головка двигателя
Головка двигателя, или головка блока цилиндров (ГБЦ) наряду с газораспределительным механизмом (ГРМ) является одной из важных деталей и от неё зависит не только мощность и экономичность мотора, но и его долговечность. В этой статье, рассчитанной больше для новичков, я постараюсь подробно описать устройство, обслуживание и ремонт головки, а также все нюансы связанные с ней. Ну а если кто то из уважаемых читателей захочет ознакомиться с каким то нюансом более подробно, то я для этого установил в этой статье несколько ссылок, перейдя по которым можно будет попасть на более подробную статью.
Прежде чем перейти к обслуживанию или ремонту, для начала рассмотрим изготовление и устройство головки простейшего восьми-клапанного мотора. И только изучив устройство ГБЦ простейших двигателей, затем не возникнет сложностей в обслуживании более сложных головок 16 клапанных двигателей. Хотя, головка с 16 клапанами и ещё одним распределительным валом не такая уж и сложная и по сути представляет собой как бы сдвоенную 8-ми клапанную «голову», но не будем забегать вперёд.
Головка двигателя — изготовление и устройство.
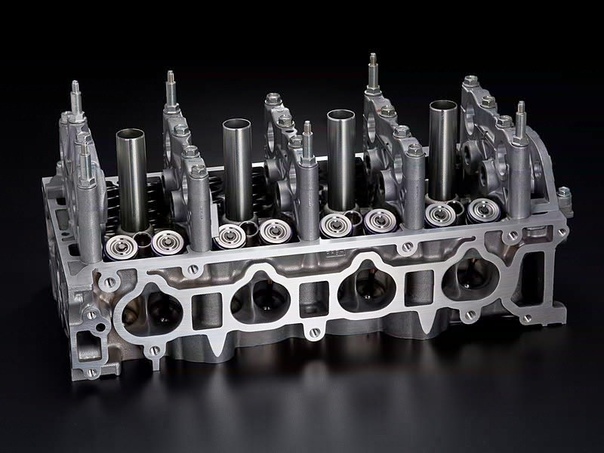
Головка блока большинства современных двигателей представляет из себя достаточно толстую плиту, отлитую из лёгкого алюминиевого сплава (на некоторых более древних моторах для материала головки использовали чугун). После отливки заготовки будущей ГБЦ, на ней фрезеруют плоскости сопряжения с блоком цилиндров и с клапанной крышкой, а также с высокой точностью растачивают нужные посадочные отверстия для постелей распределительного вала в опорах постелей (у большинства головок четырёхцилиндровых восьми-клапанных моторов имеются пять опор постелей).
Опоры постелей распределительного вала изготавливают разъёмными (из двух половин) и верхняя половина растачивается в корпусах постелей (подшипников скольжения), а нижняя опора изготавливается как одно целое с корпусом головки двигателя.
Ну а газораспределительные впускные и выпускные каналы делают изначально в момент отливки корпуса головки (современные не отливают, а фрезеруют из цельного куска материала — см. видео ниже), ну и далее шлифуют плоскости на их выходе, для крепления впускного и выпускного коллекторов, ну и сверлят отверстия и нарезают резьбу, под шпильки для крепления обоих коллекторов (впускного и выпускного). С другого конца впускных и выпускных каналов растачивают (фрезеруют) посадочные места под запрессовку сёдел клапанов, которые выполняют из жаростойких сплавов.
В районе сёдел клапанов сначала растачивают сферические камеры сгорания, количество которых зависит от количества цилиндров в блоке двигателя, а после расточки камер сгорания уже делают посадочные места под сёдла клапанов и высверливают отверстия для запрессовки направляющих втулок клапанов. А глубина камер сгорания напрямую зависит от степени сжатия конкретного двигателя и чем больше степень сжатия, тем меньше глубина камер сгорания.
А глубина камер сгорания напрямую зависит от степени сжатия конкретного двигателя и чем больше степень сжатия, тем меньше глубина камер сгорания.
Сам процесс изготовления головки двигателя из цельной болванки алюминиевого сплава, на современном фрезерном центре, желающие могут посмотреть в видеоролике чуть ниже.
Головка двигателя — привод клапанов ВАЗ 2108, 09, 10 и т.д.
1 — корпус головки, 2 — клапан, 3 — толкатель, 4 — клапанная крышка, 5 — кулачок распредвала, 6 — регулировочная шайба, 7 сальник клапанов.
Механизм привода клапанов (механизм газораспределения).
В любой головке двигателя имеется механизм привода клапанов, или как его ещё называют — газораспределительный механизм (сокращённо ГРМ). Этот механизм служит для открытия и закрытия в нужный момент впускных и выпускных клапанов. Клапаны 2 (см. рисунок слева) на более современных машинах (в том числе и на наших восьмёрках, девятках и последующих моделях ВАЗ) приводятся в действие непосредственно давлением кулачков распредвала, через цилиндрические толкатели 3.
А в специальное гнездо толкателя вставляется регулировочная шайба 6, с помощью которой производят изменение (регулировку) клапанного зазора — о регулировке зазоров клапанов с помощью таких шайб я написал отдельную подробную статью вот тут, а регулировку зазоров клапанов на более современных двигателях с системой VTEC, желающие могут почитать вот здесь.
Cнятие и установка головки двигателя автомобиля.
Прежде чем начинать ремонт головки цилиндров двигателя её необходимо снять. Как правило головку отделяют от блока мотора, если необходимо удалить нагар с поверхности камер сгорания и тарелок клапанов, ну или заменить клапаны, или направляющие втулки клапанов. Обо всех этих операциях я уже писал у себя на сайте, например вот в этой статье. Ну а сальники клапанов на большинстве моторов можно заменить и не снимая головки (о замене сальников клапанов подробно описано вот тут).
Далее я опишу последовательность действий при снятии головки двигателя на примере восьми-клапанного двигателя отечественных восьмёрок и девяток, но на других автомобилях с подобными моторами последовательность действий не сильно отличается (ну разве что за исключением некоторых мелочей).
Для начала следует установить машину на подъёмник (или подогнать к смотровой яме в гараже) и для безопасности снять минусовую клемму с аккумуляторной батареи.
- Далее следует выкрутить пробки радиатора и блока цилиндров и слить охлаждающую жидкость.
- Откручиваем гайки шпилек и отсоединяем выпускной коллектор.
- Снимаем кронштейн патрубка насоса охлаждающей жидкости.
- Снимаем воздушный фильтр, предварительно отсоединив шланги вентиляции картера от клапанной крышки и карбюратора.
- Снимаем патрубок подачи тёплого воздуха от терморегулятора воздушного фильтра, а карбюратор желательно закрыть пластиковой технологической крышкой, или хотя бы полиэтиленовым пакетом.
- Снимаем со свечей зажигания высоковольтные провода, а так же снимаем их с распределителя зажигания.
- Отсоединяем провода от датчика контрольной лампы давления масла и от датчика указателя температуры охлаждающей жидкости, а так же от карбюратора.
- Снимаем датчик распределитель зажигания (вместе с кронштейном крепления высоковольтных проводов), а так же отсоединяем от карбюратора и датчика распределителя вакуумную трубку.

- Отсоединяем от топливного насоса топливный шланг, так же снимаем с штуцера карбюратора трубку слива бензина.
- Отсоединяем от штуцера впускного коллектора трубку эконометра, а так же шланг идущий к вакуумному усилителю тормозов.
- Отсоединяем шланг от отводного патрубка рубашки охлаждения мотора.
- Отсоединяем от двигателя тросики привода дроссельных и воздушной заслонок карбюратора.
- Снимаем клапанную крышку головки двигателя, а так же пластиковый кожух ремня ГРМ.
- Переключаем рычаг коробки передач в нейтральное положение и проворачиваем по часовой стрелке коленвал двигателя (например накидным ключом за болт шкива на коленвалу) в такое положение, при котором метка на маховике (видна в лючке картера сцепления) установилась напротив среднего деления шкалы. А метка на шкиве распредвала при этом должна находиться напротив специальной метки на заднем кожухе ремня ГРМ.
- Откручиваем гайку крепления валика натяжного ролика и снимаем валик вместе с роиком и дистанционной шайбой, далее снимаем ослабший ремень ГРМ со шкивов коленвала и распредвала.
- Удерживая специальным приспособлением (его номер 67.7811.9509) шкив распредвала от прокручивания, откручиваем болт крепления шкива и снимаем его с цапфы распредвала вместе с шпонкой.
- Откручиваем гайку крепления заднего кожуха к головке двигателя и снимаем кожух.
- Откручиваем болты крепления головки цилиндров к блоку мотора, в последовательности, показанной на фото ниже и аккуратно обстучав головку пластиковой киянкой, отделяем головку от блока и снимаем вместе с прокладкой головки и блока. Эту прокладку (между блоком и головкой) повторно применять нельзя и её можно сразу выкинуть.


последовательность откручивания болтов головки двигателя
После ремонта головки устанавливаем её на место с новой прокладкой и собираем
всё в обратной последовательности, прижав головку цилиндров к блоку с помощью болтов и динамометрического ключа с положенным моментом, указанным в мануале вашего двигателя.
Перед установкой штатных болтов крепления головки к блоку, советую измерить их длину c помощью штангенциркуля и если болты крепления головки вытянулись так, что их длина превышает 135,5 мм, то такие болты использовать не советую, их следует заменить новыми. Иначе любой уставший болт при затяжке (или после её) может лопнуть в любой момент и выкрутить его будет не так то просто.
Но не это главное, а то, что лопнуть болт (или два) может во время эксплуатации машины и охлаждающая жидкость может начать просачиваться в картер и начать смешиваться с моторным маслом. А это может привести к печальным последствиям (кому интересно к каким — читаем тут).
После установки головки двигателя на своё место и затяжки болтов с положенным моментом и в правильной последовательности, показанной на рисунке слева, далее следует отрегулировать натяжение ремня с помощью специального приспособления, описанного в этой статье, и затем нужно будет проверить и отрегулировать клапанные зазоры (о регулировке клапанов подробно здесь).
Ну а ниже я подробно опишу разборку и сборку головки цилиндров двигателя переднеприводных Вазов с восьмиклапанным газораспределением, но разумеется почти так же можно произвести разборку и сборку головки и на других автомобилях с подобными двигателями, в том числе и иномарках.
Разборка и сборка головки двигателя.
Разборка. Естественно, если вам требуется заменить какую либо одну изношенную деталь, то можно не разбирать полностью головку цилиндров, а снять только ту деталь, которую нужно заменить новой. Но всё же я опишу полную разборку и сборку, так как это может пригодиться в некоторых случаях (например при капремонте).
Укладываем головку двигателя на чистый верстак, откручиваем крепёжные винты и снимаем карбюратор с проставкой, а так же теплоизолирующий экран карбюратора, если он есть. Далее снимаем выпускной коллектор, если он не был снят заранее ешё под капотом.
Так же, если не были сняты заранее, отсоединяем отводной патрубок рубашки охлаждения двигателя, выкручиваем датчик указателя температуры охлаждающей жидкости и датчик давления масла, а так же выкрутите свечи зажигания.
Далее откручиваем болты крепления постелей распредвала, желательно пометив где какой болт стоял и снимаем корпуса подшипников (крышки постелей) распределительного вала и далее вынимаем сам распредвал и снимаем сальник распредвала. Обо всех этих операциях я уже писал в статьях про замену распредвала и про ремонт постелей распредвала.
Затем вынимаем их отверстий в головке толкатели клапанов с регулировочными шайбами. Надавив на торцы клапанов с помощью рассухаривателя и сжав клапанные пружины, извлекаем сухарики, пружины с тарелками, сальники клапанов и опорные шайбы пружин, ну и далее перевернув головку двигателя, вынимаем клапана из отверстий направляющих втулок клапанов.
Сборка головки цилиндров. Отремонтировав головку (о ремонте я напишу чуть ниже) собираем всё в обратной последовательности:
- устанавливаем опорные шайбы пружин на место.
- смазываем моторным маслом стержни клапанов и новые сальники клапанов.
- надеваем с помощью оправки на направляющие (с обратной стороны головки) новые сальники клапанов (об этом я подробно писал в статье замена сальников клапанов — ссылка выше).
- вставляем со стороны камер сгорания клапана в отверстия направляющих втулок и новых сальников клапанов. Новые сальники зафиксируют клапана от выпадания.
- устанавливаем пружины и тарелки пружин и далее сжимая пружины с помощью рассухаривателя, устанавливаем сухарики в свои посадочные места.
- вставляем далее в отверстия головки двигателя толкатели клапанов с регулировочными шайбами.
- очистив плоскости сопряжения головки и корпусов подшипников от остатков прокладки, грязи и масла.
- смазываем чистым моторным маслом опорные шейки и кулачки распредвала и укладываем его в постели в таком положении, чтобы кулачки первого цилиндра были направленны вверх.
- устанавливаем сверху на свои места корпуса подшипников распредвала (крышки постелей) и затягиваем их в два приёма, как показано на рисунке ниже.
- предварительно затягиваем крепёж до прилегания поверхностей корпусов подшипников к плоскостям головки двигателя, при этом следим за тем, чтобы установочные втулки корпусов (если они есть) свободно вошли в свои посадочные отверстия.
- далее в той же последовательности окончательно затягиваем крепёж с помощью динамометрического ключа с положенным моментом (для восьмёрок и девяток ВАЗ момент 21,6 Н•м (2,2 кгс·м)).
- устанавливаем новый сальник распределительного вала, предварительно смазав его рабочие кромки чистым моторным маслом — подробно об этом читаем тут.
- остальное навесное оборудование устанавливаем на головку в последовательности, обратной разборке.

Очерёдность затяжки динамометрическим ключом болтов постелей распредвалов.
Головка двигателя — диагностика технического состояния и ремонт.
О ремонте головки двигателя я уже написал несколько статей, ссылки на которые будут опубликованы чуть ниже. А в этой статье я напишу лишь основное, что касаемо проверки технического состояния и ремонта, а так же о том, о чём я не писал в других статьях.
Ремонт треснувшей головки цилиндров.
Ремонт головки двигателя.
Ремонт постелей распредвала.
Восстановление и ремонт сёдел клапанов.
Притирка клапанов.
Ремонт резьбового отверстия в головке для свечи зажигания.
Замена направляющих втулок клапанов.
Перед деффектовкой головки тщательно отмываем её с помощью кисти и сольвента. Удаляем нагар с тарелок клапанов и с поверхности камер сгорания, с помощью мягкой латунной проволочной щётки-насадки, насаженной в патрон электродрели. Так же полезно будет удалить нагар со стенок выпускных каналов.
Далее следует внимательно осмотреть головку двигателя. На всех опорах (постелях) под шейки распредвала и в отверстиях для толкателей клапанов не должно быть трещин, царапин, задиров и других повреждений. А вообще трещины в любых местах головки недопустимы. Ну и при подозрении на попадание охлаждающей жидкости в моторное масло (конечно же при исправной прокладке головки) не помешает проверить герметичность головки цилиндров.
Для проверки герметичности следует закрыть заглушками все отверстия рубашки охлаждения и далее следует нагнетать насосом воду в рубашку охлаждения, под давлением не менее 0,5 МПа ( 5 кг/см²). При этом в течении не менее двух минут не должно наблюдаться утечек воды из головки.
При этом в течении не менее двух минут не должно наблюдаться утечек воды из головки.
Также проверку герметичности можно осуществить и с помощью нагнетания сжатого воздуха (например компрессором). Отверстия рубашки так же закрываем заглушками или листом толстого оргстекла (я об этом уже писал в статье про ремонт треснувшей головки — ссылка на статью выше), а давление сжатого воздуха, подаваемого в полости рубашки не менее 1,5 — 2 кг/см².
Перед подачей сжатого воздуха головку опускаем в ванну с горячей водой (температура примерно 60 — 80ºС) и далее подаём воздух и засекаем время. В течении не менее 1,5 минуты нигде не должно наблюдаться выхода пузырьков воздуха из головки.
Сёдла клапанов. Внимательно осматриваем рабочие фаски сёдел (зону контакта с тарелками клапанов), на которых не должно быть точечных раковин, коррозии или различных повреждений. Мелкие повреждения можно устранить с помощью шлифовки (с помощью насадки) , но при этом снимаем как можно меньше материала. Но лучше всего восстанавливать фаски сёдел с помощью специального набора, который я описал в статье о восстановлении и ремонте сёдел клапанов — ссылка на статью выше (в списке ссылок).
Но лучше всего восстанавливать фаски сёдел с помощью специального набора, который я описал в статье о восстановлении и ремонте сёдел клапанов — ссылка на статью выше (в списке ссылок).
О замене направляющих втулок и о самих втулках я также написал отдельную статью, ссылка на которую выше.
Клапаны. С клапанов удаляем нагар и проверяем не деформированы ли стержни клапанов и нет ли трещин на тарелках клапанов. Клапаны имеющие повреждения разумеется заменяем новыми.
Также не помешает проверить состояние рабочих фасок на тарелках клапанов. При мелких повреждениях их можно шлифануть, но при этом важно выдержать углы фасок в 45º30′±5′.
При этом расстояния от нижней плоскости тарелок клапанов до базовых диаметров (34 и 30,5 на восьмёрках девятках) должны быть в пределах 1,3 — 1,5, и 1,8 — 2,0 мм.
Пружины клапанов. Осматриваем пружины и убеждаемся в том, что на них отсутствуют трещины, а так же не снизилась ли упругость пружин, проверив их деформацию под нагрузкой (показано на рисунке справа).
Основные данные для проверки пружин клапанов двигателя ВАЗ 2108,09: А — наружная пружина, Б — внутренняя пружина.
1 — пружины в свободном состоянии, 2 и 3 — нормальные пружины при сжатии усилием, 4 и 5 прилагаемое усилие в килограммах.
Толкатели клапанов. Также осматриваем и проверяем состояние рабочих поверхностей всех толкателей, на которых не должно быть задиров, царапин, а тем более трещин. Если обнаружите дефекты, то меняйте дефектные толкатели новыми.
Также проверьте длину болтов крепления головки к блоку и если они вытянулись (допустимую длину я написал выше), то меняйте болты новыми.
Регулировочные шайбы. Осмотрите их, особенно рабочие поверхности, которые должны быть идеально гладкими, без царапин, забоин и задиров, а тем более трещин. Так же на поверхностях всех регулировочных шайб не должно быть ступенчатого или одностороннего износа или стёртого металла. Допустимы лишь концентричные следы от приработки с кулачками распредвала.
Надеюсь эта статья (и другие тоже, на которые я указал ссылки) о головке двигателя будет полезна начинающим автовладельцам или ремонтникам, успехов всем.
Как снять головку блока цилиндров на двигателе
Головка блока цилиндров (ГБЦ) является одним из важнейших составных элементов двигателя. В головке большинства современных моторов находится газораспределительный механизм, частично изготовлена камера сгорания, выполнены каналы систем смазки и охлаждения, по которым циркулируют рабочие жидкости. В случае возникновения определенных неисправностей может понадобиться снятие ГБЦ как для ремонта самой головки и механизмов внутри нее, так и для получения доступа к деталям и элементам в блоке цилиндров (например, ЦПГ).
Причины, по которым приходится снимать головку, могут быть разными. Достаточно часто ГБЦ демонтируют в результате перегрева двигателя, в случае необходимости замены прокладки головки блока цилиндров или ремонта ГРМ. Частым поводом для снятия головки также становится возникновение трещин в ее корпусе или появление других дефектов.![]() В таких ситуациях головку блока снимают для диагностики на проверочном стенде и затем проводят ремонт. Достаточно часто доработки мотора во время незначительного тюнинга или глубокого форсирования двигателя предполагают демонтаж ГБЦ. Отметим, что данная операция считается достаточно серьезной и требует определенных навыков и специального оборудования. По этой причине мы намерены далее поговорить о том, как снять головку блока цилиндров самому и сделать это правильно.
В таких ситуациях головку блока снимают для диагностики на проверочном стенде и затем проводят ремонт. Достаточно часто доработки мотора во время незначительного тюнинга или глубокого форсирования двигателя предполагают демонтаж ГБЦ. Отметим, что данная операция считается достаточно серьезной и требует определенных навыков и специального оборудования. По этой причине мы намерены далее поговорить о том, как снять головку блока цилиндров самому и сделать это правильно.
Содержание статьи
Снятие ГБЦ: порядок действий и общие рекомендации
- Перед началом работ по снятию головки блока цилиндров следует иметь все необходимые инструменты, а также динамометрический ключ. Также крайне желательно, чтобы под рукой было руководство по ремонту и обслуживанию конкретной модели силового агрегата.
- Все работы оптимально проводить в гараже, который имеет смотровую яму, или на подъемнике. В крайнем случае, можно воспользоваться эстакадой. Общий процесс подготовки перед снятием предполагает отсоединение клемм от АКБ, далее снимается сам аккумулятор.
- Следующим шагом становится отключение проводов системы зажигания, размыкание разъемов всевозможных датчиков ЭСУД. Затем сливаются техжидкости, от головки отсоединяются все шланги, патрубки и трубопроводы. Рекомендуется помечать все снятые детали маркером, а также наклеивать стикеры с пометками. Это позволит значительно упростить и ускорить процесс обратной сборки. Далее от головки отсоединяются элементы навесного оборудования, которые будут мешать снятию.
- После того, как все будет отключено, можно начинать снятие ГБЦ. Прежде всего, нужно демонтировать крышку головки блока цилиндров, снять ремень ГРМ и его защитный кожух, а также выполнить все остальные сопутствующие операции. По окончании болты крепления головки блока цилиндров нужно выкручивать в точном соответствии со схемой, которая присутствует в руководстве по эксплуатации и ремонту конкретной модели ТС.
С учетом вышесказанного становится понятно, что предстоит достаточно большой объем работ. При этом правильное выполнение данной процедуры позволит ощутимо сэкономить денежные средства, особенно если речь идет о необходимости предстоящего серьезного ремонта двигателя. Теперь давайте подробнее разберемся, как снять головку блока цилиндров на двигателе своими руками. В качестве примера рассмотрим снятие ГБЦ на хорошо известной модели Daewoo Lanos c рабочим объемом двигателя 1.6 литра и 16 клапанами.
Теперь давайте подробнее разберемся, как снять головку блока цилиндров на двигателе своими руками. В качестве примера рассмотрим снятие ГБЦ на хорошо известной модели Daewoo Lanos c рабочим объемом двигателя 1.6 литра и 16 клапанами.
Как снять головку блока самому
Прежде всего, начнем с инструментов. Для проведения процедуры демонтажа головки понадобятся: накидные ключи с торцевой головкой, динамометрический ключ, плоская отвертка, плоскогубцы, нож, кусачки молоток, отдельные емкости для слива антифриза и моторного масла. Отметим, что для эффективного снятия ГБЦ в гаражных условиях лучше выполнять данную процедуру вдвоем, то есть понадобиться пригласить помощника. Дело в том, что сама головка имеет значительный вес и ее не так просто извлечь самому из подкапотного пространства без специнструмнта. Параллельно с этим во время разборки двигателя также можно столкнуться со сложностями, которые потребуют помощи со стороны еще одного участника.
Как уже было сказано, перед началом демонтажа головки машину нужно предварительно подготовить. Подготовка предполагает слив моторного масла и ОЖ из системы охлаждения, демонтаж навесного оборудования, отсоединение трубопроводов и других элементов, которые могут мешать снятию. При этом важно понимать, что такие работы не желательно производить на горячем двигателе, то есть сразу после остановки мотора. Сначала двигатель должен немного остыть, затем сливается моторное масло. Далее следует снизить давление в системе топливоподачи, затем сливается антифриз.
Подготовка предполагает слив моторного масла и ОЖ из системы охлаждения, демонтаж навесного оборудования, отсоединение трубопроводов и других элементов, которые могут мешать снятию. При этом важно понимать, что такие работы не желательно производить на горячем двигателе, то есть сразу после остановки мотора. Сначала двигатель должен немного остыть, затем сливается моторное масло. Далее следует снизить давление в системе топливоподачи, затем сливается антифриз.
Итак, все действия по порядку.
- Если имеется пластиковая декоративная крышка, закрывающая двигатель сверху, тогда ее необходимо снять. Желательно также сразу снять защиту картера двигателя (при наличии). Затем понадобится отсоединить обе клеммы с АКБ, силовые провода отодвинуть в сторону и вынуть аккумулятор.
- Далее в подготовленные емкости сливается масло и ОЖ. Для слива масла откручивается сливная пробка в поддоне. Чтобы слить охлаждающую жидкость, нужно открутить крышку расширительного бачка и сливную пробку на радиаторе системы охлаждения. После слива рабочих жидкостей все пробки и крышки можно закрутить.
- Теперь нужно снять хомут, которым шланг подачи ОЖ крепится к радиатору печки. Для снятия плоскогубцами прижимаются металлические зацепы хомута, после чего хомут сдвигается по шлангу. После этого шланг снимается с патрубка.
- Теперь нужно ослабить натяжение приводного ремня генератора и насоса ГУР, после чего ремень снимается со шкивов. Параллельно нужно выкрутить болт крепления боковой планки генератора. Это позволит повернуть генератор на крепежном кронштейне и отвести в сторону от мотора.
- Далее следует уделить внимание фазам газораспределения. Для того чтобы фазы не сбились, поршень в первом цилиндре нужно выставить в ВМТ.
- Затем понадобится отсоединить держатель жгута проводки от кронштейна. Аналогичных действий потребует и колодка жгута. После указанную колодку и датчик температуры ОЖ нужно разъединить. Далее нужно перерезать хомут, которым провод крепится к шлангу. Теперь можно разъединить колодку жгута проводов датчика кислорода. После этого жгут проводов отводится в сторону.
- Следующим шагом становится снятие воздушного фильтра и его корпуса, после чего снимается ремень ГРМ. Затем понадобиться снять шкив распредвала. Для снятия шкив фиксируется отверткой и плоскогубцами от прокручивания, после чего можно выкручивать крепежный болт шкива.
- Теперь можно ослабить хомут и снять шланг радиатора с патрубка крышки термостата. Параллельно снимается задняя крышка-кожух привода механизма газораспределения.
- Далее разъемы РХХ, ДПДЗ и топливных форсунок отключаются от жгута проводки. После этого извлекается наконечник привода заслонки дросселя (находится в пазу). Также из прорези в кронштейне вынимается резиновый демпфер троса, что позволит отвести трос так, чтобы элемент не мешал дальнейшему снятию ГБЦ.
- Далее переходим к крышке головки блока, от которой отсоединяются патрубки системы вентиляции картера, подачи воздуха и т.д.
- Затем снимается подводящий воздушный патрубок, который отсоединяется от дросселя. Также нужно вынуть электромагнитный клапан системы ЕГР, температурный датчик ОЖ отсоединяется от жгута проводки.
- Следующим шагом становится отсоединение шланга слива горючего от штуцера регулятора давления топлива, а также шланг отвода от топливного фильтра.
- Теперь можно ослабить хомуты и отсоединить шланги подачи и слива ОЖ от патрубков в области дроссельного узла. Параллельно снимается шланг вентиляции адсорбера, датчик абсолютного давления отсоединяется от впускной трубы. Дополнительно понадобится снять хомут, который крепит шланг вакуумного усилителя тормозов.
- После этого можно разъединить катушку зажигания и провода. Наконечники свечных проводов снимаются со свечей зажигания, сами провода отключаются от катушки зажигания и убираются из моторного отсека.
- Затем ключом откручивается нижний болт крепления, которое удерживает кронштейн впускной трубы. Также торцевым ключом выкручивается пара верхних болтов. Затем можно вывести держатель патрубков системы охлаждения, которые находятся под кронштейном. После этого приемную трубу отсоединяют от выпускного коллектора.
- По окончании откручиваются болты, при помощи которых головка присоединена к блоку цилиндров. Болты надо выкручивают не сразу, а в несколько подходов. Два раза болты головки ослабляются только на половину оборота, а уже затем выкручиваются полностью. Выкручивать болты нужно с учетом определенной последовательности, которая, обычно, противоположна последовательности затяжки. Данную информацию можно найти в мануале.
- После откручивания болты следует вынуть, снять корпус распредвала и демонтировать ГБЦ. Головку можно вынимать как вместе с впускной трубой и выпускным коллектором, так и отдельно. Это будет зависеть от конкретной необходимости снять те или иные элементы.
 После слива рабочих жидкостей все пробки и крышки можно закрутить.
После слива рабочих жидкостей все пробки и крышки можно закрутить. После этого жгут проводов отводится в сторону.
После этого жгут проводов отводится в сторону. Также нужно вынуть электромагнитный клапан системы ЕГР, температурный датчик ОЖ отсоединяется от жгута проводки.
Также нужно вынуть электромагнитный клапан системы ЕГР, температурный датчик ОЖ отсоединяется от жгута проводки. После этого приемную трубу отсоединяют от выпускного коллектора.
После этого приемную трубу отсоединяют от выпускного коллектора.Прикипела головка блока цилиндров: что делать
В ряде случаев после откручивания болтов не удается снять прикипевшую головку блока цилиндров, также могут не выкручиваться шпильки. Головка блока может прикипеть на прокладке или изначально быть перетянутой на шпильках.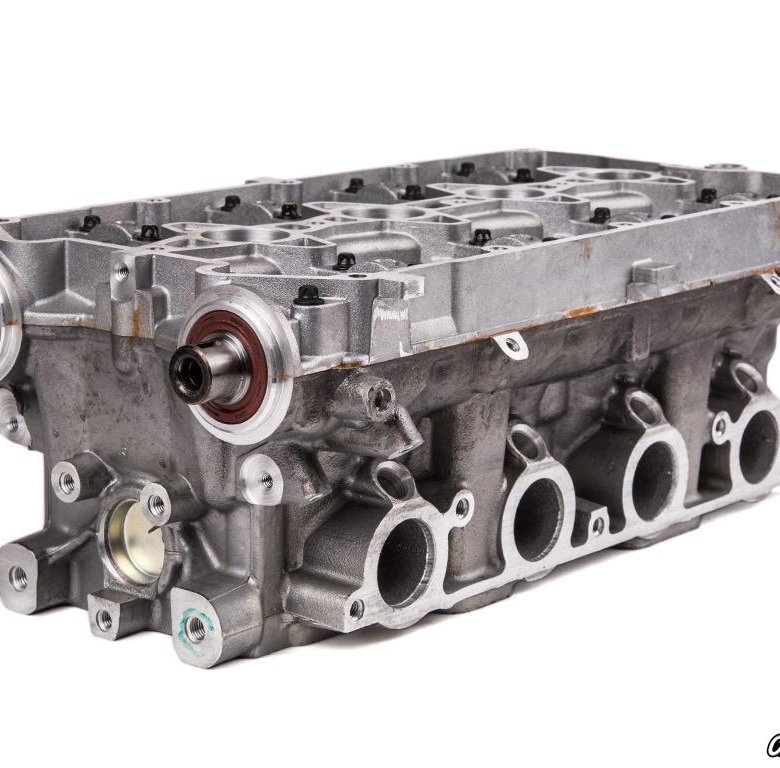 Во втором случае алюминий корпуса ГБЦ «обжимает» шпильки и крепко держится за них. В результате сдвинуть или поднять ГБЦ не удается.
Во втором случае алюминий корпуса ГБЦ «обжимает» шпильки и крепко держится за них. В результате сдвинуть или поднять ГБЦ не удается.
В такой ситуации есть несколько способов решения проблемы в гаражных условиях. Прежде всего, головку нужно попробовать обстучать со всех сторон через деревянную проставку. Если это не помогает, тогда по шпилькам можно налить немного уксуса, после чего легко простучать по торцам и бокам головки. Также можно отмочить шпильки в wd-40, затем начать расшатывать головку вверх и вниз.
Еще одним способом является подъем поршня в первом цилиндре практически в ВМТ, но так, чтобы осталось немного места, то есть поршень находился на такте сжатия. Если позволяет конструкция, можно ориентироваться по бегунку трамблера, который станет в положение первого цилиндра. Получается, клапана будут закрыты. Далее через свечное отверстие в цилиндр заливается немного моторного масла, затем свеча зажигания закручивается. После двигатель проворачивается вручную, в результате чего головка должна сдвинуться с места в том случае, если полностью откручены крепежные болты. Бывает так, что поднимется только передняя часть. Это значит, что процедуру нужно проделать и с четвертым цилиндром. Добавим, что некоторые мастера прокручивают мотор не вручную, а стартером. При этом не стоит забывать, что есть риск погнуть шатун. Если головка отошла, тогда ее нужно раскачивать и далее пробовать поднимать.
Бывает так, что поднимется только передняя часть. Это значит, что процедуру нужно проделать и с четвертым цилиндром. Добавим, что некоторые мастера прокручивают мотор не вручную, а стартером. При этом не стоит забывать, что есть риск погнуть шатун. Если головка отошла, тогда ее нужно раскачивать и далее пробовать поднимать.
Случается, что ни один способ не помогает, тогда одним из самых простых и одновременно опасных решений можно считать вставку широкой плоской стамески путем забивания прямо в прокладку ГБЦ. Забивать нужно осторожно, чтобы не повредить привалочную плоскость блока и головки. Отметим, что в ряде случаев плоскость все равно повреждается, в чем и заключается главный недостаток.
Еще одним решением, которое помогает выкрутить шпильки, является их выкручивание при помощи так называемого шпильковерта или посредством установки двух гаек. Также на шпильки можно накрутить гайки, затем обварить их сваркой и выкрутить подобно обычным болтам. Минусом можно считать то, что шпильки в этом случае нужно будет менять.
Подведем итоги
После проведения всех ремонтных работ с ГБЦ последующую сборку следует произвести в обратной последовательности, точно соблюдая момент затяжки болтов и схему обтяжки головки динамометрическим ключом на конкретном ДВС. Параллельно следует проверить состояние патрубков, шлангов и надежность фиксации всех хомутов, заменяя при необходимости отдельные детали и крепежные элементы на новые. Добавим, что перед началом сборки желательно сразу иметь в запасе новые хомуты.
В процессе сборки важно следить за тем, чтобы провода, датчики, разъемы и колодки были надежно зафиксированы и подключены. На завершающем этапе установки ГБЦ и окончательной сборки следует залить технические жидкости, проверить установку фаз газораспределения и совпадение меток ГРМ, после чего двигатель можно запускать. После запуска дополнительно проверяется работоспособность всех систем, а также герметичность соединений.
После запуска дополнительно проверяется работоспособность всех систем, а также герметичность соединений.Читайте также
Сага о китайских ГБЦ — Мастерская механической обработки деталей двигателяМастерская механической обработки деталей двигателя
Название saga, вероятно, происходит от исландского глагола segja — говорить, и обозначает как устное повествование, так и оформленное в письменном виде. (википедия)
…написано в далеком 2008 году.
Примерно 2 года назад в различных торговых фирмах появились головки производства КНР для японских дизельных и бензиновых автомобилей. Даже два года назад цены были весьма невысокими, а к настоящему времени стали просто смешными. К примеру, головки блока цилиндров (ГБЦ) всем известного тойотовского дизеля 2С, стоит от 7 до 8 тысяч р. ,при цене оригинала около 20т.р. В торговой сети происхождение этих деталей позиционируется по разному: кто-то указывает в качестве страны происхождения Тайвань, кто-то Германию и лишь немногие честно называют Китай. Большую неразбериху в определении происхождения этих деталей внесли некоторые крупные торговые компании, упаковывая детали в коробки со своими логотипами. Рассмотрим эти изделия повнимательнее.
,при цене оригинала около 20т.р. В торговой сети происхождение этих деталей позиционируется по разному: кто-то указывает в качестве страны происхождения Тайвань, кто-то Германию и лишь немногие честно называют Китай. Большую неразбериху в определении происхождения этих деталей внесли некоторые крупные торговые компании, упаковывая детали в коробки со своими логотипами. Рассмотрим эти изделия повнимательнее.
Алюминиевые головки блока двигателей 2С, 3С, 4М40, 4D56, 1KZ, WL, R2.
С горечью приходится констатировать, что качество дешевой китайской продукции не отвечает никаким, даже самым скромным требованиям.
Материал: в качестве сырья для производства ГБЦ китайцы используют, так называемый, вторичный алюминий, иными словами то, что мы им продаем в качестве лома. В результате изделия имеют высокую пористость, большое количество каверн и трещин. Хорошо, если поры раковины и трещины выходят на поверхность и могут быть выявлены при покупке изделия, но если имеют место быть скрытые дефекты, то выявляются они или при опрессовке новой ГБЦ, или после её сборки и установки на двигатель.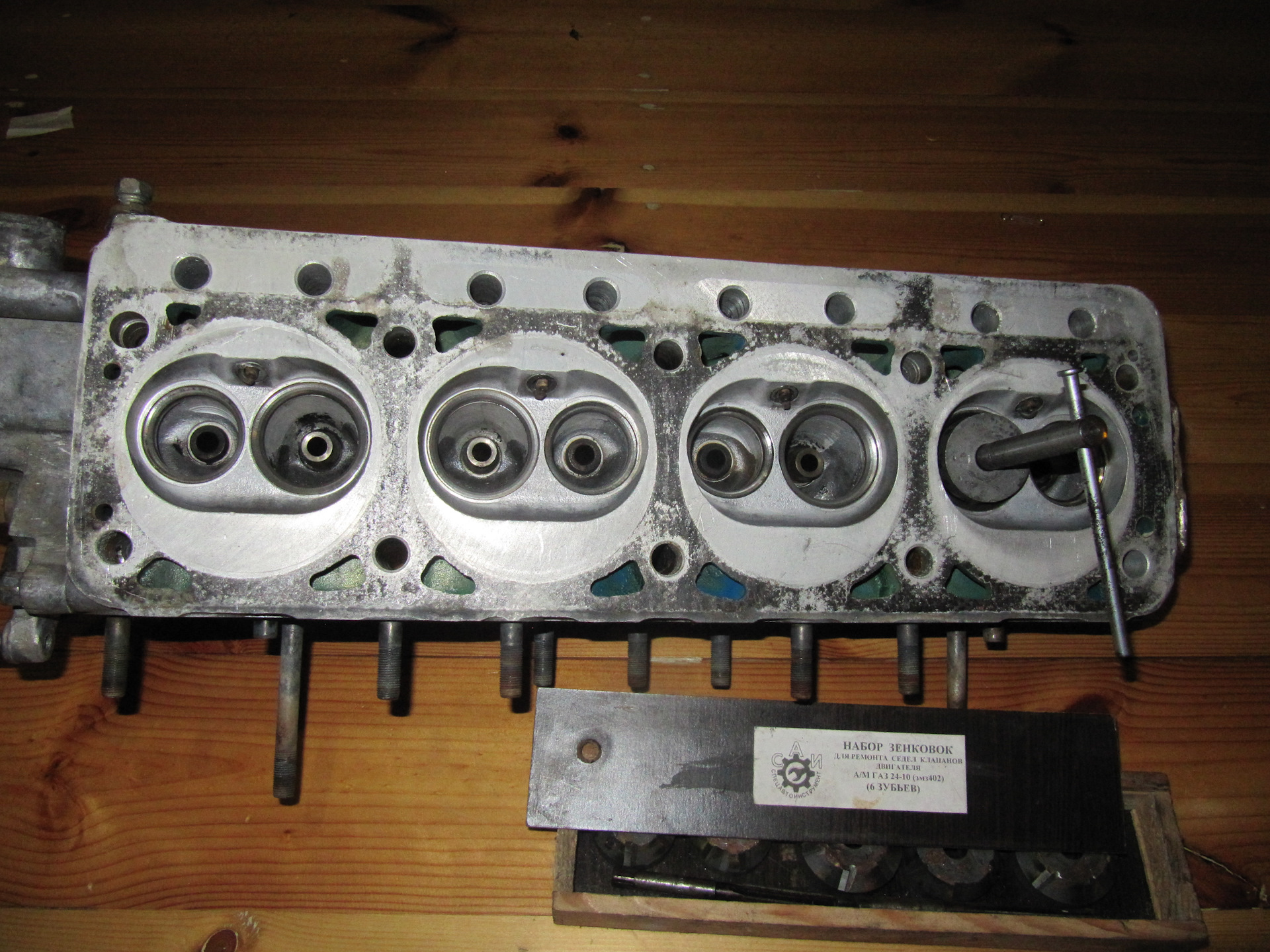
Внешний вид китайской гбц Toyota 2с:
Дефект литья замаскированный окраской «в цвет»
Раковины на плоскости коллектора R2
Надо заметить, что заниматься опрессовкой (проверкой герметичности) новой китайской ГБЦ соглашаются лишь единичные покупатели . Все остальные считают что головка новая и проверять её незачем в результате вся операция по сборке превращается в этакую лотерею: прокатит не прокатит, и примерно в 20% случаев не прокатывает…… Извечный российский вопрос кто виноват? Как ни странно, виноватым, а точнее пострадавшим, оказывается тот, кто купил эту деталь. Магазин , как правило, возвращает деньги за бракованную деталь, но вот случаи возмещения расходов по сборке и установке на двигатель китайских поделок, пока не известны.
Резьбы очень часто выполняются не в соответствии с чертежом. Часто можно встретить вместо требуемой резьбы 16х1,5 резьбу 16х1,25. Очень часто отсутствует резьба крепления крышек распредвалов, при попытке исправить дефект и нарезать резьбу мы сталкиваемся с проблемой выкрашивания материала.
Болты и шпильки, которыми комплектуются головки блока, изготовлены из некачественного материала и не выдерживают требуемых усилий затягивания.
Болты вывернутые из новой китайской гбц .
Большое количество дефектов китайских ГБЦ выявляется после непродолжительной эксплуатации. Из-за низкой ходимости седел клапанов мы рекомендуем владельцам производить регулировку зазоров в клапанном механизме в 2-3 раза чаще, чем это предусмотрено заводскими инструкциями. После 20-30 тыс.км. пробега на многих головках приходят в негодное состояние направляющие втулки клапанов. При попытке заменить направляющие втулки выявляется, что отверстия в ГБЦ для направляющих выполнены с разбросом до 0,07 мм при норме 0,01. Из-за этого приходится в практически новых головках дообрабатывать отверстия под направляющие втулки или изготавливать направляющие втулки нестандартных размеров, т.е копировать халтуру наших восточных друзей.
Поработавшая на двигателе головка блока всегда имеет на огневой поверхности продавленности от прокладки, а процедура замены направляющих втулок всегда вызывает некоторое коробление головки. Поэтому шлифование привалочной плоскости (огневой поверхности) головки блока является желательной, а часто совершенно необходимой операцией.
Обработка плоскости китайских алюминиевых головок также сопряжена с большими трудностями. Нам попадалось несколько головок, плоскость которых просто не удалось обработать шлифованием в связи с тем, что материал налипал на круг независимо от режимов шлифования, марки круга и применяемой СОЖ . В некоторых случаях нам удавалось решить проблему извлечением вставок вихрекамер, обработкой плоскости головки резцами, а затем обработкой вихрекамер в требуемый размер на плоскошлифовальном станке. Замечу, что путь долгий и совсем не бюджетный, но другого выхода нам просто не удалось найти.
Все резьбовые заглушки установленные с завода в данных головках подлежат выворачиванию и проклеиванию резьбовой части в связи с тем, что течи в этих местах нормальное явление. Радует лишь одно, что китайцы изготовлением этих заглушек особо себя не утруждают, предпочитая переложить поиск заглушек и их установку на владельца. Тут возникает очередная проблема, если допустим, у вас двигатель 2С или 3С после 1999 года выпуска, то в этих моделях завод-изготовитель от резьбовых заглушек отказался и использует шарики для глушения каналов. При покупке китайской ГБЦ для этих моторов встаёт проблема поиска заглушек или их изготовления.
Тут возникает очередная проблема, если допустим, у вас двигатель 2С или 3С после 1999 года выпуска, то в этих моделях завод-изготовитель от резьбовых заглушек отказался и использует шарики для глушения каналов. При покупке китайской ГБЦ для этих моторов встаёт проблема поиска заглушек или их изготовления.
Чугунные головки блока моторов 2L-3L-5L, 1 HZ, 4JG2 и др.
Качество чугунных ГБЦ китайского производства немного выше, чем у ГБЦ из алюминиевого сплава. Тем не менее, стойкость седел и направляющих втулок клапанов, столь же низка, как и у алюминиевых ГБЦ. Характерным дефектом чугунных головок является нарушенная технология фрезерования привалочной поверхности для китайцев искажение по плоскости на новой гбц до 0,10 мм это в порядке вещей
вследствие чего на поверхности остаются шероховатости и следы от режущего инструмента. Такие дефекты лучше сразу устранять, в противном случае очень велик риск пробоя прокладки ГБЦ. Следствием этого может быть прорыв газов в систему охлаждения или поступление масла в охлаждающую жидкость даже при использовании оригинальных прокладок.
Геометрические размеры
Несоответствие геометрических размеров является, пожалуй, главной проблемой китайских ГБЦ. Трудность в том, что проверить все размеры в магазине при покупке очень сложно даже тому, кто занимается ремонтом ГБЦ постоянно. О простых пользователях и говорить нечего, поэтому на стадии сборки головки или монтажа их на двигатель часто возникают сложные проблемы.
Рассмотрим несколько конкретных ситуаций.
Двигатели 2С, 3С, 1KZ
Необходимо дообрабатывать сёдла, чтобы утопить клапан на глубину от 0.3 до 0.8 мм от заводской обработки. В противном случае потребуются регулировочные шайбы с размерами от 3.30 и больше. Тойота шайб толщиной более чем 3.40 не делает . Использование самодельных шайб или подкладывание под шайбу прокладок из бритвенных лезвий или фрагментов пивных банок заканчивается, как правило, тем, что шайба вылетает из гнезда толкателя и разносит вдребезги весь газораспределительный механизм .
При покупке ГБЦ к указанным двигателям необходимо очень тщательно проверить исполнение постели распределительного вала. Известны случаи, когда осевой ход распредвала в постели достигал 1мм, а радиальный зазор до 0.4 мм. ГБЦ с подобными дефектами лучше сразу вернуть в магазин в связи с тем, что избавиться от этих дефектов без использования специализированного горизонтально расточного оборудования, сварки или напыления практически невозможно.
Известны случаи, когда осевой ход распредвала в постели достигал 1мм, а радиальный зазор до 0.4 мм. ГБЦ с подобными дефектами лучше сразу вернуть в магазин в связи с тем, что избавиться от этих дефектов без использования специализированного горизонтально расточного оборудования, сварки или напыления практически невозможно.
Часто встречается неправильно выполненное отверстия под толкатель клапана. Отклонение размера достигает 0,1-0,3 мм. С таким дефектом ГБЦ тоже лучше вернуть – восстановление экономически нецелесообразно и технически трудновыполнимо.
Наиболее распространённые дефекты некоторых гбц
Двигатель 4М40
Наиболее распространенный дефект –утопленные седла клапанов, из-за этого приходится либо укорачивать клапаны, либо снижать толщину регулировочных шайб до 1,9-2,2 мм.
Выступание клапана относительно плоскости разъёма опор распредвала (китайская гбц)
Выступание клапана относительно плоскости разъёма опор распредвала (оригинал)
Утопание клапана относительно плоскости гбц (оригинал)
Утопание клапана относительно плоскости гбц (Китай)
Любой из этих методов нельзя признать технически грамотным. Подрезка штока клапана удаляет термообработанный слой, а уменьшение толщины шайб против предусмотренного производителем приводит к риску повреждения толкателя и самой шайбы. Кроме того, постановка ненормативно тонких шайб исключает возможность последующей регулировки зазоров в клапанном механизме в процессе эксплуатации, которая (вспомним о мягких сёдлах) может потребоваться очень скоро.
Подрезка штока клапана удаляет термообработанный слой, а уменьшение толщины шайб против предусмотренного производителем приводит к риску повреждения толкателя и самой шайбы. Кроме того, постановка ненормативно тонких шайб исключает возможность последующей регулировки зазоров в клапанном механизме в процессе эксплуатации, которая (вспомним о мягких сёдлах) может потребоваться очень скоро.
Крышка первой опоры распредвала, выполняющая на этих ГБЦ роль ограничителя осевого хода, как правило, шире, чем это предусмотрено чертежом на величину до1.5 мм.
Ширина крышки 1ой опоры гбц ммс 4М40 (оригинал)
Ширина крышки 1ой опоры гбц ммс 4М40 (Китай)
Распредвал в такие головки без дополнительной механической обработки крышки просто не встаёт
Подгонка этой крышки операция достаточно сложная и требует, как минимум, наличия фрезерного станка
Радиальный люфт распредвала в постелях часто достигает 0.5мм, причём всегда в 4 и 5 опорах. Выявить данный дефект лучше до сборки двигателя.
Выявить данный дефект лучше до сборки двигателя.
Установка проставочных шайб под пружину клапана также сопряжена с определенными трудностями. Из-за того, что ГБЦ выполнена с нарушениями размеров, штатные шайбы без растачивания внутреннего отверстия установить в головку невозможно.
Двигатели WL WLT
При покупке головок блока для этих двигателей необходимо внимательно измерить общую высоту ГБЦ. Очень часто эти ГБЦ попадаются с высотой, заниженной на 0.8 -1.0 мм по сравнению с требованиями чертежа. Встречаются головки с незаглушенным масляным каналом со стороны коллектора.
Опоры распредвала в нижней части очень часто имеют трещины (дефект литья). Болты опор распредвала и упорные болты рокеров распредвала , входящие в комплект китайских головок, ставить не рекомендуется лучше воспользоваться этими деталями, снятыми со старой ГБЦ
Моторы 2L,3L и 5L
Характерные проблемы — низкое качество обработки привалочной плоскости повышенная шероховатость поверхности и иногда неплоскостность у новых ГБЦ, достигающая 0. 10 мм.
10 мм.
Материал седел традиционно для китайских головок мягок. В подавляющем числе случаев у новых ГБЦ приходится дообрабатывать форму и размеры седел.
Качество поверхности китайской гбц
Поверхность оригинальной гбц не подвергавшейся обработке плоскости
Высота оригинальной гбц не подвергавшейся обработке плоскости
Высота новой китайской гбц
Двигатель R2
Ширина рабочей фаски седла клапана у новой ГБЦ достигает3 мм и более. Необходима дообработка седел с целью приведения ширины фаски в соответствие с техническими требованиями (хотя бы до1.5 мм).
В этих головках совершенно необходимо производить проклейку заглушек горизонтального масляного канала . Радиальный люфт распредвала может достигать 4мм.
Та самая заглушка масл канала двиг R2
Двигатель 4д56
Существуют 2 основные версии этой ГБЦ, предусмотренные конструкцией двигателя. Это версии 0.8 и 3.0. Данные цифры есть ничто иное, как утопание седла от плоскости ГБЦ. В первом случае клапан относительно плоскости ГБЦ выступает, во втором утоплен. Китайские производители нашли для себя очень выгодное технологическое решение – для обоих вариантов ГБЦ используются совершенно одинаковые заготовки, которые обрабатываются совершенно одинаково. На завершающей стадии для головок версии 3.0 седло просто заглубляется на2,2 мм. То, что от седла при такой процедуре почти ничего не остается, а оставшееся сидит в теле головки с ничтожным натягом, китайских технологов совершенно не беспокоит.
Это версии 0.8 и 3.0. Данные цифры есть ничто иное, как утопание седла от плоскости ГБЦ. В первом случае клапан относительно плоскости ГБЦ выступает, во втором утоплен. Китайские производители нашли для себя очень выгодное технологическое решение – для обоих вариантов ГБЦ используются совершенно одинаковые заготовки, которые обрабатываются совершенно одинаково. На завершающей стадии для головок версии 3.0 седло просто заглубляется на2,2 мм. То, что от седла при такой процедуре почти ничего не остается, а оставшееся сидит в теле головки с ничтожным натягом, китайских технологов совершенно не беспокоит.
Распределительные валы и клапаны пр-ва КНР
Устанавливать эти детали в двигатель более чем рискованно.
Отклонение длины штока клапанов достигают +/- 1мм от величины, предусмотренной чертежом. Материал стержня клапана и тарелки иногда легко режется обычным ножом. Подобные клапаны редко выхаживают 10 т.км
Распредвалы – на одном и том же распредвале высота кулачков может различаться до 0. 3мм
Распредвал типа 2L предлагается, как универсальный, к двигателям 2L, 2LT, 2LTE, 3L и 5L, однако по геометрии кулачка он не подходит ни к одному из них. Он просто имеет какие-то свои размеры, непонятно каким образом ему доставшиеся.
Распредвалы двигателя 4м40 имеют отклонение по диаметру опорной шейки до 0.2 мм от чертежного, причём всегда в уменьшение.
Распредвалы двигателей 2С-3С имеют смещение кулачков от центра толкателей до 2 мм.
Практика эксплуатации всех перечисленных распредвалов показывает, что примерно через 1-1.5 месяца происходит следующее — кулачки распредвала изнашиваются, одновременно протирая до сквозного отверстия регулировочную шайбу со всеми грустными последствиями.
Ну вот пожалуй, на этом можно закончить описание проблем с которыми мы столкнулись за два года плотного «общения» с китайской продукцией.
В заключение необходимо добавить, что сборка подобных изделий возможна, но лишь в мастерских, обладающих достаточно большим парком специализированного оборудования и измерительного инструмента. Сборка «в гаражных условиях» превращается в головную боль владельца и мастера с абсолютно непрогнозируемыми результатами.
Сборка «в гаражных условиях» превращается в головную боль владельца и мастера с абсолютно непрогнозируемыми результатами.
Сборка и доведение до «ума» подобных изделий превращается в штучную творческую процедуру, причем весьма и весьма дорогостоящую.
Дешевизна самой детали оборачивается высокой стоимостью сборки и отсутствием возможности дать нормальную гарантию на работоспособность агрегата в целом.
Несомненно, найдутся такие, кто купил это чудо китайской технологии, сумел собрать и установить его себе на двигатель и даже проехал1000000 км без каких либо проблем. Охотно верю. Но могу сказать лишь одно — этим людям сказочно повезло.
С учетом того, что с момента написания статьи прошло достаточно много времени, часть проблем, связанных с китайскими ГБЦ, видоизменилась. Но основные проблемы по-прежнему имеют место быть.
Перепечатка статьи допускается только с обязательной ссылкой на данный сайт.
описание, особенности и нюансы работы
Головка блока цилиндров в двигателе – это достаточно специфический узел. Неисправности этого механизма могут приводить к полной неработоспособности транспортного средства. К примеру, нарушения сопряжения поверхности ГБЦ и блока цилиндров могут быть вызваны пробоем прокладки. Это влечет за собой и другие неприятности. Так, в масло попадает антифриз. В расширительном бачке и в системе охлаждения тоже будет масло. Если эксплуатировать автомобиль с такой неисправностью, то двигатель погибнет окончательно. Следовательно, проблему необходимо срочно устранять. Восстановить плоскости головки поможет такая операция, как фрезеровка ГБЦ.
Характеристика ГБЦ
Головка блока цилиндров, как уже было замечено выше, – один из важнейших узлов любых двигателей внутреннего сгорания. В головке установлены все основные детали газораспределительного механизма ДВС.
Это сложный элемент, и чаще всего изготавливается он из алюминиевых сплавов либо из легированного чугуна. Чтобы ГБЦ и блок цилиндров двигателя могли надежно взаимодействовать друг с другом, снизу ГБЦ расширена, а ее привалочная плоскость идеально ровная.
Особенности конструкции
В конструкции имеются самые разные элементы – это свечи зажигания, форсунки, свечи накала, распределительные валы. В головку интегрируются также клапана – впускные и впускные. Рядные двигатели оснащаются одной ГБЦ, а V-образные моторы имеют по отдельной головке на каждый ряд цилиндров.
Отверстия на ГБЦ необходимы для монтажа форсунок, свечей зажигания. В верхней нише установлены пружины клапанов, клапанные втулки, опорные шайбы, корпуса подшипников распредвала. Также в корпусе имеются отверстия для установки впускного и выпускного коллектора.
Когда нужна фрезеровка ГБЦ?
Итак, целью фрезеровки является процесс доводки поверхности головки, взаимодействующей с блоком цилиндров, до необходимых критериев привалочных плоскостей.
Данная операция выполняется в двух случаях. Обычно головку фрезеруют, когда делают тюнинг двигателя. Так, нередко уменьшают высоту ГБЦ, чтобы повысить степень сжатия мотора. Это не является актуальным для обычных автолюбителей, ибо обычным водителям вполне хватает штатных характеристик и возможностей ДВС.
В случае ремонта без фрезеровки ГБЦ не обойтись. Она делается обязательно. Любой капитальный ремонт двигателя не проводится без этой процедуры. Так или иначе, но любой двигатель хоть один раз, но подвергался перегреву. А перегрев пагубно влияет на привалочную плоскость. Нередко следствием перегрева является деформация головки блока. Что касается ремонта, то это могут быть любые операции. К примеру, от замены уплотнительных прокладок до ремонта или замены распределительных валов. Даже банальная пригоревшая прокладка к головке блока – уже повод для обработки.
Возможно ли фрезеровать своими руками?
Нужно понимать, что фрезеровка ГБЦ невозможна без специального оборудования, а точнее – без фрезерного станка. При наличии такого станка в гараже операция выполнима. Что касается самого станка, то главное, чтобы он был хоть немного “живой”. Вручную же можно только провести шлифовку поверхности, если пригорела прокладка.
Когда головка демонтирована с мотора и установлена на станок, первым делом важна толщина фрезерования. В данном случае нужно узнать максимальную ремонтную глубину фрезеровки. Это указано в сервисной документации к автомобилю. Если этот параметр соблюдать, то никаких проблем с двигателем не возникнет.
Не стоит пытаться выполнить работу самостоятельно. Современные станки для фрезеровки ГБЦ оснащены программной системой, которая имеет высокую точность. На глаз не удастся “снять” слой металла строго необходимой толщины. Гораздо лучше для нервов и бюджета воспользоваться услугами профессионалов.
Как зачистить поверхность от старой прокладки?
Это обязательно нужно выполнить перед шлифовкой фрезеровкой ГБЦ. Понадобится обыкновенный нож или точильный камень от заточных станков. Работая камнем, делают круговые движения или движения в форме восьмерки. Они обязательно должны быть максимально плавными.
После удаления остатков прокладки будет видно, как деформирована ГБЦ. Такую обработку следует проводить до тех пор, пока не будут выровнены все неровности. В итоге нужно получить максимально ровную и желательно зеркальную плоскость. Так обеспечивается хорошее уплотнение.
Как правильно подготовить ГБЦ?
Следует помнить, что перед выполнением работ нужно проверить плоскости. Это можно сделать своими руками. Для этого нужен набор щупов и обыкновенная линейка. Последнюю кладут по очереди на каждую диагональ нижней плоскости ГБЦ и далее подбирают щуп, который пройдет между линейкой и привалочной плоскостью. Этот метод измерений не даст особой точности, но можно примерно понять, как деформирован узел. Обычно плоскость сильно деформируется в районе поршней, где имеется нагар, или в месте пробития прокладки.
Также следует учитывать, что фрезеровка ГБЦ ВАЗа должна выполняться только после полной проверки узла на микротрещины и другие дефекты. Перед этой операцией все дефекты должны быть исключены. Для того чтобы найти трещины, понадобится специальная жидкость – она сразу же покажет дефектные места.
После нанесения жидкости на поверхность ждут пять или более минут, прежде чем смыть ее. Если поверхность ГБЦ имеет дефекты, то красящий пигмент забьется именно в трещины. Но так можно обнаружить лишь внешние огрехи.
Фрезы
Станок важен не так сильно, как набор фрез для фрезеровки ГБЦ. Наиболее распространены торцевые фрезы с пятигранными пластинами. Они производились в СССР по ГОСТ 26595-85. Это мощные режущие инструменты для черновой и получистовой обработки стали и чугуна. Но данная фреза мало подходящая для работ с чистым алюминием. Однако при необходимости качество поверхности можно улучшить. Сменные пластины на таких фрезах не имеют канавки для схода стружки. Пластина получает ударные нагрузки, но качества поверхности нет. Но эти же пластины, оснащенные такой канавкой, позволяют получить поверхность в разы качественней. Что касается выбора сплавов, то он совсем маленький – в продаже можно найти Т5К10 и Т15К6.
Чтобы выполняемой своими руками фрезеровкой ГБЦ с имеющимися инструментом добиться лучших результатов, из фрезы убирают 6 клиньев и оставляют только две пластины. При работе на станке подача должна быть невысокой, а обороты – большими.
Заключение
Не имея должного опыта работы на фрезерных станках, не стоит пытаться заниматься фрезеровкой такой ответственной детали, как ГБЦ. Лучше всего довериться профессионалам, но выбирать нужно грамотно. Сейчас услуги предоставляют разные мастера, и не все одинаково квалифицированные и опытные.
Ремонт головки блока цилиндров (ГБЦ) в компании Механика
Ремонт клапанного механизма ГБЦ (головки блока цилиндров)
В хорошо послужившей ГБЦ бывает много такого, что нужно ремонтировать. Это и постели распределительных валов, и посадочные места стаканов-толкателей, посадочные места форсунок, обработка деформированной плоскости разъема, заварка проеденных некачественной охлаждающей жидкостью раковин. В этой статье мы будем говорить только о ремонте клапанного механизма.
Ремонт клапанного механизма в самом стандартном случае заключается в замене изношенных направляющих втулок клапанов на новые и последующей правке седел клапанов с целью восстановления соосности седел и направляющих втулок.
(фото: правка седел клаппаного механизма ГБЦ Cummins)
Технология следующая: Изношенные втулки выпрессовывают из тела ГБЦ. Затем визуально осматривают посадочные места на предмет задиров, трещин и других повреждений. Если повреждений нет, производят измерения наружных диаметров направляющих втулок и диаметры их посадочных мест в ГБЦ. Если измерения показывают, что есть необходимый натяг (обычно 0,03-0,05 мм), ГБЦ разогревают в печи, направляющие втулки охлаждают и запрессовывают в посадочные места специальной оправкой которая задает выступание втулки.
Если в процессе визуального осмотра посадочных мест направляющих втулок выявлены задиры и/или измерения показывают, что натяг втулка/посадочное место недостаточный можно использовать ремонтные т.е. увеличенные по наружному диаметру направляющие втулки. В этом случае, посадочное место втулки разворачивается или даже растачивается в размер, который позволяет обеспечить необходимый натяг. Если в посадочном месте были задиры при этом они убираются.
После заперссовки направляющих втулок в посадочные места, отверстия в направляющих втулках разворачивают для получения надлежащего зазора между штоком клапана и направляющей втулкой. После этого ГБЦ устанавливается на станок для правки седел клапанов. Правка седел выполняется фасонным резцом, который создает на рабочей поверхности седла клапана обычно 3 фаски, расположенные под надлежащими углами. За закрытие клапана отвечает средняя фаска. Она выполняется под углом соответствующем углу рабочей фаски клапана.
В случаях, когда к качеству правки седел предъявляются повышенные требования, операция может быть выполнена на станке с ЧПУ. На нашем предприятии имеется такой станок марки «Newen».
ГБЦ двигателя Cummins ISF2.8, ISF3.8
Встречаются ГБЦ в которых направляющих втулок нет. Это чугунные ГБЦ где отверстия под шток клапана выполнены непосредственно в теле головки. Типичный пример ГБЦ двигателя Cummins ISF2.8, который установлен на многих модификациях Газелей. Если направляющие отверстия (втулок-то нет!) изнашиваются, то ремонт такой головки сложен и дорог. Нужно подобрать или изготовить подходящие направляющие втулки, затем произвести фрезеровку отверстий, так чтобы в них можно было установить эти направляющие втулки и развернуть их в точный размер для обеспечения необходимого натяга. Такой ремонт часто влечет за собой замену седел клапанов т.к. величина несоосности установленной направляющей втулки и седла клапана оказывается очень значительной. Т.о. часто стоимость ремонта оказывается сопостовимой со стоимостью ГБЦ. Однако, в настоящее время в нашей компании для головок этого популярного двигателя имеются ремонтные клапаны со штоком увеличенного диаметра. Т.е. не нужно инплантировать в ГБЦ направляющие втулки, а достаточно просто развернуть изношенные отверстия под штоки клапанов в соответствующий ремонтный размер, а затем произвести правку седел.
В случае значительного износа или прогорания седел клапанов, простой правкой рабочих фасок не обойтись. В таких случаях седла меняют. Старые изношенные седла выпрессовывют или врезают. Восстанавливают геометрию посадочных мест и запрессовывают готовые ремонтные или специально изготовленные седла. Само-собой рабочие фаски замененных седел необходимо править.
После замены направляющих втулок и правки седел клапаны, как правило, держат необходимое разряжение (-0,8 БАР) даже без притирки. Однако, для достижения наилучшего результата притирку все же стоит выполнить.
Если клапаны не сильно изношены, то их можно и не менять, а предварительно очистив от нагара, установить на специальный станок и абразивным кругом поправить рабочие фаски под надлежащим углом, а затем, штоки клапанов отполировать. Такое восстановление обычно обходиться существенно дешевле, чем покупка новых клапанов.
(фото: проверка геометрии направляющих клаппанного механизма ГБЦ Cummins)
После замены направляющих втулок, правки седел и притирки клапанов ГБЦ тщательно промывается (по желанию заказчика может быть выполнена и ультразвуковая мойка) на направляющие втулки устанавливаются маслосъемные колпачки (если они предусмотрены конструкцией двигателя), после чего клапаны засухаривают и ГБЦ снова готова к работе.
Ремонт головки блока цилиндров (ГБЦ) в Москве по низким ценам сервисного центра МоторТехнология
ГБЦ — головка блока цилиндров, важнейший из узлов автомобиля, отвечающий за контроль над процессом сгорания топлива в двигателе и отводом отработавших газов.
Ремонт ГБЦ, обработка сёделРемонт ГБЦ в техническом центе мотор технология
Можно выделить основные механизмы и детали головки блока цилиндров:
- Корпус головки блока, в котором размещены все механизмы, каналы системы охлаждения, маслопровод и камера сгорания.
- Отверстия с резьбой или посадочной плоскостью для монтажа свечей зажигания или форсунок.
- Прокладка головки блока.
- Камера сгорания, в которой происходит воспламенение рабочей смеси.
- Газораспределительный механизм.
- Привод газораспределительного механизма.
- Посадочные плоскости и резьбовые крепления для впускного и выпускного коллектора.
К несъемным деталям головки блока относят седла клапанов, которые необходимы для обеспечения герметичности газораспределительного механизма (ГРМ) и направляющие втулки клапанов. Эти детали впрессовываются в картер головки блока «на горячую», и подлежат замене только при использовании специального инструмента и термического оборудования. В гаражных условиях не рекомендуется проводить замену седел клапанов и направляющих втулок, поскольку вследствие неравномерного прогрева головки она может изменить свою геометрию, нарушится плоскость прилегания к блоку цилиндров и ГБЦ придет в негодность, или же возникнет необходимость проводить серьезные восстановительные работы.
Ремонт и обслуживание головки блока цилиндров
Все узлы и агрегаты автомобиля нуждаются в обслуживании, диагностике, а иногда и ремонте. Головка блока — не исключение. В первую очередь, повышенного внимания требуют те детали, которые нагружены больше всего. Это детали газораспределительного механизма — клапаны, сальники клапанов, сальники распредвала, прокладка головки блока. На износ деталей и правильную работу ГБЦ влияет множество факторов, но основные из них касаются обслуживания и диагностики.
Затяжка гаек без соблюдения момента усилия, который контролируется динамометрическим ключом, нарушение порядка затяжки болтов или гаек крепления головки — все это может привести к короблению корпуса головки, что ведет к выходу двигателя из строя. Есть целый ряд операций, предполагающих демонтаж головки блока — расточка цилиндров, опрессовка седел клапанов и втулок клапанов, замена самих клапанов или ремонт, доработка и шлифовка седел, шлифовка привалочной плоскости головки, и много других операций, предполагающих ее демонтаж.
При наличии определенного опыта и знаний все эти работы можно провести самостоятельно, своими руками и в гаражных условиях, за исключением тех работ, для выполнении которых необходимо иметь высокоточное оборудование. Самым же основным инструментом при ремонте и обслуживании ГБЦ является понимание процесса ее работы и знание конструкции.
Дефекты ГБЦ, не подлежащие ремонту
К сожалению, не все дефекты, возникшие при эксплуатации головки блока цилиндров, возможно отремонтировать:
- трещины, возникшие во впускном либо выпускном канале головки нельзя отремонтировать из-за невозможности подачи в данные места инструмента;
- глубокие трещины, которые скрываются с поверхности головки в форкамеру.
В случае обнаружения вышеперечисленных дефектов, ремонт невозможен, необходимо произвести замену всего узла.
Участок по ремонту ГБЦ в сервисно-техническом центре Мотортехнология
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации. Для получения подробной информации о стоимости услуг, пожалуйста, обращайтесь к менеджерам.
10 мифов о переносе головки блока цилиндров
Об авторе: Дэйв Локалио — наш давний друг и владелец / оператор Headgames Motorworks, специалиста по головкам блока цилиндров, основанного в Нью-Джерси в 2001 году. Дэйв и его команда накопили огромный опыт и знания, и в настоящее время создают одни из самых эффективных комплектов головок цилиндров и кулачков как для отечественных, так и для импортных автомобилей, будь то для использования на улицах / полосах или для полномасштабных гонок.
Миф №1.ЧПУ «лучше»
Это зависит от детали в станке. Если вы делаете головки для заготовок, стоит поговорить о точности ЧПУ, потому что вы делаете что-то с нуля, а изготовление партии гарантирует, что все они будут одинаковыми. Но когда дело доходит до обработки с ЧПУ заводской литой головки блока цилиндров, говорить о точности станка — спорный вопрос. Я говорю это, потому что заводская головка отлита, а это означает, что будут некоторые отклонения от головы к голове из-за недостатков, возникающих в процессе литья.Вот здесь-то и вступают в игру слова «сдвиг сердечника», потому что, когда мы получаем отлитые головы из цехов с ЧПУ, не бывает точно такой же. На самом деле в голове нет одинаковых портов. Вы даже можете увидеть, где ЧПУ не касалось отливки в одном порте, но касалось других. Это потому, что станок с ЧПУ не знает, где находятся порты, а только там, где они должны быть. Между тем рука каждый раз знает центр этого порта. Итак, что это значит?
Хотя ЧПУ во многих делах лучше, чем рука, когда дело доходит до переноса заводской литой головки блока цилиндров, оно действительно просто быстрее, а это означает, что он быстрее, чем любой человек мог бы шлифовать и шлифовать вашу голову.Таким образом, вместо того, чтобы ждать недели или месяцы, чтобы получить его обратно из механического цеха, кто-то с ЧПУ может разорвать его за несколько часов и поставить на полу, готовый к работе на станке. Говорить о согласованности обработки противоречивой детали не имеет смысла, кроме как продавать ее как лучший вариант. Однако из-за того, что есть ребята с головками блока цилиндров, которые делают такую плохую работу по переносу вручную, по-видимому, не взяв уроки у слепого человека с молотком и зубилом, они помогают увековечить миф о том, что перенос с ЧПУ более точен или «лучше».
Миф №2. Димпл Порты
Раз уж мы затронули эту тему, мы должны коснуться ямок на портах. Аргумент состоит в том, что он работает с мячами для гольфа, потому что создает пограничный слой воздуха и помогает ему перемещать мяч все быстрее и дальше. В порту мы стремимся создать ситуацию, при которой топливо остается за стенкой порта. Таким образом, ямочки (теоретически) помогли бы создать этот пограничный слой воздуха, который удерживал бы топливо от стенок, в состоянии приостановки и распыления.
Во-первых, если вы читаете это, более чем вероятно, что у вас есть двигатель с современным впрыском топлива. Современные топливные форсунки отлично справляются с распылением топлива, особенно в современных двигателях, где расположение форсунок спроектировано очень тщательно для оптимизации подачи. Итак, единственное истинное преимущество, которое я вижу в отверстиях с ямочками, — это если вы играете диском с головкой блока цилиндров и хотите посмотреть, насколько дальше вы можете ее бросить. Если бы была какая-то реальная основа для отверстий с углублениями, вы бы увидели это в высокопроизводительных заводских двигателях и гоночных двигателях профессионального уровня, а это просто не так.
Миф №3. Зеркальная полировка
Чарли Калп научил меня гринду. Этот человек работал со Смоки Юник еще в 1960-х (посмотрите это имя в Google, если вы не знакомы со Смоки, он — легенда гонок и новатор на уровне, которого мало кто мог коснуться), и когда они запускали вещи в NASCAR, они пробовали зеркало полировка на головках. Это не работало тогда и не будет работать сейчас. Причина в том, что когда вы делаете стенки порта слишком гладкими, воздух движется так быстро и прилипает к стенкам порта, так что топливо выпадает из суспензии, вызывая непостоянную подачу топлива в камеру сгорания.
Миф 4. Больше — лучше
Сделать порт настолько большим, насколько это возможно, очень просто. И все мы знаем, что если бы это было легко, все бы этим занимались. Но это своего рода проблема. Есть больше мест, которые верят в эту теорию, чем нет. Итак, вы получаете индустрию, полную голов, которые отлично справляются с подъемом на 0,500, но ленивы в машине. Потому что скорость означает больше, чем поток! Воздушный поток что-то значит, а большие порты и большие клапаны не равны скорости воздуха.Проще говоря, крупная фигура сияет на скамейке запасных, но бежит как собака, убегая по машине.
Миф 5. Поскольку он перенесен, он подходит для моего приложения
Это огромное заблуждение. С появлением ЧПУ у вас появилось множество специализированных магазинов и даже магазинов с ЧПУ, продающих головки в одной конфигурации. Все они портированы на максимум, с клапаном увеличенного размера и безумным расходом при максимальном подъеме. Но вот в чем проблема: вы делаете 700 и хотите больше мощности.Вы проезжаете по улице несколько сотен миль в месяц. Вы любите бить по нему. Положите на него большую головку, и он потеряет весь крутящий момент, и у него будет динамометрическая рампа, похожая на лыжный склон. Это потому, что голова слишком велика для вашего приложения. Особенно это касается автомобилей с турбонаддувом. Головка максимального усилия заставит машину лениться ускоряться. Это только повысит пиковую мощность. Вот почему запрашивать технологическую схему так неуместно. В этом случае дино имитирует технологическую схему. Из него будет получено больше варенья, но вам следует позаботиться о том, где он сделает варенье.
Миф № 6. Проточные испытания
Самый большой вопрос, который мы получаем ежедневно: «Что это за поток?» однако это абсолютно самая неправильно понимаемая часть покупки ГБЦ. И там, где чем больше, тем лучше теория продаж головки блока цилиндров. Как было сказано выше, у вас есть группа людей, которые не понимают потокового тестирования, бросают все в голову ради могущественного числа CFM на максимальном подъеме и забывают, что оно достигает этой точки только один раз, когда они должны концентрировать свои усилия на всем, что происходит. между.Клапан дважды поднимается и опускается в диапазоне подъема. Поведение головы на скамейке указывает на то, как она будет вести себя на машине большую часть времени. Почему я говорю больше всего? У нас были головы, которые текут, как гангстеры на рэп-вечеринке, но бегают, как толстяки, гоняющиеся за бананом. Вы не всегда можете поверить в стенд потока, потому что в двигателе происходит так много разных переменных, которые стенд не может уловить или учесть. Такие вещи, как перекрытие, подъем и продолжительность работы распределительного вала, могут иметь значение.Спросить, «что это за поток», не обязательно поможет вам принять правильное решение, а зачастую это сбивает с толку начинающего покупателя.
Миф № 7. Прокладка Match
Этот миф начался с бытовой стороны вещей. Со старыми головками люди открывали впускной или выпускной порт для определенной прокладки. Это должно было стать окончательным повышением производительности. По правде говоря, производители прокладок не задумываются о том, насколько большим должен быть ваш порт.Прокладка предназначена для уплотнения, а не для увеличения потока. Когда мы смотрим на истоки этого мифа, люди пытались открыть головку блока цилиндров в точке защемления, которая была бы ограничением толкателя. У спортивных компактных головок нет этого ограничения. И правда в том, что большинству голов не требуется подгонка прокладки для того уровня производительности, на котором они находятся. Здесь, в HeadGames, мы обычно ничего не открываем рядом с прокладкой до 1500 л.с. на 6-цилиндровых автомобилях и 1200 л.с. на 4-цилиндровых. Его лучше описать как соединение порта, а не соединение прокладки.Соответствие порта означает, что размер порта наиболее подходит для формы порта, а НЕ для прокладки.
Миф № 8. Задвижки клапана
Еще один вопрос, который мы получаем здесь ежедневно: «Вы выполняете работу с радиальным клапаном?» или «Вы работаете с 5-угольным клапаном?». Работа клапана — это не просто работа клапана. Вы не можете просто бросить любые 5 углов или любые углы в голову и ожидать результатов. Обычно заводская работа клапана состоит из трех углов. Почти любая головка блока цилиндров на всех автомобилях с 1960-х годов имеет угол «сиденья» 45 градусов (за исключением мускулистых Pontiac и Oldsmobile, у которых угол сиденья составлял 30 градусов).Мы говорим угол седла, потому что это угол, под которым клапан сидит, когда он закрыт. Затем идет верхний и нижний разрезы. Когда мы добавляем углы, они добавляются к нижней части 45. Примером трех углов может быть 35-45-60 углов. Когда мы увеличиваем количество углов, мы скажем 35-45-60-70-90 для 5 углов. Теперь, когда у нас есть количество углов, единственный способ действительно узнать, какие углы на самом деле нужны для головы, мы должны использовать стенд потока, дино и тестирование на треке. Мы проводим обширные и трудоемкие испытания каждой головки клапана.Не любой клапан работает только потому, что он имеет несколько углов. Они должны быть под прямым углом к конкретной головке блока цилиндров.
Также популярным вопросом является работа с радиусными клапанами. Они работают? Иногда. Они работают над всем? Нет. Радиус выглядит великолепно, пощупайте его пальцем, и вы можете подумать, что это самое потрясающее изобретение после нарезанного хлеба. Но на скамейке запасных и в машине это может разбить сердце. Бывает больше случаев, когда работа клапана полного радиуса больше навредит, чем поможет.Это особенно актуально для впускного сиденья. Воздух не любит вертеться. Любит прямые дороги. И любит ракурсы. Но не слишком много, потому что слишком много углов на маленьком сиденье может сделать его радиусом.
Миф № 9. Большие клапаны
Связанные с работой клапанов, клапаны большего размера, безусловно, являются важной частью того, почему люди их используют. Вот сделка. В сообществе мультиклапанов есть много компаний, которые делают клапаны увеличенного размера просто потому, что у них нет технологии работы клапана.Но если у вас нет технологии работы клапана, вы, вероятно, не знаете, где указать диаметр горловины. Область под седлом клапана имеет больший потенциал для потока, чем где-либо еще в головке! Он также имеет самый большой потенциал повредить потоку, будучи слишком маленьким или слишком большим!
Миф № 10. Форма порта
Форма порта — второе по величине преимущество, когда речь идет о головке с отверстиями. Когда мы переносим головы вручную, многие люди спрашивают, как узнать, когда остановиться? Что ж, ответ в форме порта.Как только форма будет нанесена на карту, вы просто сделаете всех одинаковыми. Но именно здесь скамья потока может быть вашим другом или вашим сердцем, в зависимости от того, что произойдет. Это практически невозможно расшифровать, если у вас нет испытательного стенда или если у вас нет достаточного количества портов, чтобы знать, какие формы изменяют характеристики потока на определенных головках цилиндров.
Лучший способ продемонстрировать это на примере 4-цилиндровой головки Mustang Ecoboost.
Когда мы впервые посмотрели на эту головку, было легко увидеть, как Ford полностью разделяет два впускных отверстия.Ни одна спортивная компактная голова не делает этого так далеко в порт. Порт очень длинный и маленький. Увидев другие головы на рынке, большинство из них отбрасывает центр двух портов и делает его более крупным бегуном. Выглядит потрясающе!
Итак, мы сделали один порт, чтобы увидеть, что он делает на стенде, и только этот раздел порта, чтобы увидеть, как он себя ведет. НУ … он вел себя не очень хорошо. Фактически, он потерял 40 куб. Футов в минуту почти везде. Думая, что, возможно, именно так мы его сформировали по сравнению с конкурентами, мы имитировали вход в порт для второго тестирования.Те же результаты. Было очевидно, что до сих пор никто не проверял это на стенде потока.
Итак, если мы теряем так много воздуха, куда он шел? Ну, а когда не знаешь, спроси у кого-нибудь умнее. Мы встретили наших друзей из McLaren, Дэна Арчера и Тима, «доктора воздушного потока» Коннелли. Мы прошли через порт и с помощью датчиков скорости узнали, что поток воздуха действительно переместился в угол одной стороны порта из-за разделителя! Выглядело круто, но не сработало.
Мы вернулись к чертежной доске и оставили разделитель.Портировал и просто изменил форму впускного отверстия. Прирост 90 куб. Футов в минуту! И эта голова установила национальный рекорд ЕТ.
Радиаторы головки двигателя| RC Планета
- Бесплатная доставка При заказе от $ 99 *
- Заработайте бонусов
- 1.866.787.5487
- Свяжитесь с нами
- Переключить меню
- Счет
- Сравнить
- Список желаний
- Корзина
Подробнее
- Магазин
- РАДИОУПРАВЛЕНИЕ
- ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ
- ИГРУШКИ И ХОББИ
- ПОПУЛЯРНЫЕ ССЫЛКИ
- Легковые автомобили и грузовики
- Грузовики Rock & Trail
- Полу грузовики
- Лодки
- Самолеты
- Дроны
- Вертолеты
- Танки
- Бюджетный RC
- Детали дистанционного управления
- Батарейки
- Зарядные устройства
- Кузова и аксессуары
- Шины и диски
- Радиосистема
- Двигатели
- Двигатели
- Скидки
- Полевое оборудование
- Химические вещества и клеи
- Принадлежности для отделки
- Инструменты
- Симуляторы полета
- Топливные баллоны
- Топливо
- Свечи накаливания
- Масло амортизирующее
- Очистители и обезжириватели
- Клей для шин
- Наборы инструментов
- Одежда
- Пропеллеры для дрона
- Винты для самолетов
- Футляр для переноски — сумки
- Стенды
- FPV и камеры
- Дерби из соснового леса
- Модель Ракеты
- Игры и игрушки
- Наука и обучение
- Пластиковые модели
- Одежда Модель
- Поезда
- Игровые машины
- Магазин Traxxas
- Сортировать по брендам
- Новые продукты
- Специальные скидки
- Магазин
- РАДИОУПРАВЛЕНИЕ
- Легковые автомобили и грузовики
- Грузовики Rock & Trail
- Полу грузовики
- Лодки
- Самолеты
- Дроны
- Вертолеты
- Танки
- Бюджетный RC
- Детали дистанционного управления
- Батарейки
- Зарядные устройства
- Кузова и аксессуары
- Шины и диски
- Радиосистема
- Двигатели
- Двигатели
- Скидки
- ИНСТРУМЕНТЫ И ПРИНАДЛЕЖНОСТИ
- Полевое оборудование
- Химические вещества и клеи
- Принадлежности для отделки
- Инструменты
- Симуляторы полета
- Топливные баллоны
- Топливо
- Свечи накаливания
- Масло амортизирующее
- Очистители и обезжириватели
- Клей для шин
- Наборы инструментов
- Одежда
- Пропеллеры для дрона
- Винты для самолетов
- Футляр — сумки
- Стенды
- FPV и камеры
- ИГРУШКИ И ХОББИ
- Дерби из соснового леса
- Модель Ракеты
- Игры и игрушки
- Наука и обучение
- Пластиковые модели
- Одежда Модель
- Поезда
- Игровые машины
- ПОПУЛЯРНЫЕ ССЫЛКИ
- Магазин Traxxas
- Сортировать по брендам
- Новые продукты
- Специальные скидки
- РАДИОУПРАВЛЕНИЕ
- Радиоуправляемые машины
- Автомобиль и грузовик
- Электромобили и грузовики
- Нитро автомобили и грузовики
- Газовые автомобили и грузовики
- Traxxas
- Arrma
- Redcat Racing
- Связанный
- Команда Лози
- Осевой
- HPI Racing
- Kyosho
- Тамия
- Все автомобили и грузовики
- Rock & Trail Trucks
- Полуприцепы
- Лодка
- Pro-Boat
- AquaCraft
- Traxxas
- Атомик
- Электрические лодки
- Газовые лодки
- Нитро Лодки
- Парусные лодки
- Купить все лодки
- Самолет
- Электрические самолеты
- Самолеты Нитро
- Газовые Самолеты
- Планеры — без мотора
- E-Flite
- Flyzone
- ФМС
- HobbyZone
- Великие самолеты
- ParkZone
- Купить все самолеты
- Дрон и FPV
- Дроны с камерой
- Спортивные дроны
- FPV Racer
- Лезвие
- Дромида
- Подниматься
- Traxxas
- Yuneec
- Купить все Дроны и FPV
- Вертолет
- Готов к полету
- Bind N Fly
- Купить все вертолеты
- Танки
- Бюджетный RC
- Автомобиль и грузовик
- Магазин Traxxas
- 4-Tec 2.0
- Атон
- Бандит
- Взрыв
- UDR Desert Racer
- Вертолет ДР-1
- E-Maxx
- E-Revo 1/10
- E-Revo 1/16
- E-Revo VXL 2.0
- Веселая машина
- Ято 3.3
- LaTrax Псевдоним
- LaTrax Prerunner
- LaTrax Rally
- LaTrax Teton
- Катамаран M41
- Maxx
- Нитро 4-Тек
- Нитро Рустлер
- Nitro Slash
- Нитро Спорт
- Nitro Stampede
- QR-1
- Ралли 1/10
- Revo 3.3
- Рустлер 2WD
- Рустлер 4X4
- Слэш 2WD
- Слэш 4X4 1/10
- Слэш 4X4 1/16
- Slayer Pro 4X4
- Спартанский
- Паническое бегство 2WD
- Паническое бегство 4×4
- Саммит 1/10
- Саммит 1/16
- Т-Макс 3.3
- T-Maxx Классик
- Теллурид
- TRX-4
- TRX-6
- X-Maxx
- XO-1
- Магазин Arrma
- ADX-10
- Биг Рок 4×4 3S BLX
- Фазон Напряжение
- Ярость
- Гранит 4×4 3S BLX
- Гранит 4х4 Мега
- Гранитное напряжение
- Нарушение 6S
- Кратон 4×4 4S BLX
- Кратон 6S V3
- Кратон 6S V4
- Кратон 8S
- Безграничный скоростной удар
- Мохаве 6S
- Nero 6S
- Печально известный 6S V3
- Печально известный 6S V4
- Изгой 4×4 4S BLX
- Изгой 6S V3
- Изгой 6S V4
- Raider XL
- Сентон 4×4 3S BLX
- Senton 4×4 Мега
- Senton 6S V3
- Talion 6S V3
- Talion 6S V4
- Тифон 4×4 3S BLX
- Тифон 6S V3
- Тифон 6S V4
- Вортекс
- Магазин Redcat
- Блэкаут СК
- Блэкаут SC Pro
- Затемнение XBE
- Blackout XBE Pro
- Блэкаут XTE
- Кальдера 10E
- Камуфляж TT Pro
- Камуфляж X4 Pro
- Clawback
- Данчи Trailhunter
- Дуконо
- Dukono Pro
- Землетрясение 3.5
- Эверест Gen7
- Эверест-10
- Разведчик 8-го поколения II
- Молоток
- Оползень XTE
- Lightning EP Drift
- Молния EPX PRO
- Молния СТК
- Молния STR
- Rampage MT
- РиджРок
- Рокслайд RS10
- Шредер 1/6
- Terremoto V2
- Гром EPX Drift
- Торнадо EPX
- Торнадо S30
- TR-MT10E
- TR-MT8E
- TR-MT8E BE6S
- Вулкан EPX
- Вулкан S30
- Вулкан-18
Растрескивание головки блока цилиндров — перегрев является наиболее частой причиной
Трещины в головке цилиндров — наиболее частая причина — перегревТрещина в головке блока цилиндров может привести к катастрофическому повреждению двигателя.
В некоторых случаях трещина на головке блока цилиндров может быть настолько серьезной; что замена всего двигателя — единственное лекарство.
Итак, причины появления трещин в головке блока цилиндров относительно просты, и их легко предотвратить. За исключением случаев отказа механических частей не по вине оператора.
Головка блока цилиндров, используемая в сочетании с прокладкой головки, уплотняет цилиндры двигателя. В случае незначительной утечки цилиндры могут потерять компрессию и пропуски зажигания.
Трещины в головке цилиндров — наиболее частая причина — перегревСильные трещины могут вызвать серьезные повреждения цилиндров двигателя. Итак, при замене либо ГБЦ, либо прокладки головки; убедитесь, что вы используете правильные детали.
Итак, головка блока цилиндров треснула даже в совершенно новом автомобиле. В результате у вас могут быть детали, которые были установлены неправильно или слабые места в металле.
Обязательно осмотрите любой автомобиль перед покупкой, чтобы убедиться в отсутствии неправильно установленных компонентов.Сюда входит прокладка головки блока цилиндров; потому что неправильная установка этой важной части может вызвать утечки.
Растрескивание головки блока цилиндров стало более распространенным явлением у производителей автомобилей; используют в своих двигателях смешанные металлы. Например, многие автомобили имеют твердый чугунный блок цилиндров, но алюминиевую головку блока цилиндров. Эти два металла расширяются с разной скоростью; и это может привести к растрескиванию головки блока цилиндров.
Наиболее частой причиной растрескивания головки цилиндров является перегрев
Когда автомобиль перегревается, он подвергает нагрузку все его металлические компоненты.Это включает в себя головку блока цилиндров, которая часто находится в центре нагрева. Это может привести к выходу из строя прокладки головки блока цилиндров. Следовательно, это приводит к растрескиванию головки блока цилиндров из-за деформации компонентов и утечки давления. Все водители должны правильно обслуживать свои автомобили, чтобы не допустить перегрева.
Не делай хуже, чем есть
Многие водители по ошибке заливают радиатор прохладной водой при перегреве двигателя. Это не лучшая идея, потому что резкое изменение температуры вызовет; растрескивание ГБЦ из-за термического напряжения.В том случае, если ГБЦ переживает перегрев; водитель может непреднамеренно разрушить его, пытаясь сделать добро.
Трещина в головке блока цилиндровТрещины в головке блока цилиндров также могут быть вызваны локальными горячими точками в двигателе. Обычно они представляют собой отказ какой-либо части системы охлаждения. Всегда обращайте внимание на горячие точки; особенно если прокладка головки блока цилиндров недавно вышла из строя.
Горячие точки часто вызваны:
- Неравномерное расширение деталей двигателя
- Негерметичные шланги
- Предварительное зажигание в цилиндрах двигателя
Не отставайте от общего технического обслуживания
Во избежание перегрева убедитесь, что ваш радиатор залит и находится в хорошем состоянии; с плотно закрытой крышкой.Кроме того, убедитесь, что термостат вашего двигателя находится в хорошем рабочем состоянии; и точно отражающий температуру. Убедитесь, что у вас нет натянутых ремней и негерметичных шлангов; и что вентилятор работает эффективно.
Итак, если ваш двигатель действительно перегревается, остановитесь, выключите двигатель; и дайте ему полностью остыть, прежде чем добавлять воду.
Диагностика плохой прокладки головки по симптомам может ввести в заблуждение
Неисправная прокладка головки блока цилиндров — это НЕ единичное дело.Прокладки головки могут выйти из строя по-разному. Возможны многие типы отказов, каждый с разными симптомами. Симптомы, которые мы можем заметить, будут зависеть от того, как и где выходит из строя прокладка головки. Выхлопные газы сразу разрушают ингибиторы в охлаждающей жидкости; и установите кислотные условия.
Побочные эффекты протекающей прокладки головки
Это достаточно плохо, но тогда охлаждающая жидкость будет проводить электричество.