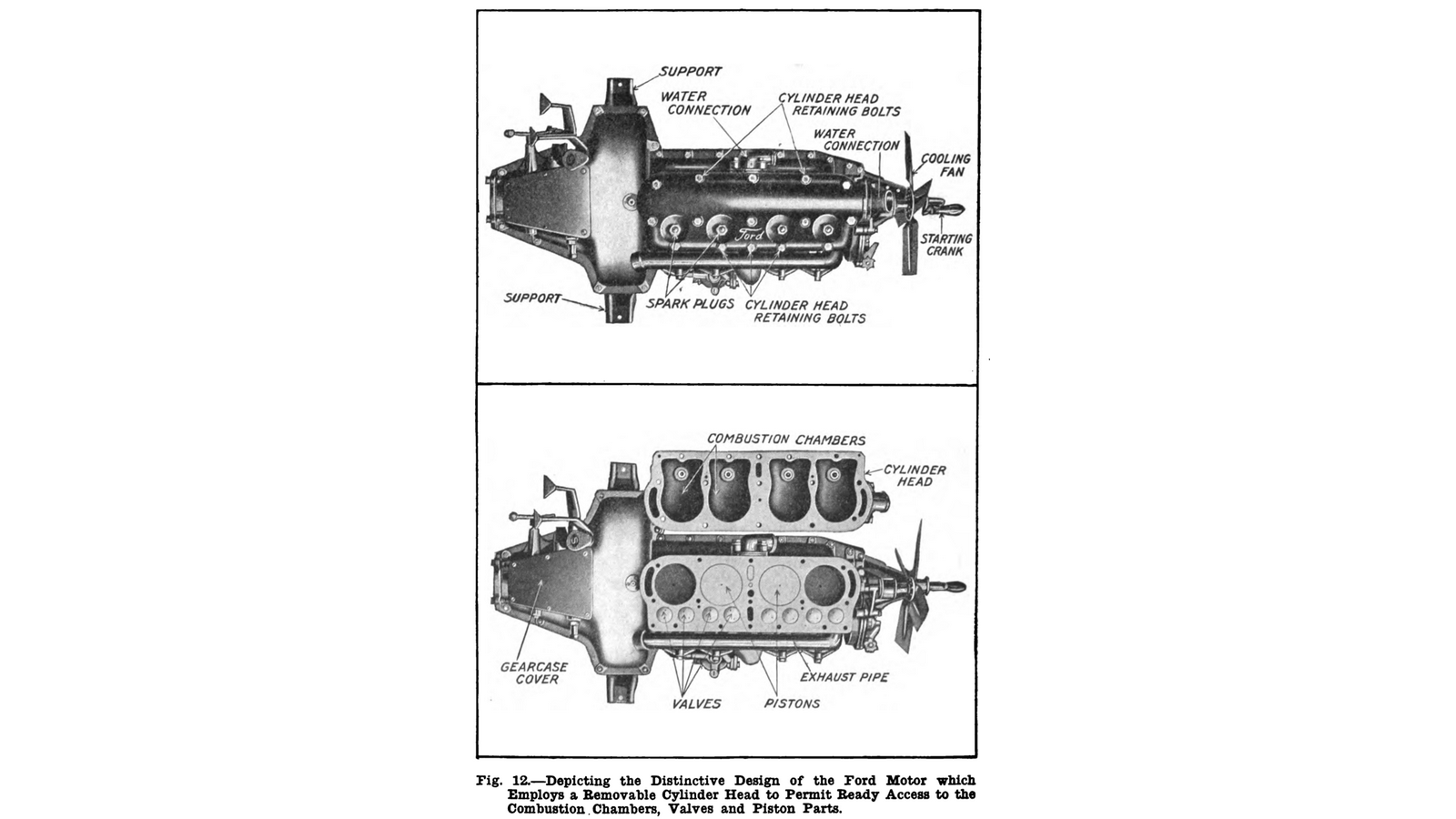
Первая массовая конструкция с цельным блоком цилиндров до сих пор остается одной из самых массовых машин в истории. Модель Ford T, появившаяся в 1908 году, имела четырехцилиндровый мотор, с чугунной головкой блока, нижними клапанами, чугунными поршнями и блоком цилиндров – опять же из чугуна. Объем мотора был вполне «взрослый» по тем временам, 2,9 литра, а мощность в 20 л. с. еще долго считали вполне достойным показателем.
 На фото: двигатель Ford T
На фото: двигатель Ford TБолее дорогие и сложные конструкции в те годы щеголяли раздельными цилиндрами и картером, к которому они крепились. Головки цилиндров часто были индивидуальными, и вся конструкция из головки цилиндра и самого цилиндра крепилась к картеру шпильками. После появления тенденции к укрупнению узлов картер часто оставался отдельной деталью, но блоки по два-три цилиндра все еще были съемными.
В чем смысл разделения цилиндров?
Конструкция с отдельными съемными цилиндрами выглядит сейчас несколько необычно, но до Второй мировой войны, несмотря на нововведения Генри Форда, это была одна из наиболее распространенных схем. У авиационных моторов и двигателей воздушного охлаждения она сохранилась и поныне. А у «воздушного оппозитника» Porsche 911 series 993 вплоть до 1998 года никакого блока цилиндров не было. Так зачем же разделять цилиндры?
Цилиндр в виде отдельной детали – штука вообще-то достаточно удобная. Его можно сделать из стали или любого другого подходящего материала, например, бронзы или чугуна. Внутреннюю поверхность можно покрыть слоем хрома или никельсодержащих сплавов, при необходимости сделав ее очень твердой. А снаружи нарастить развитую рубашку для воздушного охлаждения. Механическая обработка сравнительно компактного узла будет точной даже на достаточно простых станках, а при хорошем расчете крепления тепловые деформации будут минимальны. Можно сделать гальваническую обработку поверхности, благо деталь небольшая. Если у такого цилиндра появился износ или другие повреждения, то его можно снять с картера мотора и поставить новый.
Минусов тоже хватает. Помимо более высокой цены и высоких требований к качеству сборки моторов с раздельными цилиндрами серьезным недостатком является низкая жесткость такой конструкции. А значит – повышенные нагрузки и износ поршневой группы. Да и с водяным охлаждением сочетать «принцип раздельности» получается не очень удобно.
Из мейнстрима моторы с раздельными цилиндрами ушли уже очень давно – минусы перевесили. К середине тридцатых годов в автомобилестроении подобные конструкции уже почти не встречались. Разнообразные комбинированные конструкции – например, с блоками из нескольких цилиндров, общим картером и головкой блока – попадались на мелкосерийных люксовых авто с объемными моторами (можно вспомнить подзабытую марку Delage), но к концу 30-х это все вымерло.
Победа цельночугунной конструкции
Привычная нам сегодня конструкция победила благодаря своей простоте и низкой стоимости изготовления. Большая отливка из дешевого и прочного материала после точной механообработки получается все равно дешевле и надежнее, чем отдельные цилиндры и тщательная сборка всей конструкции. А на нижнеклапанных моторах клапаны и распределительный вал располагаются тут же, в блоке, что еще больше упрощает конструкцию.
Рубашка системы охлаждения отливалась в виде полостей в блоке. Для особых случаев можно было применить и отдельные гильзы цилиндров, но мотор на Ford T таких изысков не имел. Чугунные поршни со стальными компрессионными кольцами работали прямо по чугунному цилиндру. И кстати, маслосъемное кольцо в привычном нам виде там отсутствовало, его роль выполняло нижнее третье компрессионное, расположенное ниже поршневого пальца.
 На фото: Ford Model T
На фото: Ford Model TТакая «цельночугуниевая» конструкция доказала свою надежность и технологичность за много лет производства. И была перенята у Форда такими массовыми производителями, как GM, на долгие последующие годы.
Правда, отливка блоков с большим числом цилиндров оказалась технологически сложной задачей, и многие моторы имели по два-три полублока с несколькими цилиндрами в каждом. Так, рядные «шестерки» тридцатых годов иногда имели два трехцилиндровых полублока, а уж рядные «восьмерки» и подавно изготавливали по такой схеме. Например, мощнейший мотор Duesenberg Model J был изготовлен именно так: два полублока были накрыты единой головкой.
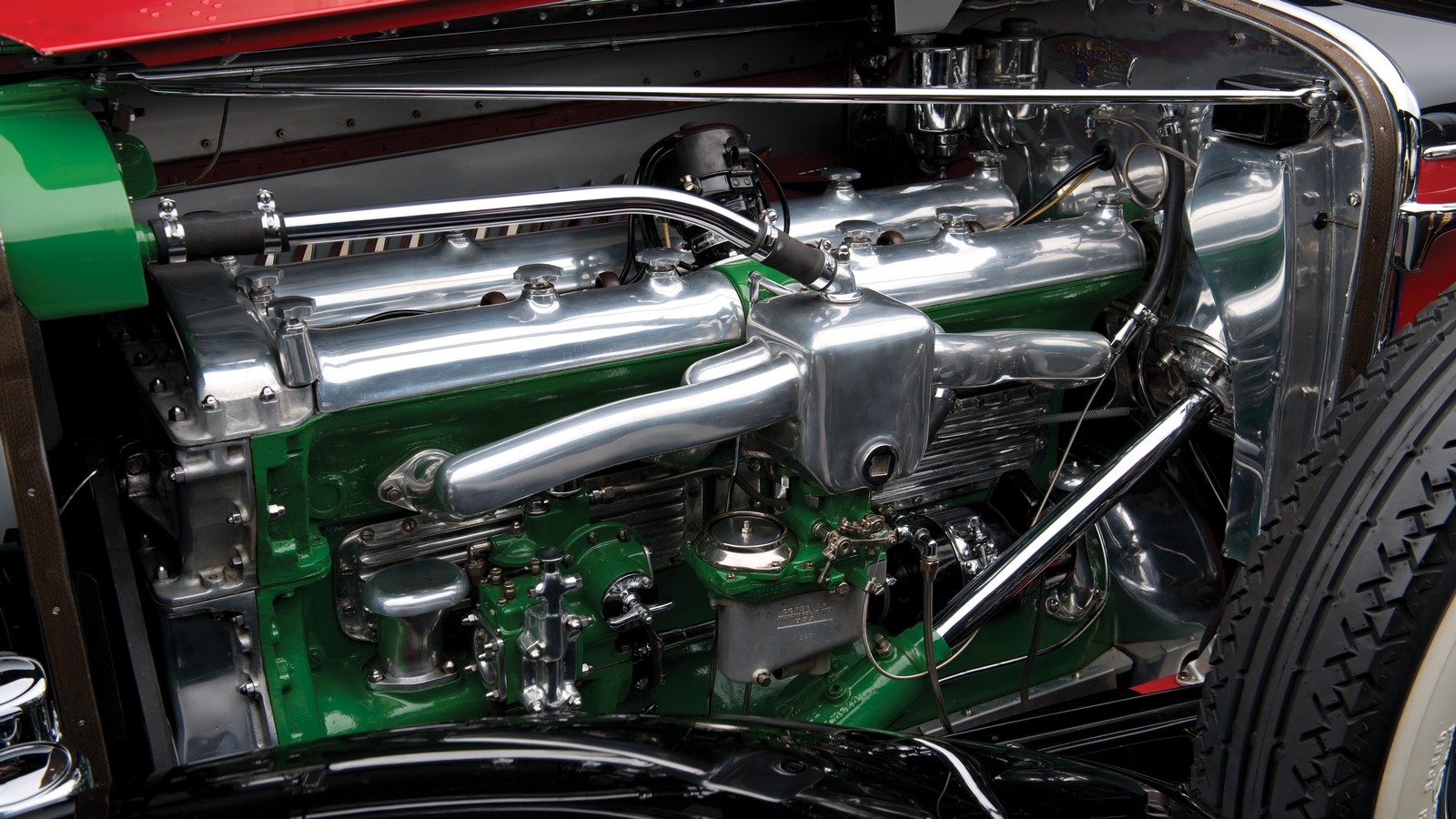 На фото: двигатель Duesenberg J
На фото: двигатель Duesenberg JВпрочем, к началу сороковых годов прогресс позволил создавать и цельные блоки такой длины. Например, блок Chevrolet Straight-8 «Flathead» был уже цельным, что снижало нагрузку на коленчатый вал.
Чугунные гильзы в чугунном же блоке тоже были достаточно удачным решением. Высокопрочный легированный химически стойкий чугун стоил дороже обычного, и отливать из него весь большой блок не имело смысла. А вот сравнительно небольшая «мокрая» или «сухая» гильза оказалась хорошим вариантом.
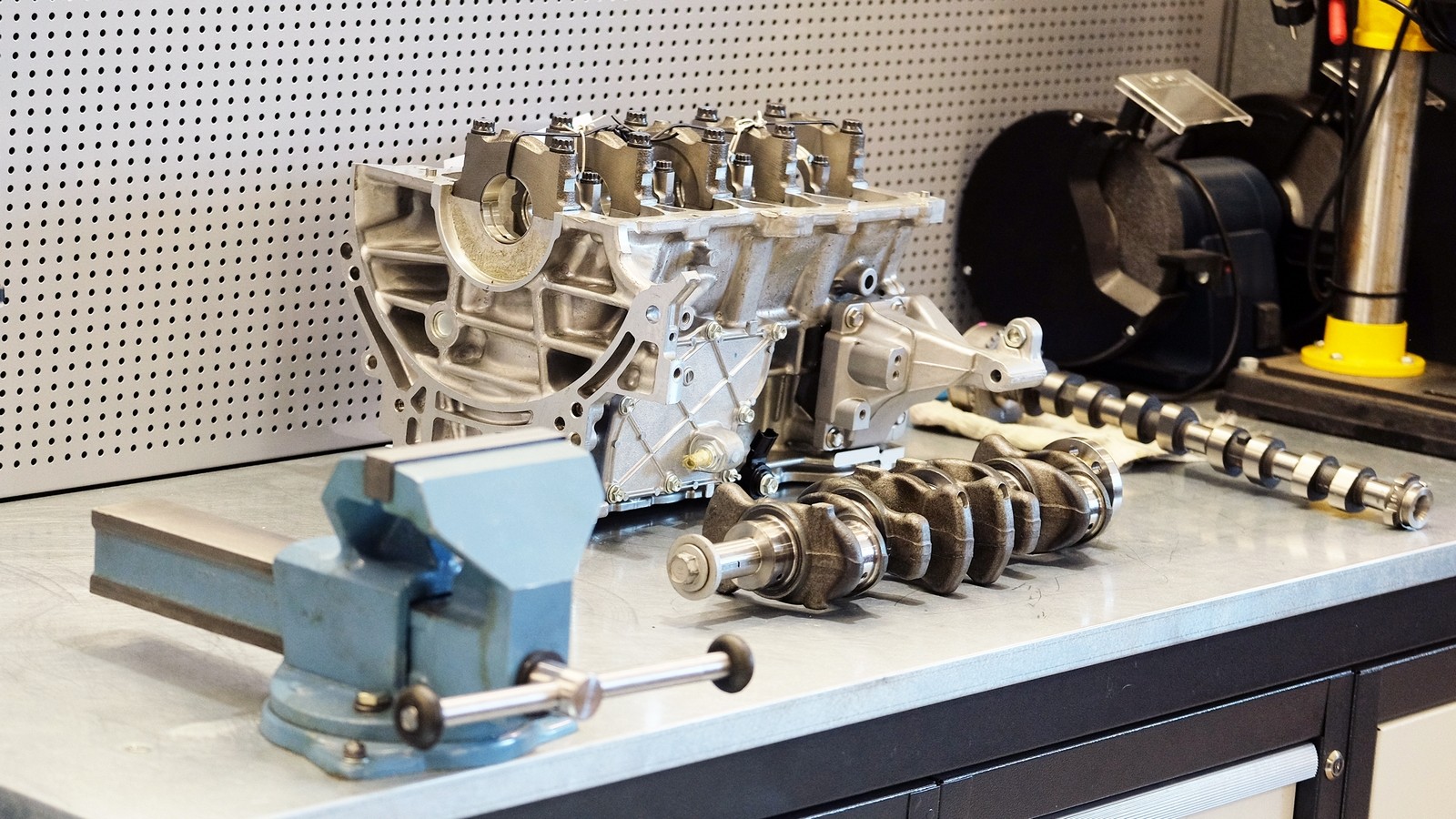
Освоенная в довоенные еще годы принципиальная конструкция моторов не меняется много десятилетий подряд. Блоки цилиндров многих современных моторов отлиты из серого чугуна, иногда со вставками из высокопрочного в зоне верхней мертвой точки. Например, чугунный блок имеет вполне современный Renault Kaptur с мотором F4R, об обслуживании которого мы писали на днях. Чугун хорош, в частности, тем, что блок из него легко поддается капремонту расточкой цилиндров большего диаметра. Если, конечно, производитель выпускает поршни «ремонтного» размера.
 На фото: двигатель F4R
На фото: двигатель F4RПравда, с годами блоки становятся все более «ажурными» и менее массивными. По ранним блокам цифры найти сложно, но давайте возьмем два семейства моторов с разницей чуть более чем в 10 лет. У блока серии GM Gen II середины 90-х толщина стенки моторов колебалась от 5 до 9 мм. У современного VW EA888 конца 2000-х – уже от 3 до 5. Но мы явно забегаем вперед…
Делаем блок легче
Утончение стенок, чем вовсю занимаются конструкторы в последние годы – это, как вы понимаете, не единственный способ снизить вес блока. В 20-30-е годы о экономии массы и топлива думали существенно меньше, чем сейчас, но первые попытки облегчения делались. И уже тогда додумались использовать алюминий.
На гоночных и спортивных машинах той эпохи можно было встретить симбиоз из алюминиевого картера и головки блока с чугунной отливкой блоков цилиндров. Затем прогресс в металлообработке позволил создать более удобный вариант подобного симбиоза. Блок цилиндров оставался цельным, но отливался из алюминия, что снижало его массу в три-четыре раза, в том числе и за счет лучших литьевых качеств металла. Сами же цилиндры изготавливали в виде чугунных гильз, которые запрессовывали в блок.
Гильзы делились на «сухие» и «мокрые», разница в общем-то понятна из названия. В блоках с сухой гильзой она вставлялась в алюминиевый цилиндр (или вокруг нее отливался блок) с натягом, а «мокрая» гильза просто закреплялась в блоке нижним концом, а при установке ГБЦ полость вокруг превращалась в рубашку охлаждения. Второй вариант оказался перспективнее на тот момент, поскольку упрощал отливку и снижал массу деталей. Но в дальнейшем рост требований к жесткости конструкции, а также сложность сборки подобных двигателей оставили эту технологию «за бортом» прогресса.
Сухие же гильзы в алюминиевом блоке – это и сейчас самый распространенный вариант изготовления детали. И один из самых удачных, ведь чугунная гильза изготавливается из высококачественного легированного чугуна, алюминиевый блок жесткий и легкий. К тому же теоретически эта конструкция еще и ремонтопригодна, как и чугунные блоки. Ведь изношенную гильзу можно «вынуть» и запрессовать новую.
Что дальше?
Единственная принципиально новая технология последних лет – это еще более легкие блоки с напылением сверхпрочного и сверхтонкого слоя на внутреннюю поверхность цилиндров. Подробно о плюсах и минусах, и даже о способах капремонта подобных конструкций я уже писал – повторяться смысла нет. Концептуально мы имеем все тот же ДВС образца 30-х годов. И есть все основания полагать, что до конца «эры внутреннего сгорания», когда доведут до ума электромобили, моторы на жидких углеводородах останутся примерно такими же.
Из чего делают современные двигатели: новые материалы на службе автопроизводителей
На протяжении многих десятков лет моторы изготавливали из самых обычных материалов — стали, чугуна, меди, бронзы, алюминия. Совсем немного пластика, иногда какие-то мелкие элементы, вроде корпусов карбюраторов, — из магниевых сплавов. На волне тенденции к всемерному облегчению конструкций и увеличению мощности при улучшении экологической составляющей состав материалов с тех времен заметно изменился. Из чего же сегодня делают двигатели? Разбираемся.

Большая часть автовладельцев наверняка знает главный тренд современного автомобилестроения: увеличение мощности двигателя при постоянном уменьшении его объема и массы. Секрет такого сочетания кроется в том числе в новых материалах и конструктивах. Ну и, разумеется, тщательной проработке всех элементов силового агрегата, а также уже не скрываемом отсутствии избыточных (читай: невыгодных) запасов прочности.
Как ни странно, всевозможные нанотрубки и прочий хай-тек, о котором постоянно говорят в СМИ, в моторостроении на самом деле почти не применяются. В серийных моторах самыми дорогими и сложными материалами являются кремнийникелевые покрытия, металлокерамический композит (например, известный как FRM у Honda), различные полимерно-углеродные композиции и постепенно появляющиеся в серийных двигателях титановые сплавы, а также сплавы с высоким содержанием никеля, например Inconel. В целом же двигателестроение остается очень консервативной областью машиностроения, где смелые эксперименты в серийном производстве не приветствуются.

Прогресс обеспечивается в основном «тонкой настройкой» и применением давно известных технологий по мере их удешевления. Основная масса серийных агрегатов состоит в основном из чугуна, стали и алюминиевых сплавов — по сути, самых дешевых материалов в машиностроении. Однако тут все же есть место для новых технологий.
Самая крупная деталь любого мотора — блок цилиндров. Она же самая тяжелая. Долгие десятки лет основным материалом для блоков служил чугун. Он достаточно прочен, хорошо льется в любую форму, его обработанные поверхности обладают высокой износостойкостью. Список достоинств включает и невысокую цену. Современные моторы небольшого рабочего объема по-прежнему льются из чугуна, и вряд ли в ближайшее время индустрия полностью откажется от этого материала.
Основная задача в совершенствовании сплавов чугуна — это сохранение высокой твердости поверхности при улучшении его вспомогательных качеств, иначе это может привести к необходимости использования чугунных же гильз для блока цилиндров из более износостойкого сплава. Так изредка делают, но в основном на грузовых моторах, где эта технология финансово оправданна.
Алюминий в качестве материала блока применяется также очень давно и совершенствуется примерно в том же направлении. Усилия направлены в основном на улучшение возможностей его обработки, на снижение коэффициента расширения при сохранении необходимой пластичности материала, повышение необходимых аспектов прочности сплавов.
Также развиваются технологии использования вторичного алюминия низкой очистки. Для таких сплавов применяются технологии, отличные от литья, причем налицо тенденция к изготовлению из алюминия блоков цилиндров более компактных моторов. Например, двигатель Volkswagen серии EA211 сегодня имеет алюминиевый блок, который оказался на 40% легче чугунного.
Магниевые сплавы значительно менее популярны. Они легче алюминиевых, но имеют значительно более низкую коррозийную стойкость, не переносят контакта с горячей охлаждающей жидкостью, со стальными крепежными деталями повышенной температуры. На рядных шестицилиндровых блоках моторов BMW серий N52 и N53, например, из магниевого сплава выполнена только внешняя часть блока, «рубашка» системы охлаждения. Для сравнительно длинного блока шестицилиндрового мотора это дает выигрыш в массе порядка 10 кг по сравнению с цельноалюминиевой конструкцией. Также магниевые сплавы используют для блок-картеров моторов с отъемными цилиндрами. В основном это двигатели мотоциклов.


Компоненты двигателя
Если с самой большой деталью мотора новые технологии и материалы не очень «дружат» в целом, то в частностях возможны интересные сюрпризы. Гильзы цилиндров у любого блока являются точкой приложения всех новейших технологий и материалов. Высокопрочный чугун, методы поверхностного упрочнения алюминиевых высококремнистых сплавов, гальванические покрытия на основе сплава карбида кремния с никелем, металлокерамические матрицы и стальное напыление широко используются даже на серийных моторах. Про чугун и высококремнистый алюминий говорить не будем, все же сами технологии не только старые, но и массовые. А вот про остальные материалы лучше рассказать чуть подробнее.
Упрочненные чугунные гильзы по технологии CGI (Compacted Graphite Iron) появились для реализации экстремально высокой степени форсирования у дизельных моторов. Этот чугун сильно отличается от распространенного серого чугуна. У него на 75% выше прочность на разрыв, на 40% выше модуль упругости, и он в два раза устойчивее к знакопеременным нагрузкам. А его сравнительно невысокая стоимость и прочность позволяют создавать литые чугунные блоки с массой меньше, чем у алюминиевых. Но в основном его применение ограничено гильзами и коленчатыми валами. Гильзы получаются очень тонкими, теплопроводными и при этом столь же технологичными и надежными, как обычные гильзы из чугуна. А коленчатые валы по прочности соперничают с коваными стальными при заметно меньшей себестоимости.
Покрытие по технологии Nicasil, в общем-то, не редкость и далеко не новинка, но оно остается одним из самых высокотехнологичных и перспективных в своей сфере. Изобрели его еще в 1967 году для роторно-поршневых двигателей, и засветиться в массовом автомобилестроении оно успело. Porsche его применял для гильз цилиндров с 1970-х, а в 1990-е его попытались применить и на более массовых моторах, например в BMW и Jaguar, но недостатки технологии и высокая цена заставили отказаться от него в пользу более дешевых методов поверхностного упрочнения высококремниевых сплавов, например по технологии Alusil.


Причем более вероятной причиной отказа является как раз повышенная стоимость блоков цилиндров с этим покрытием, связанная с низкой технологичностью процесса гальванического нанесения и высоким процентом не выявляемого сразу брака, который потом успешно списали на высокосернистые бензины.
Тем не менее это покрытие все еще остается лучшим выбором для создания рабочей поверхности в любом мягком металле, потому под различными торговыми наименованиями применяется в массовом и особенно гоночном двигателестроении. Например, под маркой SCEM в моторах Suzuki. Его недостатки в основном связаны с очень высокой стоимостью обработки и слабой приспособленностью к массовому производству при использовании с крупными многоцилиндровыми блоками.
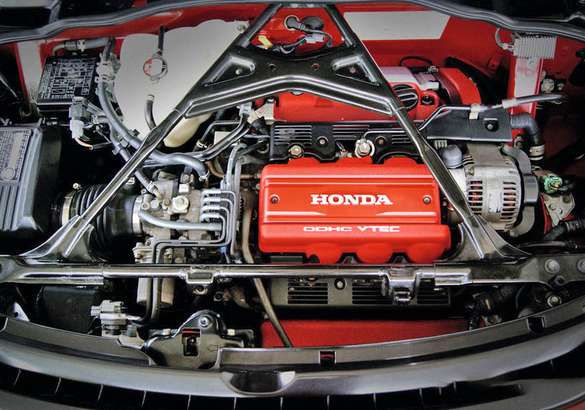
Металлокерамическая матрица (MMC), более известная как FRM в моторах Honda, — еще один оригинальный и интересный материал. Например, двигатель на суперкаре NSX имел гильзы, выполненные по такой технологии. Опять же технология далеко не новая, но, как и материал, очень перспективная. Покрытие типа Nicasil тоже относится к MMC, но его приходится наносить гальваническим методом, и в качестве матрицы выступает достаточно твердый никель.
В технологии FRM материалом матрицы служит алюминий, а MMC получается в процессе заливки гильзы из волокнистого материала на основе карбоновой нити в алюминиевый блок. Использование углеродного волокна более технологично. К тому же матрица получается намного более толстой, чуть более мягкой, намного более упругой и абсолютно интегрированной в материал блока. Отслоение, как это происходило с Nicasil, попросту невозможно. Задиры и локальные повреждения в силу структуры материала ему почти не страшны, а в случае износа цилиндр можно расточить благодаря большому запасу по толщине.
Минусы у такого покрытия тоже имеются. Во-первых, немалая цена, во-вторых, жесткое отношение к поршневым кольцам, поскольку его структура плохо «настраивается». Тут не создать полноценной сетки хона, правда, масло хорошо удерживается в волокнах и без того. Края волокон очень жесткие, и даже сверхтвердые кольца имеют ограниченный ресурс, а поршень в местах контакта интенсивно изнашивается при малейшем биении, что подразумевает использование поршней с минимальным зазором и очень короткой юбкой. К тому же покрытие очень маслоемкое. В итоге у моторов постоянно наблюдался повышенный расход масла, что на определенном этапе не позволило выполнять жесткие экологические требования.
Впрочем, сейчас эта проблема уже не актуальна, новые катализаторы и новые поколения малозольных масел позволяют об этом не беспокоиться. Ну и, разумеется, цена нанесения покрытия такого типа заметно выше, чем у алюсила или чугунных гильз, но все же меньше, чем у Nicasil-подобных материалов.
Покрытия MMC разных типов также используются в целом ряде деталей двигателей. Например, в седлах клапанов в ГБЦ, упрочнениях крайних постелей распредвалов, особо нагруженных местах креплений элементов конструкции. Это позволяет широко применять цельноалюминиевые детали и снижать массу конструкции за счет упрощения. Некоторые детали двигателей могут иметь крупные элементы из MMC, например клапаны. Но это и сейчас удел не серийных конструкций.

Титановые сплавы также давно пытаются использовать в конструкции машин. В двигателях этот прочный, легкий и очень эластичный материал с превосходной химической стойкостью применяется очень ограниченно в силу высокой стоимости. Но можно найти серийные конструкции с деталями из титана. Титановые шатуны, например, давно устанавливаются в моторах Ferrari и тюнинговом подразделении AMG. Еще титан — неплохой выбор для пружин, шайб, рокеров и прочих элементов ГРМ, деталей теплообменников EGR, а также разных крепежных элементов. Кроме того, он используется для производства рабочих элементов высокопроизводительных турбин, а иногда —— для производства клапанов и даже поршней.
Теоретически детали из высококремнистых титановых сплавов с высоким содержанием интерметаллидов и сицилидов могут применяться в двигателях, но у большинства титановых сплавов наблюдается серьезная потеря прочности уже при температурах свыше 300 градусов — изменение пластичности в больших пределах и большой коэффициент расширения, что не позволяет создавать из них долговечные детали с низкой массой. Ограниченное применение имеет в двигателестроении и 3D-печать из титановых сплавов, например для создания выпускных систем на спорткарах.
А вот покрытия из нитрида титана — одни из самых популярных средств упрочнения поршневых колец. Этот материал отлично работает по кремниевому упрочненному слою гильз цилиндров. Его же используют как напыление на фаски клапанов, в том числе титановых, на торцы толкателей клапанного механизма и другие узлы двигателя. Начиная с 1990-х годов использование этого метода упрочнения неуклонно возрастает, и он вытесняет хромирование, азотирование и ТВЧ-закалку. Также нитрид титана является перспективным типом покрытия для гильз цилиндров: он может наноситься методом PA-CVD (плазмохимическое осаждение из газовой фазы), а значит, такие технологии могут стать серийными в ближайшее время, если будет спрос на новые износостойкие покрытия цилиндров.
Уже упомянутая 3D-печать также активно применяется для создания высокопрочных и высокоточных жаростойких деталей сплав Inconel. Это семейство никельхромовых жаростойких сплавов давно служит материалом для создания выпускных клапанов, верхних компрессионных колец, пружин и даже выпускных коллекторов, корпусов турбин и крепежного материала для высокотемпературного применения.
В последние годы, в связи с развитием технологий 3D-печати и активным использованием в них Inconel-сплавов, мелкосерийные ДВС все чаще обзаводятся деталями из этого очень перспективного материала. Рабочий диапазон деталей из него минимум на 150–200 градусов выше, чем у самых жаростойких сталей, и доходит до 1200 градусов. Как материал упрочнения сплавы Inconel используются серийно уже достаточно давно, так, в моторах Mercedes-Benz покрытие из Inconel применяется на моторах серий M272/M273.
Пластмассы также продолжают внедрять в конструкции двигателей. Выполненные из пластика элементы системы впуска и охлаждения — дело уже привычное. Но дальнейшее расширение номенклатуры маслостойких и теплостойких пластмасс с низким короблением позволило создать пластмассовые картеры ДВС, клапанные крышки, направляющие, корпуса малых конструкций внутри двигателя. Концепты моторов с блоком цилиндров из пластмассы, а точнее, из полимерно-углеродных композиций, уже были представлены публике. При незначительно меньшей прочности, чем у легких сплавов, пластик в производстве обходится дешевле и значительно лучше перерабатывается.
Каков итог?
Изучение вопроса применяемости материалов в двигателестроении показывает четкую направленность: для снижения массы и улучшения других характеристик применение каких-то суперматериалов либо не особо требуется, либо невозможно в принципе в силу физических и химических свойств. Развитие технологий идет путем эволюционным — усовершенствования как самого производства, так и традиционных материалов, реорганизации рабочего процесса и конструкторской оптимизацией. Так что даже в среднесрочной перспективе мы вряд ли увидим революцию в производстве ДВС, скорее речь будет идти о постепенном отказе от этого типа двигателя в принципе в пользу электротехнологий, хотя и там пока не наблюдается бурного технологического прорыва.
Литьё блоков цилиндров (как делают блоки цилиндров)
Обзор: литейные формы и соответствующие литейные процессы
Литейные процессы | Песчаные формы | Стальные кокили с песчаными стержнями | Стальные кокили Стальные формы |
Свободная заливка форм | X | X | X |
Литьё под низким давлением | X | X | X |
Литье под давлением | (X) | X | |
Прессование (Squeeze Casting) | X | ||
В таблице помещён небольшой обзор применяемых для алюминиевого литья литейных процессов и соответствующих литейных форм. В нижеследующих подразделах описываются определённые литейные процессы, а также поясняются их преимущества и недостатки.
Литьё в песчаные формы
Литьё в песчаные формы является традиционной технологией литья в формы с разрушаемыми (теряемыми) песчаными формами. Формы, применяемые для одной единственной отливки, изготавливаются, в принципе, из кварцевого песка как основного материала формы с применением связующих средств. Изготовление форм производится копированием моделей из дерева, металла или пластмассы и позволяет получать отливки сложной формы путём разъёма и разделения модели и формы. После застывания отливок песчаные формы разрушаются, а песчаные стержни, служащие для достижения недоступных и необрабатываемых полостей, вытряхиваются или вымываются. Обычно применяемое литьё в песчаные формы играет в серийном производстве второстепенную роль. Главная область применения — изготовление прототипов и малых серий. Экономично литьё в песчаные формы в форме автоматизированного метода стержневого пакета (CPS = core package system). Чистый процесс литья в песчаные формы (форма и стержни изготовлены из песка) производится методом свободной заливки форм или методом литья под низким давлением. На Изображении 1 показано литьё в песчаные формы методом свободной заливки форм.
Изображение 1 |
1. Разливочный ковш
2. Литник
3. Песчаная форма
Литьё в кокиль
При литье в кокиль жидкий алюминий разливается в долговременные металлические формы из чугуна или жароупорных сталей. При данном методе литья конструкция и свобода её конструирования зависят, однако, от того, производится ли отливка методом свободной заливки форм или методом литья под низким давлением. По сравнению с литьём в песчаные формы при литье в кокиль достигается лучшее качество поверхности и большая точность размеров отливок
Свободное литьё в кокиль
При свободном литье в кокиль заполнение формы происходит исключительно под влиянием действующей на металл силы тяжести при атмосферном давлении. Отливка производится вручную или на частично или полностью автоматизированных литейных машинах. При данном методе существует достаточно большая свобода конструирования, поскольку возможно применение песчаных стержней (изобр. 3). Таким образом, реализуемы также разрезы сзади или полости, недостижимые механообработкой. Благодаря быстрому, направленному застыванию расплава при методе свободного литья в кокиль по сравнению с литьём в песчаные формы достигается более тонкая структура, более высокая прочность, а также неограниченные возможности по работе с теплом.
Изображение 2 |
1. Разливочный ковш
2. Литник
3. Гидроцилиндр
4. Кокиль
5. Литниковая система
6. Песчаный стержень
Изображение 3 |
Литьё в кокиль под низким давлением
При литье под низким давлением расплав при относительно низком избыточном давлении (для алюминиевых сплавов — от 0,2 до 0,5 бар) поднимается в кокиль и при этом давлении застывает Речь идёт, — если речь идёт о давлении, — собственно, о давлении заполнения, необходимом для того, чтобы жидкий металл доставить в литейной машине наверх, в форму. Давление заполнения поддерживается до тех пор, пока не произойдёт затвердевание, от самого удалённого места до среза сифонного литника (входное отверстие литейной формы). Тем самым почти идеально происходящее, направленное затвердевание и заполнение формы без турбулентности являются существенным основанием высокой ценности отливок под низким давлением. Как и при свободном литье в кокиль, и при данном методе применимы стержни из песка, дающие в достаточной степени простор для конструирования формы.
1. Гидроцилиндр
2. Стальной кокиль
3. Сифонный литник
4. Литейная печь с расплавом
5. Подъёмный стол
6. Подъёмное приспособление
Изображение 1 |
Литьё под давлением
При литье под давлением расплав под высоким давлением и с большой скоростью впрыскивается в долговременные формы из улучшенной жаропрочной стали. Металл течёт под давлением в полости формы. В конце заполнения формы давление на жидкий металл возрастает до 700 — 1000 бар. Давление поддерживается в процессе затвердевания металла. Это позволяет получить самую точную передачу формы по сравнению с другими методами литья. Тем самым достижимы узкие поля допусков размеров, резкость контуров и качество поверхности с малыми припусками на обработку. Благодаря высокому съёму продукции с квадратного метра площади речь идёт об очень экономичном методе литья. Этот метод имеет, однако, также определённые недостатки. Так, увеличивающая прочность двойная термообработка, в общем, невозможна, поскольку заключённые в материале пузырьки воздуха или газовые поры, образующиеся из-за толчкообразного наполнения формы, при определённых условиях создадут трудности. Также следует назвать ещё имеющуюся в настоящее время ограниченную свободу конструирования, поскольку при литье под давлением не могут быть применены для литейных полостей никакие обычно применяемые песчаные стержни. Обычно применяемые песчаные стержни были бы разрушены высоким давлением литья и сделали бы отливку непригодной. Однако происходит дальнейшее развитие литейной технологии. В настоящее время разрабатываются такие песчаные стержни, которые могут выдерживать высокое давление литья в процессе литья под давлением.
1. Разливочный ковш
2. Отверстие заполнения
3. Поршень прессования
4. Камера прессования
5. Гидроцилиндр
6. Стальная форма
Изображение 2 |
Прессование (Squeeze Casting)
Речь идёт, в принципе, о литье под давлением с несколько иными преимуществами и недостатками. Конструкция литейной машины, однако, отличается. Создание давления при прессовании происходит в конце процесса заполнения формы, который идёт значительно медленнее, чем при литье под давлением. Расплав, в отличие от литья под давлением, выдавливается в форму не в течение нескольких миллисекунд; процесс литья длится значительно дольше, до нескольких секунд. Это особенно важно при заливке чувствительных заливаемых частей, таких, как, напр. Silizium Preforms (LOKASIL метод) или усиления волокном постели под подшипники. Впрыск расплава, как это делается при литье под давлением, повредил или разрушил бы эти чувствительные части, сделав данную отливку негодной. Благодаря отсутствию турбулентности при заполнении формы прессованные части полностью термообрабатываемы для увеличения прочности.
1. Гидроцилиндр
2. Стальная форма
3. Разливочный ковш
4. Камера прессования
5. Поршень прессования
6. Гидроцилиндр
Изображение 3
;
Как мы делаем головку блока цилиндров?
Работа по изготовлению головки блока цилиндров начинается с чертежа и чугунной заготовки. На чертеже указаны точные размеры. Из чугунной заготовки в течение полутора дней будет получена будущая головка блока цилиндров. Но как это происходит?
Головка блока цилиндров должна быть способна выдерживать температуры до 700°C и давление от воспламенения свыше 200 бар при работающем двигателе. Головка блока цилиндров закрывает верхнюю часть блока цилиндра и образует верхнюю часть камеры сгорания. Внутри головки блока цилиндров устанавливаются впускные и выпускные клапаны, а так же топливная форсунка. Таким образом, головка блока цилиндров должна быть изготовлена не только из материала высшего качества, но так же должна соблюдаться высокая точность в изготовлении.
Виртуальный производство
Процесс по сверлению и фрезерные операции начинают не на станке, а на компьютере. Каждый фрезерная операция, выполняется обрабатывающим центром, для того, чтобы превратить металлическую заготовку в готовую головку блока цилиндров заранее проходит программирование и моделирование с помощью программного обеспечения ProENGINEER и NCSimul. Bernd Scherer является экспертом в такой виртуальной обработки. Он является производственным планировщиком и координатором NC на MTU. Он описывает процедуру программирования следующим образом: как оператор станка, он вначале выбирает правильные инструменты для конкретных режущих и сверлильных работ на компьютерной системе управления инструментом. Затем он помещает трехмерную виртуальную головку блока цилиндров на виртуальный стол обрабатывающей машины и обеспечивает его виртуальную фиксацию с помощью зажимных приспособлений. С помощью нескольких щелчков мыши он указывает ProENGINEER — программному обеспечению, где и как большая часть поверхности будет срезать, какие отверстия должны будут просверлены. «Система помогает убедиться, что вы всегда используете правильные размеры», пояснил Шерер. Затем он программирует следующий шаг. «Хитрая часть в программирование заключается в нахождение наилучшей последовательности движений на станке, чтобы все поверхности эффективно были обработаны, в этом есть экономическая и технологическое совершенство данной программы», добавил эксперт.
Компьютерное моделирование
Для того, чтобы проверить работу данной программы, на сколько она правильно будет проводить данные операции, эксперт имитирует механическую обработку головки блока цилиндров на компьютере. Затем он можно увидеть, как именно движется инструмент и где может быть противоречие в работе между машиной и деталью. Это является основным преимуществом, так как в реальных условиях производства, любое столкновение может привести к существенному повреждению машины, инструмента и обрабатываемой детали. Производственный рабочий MTU снимает заусенцы и стружку на обработанной части заготовки. Головки цилиндров прибывают в MTU из литейного в качестве литых заготовок. Перед тем, как передается для сборки, их поверхности должны быть обработаны и должны быть просверлены отверстия.
Головка блока цилиндра – шаг за шагом.
Настало время для реальных действий. Программа виртуальной обработки создана в ProEngineer передается на реальный станок. Чтобы быть точным, два станков используются для преобразования металлической заготовки через ряд стадий обработки в головку блока цилиндров готовой. Оператор машины помещает литой заготовки головки блока цилиндров на зажимное приспособление на первом столе станка. Он закрывает большие раздвижные двери фрезерного станка и запускает его. С этого момента процесс переходит автоматически. Фреза проходит по поверхности и отсекает металла по кусочкам. Почти ничего операции видна, однако. СОЖ -Обязательные, как следует из названия, для охлаждения и смазки режущего инструмента — брызгает на всем протяжении окна станков. Первый центр Обрабатывающие в верхней и нижней заготовки в свою очередь, на ее первой и второй таблиц машины. После этого оператор машины проверяет наиболее важные сверление, фрезерование и клиренса размеры, чтобы убедиться, что процесс и инструменты работают должным образом. Часть затем переходит ко второй обрабатывающий центр, где поверхности по бокам механической обработке и сверлить. Головка блока цилиндров затем очищают в шайбе. Затем, производственник вставляет направляющие клапана и седла в просверленные отверстия. Далее, кастинг проверяется на наличие дефектов, трещин и других повреждений, очищено и заусенцы.
Многоступенчатая обработка
во второй обрабатывающий центр Финиш-автоматах отверстия направляющих клапанов и выемок седла клапана в то же время так , чтобы они точно на одном уровне. Проверка геометрии и размеров с точностью до сотых долей миллиметра после обработки гарантирует , что клапаны функционируют отлично. Второй этап промывки гарантирует , что требования к технической чистоты выполнены. И, наконец, сборка рабочий подходит защитный кожух и заглушки. Если часть проходит последующее испытание на герметичность, он готов к последней стадии производства — фитинга впускных и выпускных клапанов , которые соответственно пропускают воздух внутрь и выхлопных газов из камеры сгорания. Затем головка цилиндра полностью снаряжены в течение длительного срока эксплуатации высокой производительности на двигателе.