Как варить сваркой электродами для начинающих
В гараже, на даче, в частном доме что-то да приходится подварить. Для таких задач совсем не обязательно заканчивать курсы сварщиков — достаточно иметь бытовой сварочный аппарат, средства защиты, расходные материалы и немного потренироваться. Рассказываем, как правильно сваривать металл электродами начинающим и каких ошибок избегать при этом.
В этой статье:
Виды электросварки
Все виды электросварки заключаются в возбуждении электрической дуги между двумя концами разной полярности. При этом выделяется температура до 5000 градусов, которая плавит основной металл и присадочный, образуя сварное соединение.
Электросварку можно выполнять сварочным трансформатором. У него простейшая конструкция из первичной и вторичной обмотки, за счет которых напряжение понижается до безопасных значений, а сила тока возрастает. Трансформаторы варят переменным током, сильно гудят, дуга трещит и плюется.
Электросварка при помощи инвертора выполняется на постоянном токе, у которого предварительно была повышена частота (еще на стадии переменного), а затем ток был выпрямлен. Это обеспечивает:
Инверторы компактнее по размерам чем трансформаторы и меньше садят сеть. Есть модели на 220 и 380 V. Новичку лучше начинать варить инвертором РДС (ручной дуговой сварки). Такие аппараты еще называются инверторы ММА. Хороший выбор оборудования под разные задачи можно посмотреть в разделе — Аппараты ручной дуговой сварки (MMA).
Сварка полуавтоматом или вольфрамовым электродом тоже построена на плавлении металла электрической дугой, но тут задействуются другие способы защиты сварочной ванны и методы передачи присадочного металла.
Технология ручной дуговой сварки
Для РДС сварки подается ток от аппарата на рабочие кабеля. Кабель массы присоединяется к изделию, а в руках у сварщика остается кабель с электрододержателем. От температуры дуги кромки стыка расплавляются.
Чтобы увеличить количество металла в шве, используют плавящиеся электроды. По мере их сгорания жидкий металл переносится на изделие. Защита сварочной ванны от внешней среды осуществляется благодаря обмазке электрода. Сгорая, она образует плотное облако дыма, изолирующее расплавленный металл от контакта с воздухом. После остывания поверх шва остается тонкая шлаковая корочка. Она задерживает теплообмен, содействует плавному остыванию, укреплению шва. Ее отбивают специальным молотком-шлакоотделителем, чтобы визуально оценить качество соединения.
Шов формируется благодаря специальным движениям электродом. Если правильно все освоить, соединения будут равномерными по толщине и высоте, а также с нужной глубиной провара.
Как самостоятельно научиться варить электросваркой
Чтобы научиться варить ручной дуговой сваркой, потребуется собрать комплект оборудования, обзавестись индивидуальными средствами защиты, правильно настроить аппарат и освоить ряд движений.
Что нужно для работы
Сварочные аппараты
Подберите сварочный инвертор в зависимости от предстоящих задач. Для бытовых нужд (приварить калитку, сделать бак для душа) достаточно моделей на 160 А. Если нужно заварить лопнувшую раму авто, изготовить навес для стоянки — купите аппараты с силой тока 200-250 А. Зачастую для дома и гаража этого достаточно. Но, если планируете в дальнейшем свое производство, не помешает инвертор на 300 А.
Приспособления для сварки
Для подключения инвертора нужны кабеля массы и электрододержателя. Обычно они поставляются в комплекте с оборудованием, но если их нет, выберите здесь. При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
При этом обращайте внимание на длину кабелей. Для сварки за столом достаточно длины 2 м, а чтобы собирать теплицу, понадобятся кабеля 4-5 м.
Сварочные электроды
Электросварщику нужны электроды. Состав металла стержня и тип покрытия выбираются исходя из свариваемых материалов. Новичкам рекомендуем купить электроды ESAB с рутиловым покрытием, которые пригодны для ответственных конструкций и сварки во всех пространственных положениях. К тому же цена расходников вполне доступная.
Средства защиты сварщика
Не забудьте обезопасить себя от высокой температуры и вредного света электрической дуги. Купите плотные краги и защитную маску. Новичку будет легче учиться варить в маске-хамелеон, чтобы видеть, куда подавать кончик электрода. Не забудьте про закрытую обувь и плотную одежду с длинными рукавами.
Настраиваем правильно аппарат и выбираем электрод
Во многом качество шва зависит от правильности настроек аппарата.
Предлагаем сохранить таблицу настроек сварочного аппарата для ручной дуговой сварки. Характеристики приведены для работы в нижнем положении.
| Толщина металла, мм | Диаметр электрода, мм | Сила тока, А |
|---|---|---|
| 1-2 | 1.6 | 25-60 |
| 3 | 2-3 | 60-120 |
| 4 | 3 | 120-160 |
| 5-6 | 4 | 160-200 |
Как подключать электрод
Когда диаметр электрода и сила тока выбраны, можно включить аппарат и вставить электрод в электрододержатель. Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Последний может быть двух типов: пружинный и винтовой. Пружинный имеет нажимную лапку, на которую сварщик давит большим пальцем, а второй рукой вставляет электрод. Винтовой оснащен отверстием для вставки расходника и прижимным болтом. Пружинные держатели позволяют быстрее сменить электрод и помогут сэкономить время при объемных сварочных работах.
Применять самодельные электрододержатели в виде подпружиненного трезубца не советуем. Они опасны с точки зрения ТБ (Техника Безопасности), а оголенная токоведущая часть будет постоянно случайно касаться изделия, мешая процессу.
Для сварки в нижнем положении установите электрод под прямым углом относительно держателя. Если планируете варить вертикал или потолок, разместите электрод еще на 45 градусов от себя — так меньше придется сгибать запястье.
Подключаем кабеля к инвертору
Кабель массы и кабель электрододержателя имеют одинаковые разъемы для подключения к аппарату. Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Если предстоит сваривать толстый металл 5-6 мм, присоединяйте держатель к плюсу. Тогда тепло будет концентрироваться на изделии, увеличится глубина провара.
Когда требуется сварка тонкого металла, нужна обратная полярность — вставьте держатель в клемму со знаком «минус». Это уменьшит тепловложение, но варить придется быстро, поскольку кончик электрода начнет перегреваться.
Начало сварки: зажигаем дугу
Когда все собрано и подключено, надев маску, можно начинать розжигать электрическую дугу. Используйте для тренировки черновой кусок металла. Возбуждение дуги осуществляется постукиванием по поверхности или чирканьем о нее, как спичкой.
Новый электрод имеет оголенный кончик и зажигается достаточно быстро. Электрод, которым уже варили, если он успел остыть, поджигается труднее, поскольку у него на конце образовался «козырек» из обмазки. Нужно ударить 3-4 раза, чтобы ее отбить. Но не перестарайтесь, иначе без обмазки стержень начнет прилипать к изделию.
Наклон электрода
Когда дуга загорелась, не паникуйте. Привыкните к специфическому свету. Ваша задача — сперва научиться держать зазор между электродом и изделием в пределах 3-5 мм. Не пытайтесь сразу варить стык. Просто учитесь держать дугу, чтобы она не тухла (при чрезмерном удалении) и электрод не прилипал (при чрезмерном приближении).
Задача осложняется тем, что длина плавящегося электрода постоянно укорачивается, поэтому приходится приближать руку к изделию. «Твердая рука» приходит со временем, поэтому придется спалить не один электрод, прежде чем привыкните.
Когда уже освоили удержание электрической дуги, можно переходить к сварке. Прежде всего держите правильно электрод. Обычно варят, наклонив его на себя в пределах 30-60º. Некоторые сварщики выбирают оптимальное положение наклона 45º. Сварка углом назад обеспечивают хорошую видимость сварочной ванны, металл прогревается глубже. Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Сварка углом вперед (когда шов ведут от себя) содействует уменьшению прогрева. Это подойдет для соединения тонких металлов 1-2 мм.
Варить можно справа-налево или слева-направо, наклоняя электрод по разные стороны сварочной ванны. Здесь все зависит от доступа к месту соединения.
Движения электрода
На тонких металлах 1-2 мм, где две стороны плотно приставлены друг ко другу, никаких дополнительных движений не требуется. Возбуждается дуга, электрод выставляется на начало стыка, и медленно ведется вдоль линии соединения. Шов получится узкий, чешуйчатый.
На толстых металлах предусматривают зазор 1-2 мм, чтобы жидкий металл проник глубже. Если толщина пластины свыше 5 мм, необходима разделка кромок под углом 45 градусов. Тогда первый шов (называется корневой) прокладывается без дополнительных движений. А последующие нужны для заполнения ширины и требуют поперечных колебательных манипуляций. Это могут быть движения:

В идеале располагать деталь под небольшим наклоном, чтобы жидкий шлак не затекал в сварочную ванну. Если такой возможности нет, периодически делайте резкое движение кончиком электрода в сторону, откидывая шлак. Иначе возникнут непровары.
Основные ошибки
Рассмотрим основные ошибки, которые допускают новички при сварке РДС:
 Опереть руку можно на стол, колено.
Опереть руку можно на стол, колено.Советы начинающему сварщику
В конце дадим ряд советов новичкам, чтобы варить было легче. Перед наложением шва две стороны изделия обязательно фиксируются между собой прихватками. В зависимости от размеров стыка потребуется от 2-х и более точек, с расстоянием между собой 8-25 см. Это необходимо, чтобы стороны на разошлись от термического расширения, когда Вы начнете варить с одного края.
Сварка тонкого металла 1 мм электродом возможна, но потребует тренировки. Самая частая проблема — прожоги. Установите силу тока 30-40 А и вставьте электрод диаметром 1.6 мм. Под изделие подложите медную или графитовую подложку. Она не даст разогретому металлу провалиться и не прилипнет к нему. Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Ведите сварку не сплошной дугой, а прерывистой (отрывайте кончик электрода каждые 1-2 секунды от поверхности, чтобы дуга погасла). Это позволит металлу немного остыть и сократит прожоги.
Источник видео: Aurora Online Channel
Чтобы не стучать по чистовому изделию для распаливания электрода, имейте под рукой черновую заготовку. Распалите электрод на ней и сразу переходите на стык для соединения. Тогда меньше придется зачищать следы от сварки на изделии.
Новичку легче научиться варить, если аппарат обладает функцией «Антиприлипание». Когда электрод касается изделия, сварочный ток отключается. Не нужно тянуть держатель влево и вправо, пытаясь отломать расходник. С функцией «Форсаж» удобно варить тонкие металлы. При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
При маленьком токе длина дуги короткая. Когда аппарат «чувствует», что дуга вот-вот погаснет, он на мгновение повышает сварочный ток. Функция «Горячий старт» обеспечит быстрый поджиг электрода без многочисленных постукиваний. Это актуально, если работы ведутся на ржавом металле. Тогда не придется предварительно много зачищать.
Остались вопросы
Оставьте Ваши контактные данные и мы свяжемся с Вами в ближайшее время
Обратная связь
Какой сваркой варить кузов
Самый распространённый аппарат, который можно встретить в нашей стране, сваривает при помощи электродов. Работать с ним просто и достаточно быстро. Однако шов получается весьма грубым, поэтому корпус автомобиля им варить не стоит. А в остальные места легкового автомобиля с таким устройством пролезть достаточно сложно, не говоря уже о том, чтобы обеспечить требования техники безопасности работ. А вот сварить лопнувшую автомобильную раму или оторвавшийся крюк с его помощью можно.
А вот сварить лопнувшую автомобильную раму или оторвавшийся крюк с его помощью можно.
Сварка кузова инвертором очень быстрая и удобная, а швы получаются незаметные и прочные. Сам аппарат весит немного, а параметры сварки легко регулируются для различных условий работы. Однако варить толстый металл подобным устройством не получится, поэтому инвертор применяют в основном для сваривания корпуса автомобиля.
Самым же универсальным сварочным аппаратом является так называемый углекислотный полуавтомат. Сварка кузова полуавтоматом берет и достаточно тонкий (от 0,8 мм), и толстый (до 6 мм) металл. Поэтому он может использоваться вместо обоих вышеописанных аппаратов, тогда как заменить его ни один из них по отдельности не сможет. К тому же научиться работать с полуавтоматом проще, чем варить с электродами, а цена его меньше, чем у инвертора.
Сварка кузова полуавтоматом
Именно ему отдают предпочтение, решая, какой сваркой варить кузов. Таким способом можно восстановить любой элемент машины, приварить заплаты и новые детали.
При сварке таким аппаратом весь процесс протекает в углекислотной среде. За счёт этого в зону сварки не попадает кислород, то есть не происходит окисление металла, и он не сгорает (как это происходит при электродной сварке). Поэтому металла сохраняется больше, а вредных примесей в воздух выбрасывается меньше.
Недостатком полуавтомата можно назвать только его стационарность, так как баллон весит довольно много, и выполнять сварку придётся только в определённом месте. Хотя для ремонта автомобиля это не страшно – ведь, скорее всего, вы будете варить его в гараже. Или вообще обратитесь в сервис – и этот вариант будет самым лучшим. Так не придётся тратить время, да и на аппарате вы сэкономите, и о правилах безопасности (а они при обращении с газом, находящимся под давлением, очень серьёзные) задумываться не будете.
Сварка кузова инвертором
Сварка инвертором производится при помощи токов высокой частоты (до 2000 Гц). Его преимущества по сравнению с другими типами аппаратов в компактности и высокой скорости работы. А ещё у него есть множество режимов работы, часть из которых может легко освоить даже начинающий сварщик. Из недостатков можно выделить немаленькую цену и сложность в сварке деталей толщиной более 3 мм. Кроме того, пыль на поверхности свариваемого металла может вызвать поломку аппарата.
А ещё у него есть множество режимов работы, часть из которых может легко освоить даже начинающий сварщик. Из недостатков можно выделить немаленькую цену и сложность в сварке деталей толщиной более 3 мм. Кроме того, пыль на поверхности свариваемого металла может вызвать поломку аппарата.
Похожие записи:
Ремонт кузова автомобиля холодной сваркой для металла
Ремонт кузова автомобиля холодной сваркой для металлаХолодная сварка представляет собой специальное вещество для соединения металлов без необходимости их разогрева. Благодаря специальному составу, две металлические детали, плотно прижатые друг к другу, образуют неразъёмное и прочное соединение.
Способ ремонта кузовов автомобилей при помощи холодной сварки, позволяет устранить мелкие и крупные дефекты, вернуть первозданный внешний вид транспортному средству.
Что такое холодная сварка и из чего она состоит
Основными компонентами холодной сварки являются: смола, наполнитель и отвердитель. Последнее вещество отвечает за застывание, оно имеет специальную химическую формулу. Наполнитель призван улучшить вязкость холодной сварки, а смола, является основным её синтетическим компонентом.
Последнее вещество отвечает за застывание, оно имеет специальную химическую формулу. Наполнитель призван улучшить вязкость холодной сварки, а смола, является основным её синтетическим компонентом.
Чтобы отремонтировать кузов автомобиля, подходит любая холодная сварка для металла.
К основным преимуществам холодной сварки, относятся:
- Быстрое затвердевание, которое происходит за 10-60 минут;
- Лёгкость использование, для этого нужно смешать оба компонента холодной сварки, после чего полученную массу применить для соединения деталей;
- Хорошие свойства касательно механической прочности и выдерживания повышенных температур.
Затвердевшую холодную сварку можно всячески обрабатывать: шлифовать, сверлить, подтачивать.
Ремонт кузова автомобиля холодной сваркой для металла
Чтобы качественно отремонтировать кузов автомобиля холодной сваркой, необходимо правильно подготовить металл.
Во-первых, на ремонтируемом участке кузова не должно остаться следов краски, грязи и грунтовки. Его поверхность должна быть очищена до чистого металла и полностью избавлена от пыли. Также, если на повреждённом участке кузова имеется ржавчина, то от неё нужно обязательно избавиться. Ржавчина сильно вредит сварке, об этом рассказывалось на сайте mmasvarka.ru.
Его поверхность должна быть очищена до чистого металла и полностью избавлена от пыли. Также, если на повреждённом участке кузова имеется ржавчина, то от неё нужно обязательно избавиться. Ржавчина сильно вредит сварке, об этом рассказывалось на сайте mmasvarka.ru.
Затем, используя бензин, керосин или растворитель, необходимо хорошо обезжирить подготовленную поверхность. Только после всех вышеперечисленных манипуляций, можно приступать к ремонту кузова автомобиля холодной сваркой.
Как осуществить данную процедуру:
- Если в гараже температура 0 градусов или ниже, то обязательно следует нагреть ремонтируемую поверхность кузова строительным феном;
- Затем необходимо взять нужное количество холодной сварки и тщательно её размять пальцами. При этом смола, наполнитель и отвердитель, должны хорошо перемешаться и стать однородной массой. Если холодная сварка прилипает к рукам, то можно смочить их водой;
- После этого, следует нанести холодную сварку на кузов автомобиля и хорошо её разровнять небольшим шпателем.


После застывания, а время на это может понадобиться разное, все во много зависит от состава холодной сварки, можно приступать к обработке кузова. Как было сказано выше, затвердевшую холодную сварку можно смело шлифовать, и даже нарезать в ней резьбу, если это требуют ремонтные работы.
Поделиться в соцсетях
Когда пора на сварку? Оцениваем состояние кузова автомобиля
Вопрос состояния кузовных деталей — один из передовых аспектов сохранности вашего автомобиля. Сегодня самая ценная деталь транспортного средства — это кузов. Все остальное является запчастями, всю начинку можно заменить и отремонтировать. А вот с кузовом дела обстоят иначе. Если дверь или капот можно просто поменять на новый или даже б/у, то вот несъемные части кузова требуют более серьезного внимания. В частности, важно не допускать коррозии, чтобы не пришлось заниматься дорогостоящим восстановлением. Но условия в нашей стране не самые лучшие для сохранности транспортного средства. Поэтому многим автовладельцам приходится регулярно посещать станции кузовного ремонта и выполнять сварочные работы, покраску автомобиля и прочие неприятные дорогостоящие процессы. В этих вопросах есть тысячи нюансов, о которых не знают владельцы автомобилей. Стоит внимательнее подойти ко всем задачам, связанным с кузовным ремонтом вашего автомобиля.
Поэтому многим автовладельцам приходится регулярно посещать станции кузовного ремонта и выполнять сварочные работы, покраску автомобиля и прочие неприятные дорогостоящие процессы. В этих вопросах есть тысячи нюансов, о которых не знают владельцы автомобилей. Стоит внимательнее подойти ко всем задачам, связанным с кузовным ремонтом вашего автомобиля.
Самые неприятные повреждения — это ржавчина на порогах, колесных арках, а также на днище. Все детали, которые невозможно просто открутить и заменить, ржавеют незаметно для владельца. Когда визуальные признаки начинают появляться, уже поздно что-либо делать. Если вы приняли решение ремонтировать машину, нужно знать о многих тонкостях кузовного ремонта и сварочных работ. А еще лучше не допустить развития ржавчины, провести превентивные работы для этого. Сегодня мы поговорим как о запущенных вариантах, так и о профилактических мерах. Также обсудим, как можно продиагностировать кузов на предмет сквозной коррозии, если вы покупаете автомобиль на вторичном рынке. Все эти вопросы помогут не только осмотреть собственное авто и принять решение по кузовному ремонту, но и совершить удачную сделку по приобретению автомобиля.
Все эти вопросы помогут не только осмотреть собственное авто и принять решение по кузовному ремонту, но и совершить удачную сделку по приобретению автомобиля.
Как провести диагностику кузова и определить повреждения?
Сегодня можно встретить сотни предложений экспертов по осмотру и диагностике кузова. Такие специалисты помогают принять решение при покупке машины. Осмотр кузова можно провести и самостоятельно, для этого достаточно понимать стадии развития коррозии. Обычно стоит искать зачатки ржавчины на колесных арках в местах установки подкрылков, а также на порогах в нижней их части. Нередко ржавеют углы дверей, а также днище при отсутствии обработки. Есть несколько стадия появления ржавчины:
- незаметный для глаза процесс начинается под краской в микротрещинах и различных негерметичных местах, увидеть его можно только под специальными приборами, но это не критичные повреждения;
- далее в данных местах вздувается краска, и это действительно серьезный признак развития ржавчины, это еще не сквозная коррозия, но уже нужно плотно заниматься кузовом, чтобы избежать проблем;
- отшелушивание краски на месте ржавчины, рост пятна, которое постепенно оголяет металл и продолжает увеличивать место повреждения, подрывая близлежащие слои лакокрасочного материала;
- сквозная коррозия — это необратимый этап, на котором уже необходимо проводить сложные сварочные работы, обойтись простой обработкой не получится, начиная с данной стадии;
- разрушение кузовной детали — если и на этой стадии ремонт не проводится, то машину можно будет вскоре сдать на металлолом, при полностью разрушенном кузове транспорт ничего не стоит.

Сварочные работы реально требуются только на четвертой стадии, когда появляется сквозная коррозия. До этого можно обойтись зачисткой поврежденного места, обработкой специальными грунтами, покраской и аккуратной эксплуатацией в дальнейшем. После появления сквозных дырок в металле никакая обработка уже не поможет. Вам придется проводить сварочные работы и подвергать кузов дополнительным неприятностям. Также ценник таких работ зачастую очень высокий.
Коррозия днища и порогов — главная проблема вашего авто
Один из самых разрушительных типов ржавчины на кузове — это коррозия днища. Проблема в том, что данную часть кузова вы не осматриваете каждый день, и начавшийся процесс ржавчины может остаться незамеченным. Также эта часть кузова находится в самом благоприятном для развития коррозийных процессов месте. Здесь часто много влаги, а при работе двигателя происходит нагрев днища от выхлопной трубы. Все это способствует ускоренному развитию коррозийных процессов. Последствия следующие:
Последствия следующие:
- сначала все выглядит вполне безопасно — металлические детали просто покрываются еле заметным налетом ржавчины, это совсем не беспокоит владельца автомобиля даже при осмотре;
- затем происходят более глубокие процессы, которые не всегда видны невооруженным глазом, образуются сквозные отверстия, проходящие прямо в салон к элементам ковра и антишумки;
- начинается гниение тканевых деталей в салоне, постоянно скапливается влага, а ржавчина затрагивает совершенно все детали нижней части кузова, это уже необратимые процессы разрушения;
- дальше коррозия добирается до мест соединений и сварочных швов, переходит на пороги, при этом могут просто вываливаться целые куски днища, которые подвержены наибольшему разрушению;
- следующий этап — водитель рискует побежать ногами по асфальту, нередко выгнивают места крепления рычагов и балки подвески, отваливаются колеса прямо на ходу, это катастрофические последствия.
Если коррозия двери решается банальной ее заменой, то днище заменить крайне сложно. Даже если на рынке есть отдельные запчасти в виде металлических деталей дна, то вваривать их нереально сложно. Да и сварочные швы в мастерских далеко не такие качественные и герметичные, как на заводе. Тем более, с завода эта деталь идет целостной вместе с боковыми частями, что обеспечивает монолитность и безопасность кузова в эксплуатации. так что на последнем этапе ремонт уже лишен смысла.
Как варить днище — главные предостережения экспертов
Опытные мастера, которые проработали в сварочных цехах много лет, знают некоторые секреты кузовного ремонта. Сварка днища и порогов имеет много особенностей, которые часто не соблюдаются на СТО. К примеру, можно отдельно заменить пороги — практически для всех автомобилей есть комплекты для такой работы. Сварка днища чаще всего должна быть локальной. Такой ремонт позволяет устранить начавшиеся коррозийные процессы. Секреты грамотного ремонта днища авто следующие:
- выбирая мастера, лучше отдать предпочтение хорошей станции с качественным оборудованием, гаражный мастер даже при большом желании не сможет сделать все качественно;
- для ремонта используют подготовленный металл без зачатков коррозии, иначе ржавчина снова начнет просачиваться даже под обработкой, такие эффекты снижают срок службы транспорта;
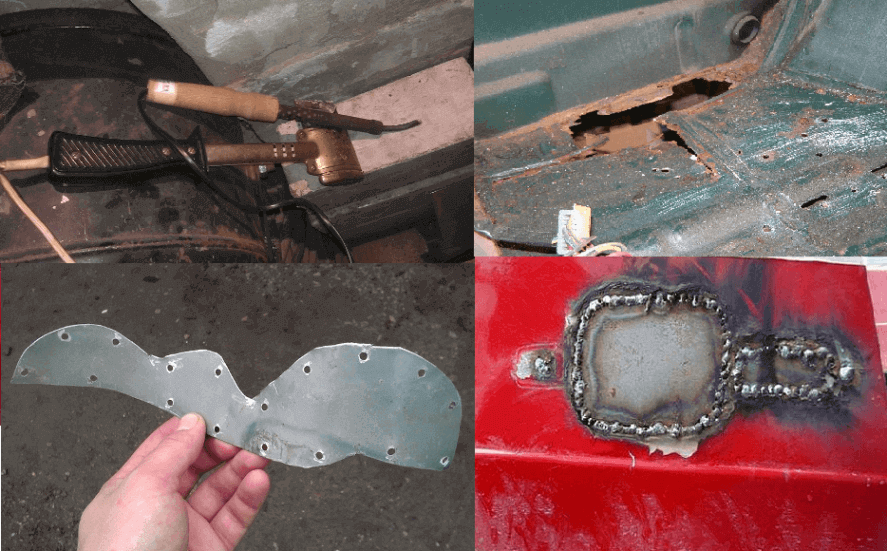
- перед сваркой необходимо не просто удалить поврежденный участок, а полностью вырезать его с запасом и зачистить края оставшегося металла до блеска, чтобы убедится в отсутствии коррозии;
- сварка проводится на полуавтоматическом оборудовании с помощью специальной проволоки, именно такой метод применяют для машин, никакие электроды в этом случае не подойдут;
- после сварки сразу же производится обработка, будет лучше, если место погрунтуют и подготовят к дальнейшим действия по защите от ржавчины, грунтуют даже детали днища после установки.

Если вы когда-нибудь видели процесс изготовления авто на заводе, то знаете, что весь кузов после сборки окунают в огромную ванну с грунтом. Это значит, что каждая металлическая деталь получает покрытие кислотного грунта, который обеспечивает неплохую защиту от коррозийного воздействия. Если после сварки не выполнить эту процедуру, то и эффект от такого процесса окажется намного хуже, чем вы можете ожидать.
Как защитить кузов от коррозии с гарантией?
Ни один мастер не может дать гарантию отсутствия коррозии на автомобиле. Дороги в России зимой посыпают различными типами солей, которые крайне негативно влияют на состояние кузова. Климатические условия идеальные для развития ржавчины. Поэтому раз в 2 года рекомендуется внимательно осматривать все детали кузова и обновлять антикоррозийную защиту. Это поможет дольше сохранить целостность кузова и избавиться от неприятностей. Обработка имеет такие особенности:
- Мастика. Это простейший состав, которым можно обработать все невидимые открытые металлические элементы. С помощью простой кисточки можно покрыть днище мастикой даже самостоятельно.
- Антикор. Существуют десятки смесей, специально предназначенных для антикоррозийной обработки металлических поверхностей. Но их лучше заливать под давлением на специальном оборудовании.
- Грунт. При покраске деталей или после сварочных работ следует провести грунтование. Грунт покупайте качественный, лучше использовать кислотные варианты для защиты металла.
- Ремонт царапин. Все сколы и царапины важно вовремя устранять, так как со временем эти неприятности неизбежно перерастают в очаги коррозии и разрушают весь кузов автомобиля.
- Качественное восстановление после ДТП. Самая распространенная причина развития ржавчины — плохое восстановление после аварий. При повреждения заводская защита кузова сильно повреждается.
 С помощью простой кисточки можно покрыть днище мастикой даже самостоятельно.
С помощью простой кисточки можно покрыть днище мастикой даже самостоятельно.Не стоит надеяться только на то, что в вашем автомобиле оцинкованный кузов. Многие производители пишут в каталогах и характеристиках о том, что кузов вообще не подвержен коррозии. Но проблема в том, что стандарты оцинковки для каждого случая разные. И если Volkswagen действительно противостоит ржавчине 7-10 лет, то Daewoo или Renault ржавеют уже после 3 лет эксплуатации. Так что верить на слово производителям не стоит, важно отслеживать все негативные изменения в кузовных деталях и вовремя устранять проблемы.
Многие производители пишут в каталогах и характеристиках о том, что кузов вообще не подвержен коррозии. Но проблема в том, что стандарты оцинковки для каждого случая разные. И если Volkswagen действительно противостоит ржавчине 7-10 лет, то Daewoo или Renault ржавеют уже после 3 лет эксплуатации. Так что верить на слово производителям не стоит, важно отслеживать все негативные изменения в кузовных деталях и вовремя устранять проблемы.
Предлагаем посмотреть видео про кузовной ремонт авто своими руками:
Подводим итоги
Современный автомобиль должен выполнять свою основную функцию — ежедневно возить владельца в комфорте и безопасности в нужные места. С ржавым кузовом эти функции машина выполнять не может никак. Так что важно правильно выполнять защиту кузовных деталей и всегда следить за наличием ржавчины и ее развитием в вашем авто. Если кузов будет поврежден сквозной ржавчиной, отремонтировать его в ряде случаев будет невозможно. А это значит, что придется искать способы утилизации или срочной продажи автомобиля за копейки. Гораздо выгоднее следить за вашим авто и не допускать таких неприятностей, как полное разрушение цельных участков кузова.
С ржавым кузовом эти функции машина выполнять не может никак. Так что важно правильно выполнять защиту кузовных деталей и всегда следить за наличием ржавчины и ее развитием в вашем авто. Если кузов будет поврежден сквозной ржавчиной, отремонтировать его в ряде случаев будет невозможно. А это значит, что придется искать способы утилизации или срочной продажи автомобиля за копейки. Гораздо выгоднее следить за вашим авто и не допускать таких неприятностей, как полное разрушение цельных участков кузова.
Выберите хорошую станцию и опытного мастера, чтобы предотвратить неожиданное появление сквозных дырок в кузовных элементах. Регулярно проводите осмотр кузова, чтобы убедиться в отсутствии значительных проблем в эксплуатации. Это поможет вам без особых проблем сохранять транспортное средство в полном порядке и не переживать о возможном сокращении ресурса из-за неприятной ржавчины. Также стоит регулярно проводить антикоррозийную обработку, чтобы не дать шанса незаметным процессам полностью уничтожить ваш автомобиль. Недорогой антикор можно выполнить и своими руками, не обязательно для этого переплачивать в мастерских. А как вы беретесь с коррозией на кузове вашего автомобиля?
Недорогой антикор можно выполнить и своими руками, не обязательно для этого переплачивать в мастерских. А как вы беретесь с коррозией на кузове вашего автомобиля?
Сварка кузова автомобиля (+ видео)
Начнем с техники безопасности при работе со сваркой!
Следует знать!
- Нужно одеть спец. одежду, которая закрывает все части тела, она защитит вас от ожогов и облучений ультрафиолетом. В специальную одежду входят: сварочные штаны, сварочная куртка, шапка, ботинки, краги, сварочная маска.
- Рядом с рабочим местом не должны находиться горюче — смазочные материалы и легко воспламеняющиеся вещества и предметы.
- Баллон с углекислотой (СО2) должен находиться на безопасном расстоянии от рабочего места (5 метров).
Это основные требования техники безопасности, которыми не стоит пренебрегать!
Теперь рассмотрим виды сварки, которыми можно варить кузов вашей машины.
Виды сварки: углекислотный полуавтомат, автоген, аргонная сварка, ручная дуговая сварка.
Углекислотный (СО2) полуавтомат
Данный вид сварки отлично подходит для сварки тонкого металла (0,8 – 6 мм.) и широко применяется в этом направлении. Углекислота служит защитным газом, а сварочная проволока – присадочным материалом.
При работе с полуавтоматом следует соблюдать скорость подачи проволоки, напряжение и давление СО2 на выходе с редуктора (2 атм.), преимуществом этого вида сварки является механическая подача проволоки.
Автоген
Это сварка происходит в результате горения, соединения ацетилена и кислорода (образуют горючую смесь). Этот способ применялся в гаражной сварке, когда полуавтоматы были дорогим удовольствием. Сварка кузова автогеном не очень хороша, по той причине, что ацетилен имеет высокую температуру горения, в последствии из металла выгорает углерод и он становится уязвимым для коррозии.
Аргонная сварка
Аргонной сваркой можно сваривать цветные металлы и сплавы, собственно этим она и хороша.
Ручная дуговая сварка
Ручную дуговую сварку редко используют для сварки кузова, и тонких металлов, но вот если нужно подварить рычаг, балку и т. д. то этот вид сварки отлично подойдет.
Итог: углекислотный полуавтомат самый оптимальный вид сварки в данном случае.
Подготовка кузов под сварку:
- Зачищаем металл от краски, масла, коррозии и прочих загрязнений
- Обезжириваем (можно ацетоном)
- Подготавливаем латки (толщина металла 1,5 – 2 мм.)
Можно приступать к сварке кузова авто
Сварка днища и остальных частей автомобиля задание не сложное, но требует соблюдение зазоров и температурного режима при сварке, от температурного режима зависит качество выполненной работы в последующей эксплуатации транспортного средства, если пренебрегать температурным режимом, то в скором времени металл потеряет свои свойства и будет менее устойчив к коррозии.
Похожие статьи
Сейчас читают:каким инвертором варить кузов и холодная сварка для глушителя
Важно отметить, что сварка листов тонкого металла очень отличается от сварки деталей, сделанных из толстого металла. При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
При сварке деталей из толстого металла не приходится беспокоиться по поводу тепловой деформации и искривления металла. Толстый металл противостоит деформации по причине своего объёма, в котором рассеивается тепло, как в радиаторе. Самое главное в такой сварке – проникновение сварочного металла, качество и прочность шва. При сварке толстого металла, такая проблема, как прожигание сваркой металла до дырки, также, отсутствует. Если же взять сварку тонких листов металла, которая часто используется при ремонте кузова, то все перечисленные проблемы становятся первостепенными.
Вы можете иметь отличные навыки владения сваркой металлических конструкций из толстого металла, но не все эти умения могут пригодятся при сварке автомобильного листового металла. Для применения сварки в кузовном ремонте нужно нарабатывать индивидуальный опыт, учитывая особенности характеристик металла кузовов автомобилей. Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Если Вы знакомы с газовой и полуавтоматической сваркой, то это поможет при изучении и обучении сварки тонколистового металла.
Есть одно сходство между электродной и газовой сваркой толстого металла и тонколистового автомобильного металла. У толстых и тонких металлов, сваренных качественно и прочно, шов выглядит одинаково ровным и красивым.
Типы сварочных соединений в кузовном ремонте
Сварочные соединения в кузовном ремонте делятся на три категории: встык, внахлёст и соединение внахлёст с пазом.
Сварное соединение встык наиболее сложное для новичка. Но после практики и понимания принципа, это соединение не сложно сделать с помощью хороших сварочных аппаратов MIG/MAG или TIG.
Соединение встык делается, когда листы металла стыкуются краями друг с другом с небольшим зазором между ними. Зазор необходим, так как металл расширяется при сварке.
Соединения внахлёст делается с небольшим наложением листов металла друг на друга. В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
В этом случае сваривается край одного листа с частью листа, которой он касается с одной или с двух сторон. Это создаёт двойную толщину металла в месте, где листы заходят друг на друга.
Соединение внахлёст с пазом требует применения специального инструмента для подготовки одного из листов. Далее край одного листа подсовывается под фланец другого и приваривается. С лицевой стороны всё выглядит, как непрерывный лист металла. Выпуклость остаётся с обратной стороны. Края листов, иногда, провариваются с двух сторон, чтобы герметизировать стык.
Инструмент для подготовки металла для соединения внахлёст с пазом
Существует ряд проблем с соединением внахлёст и внахлёст с пазом. Одна из которых — необходимость сваривать соединение дважды, если хотите, чтобы оно было герметичным. Следующая проблема заключается в том, что при сварке соединения с обеих сторон, будет выделяться тепла в два раза больше. Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Это влияет на деформацию металла. В итоге можно сказать, что нет никаких преимуществ при применении сварочного соединения внахлёст. Единственное их преимущество в том, что такое соединение делать легче для новичка. Исключение при обязательном применении такого вида соединения составляют случаи, когда нужно скопировать заводское сварное соединение внахлёст и, когда нет доступа для создания соединения встык.
Соединение встык предпочтительнее применять при наложении металлических заплат и ремонтных вставок.
Сварочные работы для кузова автомобиля
Ни один производитель не может предложить своим покупателям автомобиль с цельнолитым кузовом. На заводах по производству авто изготовляются отдельные жестяные детали, которые впоследствии соединяют в единую конструкцию путем сварки.
Крупные бренды обзаводятся для этого автоматизированными сборочными линиями и узкоспециализированными роботами.
Отметим! Технология выполнения сварных работ при сборке транспортных средств отличается от той, что применяется на производствах разного рода металлоконструкций.
Типичный метод выполнения сварных соединений на металле не подходит для сварки автомобилей, так как имеет ряд минусов.
К примеру:
- малоопытным сварщикам сложно выполнить укладку самого шва;
- при работе требуется учесть риск ведения металла ввиду его сильного локального нагрева, ведущего к неравномерному температурному расширению и деформации;
- высокий расход сопутствующих материалов: сварных электродов, проволоки и т.п.
Схема точечной сварки.
Автозаводы и СТО применяют иные технологии при сборке авто, способные при необходимости устранить дефект на его кузове, отреставрировать поврежденную деталь транспортного средства:
- стандартная электросварка;
- точечная сварка для кузова, рамы и другие детали грузовых и легковых автомобилей;
- лазерная технология выполнения сварных работ;
- применение инвертора для тонкого металла;
- холодная сварка для глушителя, бензобака, двигателя и других деталей авто из тонких металлов.
Какой сваркой варят кузов авто на заводах?
Автозаводы применяют преимущественно точечную сварку кузовов транспортных средств, позволяющую достичь следующих целей:
- свести к минимальному значению расход сопутствующих материалов;
- повысить точность позиционирования деталей в автоматизированном поточном производстве;
- устранить негативное влияние местного температурного расширения.
Суть технологии заключается в следующем:
- две детали выставляются согласно необходимой позиции относительно друг друга;
- будущую сварную точку сжимают двумя неплавящимися электродами, через которые проходит ток высокой мощности;
- два слоя металла в месте контакта крепко спаиваются друг с другом.
Особенностью технологии считается тот факт, что в процессе сварки не происходит образования сварного шва, не теряется геометрия деталей, но появляется возможность для пружинной деформации.
Все это, в целом, повышает эксплуатационный период конструкции, а также снижает негативное влияние внешних факторов на нее в дальнейшем.
Стоит заметить, что данный тип сварных операций не подразумевает герметичность соединений, но этот минус можно устранить путем нанесения специального герметика на контактирующие участки деталей.
После проведения сварных работ кузов авто окрашивают полностью, что повышает прочность швов и придает конструкции эстетический вид. Также на автозаводах активно применяется лазерная сварка кузова автомобиля, при которой термическую, электрическую или химическую энергию преобразуют в лазерный луч.
Технология полностью автоматизирована, но сопровождается высокой энергопотерей, что позволяет создавать высококачественные сварные швы, стойкие к разному воздействию извне. Выполнить сварку кузова автомобиля своими руками без большого опыта в подобных вопросах может быть затруднительно.
Как варят машину на СТО: инверторная, холодная сварка
Станции технического обслуживания транспортных средств, где применяются аналогичные заводским технологии сварки, в последние годы встречаются все реже.
Проблематика вопроса заключается в том, что точечная сварка требует не только соответствующего оборудования, но и применения большого числа разнообразных сопутствующих материалов.
По этой причине, при выполнении сварочных работ автомобилей, в автосервисе предпочтение отдают иным методам соединения металлических элементов. Так, своевременно устранить коррозийные повреждения, заменить сгнившие детали поможет инверторная сварка.
Устройство сварочного полуавтомата.
Таким оборудованием можно варить металл даже в труднодоступных местах транспортного средства, так как агрегат отличается компактными размерами и легким весом.
Инвертор имеет специфический принцип подачи напряжения на электрод, что обеспечивает минимальное разбрызгивание, возможность получить качественный сварной шов.
Однако при выполнении инверторной сварки с помощью электродов без большого опыта могут получаться неаккуратные швы, поэтому такой ремонт лучше выполнять для багажника или крыльев машины.
Если соединять необходимо тонкие детали из специальных сплавов, варить авто по обычной технологии нельзя.
В некоторых случаях применение электродов приведет к деформации и даже возгоранию материала, поэтому на автозаводах используется еще одна технология выполнения сварных работ – холодная сварка: для глушителя, бензобака, двигателя и других деталей авто из тонкого металла.
Она представляет собой особый клей на основе эпоксидной смолы, позволяющий без традиционной сварки заделать отверстия, придать швам прочность, соединить несколько металлических частей воедино. Приобрести подобные средства можно в автомагазинах.
На заметку! Хороший тон фирменных СТО – передача клиентам исправных и чистых транспортных средств. По этой причине завершающим этапом перед передачей автомобиля владельцу является мойка его кузова и чистка салона.
Фиксация
Очень неудобно делать сварной шов, если привариваемая деталь не закреплена. Хорошая фиксация обеспечивает стыковку и нужный зазор между листами металла.
Различные крепления, используемые для фиксации деталей перед сваркой
Существует множество методов фиксации деталей перед сваркой. Выбор зависит от ситуации и от предпочтений. К примеру, магниты подойдут для фиксации заплатки перед её приваркой, но будут бесполезны для удержания на месте заднего крыла автомобиля.
Среди множества фиксирующих методов и приспособлений основными являются: зажимные щипцы различных конфигураций, специальные магниты, сварочные зажимы для соединения встык (edge clips), струбцины. Каждый из перечисленных способов фиксации представляет целый класс фиксирующих приспособлений и существует в различных формах, размерах и конфигурациях. Есть приспособления, специально разработанные для фиксации соединений стык, внахлёст и внахлёст со смещением.
Зажимные щипцы можно назвать основными фиксирующими приспособлениями, которые применяют при сварке в кузовном ремонте. Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
Ограничение их в том, что необходимо место, чтобы установить зажимные щипцы. Ими можно воспользоваться, если место, которое нужно зафиксировать, расположено не дальше 30 – 40 см от места, где возможно установить зажимные щипцы. При этом щипцы достаточно громоздкие и неуклюжие.
Сварочные зажимы для соединения встык
Сварочные зажимы для соединения встык могут применяться при фиксации ремонтных вставок. Требуют наличия доступа с обратной стороны панелей. Легко устанавливаются и снимаются, а также не мешают при сварке.
Такие зажимы обеспечивают аккуратную стыковку краёв с ровным небольшим зазором. Позволяет отрегулировать и установить листы разной толщины для сваривания. Позволяет выравнивать поверхности по одной линии.
Они не приспособлены для использования на сильно изогнутых , но очень удобны при фиксации прямых панелей.
Сварка углекислотным полуавтоматом
Углекислотный полуавтомат считается одним из наиболее доступных и универсальных сварных инструментов для работы с металлом, толщиной 0,8-6 мм.
Он позволяет создавать термоустойчивые соединения наилучшего качества и применяется с целью выполнения таких работ:
- переварка порогов, лонжеронов;
- заплатка дыр;
- устранение вмятин.
На заметку! Углекислотный полуавтомат или сварка инвертором отлично подойдут для ремонтных работ с недорогими авто или машинами низкой долговечности.
Такая сварка работает по следующему принципу: двуокись углерода подается под давлением в зону выполнения сварных операций, что приводит к вытеснению воздушной смеси и обеспечивают металлу защиту от окисления. Кромки из металла плавятся, поэтому детали прочно скрепляются в единое целое.
Огромное преимущество углекислотного автомата заключается в том, что им можно варить абсолютно любой метал, но для этого в отдельных случаях может потребоваться замена двуокиси углерода на аргон. Поэтому агрегат подходит не только для ремонта рамы кузова, но и иных деталей грузовых и легковых авто.
Схема точечной сварки элементов кузова авто.
К примеру, применяется полуавтоматическая сварка для глушителя из тонкого металла. Чтобы обеспечить шву прочность важно наносить стежки длиной 2 см с шагом в 5 см. Такой сварочный аппарат выбирают для ремонта двигателя, но в сочетании с аргоном.
Для начала готовят подлежащие сварке участки авто: их полностью очищают от краски, ржавчины, загрязнения и пыли. После этого готовят само сварочное оборудование, проверяя нагрузочную способность сети.
Агрегат заряжают проволокой, сняв газовое сопло сварочной горелки, отвинтив ключом ее наконечник из меди, отведя прижимной ролик с проволокой и выставив актуальную полярность.
При наличии флюсовой проволоки на зажим нужно установить плюс, а на горелке ‒ минус. Если же применяется обычная проволока, то ‒ наоборот.
Далее конец электрода следует завести на 10-20 см в подающий канал и подвести прижимной ролик для предотвращения его осыпания, чтобы он попал в ложбинку ведущего ролика.
Оборудование включают в сеть и нажимают клавишу для подачи газа, сварной проволоки, тока. На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
На самой проволоке важно одеть, а после закрутить наконечник из меди и установить газовое сопло.
Сварка маленьких сегментов в большую конструкцию
Иногда приходится изготавливать какую-либо панель или ремонтную вставку сложной формы из нескольких простых сегментов. Многие профессиональные специалисты, занимающиеся формовкой металла и ремонтом кузова, практикуют такой способ. Это бывает необходимым, если оборудование, либо профессиональные навыки не позволяют сделать нужную панель из одного листа металла.
Интересно отметить, что в прошлом, некоторые производители делали панели сложной формы из маленьких сегментов, сваренных вместе. Впоследствии этот способ был заменён штампованием и техниками формования прокаткой.
При изготовлении ремонтной вставки сложной формы или целой панели можно применять такой метод.
Электродуговая сварка электродами
Этот вид сварки давно в прошлом применялся для соединения кузовных панелей при ремонте, а также при производстве. Сварка производилась электродами с малым диаметром, которые были спроектированы специально для тонколистового металла. Чтобы применять такой вид сварки требовалась немалая сноровка. Качество сварки было посредственным. Главной проблемой был излишний нагрев, который был причиной деформации металла и прожига насквозь. Сравнивая с сегодняшними показателями, уходило много времени на работу с таким видом сварки. Теперь такой метод является устаревшим.
Контактная точечная сварка
Контактная сварка была главным способом соединения в автомобилестроении и ремонте, начиная с 1930‑х годов. Точечная сварка осуществляется сильным прижатием электродов аппарата к металлу кузова и комбинацией интенсивного нагрева, создаваемого очень высокой силой тока за короткий интервал времени. Металл панелей кузова расплавляется в одной точке и происходит сваривание.
Преимущество точечной сварки в быстроте действия, аккуратности получаемых сварных точек и прочности соединения.
Современные легковые автомобили имеют от 3000 до 4000 сварных точек, которые соединяют отдельные детали кузова в одну конструкцию.
Есть аппараты для точечной сварки, используемые в кузовном ремонте, электродами которых не нужно сжимать область сварки. Сила прилагается только к одному листу металла, а второй лист касается первого листа и подключён к массе. Такой аппарат удобно применять, когда невозможен доступ к обратной стороне металла, к которому приваривается другая металлическая панель.
Точки контактной сварки часто не защищены от коррозии, потому что места между соединёнными панелями, подвержены притягиванию влаги. Эта проблема усугубляется тем фактом, что при воздействии точечной сварки, в местах нагрева испаряются все элементы обработки металла, такие как оцинкованное покрытие. Эта проблема уменьшается при применении специального сварочного грунта между свариваемыми панелями. Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Такой грунт содержит высокий процент цинка. Он способен проводить ток. После воздействия точечной сварки ионы цинка защищают место сварки.
Точечная контактная сварка — основные принципы и преимущества
Точечная сварка – это разновидность контактной сварки, при котором происходит локальный кратковременный нагрев и сжатие деталей в одной или нескольких точках.
Точечная сварка состоит из 3 основных этапов:
- Обжатие деталей электродами;
- Подача сварочного тока, интенсивный кратковременный нагрев и расплавление металла в месте контакта;
- Выключение тока и остывание металла в зоне сварки с сохранением усилия сжатия.
Преимущества точечной сварки:
- Благодаря нагреву и плавлению металла только в точке контакта – не происходит деформации металла из-за перегрева;
- Скорость сварки выше, по сравнению с дуговой сваркой, так как сварные точки ставятся на расстоянии друг от друга, а за счет высоких значений тока требуется меньше времени на разогрев и расплавление металла;
- Высокая степень автоматизации и роботизации процесса, что важно в условиях серийного производства;
- Стабильное качество и повторяемость результата сварки при соблюдении точности сборки;
- Меньшее потребление электроэнергии, по сравнению с полуавтоматической сваркой;
- Отсутствие необходимости применения газа или присадочных материалов.

Благодаря своим преимуществам, контактная сварка активно применяется при производстве кузова автомобиля. В конструкциях современных автомобилей насчитывается — до 5000–7000 сварных точек.
Гарантирую, в будущем у нас будут тонны полезных материалов и инсайдов из мира промышленного оборудования — не забудь подписаться на рассылку, чтобы не пропустить!
Дмитрий Ягольник
Эксперт по сварочному оборудованию
Сварка MIG/MAG
Этот тип сварки стал наиболее популярным в кузовном ремонте. Когда упоминают о сварке полуавтоматом, то имеют ввиду именно этот тип сварки.
MIG (metal inert gas) переводится, как металл с инертным газом, что совершенно не правильно отражает суть сварки. К примеру, так называемая сварка TIG (tungsten inert gas), тоже металл с инертным газом. Но все привыкли так называть этот тип сварки. MAG (metal active gas) – тот же тип сварки, только в качестве защитного газа используется активный газ, который защищает зону сварки от воздуха, а также химически реагирует со свариваемым металлом или растворяется в нём. При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (h3). Газ заправляется в баллоны и подключается к сварочному оборудованию.
При сварке стальных панелей сваркой MAG (с активным защитным газом), в кузовном ремонте чаще всего применяют углекислый газ (СО2). Также, могут применяться вариации газовых смесей, состоящие из аргона (Ar), кислорода (О2), азота (N2), водорода (h3). Газ заправляется в баллоны и подключается к сварочному оборудованию.
В процессе сварки MIG/MAG, сварочная проволока непрерывно подаётся в область сварки по мере формирования сварочного шва. Проволока несёт ток и окружена инертным (или активным) защитным газом, который поступает вместе с проволокой. Для MIG сварки обычно применяется смесь 25% — CO2 и 75% аргон. Газ помогает охладить место сварки, а также защищает от окисления, которое происходит, если бы сварка происходила без защитного газа.
Процесс сварки MIG/MAG включает в себя цикл. Когда сварочная проволока касается места сварки, создаётся короткий контур с металлической деталью, которая подключена к массе. Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
Нагрев, который генерируется коротким замыканием, расплавляет проволоку и цикл завершается. Однако, он быстро возобновляется, так как проволока продолжает поступать, создавая короткую дугу, которая является базой сварки MIG/MAG. Смена этих циклов и создаёт всем известный «трещащий» звук, характерный для сварки MIG/MAG.
При сварке оборудованием MIG/MAG, важно обеспечить правильный зазор между свариваемыми панелями. Это относится к соединению металлических листов встык. Если свариваемые листы расположены слишком близко или вплотную, то нагрев неизбежно деформирует листы. В итоге получится неровная поверхность.
Важно, также, отрегулировать поток защитного газа и скорость подачи проволоки. Сила тока выставляется в зависимости от толщины проволоки и скорости её подачи. Всё это нужно научиться настраивать экспериментальным путём. Более подробно о сварке полуавтоматом можно прочитать здесь.
Как варить машину электродами и полуавтоматом?
Сварка полуавтоматом со сварным электродом считается наиболее приемлемым видом оборудования, актуальным для ремонта ТС.
Проведение сварочных работ на грузовом или легковом автомобиле с помощью полуавтомата позволяет без дополнительных трудностей достать любой уголок авто для создания сварного шва. Это не требует глубоких знаний в области сварки и опыта в выполнении таких работ.
Таблица характеристик проволоки для сварки.
Сварочный полуавтомат в техническом плане устроен довольно просто: в его работе применяется тот же преобразователь тока, что и в остальных типах подобного оборудования, специфическими являются только актуальные расходные материалы.
Сварка полуавтоматическим агрегатом выполняется при использовании сварочной проволоки с диаметром 0,2-2мм, а также углекислого газа.
Зачастую проволока имеет медное покрытие, обеспечивающее хороший электрический контакт. А углекислота необходима для предотвращения процессов окисления, поскольку не позволяет расплавленному металлу контактировать с кислородом.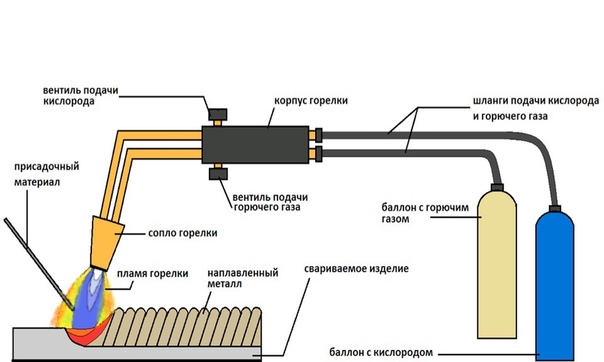
Так как в процессе сварки машины применяется углекислый газ в баллоне, полуавтомат требует и наличия редуктора для снижения давления. Оптимальное значение можно получить только при условии правильной настройки такого аппарата.
На заметку! Полуавтомат для сварки авто на СТО позволяет отредактировать и силу тока, и скорость подачи сварной проволоки. Поэтому можно добиться точной настройки агрегата, что в свою очередь позволит создавать почти незаметные глазу, но очень прочные сварные швы на поверхности кузова автотранспортного средства.
Иногда работники СТО или частные владельцы вместо углекислого газа применяют особую сварную проволоку, которая хоть и не имеет медного покрытия, но содержит внутри специальный флюс.
Порошок позволяет осуществлять сварку выхлопной системы, кузова авто без подачи газа. Применить при таких условиях стандартную проволоку нельзя, потому что она сгорит без газа.
Отдельно стоит отметить сварные работы по устранению дефектов на глушителе авто. Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Выполнить данную задачу с помощью электросварки сможет только опытный мастер и только путем точечной сварки без движения электорода.
Неопытному мастеру лучше выполнять сварку глушителей автомобиля инвертором. А если в скором времени планируется заменить эту часть авто, то на некоторое время хватит и более экономичной холодной сварки.
Сварка TIG
Сварка TIG (tungsten inert gas – сварка вольфрамовым электродом в среде инертного газа), также известно сокращение GTAW (Gas tungsten arc welding – дуговая сварка вольфрамовым электродом в среде защитного газа). Это электродуговая сварка, в которой применяется неплавящийся вольфрамовый электрод. В область сварки поступает защитный газ (аргон или гелий), который защищает от атмосферного воздействия, а также, применяется присадочный металл. Эта сварка является наиболее сложной в освоении. В кузовном ремонте сварка TIG, в основном, применяется при ремонте автомобилей, имеющих алюминиевый кузов.
Может ли сварка автомобиля вызвать повреждение? 5 советов: сварка вашей поездки — WeldingBoss.com
Поскольку мы уважаем вас, вы должны знать, что как партнер Amazon мы зарабатываем на соответствующих покупках, сделанных на нашем веб-сайте. Если вы совершаете покупку по ссылкам с этого веб-сайта, мы можем получить небольшую долю продаж от Amazon и других партнерских программ.
Возможно, вы захотите обновить или отремонтировать кузов или компоненты вашего автомобиля. Один из лучших способов исправить металлические крепления и прикрепить металлические детали — это сварка.Единственная проблема заключается в том, что для использования сварочной горелки необходимо провести электричество через металл автомобиля. Вы можете возражать против такой перспективы, но есть некоторые методы, которые вы можете использовать для этого.
Может ли сварка автомобиля вызвать повреждение? Да. Для сварки автомобиля необходимо провести электричество через металл автомобиля. Поскольку металл автомобиля прикреплен к электронике автомобиля, вы можете в конечном итоге поджарить электронику в машине.
Поскольку металл автомобиля прикреплен к электронике автомобиля, вы можете в конечном итоге поджарить электронику в машине.
Даже если вы в конечном итоге поджарите электронику в автомобиле, есть меры предосторожности, которые вы можете предпринять, чтобы безопасно приваривать автомобиль, не вызывая повреждений.
Рекламные ссылки Прочтите, чтобы узнать, как ограничить количество сока, проходящего через электронику вашего автомобиля во время сварки, чтобы сделать сварку на автомобиле безопаснее без повреждений.
Почему сварка автомобиля вызывает повреждения?
При сварке металла необходимо создать электрический ток от сварочной горелки к свариваемому металлу.
Этот электрический ток проходит через весь металл, с которым вы работаете. Если у вас есть электроника, подключенная к свариваемому металлу, эта электроника также получает электрический ток.
Этот электрический ток может потенциально повредить внутреннюю работу этой электроники.
Когда мы говорим об электронике в автомобиле, мы имеем в виду не только радио.
Радиоприемники можно заменить и они относительно недороги.
Самая важная часть современных автомобилей — это компьютер, который запускает поршни и управляет работой двигателя, известный как блок управления двигателем или ECU.
Сварка и создание электрического тока через блок управления двигателем может нанести непоправимый ущерб компьютеру.Этот компьютер необходим для функционирования вашего автомобиля, и вы не сможете управлять автомобилем, если ECU будет поврежден или разрушен.
Защита ЭБУ необходима, если вы собираетесь сваривать свой автомобиль.
Как защитить ЭБУ во время сварки на автомобиле
ЭБУ требует питания от аккумулятора или напряжения для правильной работы. Однако блок управления двигателем рассчитан только на меньшее количество энергии, чем может выдавать автомобильный аккумулятор.
Рекламные ссылки При сварке вы используете гораздо более высокое напряжение. Таким образом, если сварочная мощность электрического напряжения достигает ЭБУ, это вызывает повреждение.
Таким образом, если сварочная мощность электрического напряжения достигает ЭБУ, это вызывает повреждение.
Ниже приведены пошаговые инструкции и причины ограничения воздействия сварочного напряжения на ЭБУ:
- Снимите отрицательную клемму автомобильного аккумулятора : Аккумулятор вашего автомобиля имеет две клеммы (обычно красный и черный). Отрицательный нужно открутить отверткой и снять с АКБ. Удаление этой клеммы сделано для уменьшения перенапряжения, когда электричество автомобиля проходит через аккумулятор.
- Заземлите участок, на котором вы работаете . Помогает использование чего-то вроде заземлителя сварщика. Аккуратно прикрепив заземлитель к свариваемому металлу, вы сможете отвести напряжение от автомобиля на землю. Это рассеивание удерживает избыточную энергию от ЭБУ автомобиля. Вот некоторые из лучших инструментов для заземления:
- Hobart 770031 Т-образный зажим на 400 А Латунь: Этот латунный зажим для заземления сварщиков станет отличным дополнением к вашим сварочным работам. Сильная пружина в зажиме может надежно удерживать, а т-образный стиль всегда надежно удерживает большинство поверхностей.Этот зажим отводит 400 ампер электричества, чего будет более чем достаточно для вашей работы с ЭБУ, если соединить его хотя бы с двумя дополнительными зажимами.
- Hobart 770031 Т-образный зажим на 400 А Латунь: Этот латунный зажим для заземления сварщиков станет отличным дополнением к вашим сварочным работам.
 Сильная пружина в зажиме может надежно удерживать, а т-образный стиль всегда надежно удерживает большинство поверхностей.Этот зажим отводит 400 ампер электричества, чего будет более чем достаточно для вашей работы с ЭБУ, если соединить его хотя бы с двумя дополнительными зажимами.
Сильная пружина в зажиме может надежно удерживать, а т-образный стиль всегда надежно удерживает большинство поверхностей.Этот зажим отводит 400 ампер электричества, чего будет более чем достаточно для вашей работы с ЭБУ, если соединить его хотя бы с двумя дополнительными зажимами.- HITBOX G Зажим заземления для сварки заземления 0,75 кг Full Cooper 400A Зажим заземления из твердой латуни высокого стандарта для промышленного использования. Преимущество этого сварочного зажима для заземления заключается в том, что его можно затянуть и разместить в любом положении на любой поверхности, и он не соскользнет. Этот зажим отводит 400 ампер от обрабатываемого металла.
- ДЛЯ ТЯЖЕЛЫХ УСЛОВИЙ, РАБОТАЕТ БЕЗУПРЕЧНО — Зажим для заземления сварочного типа HITBOX C очень хорошо сделан и имеет прочную латунную конструкцию. Твердая латунь обеспечивает отличный зажим и лучшую электропроводность. Он отлично защищает от брызг при сварке, а также идеально подходит для выполнения сварочных работ.
- УНИВЕРСАЛЬНЫЙ ЗАЗЕМЛЕНИЕ ДЛЯ СВАРКИ — Это красивый и плавно перемещающийся зажим.У него есть три способа заблокировать установочные винты. Этот зажим может применяться для сварки штучной сваркой, дуговой сварки под флюсом, газовой дуговой сварки металлическим электродом и газовой дуговой сварки вольфрамом. Он также идеально подходит для деревообработки и металлообработки.
- ДЕРЖАТЬ ХОРОШО, 100% БЕЗОПАСНО — этот зажим для заземления HITBOX достаточно тугой, чтобы обеспечить хорошее заземление, и он не упадет и не ослабнет, как это часто бывает с пружинными зажимами для заземления. Земля больше не отрывается от работы.
- HIGH STANDARD CALMP, HEAVY DUTY ARC — с этим зажимом дуга становится более устойчивой и легче зажигается.Он идеально подходит для сварки с высоким током от 300 до 500 А. Максимальное открытие челюсти: 2,3 дюйма / 5,9 см. Вес нетто: 0,75 кг / 1,65 фунта
- ГАРАНТИЯ 1 ГОД — Зажим заземления HITBOX дает хорошую гарантию. Если у вас возникнут какие-либо проблемы при использовании расходомера, пожалуйста, свяжитесь с нами в первый раз. Наша круглосуточная онлайн-служба поддержки клиентов поможет вам исправить это. Просто купите аппараты HITBOX с confide.
 Твердая латунь обеспечивает отличный зажим и лучшую электропроводность. Он отлично защищает от брызг при сварке, а также идеально подходит для выполнения сварочных работ.
Твердая латунь обеспечивает отличный зажим и лучшую электропроводность. Он отлично защищает от брызг при сварке, а также идеально подходит для выполнения сварочных работ. Вес нетто: 0,75 кг / 1,65 фунта
Вес нетто: 0,75 кг / 1,65 фунта- Зажим заземления для сварки 500A Зажим для заземления с гальваническим покрытием: Зажим для заземления при сварке представляет собой прочный зажим с проводом и возможностью регулирования до 500 ампер.Зажим с гальваническим покрытием и резиновая ручка делают его безопасным, чтобы удерживать и зажимать, когда это сделано, даже с остаточной энергией в металле, с которым вы работали.
- Отключите жизненно важную электронику : Даже при отключенной батарее в параллельных цепях может быть остаточная энергия. Это означает критически важную электронику, такую как подушки безопасности и даже блок управления двигателем. Электрическое напряжение, добавленное сваркой, и оставшаяся мощность в схемах автомобиля, вероятно, не сожгут электронику, но могут вызвать срабатывание подушек безопасности.
- Чтобы отсоединить разъемы подушек безопасности, выполните следующие действия:
- Определите, где находится модуль подушки безопасности. : Есть несколько мест, где модуль регулятора подушки безопасности может быть размещен в вашем автомобиле, например:
- На полу под радио
- Под ковром под сиденьем пассажира
- Под ковром под сиденьем водителя
- Под центральной консолью
- Найдите компьютерный модуль SRS : SRS обычно находится под центральной консолью и между два передних сиденья.Это также может быть возможно под сиденьем водителя или центральной приборной панелью.
- Найдите и отсоедините положительный кабель аккумулятора. : Положительный кабель аккумулятора — это другой кабель аккумулятора с символом «+». Подождите несколько минут, чтобы разрядился остаточный заряд в цепях.
- Найдите и отсоедините модуль управления подушками безопасности. : Модуль управления подушками безопасности представляет собой жгут проводов, представляющий собой пластиковую коробку с выходящими из нее заглушками. Отключение этого препятствует срабатыванию подушек безопасности.
- Определите, где находится модуль подушки безопасности. : Есть несколько мест, где модуль регулятора подушки безопасности может быть размещен в вашем автомобиле, например:
- Отключите ECU : ECU — это то, что вы пытаетесь защитить в автомобиле во время сварки. Если вы чувствуете, что недостаточно делается для сохранения этой жизненно важной части двигателя вашего автомобиля, вы можете полностью отсоединить ее от машины и уберечь ее от повреждений. Приведенные ниже шаги подробно описывают, как удалить ECU из травмы, полученной при сварке:
- Убедитесь, что отрицательная клемма аккумулятора отключена. : Аккумулятор автомобиля должен быть разделен на отрицательную сторону.
- Снимите панель, на которой расположен ЭБУ. : Чаще всего ЭБУ находится под перчаточным ящиком со стороны пассажира автомобиля. Откройте эту панель, чтобы получить доступ к ЭБУ.
- Отключите ЭБУ : ЭБУ серебристого цвета, его можно снять, ослабив болты крепления автомобиля торцевым ключом. После ослабления блок управления двигателем можно безопасно снять с автомобиля.
 Электрическое напряжение, добавленное сваркой, и оставшаяся мощность в схемах автомобиля, вероятно, не сожгут электронику, но могут вызвать срабатывание подушек безопасности.
Электрическое напряжение, добавленное сваркой, и оставшаяся мощность в схемах автомобиля, вероятно, не сожгут электронику, но могут вызвать срабатывание подушек безопасности. Подождите несколько минут, чтобы разрядился остаточный заряд в цепях.
Подождите несколько минут, чтобы разрядился остаточный заряд в цепях. : Чаще всего ЭБУ находится под перчаточным ящиком со стороны пассажира автомобиля. Откройте эту панель, чтобы получить доступ к ЭБУ.
: Чаще всего ЭБУ находится под перчаточным ящиком со стороны пассажира автомобиля. Откройте эту панель, чтобы получить доступ к ЭБУ.Заключение
Сварка автомобиля может серьезно повредить электронные компоненты автомобиля и даже вызвать возгорание подушек безопасности.Чтобы избежать повреждения жизненно важных компонентов автомобиля, таких как блок управления двигателем. В идеале, если это возможно, вам следует проводить сварку на отдельной поверхности.
Если вы будете следовать этим простым рекомендациям, вы сможете защитить основные электронные компоненты вашего автомобиля. А еще лучше всего то, что вы сможете выполнять необходимые работы по кузову. В конце концов, если вы украшаете свой автомобиль сварочными работами, вы хотите иметь возможность водить его, когда закончите!
Источники:
Как определить хороший сварной шов по сравнению с плохим сварным швом
Сварные швы, возможно, не первое, что приходит на ум, когда внимание привлекает великолепный небоскреб или безупречный винтажный автомобиль, но это должно быть так. Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов , и , эффективным, .
Все, что мы видим или используем в повседневной жизни, было сварено (или сделано с помощью имеющегося оборудования). Сварка — это способ соединения двух или более металлических частей вместе, чтобы они работали как единое целое. Сварка также является наиболее экономичным способом соединения металлов , и , эффективным, .
Без сварки нестандартные изделия из металла, такие как небоскребы, автомобили, лодки, машины, мосты, самолеты, танки и сотни тысяч изделий, не могли бы существовать.
В той или иной форме сварка существует уже тысячи лет и восходит к бронзовому веку, когда каменные орудия труда постепенно уступили место бронзе.
Большинство людей сегодня могут быть знакомы с техникой сварки, используемой кузнецами, при которой два куска металла нагревали до ярко-красного цвета, а затем соединяли друг с другом, чтобы образовался сварной шов. Это называлось кузнечной сваркой и было одним из немногих видов сварки до 19 века (на фото справа).
Перенесемся в сегодняшний день. Существует ряд сложных методов сварки, из которых можно выбрать, и тип, который в конечном итоге будет использоваться, будет зависеть от материала и области применения. Поскольку сварка оказывает столь заметное влияние на нашу повседневную жизнь, сварные швы проверяются визуально и / или физически. Во всех случаях прочный и долговечный сварной шов считается хорошим сварным швом.
Методы сварки
Сварка занимает одно из первых мест среди промышленных процессов, в которых задействовано больше наук и переменных, чем в других.Это можно понять, оценив разнообразие методов сварки, используемых сегодня в промышленности.
Выбор наиболее подходящего метода сварки повысит упругость сварного шва и обеспечит отсутствие дефектов на поверхности. Хотя испытания необходимы для проверки полной целостности сварного шва, имеется визуальных индикаторов , которые могут сигнализировать о признаках плохого сварного шва.
Сварка МИГ
AKA: GMAW (газовая дуговая сварка металла)
Применение: Сварка MIG (металл в инертном газе) — это наиболее широко используемый и, возможно, самый простой в освоении вид сварки в промышленности и в домашних условиях.Это процесс, при котором между плавящимся проволочным электродом и металлом заготовки образуется электрическая дуга. Возникающее тепло заставляет металлы плавиться и соединяться.
Материалы: Более тонкие листовые металлы и сплавы, такие как низкоуглеродистая сталь, нержавеющая сталь, а также алюминий.
Признаки плохого сварного шва включают: Отсутствие однородности, трещины посередине валика, слишком тонкие и / или отсутствие обесцвечивания основного металла (который должен составлять около 1/8 дюйма).
Сварка палкой
AKA: Дуговая сварка, дуговая сварка в защитном металлическом корпусе (SMAW), ручная дуговая сварка металлическим электродом (MMA или MMAW) или дуговая сварка в среде защитного флюса.
Применение: Ручная сварка — это самый простой из всех видов сварки, и с ней легко справиться в домашних условиях. Сварку палкой можно использовать при производстве, строительстве и ремонте. В этом процессе используется электрическая дуга с переменным или постоянным электрическим током между электродом и соединяемыми металлами.Заготовка и электрод плавятся, образуя сварочную ванну, которая остывает, образуя соединение.
Материалы: Обычно используется для обработки углеродистой стали, низко- и высоколегированной стали, нержавеющей стали, чугуна и высокопрочного чугуна. Иногда используется для никеля, меди (и их сплавов) и алюминия.
Признаки плохого сварного шва включают: Брызги, подрезы, видимое отсутствие плавления и трещины. Однако необходимо провести испытания всех сварных швов, чтобы определить адекватное проплавление.
Ознакомьтесь с этим замечательным ресурсом от Lincoln Electric, в котором объясняется более подробно.
Кислородная сварка
AKA: Кислородная сварка и резка, Кислородно-ацетиленовая сварка, Кислородная сварка и газовая сварка.
Применение: Кислородная сварка не так широко используется для обычной сварки низкоуглеродистой стали, этот метод заключается в смешивании кислорода и газообразного ацетилена для создания пламени, способного плавить сталь. В основном используется сегодня для ремонтных работ и газовой резки металла.
Материалы: Этот метод обычно используется для пайки более мягких металлов, таких как медь и бронза, или для сварки хрупких алюминиевых деталей, таких как холодильные трубы.
Признаки плохого сварного шва включают: Нижняя сторона сварного шва имеет недостаточное проплавление, чрезмерные глобулы металла, сварной шов слишком большого размера, сварные швы меньшего размера, поднутрение, перекрытие, неполное плавление, пористость и / или растрескивание. Чрезмерный рост зерен или наличие твердых пятен визуально определить невозможно.
Узнайте больше на WeldingGuru.com
Сварка TIG
AKA: GTAW (газовая дуговая сварка вольфрамом)
Применение: Сварка TIG (вольфрамовым инертным газом) сравнима со сваркой в кислородно-ацетиленовом газе и требует от оператора гораздо большего опыта. Это еще один процесс дуговой сварки, в котором для сварки используется неплавящийся вольфрамовый электрод. Он используется для выполнения высококачественных работ, когда требуется высший стандарт отделки, без необходимости чрезмерной очистки путем шлифования или шлифования.
Материалы: Обычно используется для обработки нержавеющей стали и цветных металлов, таких как алюминий, магний и медные сплавы.
Признаки плохого сварного шва включают: Прогорание, присадочный металл не использовался, широкий плоский валик без четкого рисунка валика, неустойчивый валик, включения вольфрама, пористость и / или подрезы.
Узнайте больше на TheFabricator.com
Сварочные испытания
Если сварной шов не выглядит хорошо, это не значит, что он плохой. Чтобы действительно проверить сварной шов, вам необходимо провести рентгеновский тест, тест магнитофлюкс, тест на проникновение красителя или ультразвуковой тест, который ищет пустоты, отсутствие плавления и т. Д.
Сварные швы обычно проходят проверку качества в зависимости от функции, для которой они предназначены, и в таких же или более суровых условиях, чем те, с которыми сталкиваются сварные конструкции в полевых условиях. Методики тестирования включают:
Испытания газовой сварки Испытания физических сварных швов Тест кислотным травлением Управляемый тест на изгиб Испытание на свободный изгиб Рентгеновское обследование | Испытание на обратный изгиб Nick Break Test Испытание на разрыв Гидростатические испытания Испытание на магнитные частицы Гамма-тестирование | Флуоресцентный пенетрантный тест Испытание на твердость Тесты Magnaflux Электромагнитные испытания Испытание на акустическую эмиссию Тестирование феррита |
Прочтите о каждой методике тестирования на сайте Welding Guru. | ||
 com и решите,
com и решите, Словарь по сварке | MillerWelds
MTE = Miller Technology Exclusive
Выберите первую букву искомого термина: A C D E F G H I K L M O P R S T V W
А
Accu-Pulse ® (MTE) : Процесс сварки MIG, который обеспечивает точное управление дугой даже при прихваточных швах и в узких углах.Обеспечивает оптимальный и точный контроль образования луж.
Accu-Rated ™ Power (MTE) : Стандарт для измерения мощности генератора с приводом от двигателя. Гарантии сдачи всей мощности обещаны.
Active Arc Stabilizer ™ (MTE) : Улучшает зажигание дуги и обеспечивает более мягкую дугу во всех диапазонах, с меньшей турбулентностью лужи и меньшим разбрызгиванием.
Adaptive Hot Start ™ (MTE) : Автоматически увеличивает выходную силу тока в начале сварного шва, если этого требует запуск.Помогает исключить прилипание электрода при зажигании дуги.
Advanced Active Field Control Technology ™ (MTE) : Простой и надежный запатентованный способ точного управления мощностью сварного шва генератора привода двигателя.
Воздушно-угольная дуговая резка (CAC-A) : Процесс резки, при котором металлы плавятся под действием тепла дуги с использованием угольного электрода. Расплавленный металл отталкивается от разреза струей нагнетаемого воздуха.
Переменный ток (AC) : Электрический ток, который меняет свое направление через равные промежутки времени, например 60 циклов переменного тока (AC) или 60 герц.
Aluminium Pulse Hot Start ™ (MTE) : Автоматически обеспечивает большую мощность дуги для Millermatic® 350P, чтобы исключить «холодный запуск», свойственный алюминиевому запуску.
Сила тока : Измерение количества электричества, проходящего через заданную точку в проводнике в секунду. Ток — это еще одно название силы тока.
Arc : Физический зазор между концом электрода и основным металлом.Физический зазор вызывает нагревание из-за сопротивления току и дуговым лучам.
Arc-Drive (MTE) : Автоматически улучшает сварку палкой, особенно труб, за счет фокусировки дуги и предотвращения выхода электрода.
Auto-Crater ™ (MTE) : Обеспечивает исчезновение кратера дуги TIG на аппаратах серии Trailblazer®, что дает время для добавления наполнителя без потери защитного газа. Устраняет необходимость в дистанционном управлении на конце дуги.
Auto-Line ™ (MTE) : Позволяет использовать любое первичное входное напряжение в диапазоне, одно- или трехфазное, 50 или 60 Гц. Также регулирует скачки напряжения во всем диапазоне.
Также регулирует скачки напряжения во всем диапазоне.
Auto-Link® (MTE) : Схема внутреннего источника питания инвертора, которая автоматически подключает источник питания к приложенному первичному напряжению (230 В или 460 В), без необходимости вручную связывать клеммы первичного напряжения.
Автоматический запуск на холостом ходу (MTE) : Немедленно запускает двигатель на холостом ходу при запуске, продлевая срок службы двигателя и снижая расход топлива и уровень шума.
Автоматическая сварка : Использует сварочное оборудование без постоянной регулировки органов управления сварщиком или оператором. Оборудование контролирует выравнивание суставов с помощью автоматического датчика.
Auto-Refire ™ (MTE) : Автоматически управляет вспомогательной дугой при резке металлического листа или нескольких металлических частей без повторного запуска вручную.
Auto Remote Sense ™ (MTE) : Автоматически переключает машину с панели на дистанционное управление при подключенном дистанционном управлении.Доступно для Dimension ™ NT 450, XMT® 350, Trailblazer® Series и PRO 300. Устраняет путаницу и необходимость в переключателе панели / дистанционного управления.
Auto-Stop ™ (MTE) : Позволяет останавливать дугу TIG без потери защитного газа на серии Trailblazer®.
Axcess ™ File Management (MTE) : Программное обеспечение, которое превращает стандартный КПК Palm в карту данных и удаленный брелок для всех систем Axcess. Позволяет отправлять по электронной почте, хранить и передавать программы сварки.
К
Сварочный аппарат с постоянным током (CC) : Эти сварочные аппараты имеют ограниченный максимальный ток короткого замыкания. У них отрицательная кривая вольт-амперной характеристики, и их часто называют «падающими».
Устройство подачи проволоки с постоянной скоростью: Устройство подачи работает от 240 или 120 В переменного тока от источника сварочного тока.
Сварочный аппарат с постоянным напряжением (CV) и постоянным потенциалом (CP): Этот тип выхода сварочного аппарата поддерживает относительно стабильное постоянное напряжение независимо от выходной силы тока.Это приводит к относительно ровной кривой вольт-амперной характеристики.
Cool-On-Demand ™ (MTE) : Встроенный охладитель работает только при необходимости на Syncrowave® 250 DX и 350 LX.
Ток: Другое название силы тока. Количество электричества, проходящего через точку в проводнике каждую секунду.
Д
Дефект: Один или несколько дефектов сплошности, которые вызывают сбой при испытании сварного шва.
Dig: Также называется Arc Control. Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Предоставляет источнику питания переменную дополнительную силу тока в условиях низкого напряжения (короткая длина дуги) во время сварки. Помогает избежать «залипания» стержневых электродов при короткой длине дуги.
Постоянный ток (DC): Протекает в одном направлении и не меняет его направление на противоположное, как переменный ток.
Отрицательный электрод постоянного тока (DCEN): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к отрицательной клемме, а рабочий провод подсоединен к положительной клемме сварочного аппарата постоянного тока.Также называется постоянным током прямой полярности (DCSP).
Положительный электрод постоянного тока (DCEP): Направление тока, протекающего через сварочную цепь, когда вывод электрода подсоединен к положительной клемме, а рабочий провод подсоединен к отрицательной клемме сварочного аппарата постоянного тока. Также называется постоянным током обратной полярности (DCRP).
Dual Power Option ™ (MTE) : Дает возможность приводу двигателя PipePro® 304 использовать входную одно- или трехфазную электрическую мощность 230 В, что исключает износ двигателя, шум и выбросы, а также затраты на топливо. .
Рабочий цикл: Количество минут из 10-минутного периода времени, в течение которого аппарат дуговой сварки может работать с максимальной номинальной мощностью. Примером может служить 60-процентный рабочий цикл при 300 ампер. Это означало бы, что при 300 А сварочный аппарат можно использовать в течение шести минут, а затем дать ему остыть при работающем двигателе вентилятора в течение четырех минут.
E
Engine Save Start ™ (MTE): Двигатель работает на холостом ходу через три — четыре секунды после запуска на Trailblazer® 275 DC и 302.Увеличивает срок службы двигателя и снижает расход топлива.
Факс
Fan-On-Demand ™ (MTE) : Внутренняя система охлаждения источника питания, которая работает только при необходимости, сохраняя внутренние компоненты в чистоте.
Контактный наконечник FasTip ™ (MTE) : Запатентованный однооборотный наконечник для быстрой замены — никаких инструментов!
Стационарная автоматизация: Автоматическая сварочная система с электронным управлением для простых, прямых или круговых сварных швов.
Гибкая автоматизация: Автоматизированная роботизированная сварочная система для сложных форм и применений, где сварочные пути требуют изменения угла наклона горелки.
Дуговая сварка порошковой проволокой (FCAW): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между непрерывной плавящейся электродной проволокой и изделием. Экранирование достигается за счет флюса, содержащегося в сердечнике электрода. Дополнительная защита может быть обеспечена или не обеспечена от поступающего извне газа или газовой смеси.
г
Газовая дуговая сварка металла (GMAW): См. Сварка MIG.
Сварка MIG.
Газовая дуговая сварка вольфрамом (GTAW): См. Сварка TIG.
Заземление: Безопасное соединение рамы сварочного аппарата с землей. См. Раздел «Подключение детали», чтобы узнать о разнице между рабочим соединением и заземлением.
Провод заземления: При подключении сварочного аппарата к объекту см. Предпочтительный термин «Вывод заготовки».
Gun-On-Demand ™ (MTE) : Позволяет использовать либо стандартный пистолет, либо пистолет Spoolmatic® на Millermatic® 210, 251 и 350 без переключения переключателя. Автомат определяет, какой пистолет вы используете, когда вы нажимаете на спусковой крючок.
H
Гц: Гц часто называют «циклами в секунду». В Соединенных Штатах частота или направление изменения переменного тока обычно составляет 60 герц.
Высокая частота: Охватывает весь частотный спектр выше 50 000 Гц.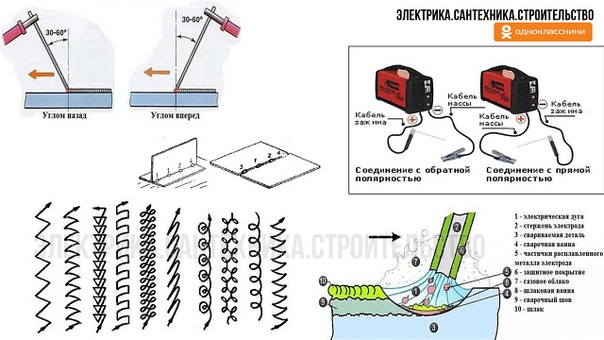 Используется при сварке TIG для зажигания и стабилизации дуги.
Используется при сварке TIG для зажигания и стабилизации дуги.
Hot Start ™ (MTE) : Используется на некоторых станках с ручным приводом (SMAW), чтобы облегчить запуск электродов, которые трудно запускать. Используется только для зажигания дуги.
Я
Инвертор: Источник питания, который увеличивает частоту поступающей первичной мощности, что позволяет уменьшить размер машины и улучшить электрические характеристики сварки, такие как более быстрое время отклика и больший контроль при импульсной сварке.
К
кВА (киловольт-ампер): киловольт-ампер. Сумма вольт, умноженная на ампер, деленная на 1000, потребляемая источником сварочного тока от первичной мощности, предоставляемой энергокомпанией.
кВт (киловатт): Первичная кВт — это фактическая мощность, используемая источником питания при достижении номинальной выходной мощности. Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
Вторичный кВт — это фактическая выходная мощность источника сварочного тока. Киловатты находятся путем деления вольт на ампер на 1000 и учета любого коэффициента мощности.
л
Lift-Arc ™ (MTE) : Эта функция позволяет зажигать дугу TIG без высокой частоты. Зажигает дугу при любой силе тока, не загрязняя сварной шов вольфрамом.
Low OCV Stick ™ (MTE) : Снижает OCV на некоторых моделях Maxstar® и Dynasty®, когда источник питания не используется, устраняя необходимость в дополнительных редукторах напряжения.
LVC ™ (Компенсация линейного напряжения) (MTE): Сохраняет выходную мощность источника питания постоянной, независимо от незначительных колебаний входной мощности.
м
Микропроцессор: Одна или несколько интегральных схем, которые можно запрограммировать с помощью сохраненных инструкций для выполнения множества функций.
Сварка MIG (GMAW или газовая дуговая сварка металла): Также называется сваркой сплошной проволокой. Процесс дуговой сварки, при котором металлы соединяются путем их нагрева дугой. Дуга возникает между непрерывно подаваемым присадочным (расходуемым) электродом и заготовкой. Подача газа или газовых смесей из внешнего источника обеспечивает защиту.
Существует четыре основных режима переноса металла:
Передача короткого замыкания: Получила свое название от сварочной проволоки, фактически «замыкающей» (касаясь) основного металла много раз в секунду. При этом образуются брызги, но перенос можно использовать во всех положениях сварки и на металле любой толщины.
Globular Transfer: Названо в честь «шариков» сварочного металла, перемещающихся по дуге под действием силы тяжести. Капли на дуге обычно больше диаметра электрода.Это не дает очень гладкого внешнего вида сварного шва, и могут возникать брызги.
Распыление: Названо в честь «распыления» крошечных капель расплава поперек дуги, обычно меньше диаметра проволоки. Использует относительно высокие значения напряжения и силы тока, и дуга постоянно горит после того, как дуга образовалась. Очень мало брызг, если они вообще есть. Обычно используется для сварки толстых металлов в плоском или горизонтальном положении.
Импульсный перенос распылением: Для этого варианта распыления сварочный аппарат «пульсирует» выходной сигнал между высокими пиковыми токами и низкими фоновыми токами. Сварочная ванна немного остывает во время фонового цикла, что немного отличается от режима распылительного переноса. Это позволяет выполнять сварку во всех положениях как тонких, так и толстых металлов.
Дополнительную информацию о сварке MIG см. В разделе «Технические советы MIG».
 Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов.
Обычно ограничивается плоскими и горизонтальными положениями сварки и не используется для тонких металлов. MVP ™ (Multi-Voltage Plug) (MTE) : Позволяет подключать Millermatic® DVI ™ или Passport ™ к розеткам на 115 или 230 В без инструментов — просто выберите вилку, которая подходит к розетке.
О
Напряжение холостого хода (OCV): Как следует из названия, в цепи нет тока, потому что она разомкнута. Однако напряжение воздействует на цепь, так что, когда цепь замыкается, ток сразу же течет.
пол
Совместимость с ОС Palm ™: Заменяет необходимость в картах данных и подвесках дистанционного управления на моделях Axcess.
Плазменно-дуговая резка: Процесс дуговой резки, при котором металл разрезается за счет использования суженной дуги для плавления небольшой области работы.Этот процесс может разрезать все металлы, проводящие электричество. Дополнительные сведения о плазменной резке см. В разделе «Советы по плазменной резке».
фунтов на квадратный дюйм (psi): Измерение, равное массе или весу, приложенному к одному квадратному дюйму площади поверхности.
Энергоэффективность: Насколько хорошо электрическая машина использует поступающую электроэнергию.
Коррекция коэффициента мощности: Обычно используется в однофазных источниках питания постоянного тока для снижения величины первичного тока, требуемого энергокомпанией во время сварки.
Первичная мощность: Часто называется входным линейным напряжением и силой тока, доступными сварочному аппарату от основной линии электропередачи цеха. Первичная входная мощность, часто выражаемая в ваттах или киловаттах (кВт), — это переменный ток, который может быть однофазным или трехфазным.
Pulsed MIG (MIG-P): Модифицированный процесс переноса распылением, при котором не образуются брызги, поскольку проволока не касается сварочной ванны. Области применения, наиболее подходящие для импульсной сварки MIG, — это те области, которые в настоящее время используют метод передачи короткого замыкания для сварки стали калибра 14 (1.8 мм) и выше.
Pulsed TIG (TIG-P): Модифицированный процесс TIG, подходящий для сварки более тонких материалов.
Импульсный: Последовательность и управление величиной тока, частотой и продолжительностью сварочной дуги.
Р
Номинальная нагрузка: Сила тока и напряжение, на которые рассчитан источник питания в течение определенного периода рабочего цикла. Например, 300 ампер, 32 вольта нагрузки, при рабочем цикле 60 процентов.
Регулируемое напыление металла (RMD®) (MTE) : Точно управляемая технология передачи короткого замыкания, доступная в качестве опции для моделей Axcess®. Для уменьшения разбрызгивания, снижения тепловложения до 20 процентов или заполнения зазоров.
Контактная точечная сварка (RSW): Процесс, в котором две металлические детали соединяются путем пропускания тока между электродами, расположенными на противоположных сторонах свариваемых деталей. В этом процессе нет дуги. Для получения дополнительной информации о контактной точечной сварке см. Технические советы по контактной точечной сварке.
Технические советы по контактной точечной сварке.
RMS (среднеквадратичное значение): «Эффективные» значения измеренного переменного напряжения или силы тока. Среднеквадратичное значение равно 0,707 максимального или пикового значения.
ю
Сварочный полуавтомат: Оборудование контролирует только подачу электродной проволоки. Движение сварочной горелки контролируется вручную.
SharpArc® (MTE) : Оптимизирует размер и форму дугового конуса, ширину и внешний вид валика, а также текучесть лужи. Доступно для Millermatic® 350 / 350P.
Дуговая сварка экранированного металла: См. Сварка палкой.
Защитный газ: Защитный газ, используемый для предотвращения атмосферного загрязнения сварочной ванны.
Однофазная цепь: Электрическая цепь, производящая только один переменный цикл в течение 360 градусов.
Умный топливный бак (MTE) : Конструкция бака сводит к минимуму вероятность обратного потока топлива.
Брызги: Частицы металла, вылетающие из сварочной дуги.Эти частицы не становятся частью готового сварного шва.
Точечная сварка: Обычно выполняется на материалах, имеющих конструкцию соединения внахлест. Может относиться к точечной сварке сопротивлением, MIG или TIG. Точечная сварка сопротивлением выполняется электродами с обеих сторон стыка, а точечная сварка сваркой в условиях сварки и MIG выполняется только с одной стороны.
Squarewave ™: Выход переменного тока источника питания, который может быстро переключаться между положительной и отрицательной полупериодами переменного тока.
Сварка палкой (SMAW или дуга экранированного металла): Процесс дуговой сварки, при котором плавятся и соединяются металлы путем их нагрева дугой между покрытым металлическим электродом и изделием. Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штучной сваркой см. Технические советы по Stick.
Защитный газ получают из внешнего покрытия электрода, часто называемого флюсом. Присадочный металл в основном получают из сердечника электрода. Для получения дополнительной информации о сварке штучной сваркой см. Технические советы по Stick.
Дуговая сварка под флюсом (SAW): Процесс, при котором металлы соединяются дугой или дугами между неизолированным металлическим электродом или электродами и изделием.Экранирование обеспечивается гранулированным легкоплавким материалом, который обычно подается на работу из бункера для флюса.
Sun Vision ™ (MTE): Позволяет легко считывать показания цифровых счетчиков при прямом солнечном свете или в тени на Trailblazer® 275 DC и 302.
SureStart ™ (MTE): Обеспечивает постоянное зажигание дуги Axcess® за счет точного управления уровнями мощности для определенных комбинаций проволоки и газа.
Syncro Start ™ (MTE) : Позволяет выбирать индивидуальные запуски дуги на Syncrowave® 200, 250 DX и 350 LX
т
Трехфазная цепь: Электрическая цепь, дающая три цикла в пределах временного интервала 360 градусов, при этом циклы разнесены на 120 электрических градусов.
Сварка TIG (GTAW или газовая вольфрамовая дуга): Этот процесс, часто называемый сваркой TIG (вольфрамовый инертный газ), соединяет металлы путем их нагрева вольфрамовым электродом, который не должен становиться частью завершенного сварного шва. Иногда используется присадочный металл, а для защиты используются инертный газ аргон или смеси инертных газов. Для получения дополнительной информации о сварке TIG см. Технические советы по TIG.
Tip Saver Short Circuit Protection ™ (MTE) : Отключает выход, когда контактный наконечник MIG замыкается на рабочий элемент на Millermatic® 135 и 175.Увеличивает срок службы контактного наконечника и защищает машину.
Сброс триггера: Обеспечивает быстрый сброс на пистолете, а не на станке.
Горелка: Устройство, используемое в процессе TIG (GTAW) для управления положением электрода, передачи тока на дугу и направления потока защитного газа.
Torch Detection ™ (MTE) : Syncrowave® 250 DX и 350 LX определяют, имеет ли горелка TIG водяное или воздушное охлаждение.
Touch Start: Процедура зажигания дуги низкого напряжения и малой силы тока для сварки TIG (GTAW).Вольфрам касается заготовки; когда вольфрам поднимается из заготовки, возникает дуга.
Tri-Cor ™ Technology (MTE) : Конструкция стабилизатора Bobcat ™ 250, которая обеспечивает более гладкие сварные швы и снижает разбрызгивание с электродами E7018 без снижения производительности с электродами E6010.
Вольфрам: Редкий металлический элемент с чрезвычайно высокой температурой плавления (3410 ° Цельсия). Используется при производстве электродов TIG.
В
Напряжение: Давление или сила, толкающая электроны через проводник.Напряжение не течет, но вызывает ток или силу тока. Напряжение иногда называют электродвижущей силой (ЭДС) или разностью потенциалов.
Устройство подачи проволоки с датчиком напряжения: Устройство подачи работает от напряжения дуги, генерируемого источником сварочного тока.
Кривая вольт-ампер: График, показывающий выходные характеристики источника сварочного тока. Показывает возможности напряжения и силы тока конкретной машины.
Вт
Управление файлами WaveWriter ™ (MTE) : Включает все функции управления файлами Axcess ™, а также простую графическую программу формирования сигналов для наиболее требовательных приложений импульсной сварки MIG.
Сварка на холостом ходу (MTE) : Позволяет PipePro ™ 304 автоматически выполнять сварку при более тихой и низкой скорости вращения при меньшем расходе топлива. Когда требуется большая мощность, станок переходит на высокую скорость без изменения дуги.
Металл сварного шва: Электрод и основной металл, расплавленный во время сварки. Это формирует сварной валик.
Это формирует сварной валик.
Перенос сварного шва: Метод, при котором металл переносится из проволоки в расплавленную лужу.
Wet-Stacking: Несгоревшее топливо и моторное масло собираются в выхлопной трубе дизельного двигателя, причем выхлопная труба покрыта черным липким маслянистым веществом.Состояние вызвано тем, что двигатель работает со слишком малой нагрузкой в течение продолжительных периодов времени. При раннем обнаружении это не вызывает непоправимого ущерба и может быть уменьшено, если приложить дополнительную нагрузку. В случае игнорирования возможно необратимое повреждение стенок цилиндров и поршневых колец. Благодаря более строгим нормам выбросов и более качественному топливу двигатели в последние годы менее подвержены складированию в мокром состоянии.
Wind Tunnel Technology ™ (MTE) : Внутренний воздушный поток на многих инверторах Miller, который защищает электрические компоненты и печатные платы от загрязнения, значительно повышая надежность.
Скорость подачи проволоки: Выражается в дюймах / мин или мм / с и относится к скорости и количеству присадочного металла, подаваемого в сварной шов. Как правило, чем выше скорость подачи проволоки, тем выше сила тока.
Присоединение заготовки: Средство для крепления рабочего кабеля (рабочего кабеля) к заготовке (металл, на который нужно приваривать). Кроме того, точка, в которой установлено это соединение. Один тип рабочего соединения осуществляется с помощью регулируемого зажима.
Свинец детали: Проводящий кабель или электрический проводник между аппаратом для дуговой сварки и изделием.
10 советов, которые могут улучшить ваши сварочные навыки
Этот краткий курс практических указателей адаптирован к потребностям любой фермы в ремонте металла.
1. Режимы Glob или Spray для толстой стали
Большинство фермеров могут не осознавать, что регулировка напряжения, силы тока и скорости подачи проволоки на сварочных аппаратах может обеспечить режимы передачи, точно настроенные для толстого металла. По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
По словам Карла Хоэса из Lincoln Electric, ограничивающим фактором для режимов шарового или распыления является то, что их можно использовать только на «металле толщиной ⅛ дюйма и толще и только при выполнении плоских и горизонтальных угловых швов».
Шаровая передача (короткая дуга): Напряжение, сила тока и скорость подачи выше, чем в стандартном режиме короткого замыкания. Это приводит к тому, что большие шарики проволоки выходят из конца проволоки и попадают в сварочную ванну. Этот режим обеспечивает сварку глубокого проплавления на толстом материале, но при этом образуется много брызг.
Распылительная дуга: Вольты, токи и скорость подачи проволоки выше, чем в шаровом режиме. Он производит поток крошечных капель расплава, которые разбрызгиваются по дуге от проволоки к металлу.Для истинного распыления вам потребуется газ, богатый аргоном. Распылительная дуга позволяет использовать проволоку большого диаметра, поэтому наплавляется много металла и получается бусинка великолепного вида. Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
Его можно использовать только для плоских или горизонтальных угловых швов; лужа очень жидкая. Обязательно замените сопло вашего пистолета на устройство длиной около 3 дюймов или больше.
2. Очистить от загрязнений
«Фермеры обычно не могут должным образом подготовить металл перед сваркой», — говорит Джон Лейснер из Miller Electric.«Это включает удаление краски, ржавчины, грязи и других поверхностных загрязнений, но это также означает шлифовку трещин». Лейснер легко понимает, что подготовка металла — это последнее, о чем вы думаете, когда требуется ремонт сварного шва в разгар сезона или во время кормления скота.
«Я не говорю, что зона ремонта должна быть абсолютно нетронутой», — говорит он, добавляя, что сварные швы алюминия являются исключением (см. Совет № 6 по сварке алюминия). «По крайней мере, ударьте по месту ремонта проволочной щеткой с электроприводом, чтобы удалить ржавчину и грязь.”
Очистка удаляет загрязнения, которые попадают в металл во время сварки; если они останутся, они поставят под угрозу ремонт. Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость движения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Если очистка невозможна, избегайте ремонта с помощью сварочного аппарата MIG. «Используйте сварочный аппарат и стержень 6011. Кроме того, снизьте скорость движения. Это дает время пузырькам газа выкипеть из расплавленного сварного шва до того, как эти примеси улавливаются внутри сварного шва », — говорит он.
Водород сварочный враг №1
Водород — это наихудшая примесь, разрушающая сварные швы.Поскольку водород повсюду (в воде, грязи, ржавчине, краске, навозе, смазке), он представляет собой серьезную проблему для сварщиков. Что можно сделать, чтобы сбить водород? Чистый, чистый и еще чистый. «Водород, наряду с высоким остаточным напряжением и чувствительной к трещинам сталью, может привести к растрескиванию через несколько часов или дней после сварки», — говорит Хоуз из Lincoln Electric. «Высокопрочные стали (обычно используемые в почвообрабатывающих орудиях), толстые металлические секции и ограниченные детали более подвержены водородному растрескиванию».
3.Правила угла, направления и скорости
Одним из удивительных аспектов сварки является то, что даже начинающий сварщик может добиться успеха. Однако Хоуз и Лейснер предупреждают, что существуют некоторые жесткие правила, обеспечивающие длительный ремонт сваркой.
Тяни или толкай: Здесь правило простое. «Если при этом образуется шлак, вы тянете за собой», — говорит Лейснер. Другими словами, вы перетаскиваете стержень или проволоку при сварке с помощью устройства для сварки стержневой или флюсовой проволокой. В противном случае вы будете проталкивать проволоку сваркой в среде инертного газа (MIG).
Рабочий угол: При сварке проволокой держите пистолет под углом от 10 ° до 15 ° в направлении, в котором продвигается сварной шов. При сварке штангой поддерживайте угол подъема от 20 ° до 30 ° в направлении протяжки. При сварке углового (тройникового) шва держите пруток или проволоку (независимо от процесса сварки) под углом 45 ° между двумя металлическими частями.
Расстояние между дугами: Отрегулируйте скорость движения так, чтобы сварочная дуга оставалась в пределах одной трети сварочной ванны. Для сварки проволокой (сердечник или MIG) соблюдайте рабочее расстояние от ⅜ до ½ дюйма.При сварке штангой соблюдайте расстояние ⅛ дюйма между концом стержня и заготовкой. «Длина дуги не должна превышать диаметр сердечника электрода», — говорит Лейснер.
Скорость: Наблюдайте за сварочными лужами и гребнем (где затвердевает расплавленный металл). По словам Хоэза, при сварке проволокой (MIG или флюсовой сердцевиной) гребень должен находиться примерно на дюйма позади проволочного электрода. При слишком низкой скорости движения образуется широкий выпуклый борт с неглубоким проникновением, что также приводит к отложению слишком большого количества металла.С другой стороны, слишком высокая скорость перемещения создает неглубокий сварной шов, который дает узкий и сильно выпуклый валик. Большинство скоростей движения для различных шарниров значительно ниже 40 дюймов в минуту.
4. Выбор газа MIG
Для сварки MIG предпочтительным надежным защитным газом является 100% углекислый газ (co²). Это экономично и позволяет получать сварные швы с глубоким проплавлением.
Тем не менее, есть время инвестировать в более дорогие защитные газы, которые включают:
- 75% аргона и 25% co² для получения красивых сварных швов (при 100% co² образуется много брызг) и для сварки при высоком уровне тока.
- 85% аргона и 15% co² для сварки толстолистовой стали или металла с большим количеством прокатной окалины или ржавчины.
- 90% аргона и 10% co² для сварки распылением, а также для тяжелых или толстых металлических секций.
- 100% аргон или смесь аргона и гелия для сварки алюминия.
- 90% аргона, 7,5% гелия и 2,5% co² для сварки нержавеющей стали.
5. Список покупок сельскохозяйственных электродов
Множество проданных проводов и стержней затрудняет выбор электродов. Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Лейснер и Хоуз приводят этот список покупок сельскохозяйственных электродов, которые подходят для большинства ремонтных работ.
Проволока MIG: Хороший общий диаметр проволоки MIG — 0,035 (наиболее распространенный) или 0,045 дюйма. Но учитывайте 0,025 дюйма при сварке тонких материалов толщиной дюйма или меньше. Причина в том, что проволока меньшего диаметра более стабильна при сварке при меньшем токе, что обеспечивает меньшую силу дуги и меньшую склонность к прожиганию металла.
Проволока с флюсовым сердечником: Одной из самых популярных проволок с флюсовым сердечником является E71T-1, поскольку «она хороша для сварки в нерабочем положении (вертикальная, потолочная), обеспечивает быстрое застывание шлака и высокую скорость наплавки», — говорит Лейснер.«Если вы выполняете сварку в неправильном положении (потолочный сварной шов), вы можете использовать проволоку E71T-8», — говорит Хоуз. Если вы свариваете металл с покрытием или оцинкованный металл (например, ножку с зернистостью), используйте проволоку E71T-14, так как у нее есть сердцевина, которая взрывается в дуге. Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Это приводит к улетучиванию стальных покрытий, таким образом, сводя к минимуму растрескивание и пористость сварных швов. Все эти проволоки обеспечивают более высокую производительность наплавки, чем стержневые электроды, и их шлак удаляется легче.
Электрод-стержень: Пруток общего назначения — это электрод 6011, говорит Лейснер, поскольку он обеспечивает хороший проникающий сварной шов.По его словам, при работе с более толстым материалом, который «требует более глубокого проплавления, используйте электрод 6010».
«Если вы свариваете более тонкую заготовку там, где вам нужно меньше проплавления, переходите на электрод 6013». Самый распространенный размер стержня — ⅛ дюйма. «Используйте стержень большего диаметра для более толстого металла и стержень меньшего диаметра для более тонкого металла», — советует Хоуз.
6. Сварка алюминия
Растущее присутствие алюминия в сельскохозяйственном оборудовании вызывает необходимость ремонта металла. Хорошей новостью является то, что любой сварщик может работать с алюминием, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Хорошей новостью является то, что любой сварщик может работать с алюминием, и этому процессу относительно легко научиться. Но есть некоторые правила, которым вы должны следовать, — говорит Хоуз. Эти правила включают:
Купите приводные ролики с U-образной канавкой, которые поддерживают проволоку, но не сминают ее. Держите регулировку ведущего ролика на незакрепленной стороне.
Замените прокладку кабеля на тефлоновую, нейлоновую или аналогичную прокладку.
Используйте только аргон или аргон-гелий.
Выберите алюминиевую присадочную проволоку диаметром 3/16 или 1/6 дюйма.Эти большие провода легче протянуть вниз по кабелю пистолета.
Используйте контактный наконечник примерно на 0,0115 дюйма больше диаметра проволоки.
Удалите жир, масло, навоз или грязь с помощью органического растворителя, такого как ацетон, слабого щелочного раствора, такого как сильное мыло, или обезжиривателя на основе цитрусовых. Избегайте сильных щелочных или кислотных чистящих средств.
Почистите ремонт, используя новую проволочную щетку из нержавеющей стали (используется только при сварке алюминия), чтобы удалить окисленный алюминий, который естественным образом образуется на поверхности металла.Оксиды алюминия плавятся при 3700 ° F, в то время как основной металл плавится при 1200 ° F. Оксиды на ремонтной поверхности препятствуют проникновению присадочного металла.
Разогрейте ремонт до 230 ° F. чтобы свести к минимуму растрескивание. Делайте прихваточные швы в начале и в конце ремонта, чтобы облегчить предварительный нагрев и предотвратить деформацию.
Используйте короткий пистолет и прямой кабель. Если вы много занимаетесь сваркой алюминия, подумайте о покупке пистолета для катушки.
Вдавите в сварной шов, чтобы уменьшить загрязнение и улучшить покрытие защитным газом.
Сварка горячая и быстрая, используя более высокие значения силы тока и напряжения, а также скорости хода сварного шва, чтобы предотвратить прожог.
Заполните кратер сварного шва в конце шва. Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
Кратеры — основная причина растрескивания сварных швов алюминия, предупреждает Хоуз. Чтобы заполнить кратер, продолжайте подавать проволоку в конце сварного шва, изменив направление движения назад над сварным швом примерно на 1 дюйм.
7. Секрет ремонта высокопрочной стали
.
По словам Хоэза, производители все чаще обращаются к использованию трудно свариваемых металлов, таких как высокопрочная сталь, особенно в почвообрабатывающих орудиях, чтобы уменьшить их вес.При ремонте высокопрочной стали очень важно подготовиться, предварительно удалив всю ржавчину, краску, жир и влагу до голого металла. Затем перед сваркой предварительно нагрейте место ремонта.
«Чем выше содержание углерода в стали (обычно используется в высокопрочных сталях), тем больше требуется предварительного нагрева», — говорит Хоуз. «Предварительный нагрев необходим для предотвращения растрескивания после сварки». При ремонте высокопрочных сталей используйте электрод с малым диаметром и низким содержанием водорода, например стержень 7018, добавляет Лейснер. Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
Наконец, сохраняйте низкую скорость сварочного хода; это сохраняет сварочную ванну в расплавленном состоянии, давая возможность пузырькам газообразного водорода закипеть. В результате получается более качественный сварной шов.
8. Почему трескаются сварные швы?
Hoes говорит, что сварные швы трескаются по одной или нескольким из следующих причин:
- Перед сваркой не зашлифовать трещины до дна.
- Формование бусин меньшего размера. Сварные швы всегда должны быть немного шире, чем глубина.
- Формирование вогнутых или полых бусинок.Такие сварные швы могут привести к растрескиванию посередине валика. Сварные швы всегда должны быть выпуклыми или горбатыми.
- Неправильная очистка ремонта. Если после ремонта оставить ржавчину, краску, жир, грязь или влагу, в сварной шов попадет водород, который может вызвать растрескивание.
- Без предварительного нагрева перед сваркой. Это особенно необходимо, когда свариваемая сталь имеет более высокое содержание углерода или сплава.
- Избегайте использования электродов с низким содержанием водорода для ремонта трудно свариваемых сталей (с высоким содержанием углерода или сплава).
- Невозможность заполнить кратеры в конце сварного шва.
- Неправильно усиленный ремонт сварного шва.
- Не накладывать первый валик на многопроходные сварные швы достаточного размера, плоской или выпуклой формы. Он сопротивляется растрескиванию до тех пор, пока не будут добавлены более поздние бусинки для поддержки.

Лейснер говорит, что жесткие детали более склонны к растрескиванию. Если возможно, приваривайте к свободному концу таких деталей и оставляйте зазор 1/32 дюйма между пластинами для свободного движения усадки при остывании сварного шва.Очистите каждую бусину, пока она еще горячая, чтобы снять напряжение.
9. Сварка вне позиции
Гравитация — ваш враг при работе вне рабочего места, поэтому противодействуйте ее эффектам (особенно при сварке проволокой), используя немного меньшее напряжение и меньшую скорость подачи проволоки, чтобы создать меньшую лужу, — говорит Хоуз. По словам Лейснера, изменение полярности на противоположную для концентрации тепла на кончике электрода приводит к более холодной сварке, что позволяет сварочной ванне остывать быстрее и предотвращать ее стекание. Вот еще несколько советов от обоих экспертов по сварке в нерабочем положении:
Горизонтальные швы: Уменьшите рабочий угол до 0 ° или 15 °, а затем выполняйте сварку в стабильном темпе, чтобы сварочная ванна оставалась на месте.
Вертикальные сварные швы: На стали толщиной 3/16 дюйма и более выполняйте сварку нисходящим движением. Однако это движение может быть проблемой; сварочная ванна может опередить дугу и стать изолятором, уменьшая проплавление. На стали толщиной 1/16 дюйма и более сваривайте восходящим движением из стороны в сторону, перемещая дугу справа к центру, а затем влево, чтобы создать треугольник.
Сварные швы над головой: Уменьшите силу тока и двигайтесь быстро, чтобы сварочная ванна оставалась узкой.Используйте круговые движения и взбивание, чтобы сварочная лужа не вылилась из сварного шва.
10. Когда армировать
Усиление ремонта сваркой «определенно необходимо, если трещина находится в месте, где вы не можете подготовить ее поверхность для сварки», — говорит Лейснер. «Всегда укрепляйте точки, подверженные высоким нагрузкам, например, петли складного оборудования».
Усиление также необходимо, если деталь сломалась более одного раза в том же месте или рядом с тем же местом, что и предыдущий ремонт, добавляет Хоуз.
При армировании обязательно скосите края под углом 30 ° в месте соединения нового металла со старым. Это обеспечивает лучшее проплавление.
Для более тяжелых участков материала оставьте небольшой участок (пространство) внизу стыка. Для этого сначала скосите края, а затем отшлифуйте нижнюю часть скоса до толщины никеля.
Вот последний совет по усилению. «Материал толщиной более дюйма обычно следует сваривать в несколько проходов», — говорит Лейснер.
Электробезопасность: ответы по охране труда
Удар электрическим током
Тело человека проводит электричество. Даже слабые токи могут вызвать серьезные последствия для здоровья. Спазмы, ожоги, паралич мышц или смерть могут произойти в зависимости от силы тока, протекающего по телу, его маршрута и продолжительности воздействия.
Национальный институт безопасности и гигиены труда (NIOSH) сообщает, что стандартные рабочие напряжения создают токи, проходящие через человеческое тело в миллиамперном (мА) диапазоне (1000 мА = 1 А).Расчетные эффекты переменного тока 60 Гц, проходящего через грудную клетку, показаны в таблице 1.
Расчетное влияние переменного тока 60 Гц | |
1 мА | 9000ptible |
16 мА | Максимальный ток, который средний человек может схватить и «отпустить» |
20 мА | Паралич дыхательных мышц |
Порог фибрилляции желудочков | |
2 А | Остановка сердца и повреждение внутренних органов |
15/20 ампер | размыкает цепь93220003 Общий предохранитель 93220003 Контакт с током 20 миллиампер может быть смертельным.В качестве основы можно сказать, что обычный домашний автоматический выключатель может быть рассчитан на 15, 20 или 30 ампер. |